Авторская статья «Хонингование» на сайте инженерной-технологической компании Механика
Не так давно искал в Яндексе (не сочтите за рекламу) картинки и наткнулся на давно забытый «дрынохон». Решил заглянуть на сайт, где была размещена фотка. Вот, что там было изложено:
…Перед сборкой двигателя в обязательном порядке проводится хонингование зеркал цилиндров с целью достижения правильной посадки на них поршневых колец, обеспечивающей должную герметичность камер сгорания…
…Выпускаются два типа хонов для обработки зеркал цилиндров: хон типа «бутылочный ершик» и, более традиционный, поверхностный хон в виде насадки с подпружиненными точильными камнями. Оба инструмента обеспечивают необходимое качество обработки зеркал цилиндров, хотя использование первого для неопытного механика предпочтительнее. Потребуется также достаточное количество ветоши, специального хонинговочного или просто жидкого машинного масла, а также электродрель в качестве привода для хонинговочных насадок.
Действуйте в следующем порядке….

|
Дрынохон как он есть и в действии |
Далее описана процедура гаражного хонингования. Неужели и сейчас кто-то производит восстановление цилиндров подобными методами. Я полагал, что к подобным текстам уже давно приписали что-то типа «устаревший метод, сейчас так никто не делает». Текст как водится размножен на многих сайтах (эдакий сетевой бэкап коллективного разума) и кто-то сочтёт, что этот метод вполне современен. Однако ж, технологии давно ушли вперёд и теперь дороже будет найти дрынохон, чем сделать хон на соответствующем станке. Преимущество «дрынохона» только в том, что поцарапать цилиндр можно не снимая блок с автомобиля. Фактически так можно только «освежить», но не сделать нормальный хон в изношенном цилиндре. Уж поверьте.
Немного теории и технологии
Хонингование — (от англ. honing, от hone — хонинговать, буквально — точить). Вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и поступательно-возвратного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
honing, от hone — хонинговать, буквально — точить). Вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и поступательно-возвратного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
Хонингование применительно к деталям двигателя внутреннего сгорания
При ремонте двигателя, как это было сказано ранее, хонингуют в основной своей массе внутренние цилиндрические поверхности — отверстия. Это втулки верхней головки шатуна, отверстия нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала и конечно же цилиндры двигателя.
Это втулки верхней головки шатуна, отверстия нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала и конечно же цилиндры двигателя.
|
Хонголовка с хонбрусками в цилиндре |
Если считать, что цилиндры — это сердце мотора, то знания о хонинговании, свойствах получаемой поверхности и методах её получения — это кардиология.
Для нормальной работы поршневых колец (кардиологический аналог каждый может себе придумать сам) на стенке цилиндра необходимо обеспечить определённый микропрофиль поверхности — совокупность пересекающихся рисок. Глубина и взаимное расположение этих рисок в значительной степени определяет такие эксплуатационные параметры как компрессия, мощность, расход масла, расход топлива, износ цилиндро-поршневой группы и ресурс двигателя. Нанесение этих рисок как раз и происходит при работе хонинговальной головки с установленными в неё брусками по поверхности цилиндра. Одновременное вращение инструмента и его возвратно поступательные движения (это Вам не туда-сюда дрынохоном:) определяет угол взаимного пересечения рисок на поверхности цилиндра — угол хонингования. Вид применяемого абразива, его зернистость и связка определяет шероховатость поверхности цилиндра, глубину и размер рисок. Соответственно не сложно догадаться, что следует различать черновое и чистовое хонингование, а следовательно и применяемые при хонинговании бруски. «Законодатель моды» в данном вопросе — фирма KOLBENSCHMIDT (KS) — дает чёткие рекомендации по выполнению данной операции. Поэтому я решил не ловить в цеху момент для съемки процесса хонингования и даже не пошел на склад за брусками. Я просто отсканировал картинки из буклета KS. Так вот, рекомендации распространяются на применение абразивных и смазочных материалов, настройку оборудования, припуски на обработку и самое главное — методы контроля качества выполненной работы. Для контроля шероховатости немцы применяют тестер Hommel с возможностью вывода на печать диаграммы микропрофиля и параметров шероховатости в оценочных единицах.
Одновременное вращение инструмента и его возвратно поступательные движения (это Вам не туда-сюда дрынохоном:) определяет угол взаимного пересечения рисок на поверхности цилиндра — угол хонингования. Вид применяемого абразива, его зернистость и связка определяет шероховатость поверхности цилиндра, глубину и размер рисок. Соответственно не сложно догадаться, что следует различать черновое и чистовое хонингование, а следовательно и применяемые при хонинговании бруски. «Законодатель моды» в данном вопросе — фирма KOLBENSCHMIDT (KS) — дает чёткие рекомендации по выполнению данной операции. Поэтому я решил не ловить в цеху момент для съемки процесса хонингования и даже не пошел на склад за брусками. Я просто отсканировал картинки из буклета KS. Так вот, рекомендации распространяются на применение абразивных и смазочных материалов, настройку оборудования, припуски на обработку и самое главное — методы контроля качества выполненной работы. Для контроля шероховатости немцы применяют тестер Hommel с возможностью вывода на печать диаграммы микропрофиля и параметров шероховатости в оценочных единицах.
|
Пленка-шаблон для проверки линий хона и наглядный рисунок самих линий из рекомендаций KS |
|
Прибор для контроля шероховатости Hommel |
О практическом влиянии параметров хонингования или разрушение мифа, о «зеркальной», абсолютно гладкой поверхности цилиндра
Для надёжного удержания масла на поверхности цилиндра (чего ради собственно и затеяна вся эта вращательно-поступательная «возня»), стенка последнего должна иметь определённую шероховатость абсолютно гладкая стенка не способна удержать на себе масло, в количестве необходимом для нормальной смазки колец. С абсолютно гладкой, зеркальной, поверхности масло будет сниматься почти полностью, оставшееся масло будет сгорать, а нового масла, необходимого для нормальной смазки поступать не будет. Таким образом будут формироваться условия для сухого трения, которое вызывает повышенный износ. Поверхность, обладающая высокой шероховатостью, способна значительно лучше задерживать на себе масло и соответственно воспринимать более высокие механические нагрузки. Низкая шероховатость удерживает масло несколько хуже. Больший угол хонингования влияет на расход масла (угар), но в этом случае меньше проявляется волнистость поверхности цилиндра. Маленький угол влияет на снижение расхода масла. Вот такие закономерности. Поэтому требуется подбор режимов хонингования и применяемых материалов, которые и обеспечивают необходимый результат.
Таким образом будут формироваться условия для сухого трения, которое вызывает повышенный износ. Поверхность, обладающая высокой шероховатостью, способна значительно лучше задерживать на себе масло и соответственно воспринимать более высокие механические нагрузки. Низкая шероховатость удерживает масло несколько хуже. Больший угол хонингования влияет на расход масла (угар), но в этом случае меньше проявляется волнистость поверхности цилиндра. Маленький угол влияет на снижение расхода масла. Вот такие закономерности. Поэтому требуется подбор режимов хонингования и применяемых материалов, которые и обеспечивают необходимый результат.
Грубая поверхность (глубокие риски — высокая шероховатость) получаются после применения крупно зернистого абразива, на первой стадии чернового хонингования. Здесь применяют алмазные бруски на медной основе. Хонингование ведётся с избытком СОЖ. Для выноса из зоны резания продуктов износа, как материала цилиндра, так и материала бруска. Получаемая после чернового алмазного хонингования поверхность непригодна для работы по ней колец, поршня да и работы вообще.
На второй стадии полученная поверхность обрабатывается более мелкозернистым абразивом, но не чистовым. При этом формируется новый микропрофиль поверхности. На данном этапе применяют абразивные материалы с размером зерна 1/150 мм.
Окончательное хонингование ведется материалами с зерном от 1/300 — 1/500 мм, до достижения окончательного размера цилиндра.
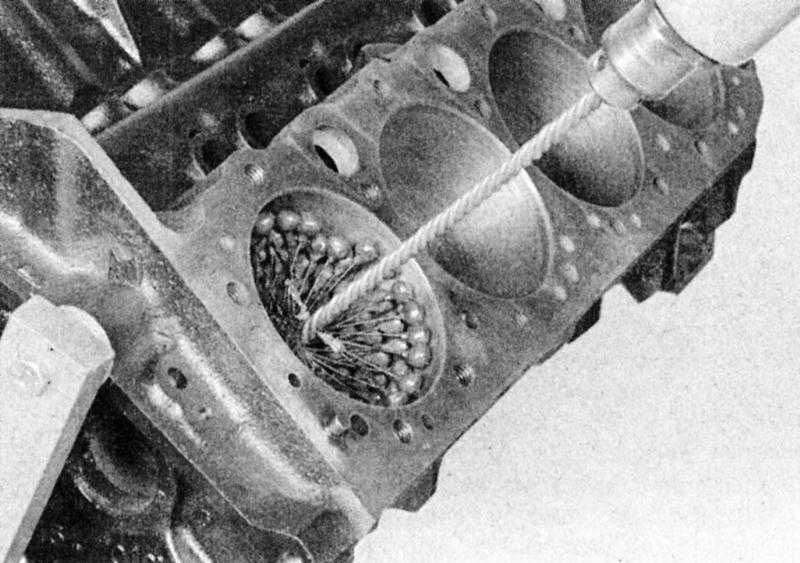
Финишная операция при хонинговании — хонинговое крацевание. При этой операции не происходит изменение размера цилиндра (отверстия) полученного при чистовом хонинговании. При этой операции полученный микропрофиль полностью очищается от остатков хонинговального абразива, обнажаются графитовые зёрна (для чугунных цилиндров), что влияет на снижение трения, а следовательно на механические потери и износ.
|
Щётки для крацевания |
Используя оборудование для хонингования можно проводить также нанесение анифрикционных покрытий на стенки цилиндров, обрабатывать цилиндры алюминиевых блоков (правда не всех) и выполнять плосковершинное хонингование. Данные операции принципиально не отличаются от обычного хонингования. Для их проведения необходимы специальные материалы и хонинговальные бруски.
| Специальные хонинговальные бруски |
Применяется хонингование закалённых зубчатых колёс хонинговальной головкой в форме косозубого долбяка находящейся в зацеплении с обрабатываемым колесом и совершающей одновременно вращательное и колебательное движения. Н это уже экзотика:
Н это уже экзотика:
P.S. С начала 2011 года желающие могут сходит на экскурсию по цеху механобработки в техцентре «Дзержинский». Записаться можно по электронной почте. Вам покажут и
расскажут в том числе и о хонинговании. Бутербробы и термос брать не обязательно — обещаем накормить.
Хонингование цилиндров: что это такое?
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Содержание статьи
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т. д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом.
 Такой абразив позволяет добиться высокоточной обработки поверхностей;
Такой абразив позволяет добиться высокоточной обработки поверхностей;
Завершением процесса хонинговки цилиндров можно считать финишную чистку поверхностей при помощи специальной абразивной пасты. Данная процедура позволяет удалить острые углы, переходы, впадины и другие микродефекты. Результатом становится ровная и равномерно нанесенная хонинговальная сетка на стенках цилиндров двигателя. Отметим, что в ряде случаев применение абразивных паст для тонкой обработки опускают, выполняя только два основных этапа по нанесению хона.
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Специнструмент для хонинговки обеспечивает точное, а не хаотичное нанесение указанных рисок при помощи хонинговальной головки, на которую монтируются хонбруски. Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе.
 Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д. - После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов.
 Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках. Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Читайте также
Хон цилиндров и сила трения в двигателе или как остановить износ
Ответим на частые вопросы и сомнения:
- Не навредит ли металлокерамика хону?
- Что лучше растачивать двигатель или обработать RVS составом?
Под износом двигателя надо понимать в первую очередь — его цилиндры. Много говорится о факторах, влияющих на ее степень. Однако в первую очередь зависит от материала, из которого изготовлен блок цилиндров.
Много говорится о факторах, влияющих на ее степень. Однако в первую очередь зависит от материала, из которого изготовлен блок цилиндров.
Именно материал играет значительную роль. Насколько он будет устойчив при контакте металлических поверхностей. Стенки гильзы также должны выдерживать воздействия температур от 1500 до 2000 C., и обладать повышенной механичной прочностью, призванной защищать гильзу от абразива, коррозии и трения. Создание высокопрочных материалов для гильз повлечет за собой существенное удорожание продукции, так как потребуются дополнительные стадии обработки, шлифовки и полировки, что могут позволить себе лишь единичные производители.
Для уменьшения силы трения, которая является самым большим врагом износостойкости, на стенках гильзы наносят хон, удерживающий масляную пленку.
Хонингование цилиндров делается в два этапа абразивным материалом. В результате на стенках образуются риски — так называемый хоновый рисунок, при этом мелкие риски имеют размер в доли микрон и визуально их не увидишь,
и крупные риски по размеру, достигающие десятки микрон, которые мы визуально и наблюдаем в цилиндре.
Шероховатость, созданная хоном, задерживает масло на стенках цилиндра, что способствует снижению трения. Однако не все так просто.
При холодном запуске происходит сухое трение. В этот короткий промежуток времени ее сила достаточно велика, и сравнимы с пробегом в 500 км.
По мере поступления масла в каналы на деталях образуется масляная пленка. При этом ее толщина зависит от высоты шероховатости, и скорости вращения коленчатого вала. Чем меньше скорость, тем меньше толщина. В такие моменты она закрывает только маленькие неровности. В то время как большие риски продолжают сталкиваться друг с другом и изнашиваться. При увеличении скорости растет подъемная сила, и масло поднимается и закрывает верхние риски. В такие моменты трение снижается. Для сравнения: чем быстрее движется катер, тем больше выталкивающая сила воды и меньше сила сопротивления.
Именно по этой причине в пробках, на малых оборотах, и в момент резкого старта с места происходит наибольшее изнашивание мотора.
Итак, как влияет образование металлокерамики на хон.
Если риски имеют правильную форму, то в узких местах его масло, благодаря силе поверхностного натяжения поднимается над ними. Там, где они широкие масло втягивается внутрь. В этом случае эффекта снижения трения не будет.
Металлокерамический слой образуется только в местах мелких неровностей, в то время, как крупные выступы остаются выше этого слоя и не изменяются.
Как видно на рисунке
При прохождении через верхнюю и нижнюю мертвые точки, происходит так называемое «ёрзание» поршня, за счет смены направления его движения и при этом складывается картина, при котором высота масляной пленки мала и не покрывает вершины рисок. Именно здесь и происходит наибольший слом вершин. Пленка в этих местах рвется. По сути, происходит разрушение поверхностей деталей, которые находятся без смазки. Верхние слои сопряженных деталей пластически деформируются, возникает местное схватывание с разрушением и отделением частиц металла и налипание их на поверхности сопрягаемых деталей.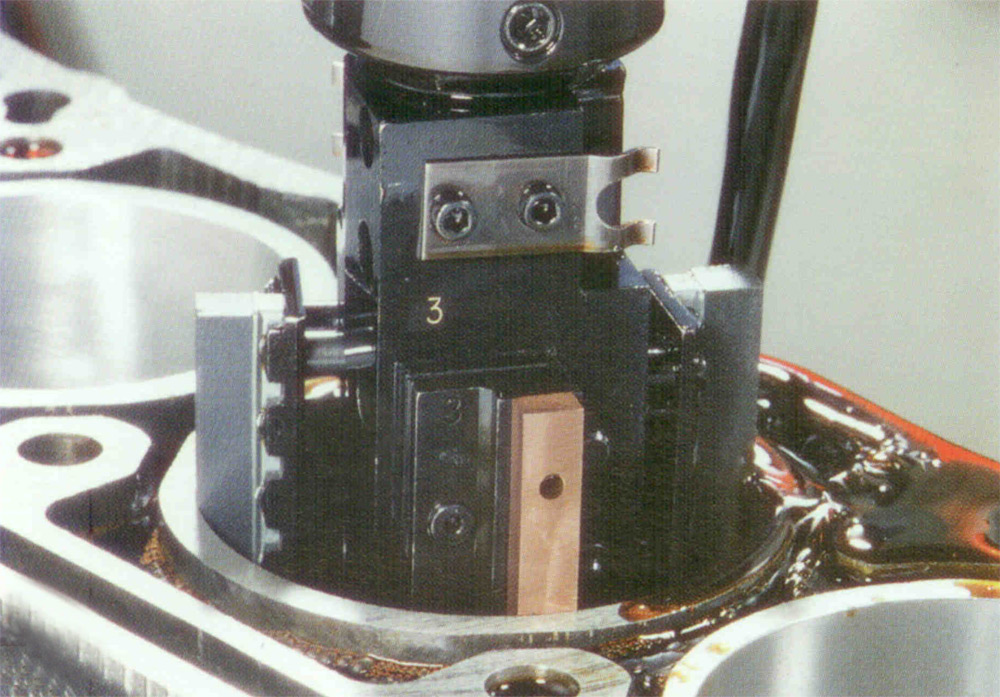 Такой износ называют изнашивание схватыванием. Температура здесь достигает 900C и выше, при таких температурах масло теряет свои свойства, присадки, содержащиеся в базовом масле, разлагаются. Абразивные частицы и продукты разложения попадают в масло и продолжают изнашивать стенки цилиндров — это называется абразивным износом.
Такой износ называют изнашивание схватыванием. Температура здесь достигает 900C и выше, при таких температурах масло теряет свои свойства, присадки, содержащиеся в базовом масле, разлагаются. Абразивные частицы и продукты разложения попадают в масло и продолжают изнашивать стенки цилиндров — это называется абразивным износом.
В этих местах и создается слой металлокерамики. Минералы, входящие в состав RVS размалываются выступами микрорельефа, выделяется достаточное количество энергии для прохождения процессов микросваривания и микросхватывания. Начинается реакция замещения с образованием новых кристаллов и небольшого слоя металлокерамики. В ходе дальнейшей приработки частицы РВС размалываются до размера элементарных частиц, имеющих определенную структуру и форму (микрочешуйки). Эта особая форма позволяет очистить микрорельеф поверхности от продуктов разложения, что не может сделать ни одна из промывок масляной системы. После очистки происходит плотная нагартовка частиц РВС в углубления контактируемых поверхностей. В каждой точке соприкосновения поверхностей электромагнитные микрополя выстраивают микрочастицы РВС в определенном порядке. В результате начинается реакция замещения атомов Mg в кристаллических решетках микрочастиц РВС на атомы Fe поверхностного и подповерхностного слоев металла контактируемой поверхности. Так образуется металлокерамический защитный слой, толщина которого пропорциональна количеству частиц, нагартованных в микроуглублениях рельефа и энергии, выделяемой при контакте. Данный слой саморегулирующийся. Если есть энергия при трении и контакте, то слой растет. В результате компенсируются зазоры, снижается выделение энергии — прекращается реакция замещения — прекращается дальнейший рост. Именно по этой причине производители масла не добавляют RVS в свои масла — РВС составы не требуют постоянного присутствия в масле.
В каждой точке соприкосновения поверхностей электромагнитные микрополя выстраивают микрочастицы РВС в определенном порядке. В результате начинается реакция замещения атомов Mg в кристаллических решетках микрочастиц РВС на атомы Fe поверхностного и подповерхностного слоев металла контактируемой поверхности. Так образуется металлокерамический защитный слой, толщина которого пропорциональна количеству частиц, нагартованных в микроуглублениях рельефа и энергии, выделяемой при контакте. Данный слой саморегулирующийся. Если есть энергия при трении и контакте, то слой растет. В результате компенсируются зазоры, снижается выделение энергии — прекращается реакция замещения — прекращается дальнейший рост. Именно по этой причине производители масла не добавляют RVS в свои масла — РВС составы не требуют постоянного присутствия в масле.
В средней части, где масляная пленка поднимается над вершинами рисок, слома не происходит и создание слоя маловероятно.
В случае же, если микрорельефа на цилиндрах совсем не осталось, или как говорят, образовалось зеркало, то создаваемый защитный слой уплотнит сопряжение цилиндр-кольцо.
Новый слой обладает пластичностью до 50 кгс/см2, что позволяет противостоять изнашиванию, при котором сила трения в двигателе минимальны и коэффициент ее составляет 0,003-0,007
Такие результаты обработки РВС составом позволяют проехать без масла до 300 км. без нанесения урона схватыванием!
Кроме того, в результате воздействия значительных удельных давлений и больших скоростей трущихся деталей происходит тепловое изнашивание деталей. Выделяющееся тепло размягчает металл и разрушает поверхности в результате оплавления и переноса металла с поверхностей сопряженных деталей.
Твердость поверхностей с металлокерамикой может достигать 63-70 HRC, а температура его разрушения 1575-1600C. Новый слой является диэлектриком и огнеупором, стоек к коррозии, что позволяет ему противостоять как тепловому изнашиванию двигателя, так и окислительному изнашиванию, которое возникает вследствие воздействия кислорода, который, так или иначе, попадает вместе с атмосферным воздухом.
Что такое хонингование цилиндров двигателя автомобиля и зачем нужно
Хонингование цилиндров двигателя — это окончательная обработка поверхности с помощью специальных инструментов и является финишной операцией при капитальном ремонте мотора. Расскажем что это такое подробно.
Для чего нужно
Хонингование производят для уменьшения шероховатости стенок цилиндров и, чтобы улучшить приработку поршневых колец и самим поршней. Оно увеличивает срок службы отремонтированного двигателя. В процессе эксплуатации двигатель сильно изнашивается и теряет свою первоначальную форму. Это, в главной степени, относиться к цилиндрам двигателя. Если они изначально были круглыми, то со временем они принимают овальную форму (эффект конусности). Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному — к капитальному ремонту двигателя.При «капиталке» специалисты растачивают цилиндры до первого ремонтного размера. Чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование.
Что такое и его плюсы
Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью.Плосковершинное хонингование имеет ряд преимуществ. Его задача — тщательная обработка цилиндров двигателя для последующей работы. В результате цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Особенность хонингования — образование на цилиндрах сетки, которую можно заметить при тщательном осмотре. Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.
Как происходит процесс
Обычно процесс хонингования двигателя происходит в два этапа. Первый этап — черновая обработка цилиндров, для которой применяют крупный абразив.Второй этап — окончательная или финишная обработка. В дело вступает мелкозернистый абразив, который дает высокую точность обработки. В качестве абразивов для хонингования цилиндров используют алмазные и керамические бруски. Последние уступили место алмазным абразивам по ряду причин: это долговечность и меньшая итоговая цена алмазного хонингования.
После процесса нужно вымыть двигатель. Это позволит удалить металлические стружки и остатки полировочных паст.
Некоторые специалисты проделывает еще одну операцию — финишную чистку абразивной пастой. Она удаляет острые углы и впадины, оставшиеся после процесса хонингования. В результате достигается гладкая поверхность цилиндров двигателя.
Хонингование цилиндров – обзор методик, обработка своими силами + Видео
Хонингование цилиндров – это абразивная обработка внутренней поверхности цилиндра с помощью специальных материалов (хонов). Этот процесс позволяет обеспечить необходимый микропрофиль стенок цилиндра, который нужен для эксплуатации двигателя.
Этот процесс позволяет обеспечить необходимый микропрофиль стенок цилиндра, который нужен для эксплуатации двигателя.
1 Хонингование цилиндров – повышение ресурсов двигателя
Блок цилиндров на двигателе внутреннего сгорания представляет собой основной связующий элемент между коробкой передач, поршневой группой и ГБЦ. В процессе эксплуатации цилиндры испытывают огромную нагрузку, что со временем приводит к деформации их внутренней поверхности, на которой могут образовываться различные повреждения и царапины. От этого страдают такие эксплуатационные характеристики, как расход масла, расход топлива, компрессия, мощность, ресурс двигателя.
Хонингование – это восстановление внутренней поверхности цилиндра
Чтобы восстановить микропрофиль внутренней поверхности цилиндра, выполняют хонингование этой детали и других цилиндрических отверстий в двигателе (отверстия нижней и верхней головки шатуна, втулки клапанного механизма, гильз). С его помощью устраняются царапины и другие виды деформации, и придается необходимая шероховатость поверхности. Шероховатость и количество рисок на стенках цилиндра зависят от типа применяемого абразивного материала (брусков). Хонингование обязательно проводится как при сборке двигателя, так и при капитальном ремонте.
Шероховатость и количество рисок на стенках цилиндра зависят от типа применяемого абразивного материала (брусков). Хонингование обязательно проводится как при сборке двигателя, так и при капитальном ремонте.
В первом случае процедура позволяет правильно посадить поршневые кольца и обеспечить герметичность камеры сгорания. При капитальном ремонте расточка, полировка и хонингование позволяют вернуть цилиндрам форму, максимально приближенную к заводским показателям и создать точное число штрихов на поверхности для удержания масла, которое необходимо для постоянной смазки поршневых колец. В отличие от полировки или притирки, хонингование – более эффективный и глубокий процесс. Можно повысить устойчивость детали, ресурс двигателя и эффективность его работы.
2 Основные этапы и инструменты для обработки поверхности
Как правило, хонингование блока цилиндров подручными инструментами или автоматизированным способом проходит в два этапа. Первый этап представляет собой черновую обработку, используется крупнозернистый абразив на основе алмазной крошки и меди.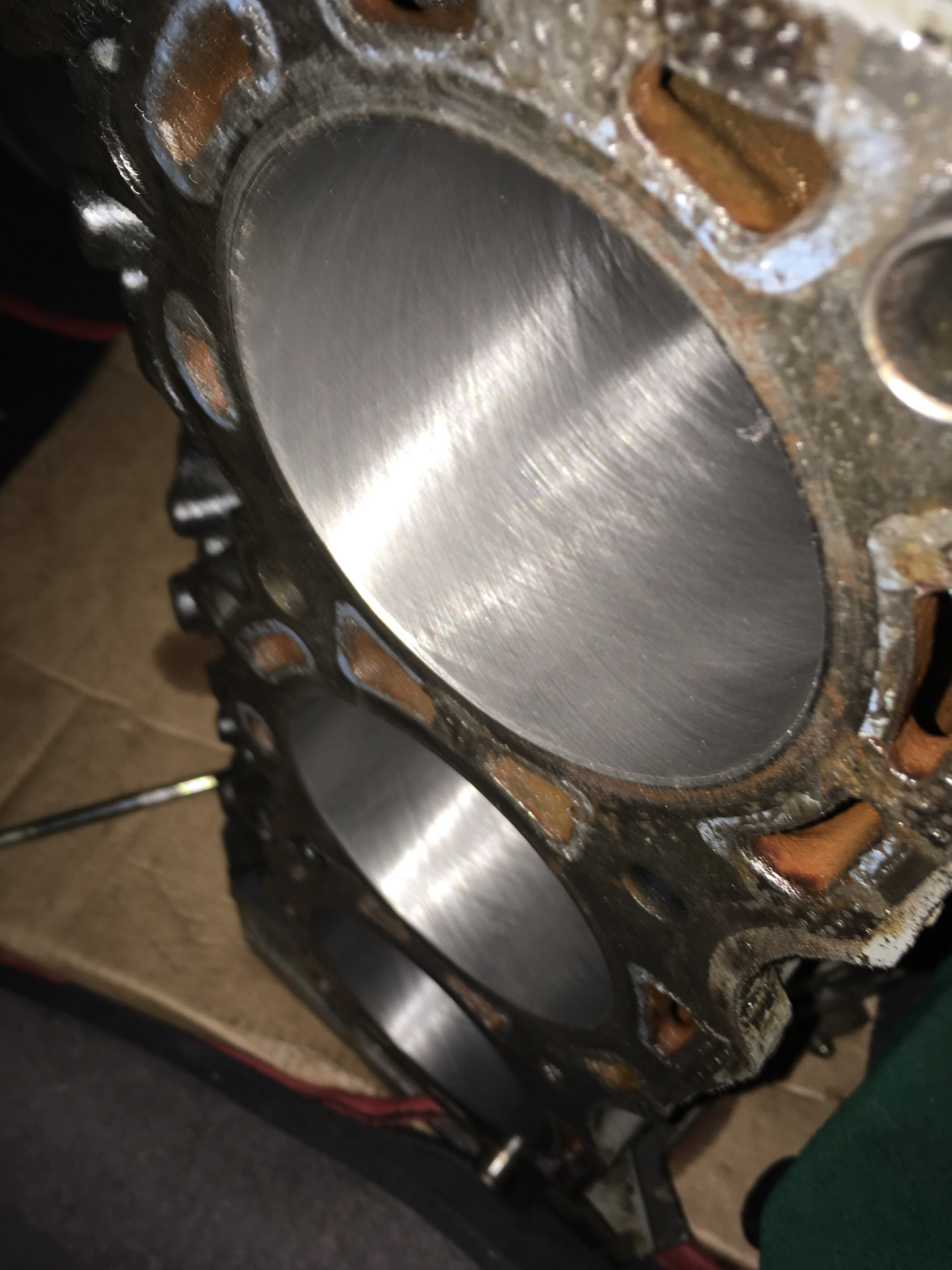 При работе понадобится большое количество смазывающей и охлаждающей жидкости. При черновой обработке получаем ровную поверхность с глубокими рисками, и механизм приобретает первоначальную форму.
При работе понадобится большое количество смазывающей и охлаждающей жидкости. При черновой обработке получаем ровную поверхность с глубокими рисками, и механизм приобретает первоначальную форму.
Процесс чернового хонингования во многом аналогичен процессу силовой расточки цилиндров, однако хонинговка позволяет добиться большей производительности детали.
Далее приступаем к чистовой обработке поверхности для достижения окончательных и оптимальных показателей. Она проводится мелкозернистым абразивным материалом, чаще всего рабочим элементом выступает алмазный брус, который закрепляется на специальной хонинговальной головке. Размер абразивных зерен не должен превышать 1/150 мм.
Чистовая обработка поверхности двигателя
На этом этапе формируется новый профиль детали и исправляется шероховатость. После начинается финишный этап обработки и полировки поверхности, который называется суперфиниширование. Он заключается в удалении остатков металла и абразивной крошки с помощью мыльного раствора и специальной нейлоновой щетки с мелкими кремниевыми кристаллами, которая одновременно полирует стенки.
3 Как выполнить хонингование своими руками, и что вам в этом поможет?
При наличии определенного набора инструментов и знании технологии обработки хонингование можно выполнить и в домашних (гаражных) условиях. Для работы вам потребуется специальный инструмент, который называется хон. Хоны могут быть двух типов, первый из них представляет собой гибкий элемент, который по конструкции схож с ершиком для мытья бутылок. Второй тип – поверхностный, это специальная насадка с закрепленными на ней точильными камнями. Для обработки цилиндров лучше пользоваться первым типом хона, так как насадки нужны при более глубокой обработке на расточных станках и другом оборудовании.
Помимо хона, вам потребуется большое количество машинного масла, ветошь и электрический инструмент под насадки. Отточка и хонингование цилиндров своими руками осуществляется плавными поступательными движениями снизу-вверх, при этом важно следить за тем, чтобы рисунок (сетка), который образуется на стенках металла, имел равномерный узор. Получаемые риски должны быть иметь равный угол относительно друг друга, в противном случае работу следует прекратить, чтобы окончательно не испортить деталь. Если все прошло успешно, угол хонингования подходящий, а сетка получилась равномерной, очистите деталь от стружки и остатков абразива с помощью мыльного раствора, а после высыхания обработайте стенки специальным маслом с антикоррозийным эффектом.
Получаемые риски должны быть иметь равный угол относительно друг друга, в противном случае работу следует прекратить, чтобы окончательно не испортить деталь. Если все прошло успешно, угол хонингования подходящий, а сетка получилась равномерной, очистите деталь от стружки и остатков абразива с помощью мыльного раствора, а после высыхания обработайте стенки специальным маслом с антикоррозийным эффектом.
Ручное хонингование проводят, не снимая цилиндр с двигателя
Ручное хонингование можно проводить, не снимая блок цилиндров с двигателя, и в этом главное преимущество подобной работы. Важно также понимать, что вручную добиться оптимальных показателей цилиндра не получится. При сильном износе такая процедура лишь «освежит» стенки цилиндра, но не исправит проблему, и вскоре она появится снова. Капитально отточить и расточить цилиндры можно только на специальном оборудовании.
Обкатка двигателя: как и зачем
Любой собранный двигатель внутреннего сгорания, независимо от того, собран он на заводе-изготовителе, в автосервисе или в собственном гараже, должен пройти определенный период времени в режиме щадящей эксплуатации. Завод рекомендует на протяжении первых 500-1000 километров не нагружать двигатель, считая такой пробег достаточным для обкатки. Полная приработка двигателя наступает после пробега порядка 3-5 тыс. километров.
Завод рекомендует на протяжении первых 500-1000 километров не нагружать двигатель, считая такой пробег достаточным для обкатки. Полная приработка двигателя наступает после пробега порядка 3-5 тыс. километров.
Обкатка необходима и после практически любого вскрытия двигателя, когда производилась замена каких-либо его комплектующих. Это может быть обычная замена поршневых колец, без замены поршней, что часто практикуется для восстановления компрессии в цилиндрах силовой установки. В данном случае должны притереться сопрягающие детали, такие как новые кольца и стенки цилиндров.
Так же отдельно могут быть заменены вкладыши и опорные полукольца коленчатого вала, втулки промежуточного вала и другое, все что выполняется при среднем ремонте мотора.
Подобные требования относятся и к ремонту головки блока, когда производится замена распределительных валов, направляющих втулок и седел клапанов и самих клапанов, толкателей, пружин, рокеров и прочее.
На фото: двигатель на ремонтеЧто подразумевается под термином – обкатка?
Обкатка – это важный период ввода двигателя в эксплуатацию, от которого зависит его надежность и долговечность.
Под термином обкатка подразумевается, что необходимо дать возможность всем трущимся парам силовой установки в начальный период поработать с минимальной нагрузкой в условиях, где они будут работать весь дальнейший срок эксплуатации.
При первом запуске мотора, под действием трения пары начинают притираться друг к другу, принимая свою законченную форму, изменения которой будут незначительно происходить только по мере естественного износа.
Как проходит процесс обкатки
Первые часы работы собранного мотора наиболее важны для его дальнейшей эксплуатации. В это время начинается процесс притирки поршневых колец, как к канавкам поршня, так и к зеркалу цилиндров.
Особенно это важно при притирке колец и стенок цилиндров. Дело в том, что на зеркале цилиндра нанесена специальная сетка, так называемый хон, необходимый для того, чтобы моторное масло как можно дольше оставалось на стенке цилиндра.
На фото: поршни в цилиндреНа кольцах поршней соответственно также получаются микронадрезы от хона, так как они начинают контактировать с сеткой, скользя по телу цилиндра.
Для коленчатого вала, его шатунные и коренные шейки являются «чужими» для установленных вкладышей, пока не произойдет их взаимная притирка.
То же можно сказать и о деталях головки блока, где начинают контактировать распределительные валы и их вкладыши, клапана в направляющих втулках и седлах, компенсаторы в своих гнездах и с телом рокеров, пружины к тарелкам сухарей.
Общие правила при обкатке
Рекомендуется после первого запуска двигателя не поднимать резко обороты и вообще стараться не раскручивать мотор, избегать пробуксовки и любых серьезных нагрузок.
Прогревать двигатель перед поездкой, при движении в гору включать пониженную передачу, держать скоростной режим не более 90-100 км/ч, исключая агрессивный стиль вождения.
В обкаточный период не поднимать обороты выше 3000 об/мин и не более 2500 об/мин для дизелей ( от типа двигателя от 1200 до 2500 об/мин).
По – возможности избегать дорожных пробок в часы пик, используя для обкатки утреннее и вечернее время, либо обкатывать за городом в режиме трассы.
Первые 500 километров пробега рекомендуется равномерное движение, чтобы не давать нагрузку на силовой агрегат и трансмиссию. Так на первых 50 километрах нужно двигаться на скорости 40-50 км/час на 3-й передаче. Далее двигаться со скоростью до 70 км/час, перейти на 4-ю передачу, пройдя так следующие 100-150 км.
После каждых новых 100 км пробега можно поднять скорость на 10 км/час двигаясь на 4-й передаче.
На вторых 500 км обкатки желательно в трассовом режиме пройти с использованием повышенной 5 или 6-й передачи поднимая мотор до 3000 об/мин, включая пониженную на затяжных подъемах.
Также избегать долгой работы мотора на холостом ходу, так как в этом режиме нет стабильного давления в масляной магистрали и пары трения могут «голодать», что не допустимо пока они не притерлись к друг другу.
Обкатка двигателя нового автомобиля
Считается, что моторы новых машин уже прошли стендовую обкатку в условиях завода и никакие ограничения им не требуются. Однако, как уже было сказано выше, полный цикл обкатки заканчивается после пробега 3-5 тыс. километров.
километров.
На заводском двигателе, также появляются микрочастицы металла от взаимного трения друг о друга, когда детали только-только начали притираться между собой.
Поэтому на новых авто рекомендуется также соблюдать щадящий режим движения в первые 500-1000 км пробега.
Рекомендуется также, после обкаточного периода в 500 и 3000 км пробега заменить масло и фильтр, для удаления микростружки после притирки всех трущихся пар.
Заливка свежего моторного маслаЕсли не заменить моторное масло после указанных периодов обкатки, то микрочастицы металла попадут в рабочую часть вкладышей, под кольца поршней, в элементы маслонасоса, и другие пары трения, что в разы сократит срок их эксплуатации.
Двигатель после «капиталки»
Особенно аккуратно нужно обкатывать двигатель после капитального ремонта в не заводских условиях, так как даже большой автосервис не имеет всех мощностей и необходимых условий для полноценного восстановления моторов, как на заводе.
Так после расточки и хонинговки гильз блока цилиндров, в его каналах остается часть эмульсии, подающей станком на резец для его охлаждения и микростружки от обработки блока и все это «вылезет» после запуска двигателя.
Считается необходимым промывать блок цилиндров после расточки в горячей ванне специальным раствором, чтобы снять следы микростружки с зеркала цилиндров и в открытых каналах. В автосервисах практически нигде не выполняют этой процедуры.
На таких моторах можно слить масло и заменить масляный фильтр уже после первых сотен километров, чтобы освободиться от следов износа после расточки и притирки от всех пар трения.
Холодная обкатка
При возможности использования проточной воды мотор после капитального ремонта можно обкатать на холодную. Для этого откручивается сливная пробка охлаждающей жидкости с блока цилиндров, шланг с водой вставляется в радиатор или расширительный бачок. Запускается двигатель. Вода будет постоянно циркулировать в системе охлаждения блока с постоянной температурой, не давая возможности блоку и деталям поршневой нагреваться.
С учетом расхода воды обкатать двигатель на холодную можно в течении 1.5-2х часов.
Еще пару слов
Не испытывайте двигатель нового авто на предмет его максимальной мощности, пока он не пройдет минимальный период притирки, так как это может привести к повышению температуры, стуку вкладышей коленчатого вала и задирам в цилиндропоршневой группе.
Плюс, если не поддерживать рекомендуемый режим в период обкатки, то это заметно сократит срок службы всех сопрягающихся элементов двигателя.
Так как процесс обкатки визуально не виден и не слышен, то некоторые просто игнорируют этот период, считая его несущественным. Однако, даже при замене тормозных колодок, их эффективность не будет 100%, пока они не притрутся к плоскости тормозного диска, то есть пройдут тот же период обкатки.
Поэтому не насилуйте двигатель хотя бы первые 1000 километров, и он ответит вам за это периодом длительной и надежной эксплуатации.
что это, для чего делается хон и как правильно проводится
Хонингование цилиндров двигателя – операция, придающая нужный микрорельеф поверхности этих элементов. По принципу выполнения процедура напоминает шлифовку, но по сути она ближе к полированию с особым результатом. Предварительно следует разобраться, для чего нужен хон гильзы цилиндра.
По принципу выполнения процедура напоминает шлифовку, но по сути она ближе к полированию с особым результатом. Предварительно следует разобраться, для чего нужен хон гильзы цилиндра.
Что такое хонинговка блока цилиндров
Хон двигателя – это результат обработки, «правильная шероховатость», способствующая удержанию на элементах моторного масла. Представляет собой риски мелкой глубины, проходящие сеткой по поверхности. Глубина их не превышает 0,05 мм. Хон в двигателе обеспечивает герметизацию гильзы и поршня, снижает износ оборудования. Защитный эффект – это то, для чего и делают операцию. Но он работает, когда сетка хона нанесена без брака: детали сети расположены с выдержанной частотой, ровно, без ошибок в направлении.
Хонингование взаимодействует с самыми маленькими неровностями на объекте, устраняет изъяны размером в 10 мкм и более объемные. Так создают практически зеркально ровную гладь с сеткой назначенной шероховатости на полируемой поверхности.
Когда нужна хонинговка
Нет общего срока, когда элементам двигателя понадобится эта процедура. Хонингуют цилиндры по достижении определенного уровня износа, а для каждого мотора это будет свое значение времени работы. На износ влияет бензин, используемое владельцем авто моторное масло, стиль вождения (темп езды), исправность сопутствующих систем и т. д.
Хонингуют цилиндры по достижении определенного уровня износа, а для каждого мотора это будет свое значение времени работы. На износ влияет бензин, используемое владельцем авто моторное масло, стиль вождения (темп езды), исправность сопутствующих систем и т. д.
В среднем работы проводятся, когда пробег транспортного средства достигает значения в 100 тыс. км и более.
Определить, что хон в цилиндрах двигателя уже нужен, помогают внешние признаки. Чем интенсивнее проявляется проблема, тем скорее нужно проводить обработку. Если владелец авто заметил один из нижеприведенных маркеров, следует показать авто слесарям для проведения работ.
Список возможных признаков:
- Появление синего дыма из выхлопной трубы.
- Нестабильность оборотов двигателя на холостом ходу.
- Снижение мощности мотора.
- Возросший расход масла по сравнению с прошлыми измерениями.
Возникшая необходимость нанесения хона на блоки цилиндров часто вызывает полную совокупность этих факторов – они тесно связаны. Синеватый дым на выхлопе образуется, когда кольцо поршня не собирает масло с цилиндрической поверхности без остатка. Масляные следы остаются и сгорают вместе с топливом. Так как дефекты внутреннего канала приводят к пустому сгоранию машинного масла, его расход возрастает.
Синеватый дым на выхлопе образуется, когда кольцо поршня не собирает масло с цилиндрической поверхности без остатка. Масляные следы остаются и сгорают вместе с топливом. Так как дефекты внутреннего канала приводят к пустому сгоранию машинного масла, его расход возрастает.
Изменениями в цилиндре также объясняется снижение мощности двигателя и нестабильность его работы. Кольца поршня неплотно примыкают к стенам цилиндра, нарушение герметичности приводит к попаданию в картер газов, а они снижают компрессию в камере сгорания. Поскольку газообразные продукты горения пропадают впустую, транспорту требуется больше бензина.
Хонингование исправит цилиндрические поверхности, после чего все сопутствующие проблемы с машиной исчезнут.
Требования к оборудованию
Нанесение хона на цилиндр проводится посредством специального слесарного агрегата – хонинговального станка. Он состоит из поверхности, на которой закрепляют обрабатываемую деталь, блока управления, привода. Характеристики, по которым различают оборудование:
- Расположение шпинделя.
 Хон удерживается шпинделем, в зависимости от его расположения станок считают вертикальным или горизонтальным, а для специализированного хонинга используют наклонный станок.
Хон удерживается шпинделем, в зависимости от его расположения станок считают вертикальным или горизонтальным, а для специализированного хонинга используют наклонный станок. - Количество шпинделей. Для обработки сложных, многоуровневых деталей применяют многошпиндельные станки, облегчающие работу с объектами. Хонингование простых элементов проводят на оборудовании с одним шпинделем.
- Наличие системы автоматизации. Станок может быть автоматизирован, чтобы облегчить мастеру работу со сложными деталями.
Программное управление контролирует проведение обработки, обеспечивает стабильность шлифовки, рассчитывает точное количество масла для орошения, отвечает за расчет чистоты полировки.
Особенности процесса
В ремонтных мастерских хонингование делают поэтапно, в два основных захода и третий – дополнительный. Эти работы отличаются от заводской процедуры, но для стабилизации двигателя их достаточно. Проводят хонинговку цилиндров так:
- Обрабатывают детали крупноабразивным бруском.
 Это первичный этап, который подготовит деталь к финальным работам.
Это первичный этап, который подготовит деталь к финальным работам. - Второй шаг – абразив с мелким зерном. Точная обработка приводит поверхность в нужное состояние.
- Применение абразивной пасты. Завершающий шаг, который устраняет микродефекты, сглаживает впадины и уголки. Паста делает хон в цилиндрах двигателя максимально ровным. Этап является дополнительным, т. к. это самая тонкая обработка, призванная улучшить результат основных работ, часто автослесари обходятся и без нее.
После завершения процедуры цилиндры очищают, чтобы избавиться от металлической стружки и остатков полировочных материалов.
Внимание!Для обработки применяют разные бруски с абразивом, используют керамику и алмазные элементы. Керамический абразив надежнее алмазного, он служит дольше, потому такая полировка требует меньше денежных вложений.
Самостоятельный хонинг – сложная работа, но посильная для опытного слесаря. Чтобы не испортить цилиндр, мастер должен следить за четкостью рисок, их расположением. Оборудование для самостоятельного проведения процедуры тоже называют хон – обычно он похож на ершик для бутылок. Бывают конструкции из рабочих элементов, закрепленных на стержне, но первый вариант проще в обращении.
В гаражных условиях хон в цилиндрах создают так: оборудование вставляют в патрон для дрели, обеспечив точность работ с помощью уровня и рейки подачи. Это исключит брак в процессе обработки. Во время нанесения сетки хона поверхность и сам он орошается смазкой – смесью машинного масла с керосином.
После процедуры стружку абразива и металлический мусор смывают с поверхности мыльным раствором. Деталь сушат и покрывают антикоррозийным маслом.
После самостоятельного хонингования потребуется подождать, пока цилиндр сработается с поршнем. В это время нельзя подвергать двигатель сильной нагрузке.
Хонингование или шлифовка цилиндров: что лучше
Обе процедуры на первый взгляд похожи, но фундаментально это разные вещи. Шлифовка создает зеркало цилиндра, это понятие означает идеальную гладкость поверхности (без хонинговых рисок). Зеркало создается в процессе длительной работы двигателя, иными словами – набивается. Шлифование в условиях мастерской применяют в таких случаях:
- Если деформация ГБЦ привела к нарушению общей геометрии и прочности конструкции мотора.
- Были проведены сварочные работы.
От создания зеркала хонингование отличается нанесением сетки рисок. Гладкая поверхность слабо удерживает масло, в результате увеличивается его расход.
Хонингованный цилиндр защищен от перерасхода масла и работает стабильнее зеркального. Если режим хона был выбран верно, а в работе выдержан точный угол, двигатель будет работать лучше и прослужит дольше.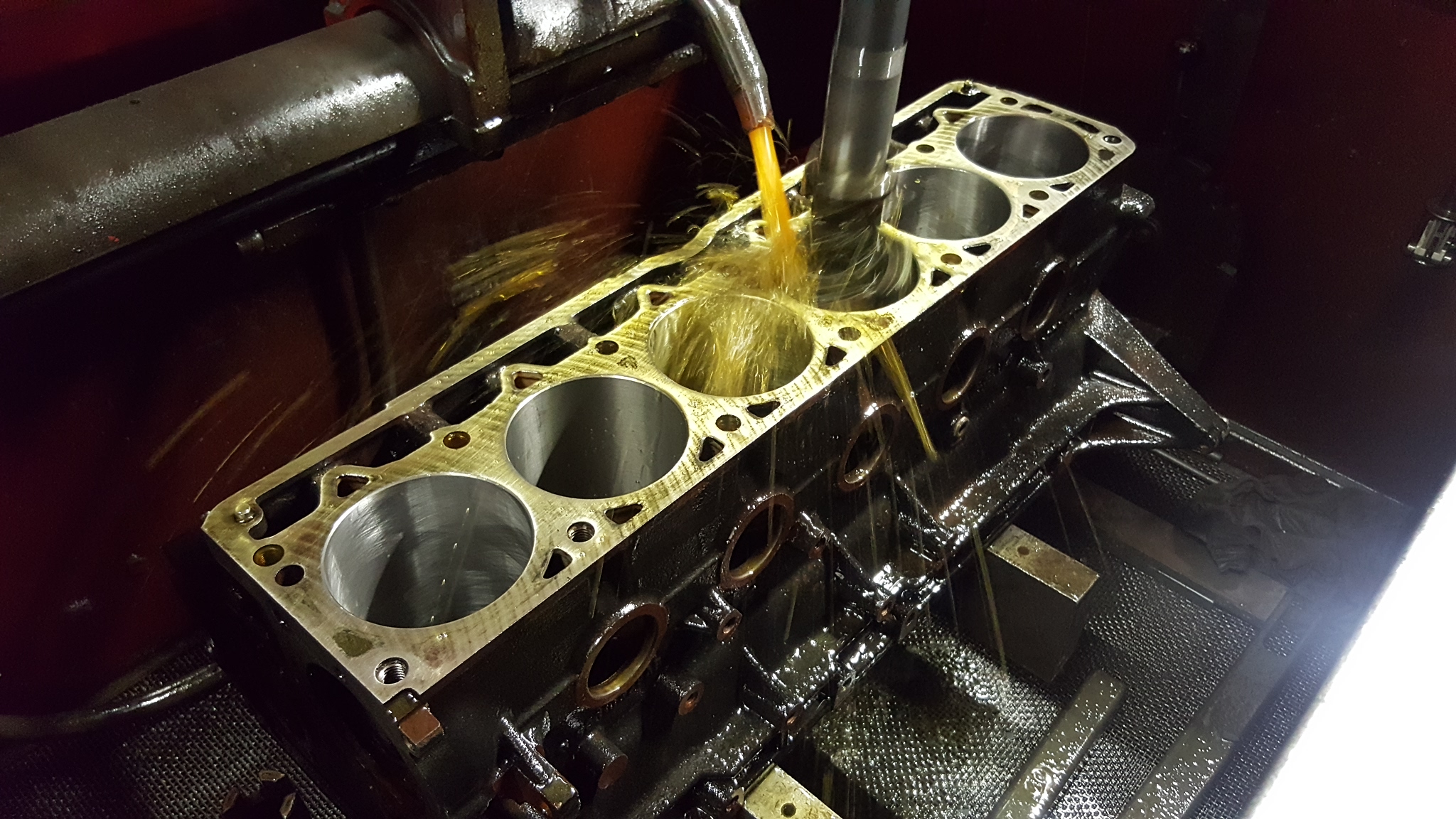
| Интернет-служба новостей IHS Markit
Последние беседы в рамках CERAWeek: диалог руководителей с министром нефти и природного газа Индии достопочтенным Шри Дхармендра Прадхан.Министр беседует с вице-председателем IHS Markit Даниэлем Ергином в рамках серии CERAWeek Conversations — доступно на www.ceraweek.com/conversations
Министр нефти и природного газа и министр стали Индии достопочтенный. Шри Дхармендра Прадхан обсуждает усилия своей страны по борьбе с COVID-19 и свои взгляды на то, как сбалансировать энергетические рынки, в последнем выпуске серии CERAWeek Conversations .
В беседе с Дэниелом Ергином, вице-председателем IHS Markit (NYSE: INFO), министр Прадхан описывает широкую мобилизацию ресурсов для поставок топлива внутри страны на субконтиненте и предлагает понимание недавних усилий G20, ОПЕК и других сторон по достижению глобального баланса. энергетические рынки.
Полный URL-адрес видео: https://ceraweek. com/conversations/index.html?videoid=6154684
com/conversations/index.html?videoid=6154684
1
Избранные отрывки:
(слегка отредактировано для краткости)
- О недавнем заседании G-20 и стабилизации энергетических рынков:
«Встреча G-20 была плодотворной инициативой.Все основные заинтересованные стороны — производители или потребители — собрались вместе. У нас должна быть стабильная дорожная карта для непрерывного энергоснабжения. Энергетическая безопасность на данном этапе является основным требованием. Мы все должны работать вместе. Мы должны нести ответственность, будь то производитель или потребитель… и нести эту историческую ответственность, которую мы все взяли на себя, чтобы сохранить энергетическую экосистему в мире ».
- О необходимости «разумных» цен на нефть:
«У нас должна быть разумная цена.Индия — крупный потребитель. Но на данном этапе Индия считает, что цена должна быть разумной и ответственной. Очень низкие цены — это не ответ.
 Доступные цены — вот ответы. Цены должны оставлять место странам-производителям. Им это должно быть выгодно; это должно быть для них жизнеспособным.
Доступные цены — вот ответы. Цены должны оставлять место странам-производителям. Им это должно быть выгодно; это должно быть для них жизнеспособным.Об усилиях правительства по расширению доступа к СНГ на всей территории Индии:
«Мы запустили Pradhan Mantri Ujjwala Yojana, амбициозную, хорошо воспринимаемую схему премьер-министра Моди (запущенную в 2016 году) по обеспечению бесплатного подключения сжиженного нефтяного газа к нижней части группы пирамиды.Премьер-министр Моди решил бесплатно раздать баллоны со сжиженным нефтяным газом беднейшим из группы пирамиды. Обычному потребителю наши государственные нефтяные компании распределяют пять миллионов баллонов сжиженного нефтяного газа каждый день в разных частях страны ».
- Состояние нефтегазовой отрасли Индии:
«Несколько недель назад мы решили начать нашу экономическую деятельность — транспортную деятельность, промышленную деятельность в сельских районах Индии.И постепенно мы выходим из изоляции.
Наш спрос растет. Наши нефтеперерабатывающие заводы сталкиваются с серьезной потерей запасов, потому что все наши закупки в феврале, марте и апреле не такие, как сегодня. Поэтому мы должны заплатить полную цену. Это двойное бремя. У наших нефтяных компаний потеря рынка и потеря запасов ».
«Я благодарен работникам всей производственно-сбытовой цепочки в условиях нынешнего кризиса за последние полтора месяца, когда весь земной шар находится в состоянии покоя.Все они активны. В цепочке поставок нет сбоев, хотя спрос сильно падает. Везде энергетики играют важную роль. Все они очень активны, все очень бесстрашны. Я очень горжусь тем, что наша энергетическая отрасль сталкивается с подобными проблемами, когда люди очень боятся за свою жизнь и безопасность — их работа достойна похвалы ».
- Объем хранилищ сырой нефти в Индии:
В Индии есть 5,3 миллиона метрических тонн стратегических складских мощностей.К середине мая он будет заполнен. Кроме того, контракты наших компаний составляют 7 млн тонн плавающей нефти.
 Мы их забронировали, мы их купили. Кроме того, благодаря нашим внутренним онлайн-ресурсам по сырой нефти или нефтепродуктам у нас есть хранилище около 25 миллионов метрических тонн. В совокупности у нас есть около 38 миллионов метрических тонн нефтепродуктов и мощностей для хранения сырой нефти. Это около 18% нашей годовой потребности в энергии. Это максимальная емкость, которую мы могли удержать, и мы ее держим.
Мы их забронировали, мы их купили. Кроме того, благодаря нашим внутренним онлайн-ресурсам по сырой нефти или нефтепродуктам у нас есть хранилище около 25 миллионов метрических тонн. В совокупности у нас есть около 38 миллионов метрических тонн нефтепродуктов и мощностей для хранения сырой нефти. Это около 18% нашей годовой потребности в энергии. Это максимальная емкость, которую мы могли удержать, и мы ее держим.
- О долгосрочных приоритетах энергетической политики после национальных блокировок:
Мы идем к новой газовой политике, новой тарифной политике. Мы очень скоро планируем обмен газа и будем либерализовать наши механизмы распределения. После ослабления этого запрета мы очень сосредоточены на работе по расширению городской газораспределительной сети. Это даст две вещи. Во-первых, это создаст долгосрочную футуристическую энергетическую инфраструктуру на большей части страны.Во-вторых, на данном этапе нам нужно больше возможностей трудоустройства, больше рабочих мест, и это идеальный план для нашей истории расширения газа.

- После кризиса COVID-19 постоянное внимание к сокращению импорта и роли международных компаний в секторе добычи и добычи Индии:
«У Индии есть ресурсы. Мы открылись для реформирования нашего внутреннего сектора. Я уверен, что при возобновлении спроса приоритет будет отдан отечественному производству, и мы ожидаем значительных инвестиций в эту область благодаря нашей прогрессивной политике.”
- О перспективах сталелитейной промышленности Индии:
«Все основные сталелитейные заводы и доменные печи работают. Имеется непрерывная производственная линия. Нам не надо доменные печи выключать. Все они работают. Но спрос невелик. Запасы увеличиваются. Но то, как мы планируем будущую дорожную карту — много дорог, много мероприятий с добавленной стоимостью, много инфраструктурных планов в дорожной карте — во всех этих областях потребуется сталь.Преимущество Индии заключается в том, что мы являемся одним из самых дешевых производителей стали в мире из-за наличия у нас сырья и дешевой рабочей силы ».

Смотрите полное видео по адресу: www.ceraweek.com/conversations
Около CERAWeek Беседы:
CERAWeek Conversations включает оригинальные интервью и дискуссии с лидерами энергетической отрасли, правительственными чиновниками и политиками, лидерами технологических, финансовых и промышленных сообществ и новаторами энергетических технологий.
Сериал подготовлен командой IHS Markit, ответственной за ведущую в мире энергетическую конференцию CERAWeek.
Новые взносы будут добавляться еженедельно на сайте www.ceraweek.com/conversations.
Недавние сегменты также включают:
- Национальные лаборатории Министерства энергетики США: суперкомпьютерные вычисления против COVID — Достопочтенный. Пол Даббар, заместитель министра науки Министерства энергетики США, и Томас Захария, директор Национальной лаборатории Ок-Ридж, рассказывают об инновациях, которые могут помочь нам приблизиться к концу пандемии.

- Энергетические инновации — это марафон, а не спринт — Барбара Бургер, президент Chevron Technology Ventures, Виджей Сваруп, вице-президент по исследованиям и разработкам ExxonMobil, и Роберт Армстронг, директор, MIT Energy Initiative
- Диалог лидерства с лордом Джоном Брауном — лорд Джон Браун, исполнительный председатель LI и бывший исполнительный директор группы компаний BP, беседовал с председателем и генеральным директором IHS Markit Лэнсом Уггла.
- Инновации в пандемии — Джейсон Иллиан, управляющий директор, Koch Disruptive Technologies, и Атул Арья, старший вице-президент по энергетике, IHS Markit
- Энергия в Нигерии: хеджирование против вируса — Меле К.Кьяри, управляющий директор группы, Нигерийская национальная нефтяная корпорация (NNPC), и Карлос Паскуаль, старший вице-президент по глобальной энергетике, IHS Markit
Полная видеотека доступна по адресу www.ceraweek.com/conversations.
О компании IHS Markit (www. ihsmarkit.com)
ihsmarkit.com)
IHS Markit (NYSE: INFO) — мировой лидер в области критически важной информации, аналитики и решений для основных отраслей и рынков, влияющих на мировую экономику. Компания предоставляет информацию, аналитику и решения нового поколения для клиентов в сфере бизнеса, финансов и правительства, повышая их операционную эффективность и обеспечивая глубокую аналитическую информацию, которая позволяет принимать обоснованные и уверенные решения.У IHS Markit более 50 000 корпоративных и государственных клиентов, в том числе 80 процентов компаний из списка Fortune Global 500 и ведущих финансовых организаций мира. IHS Markit со штаб-квартирой в Лондоне стремится к устойчивому и прибыльному росту.
IHS Markit является зарегистрированным товарным знаком IHS Markit Ltd. и / или ее дочерних компаний. Все другие названия компаний и продуктов могут быть товарными знаками соответствующих владельцев. © 2020 IHS Markit Ltd. Все права защищены.
Посмотреть исходную версию на businesswire. com: https://www.businesswire.com/news/home/20200507006231/en/
com: https://www.businesswire.com/news/home/20200507006231/en/
11 способов считать длинные, тощие вещи
Существует одиннадцати различных категорий использования счетчика 本!
Из всех счетчиков, которые существуют на японском языке, одним из самых распространенных является 本 (ほ ん / hon). Само по себе 本 означает «книга» или «происхождение», но этот факт, к сожалению, ничего не говорит о его счетной функции.本 — это , а не , используемый для подсчета книг (или историй о происхождении супергероев!), А вместо этого для подсчета карандашей, галстуков, зубов, шин и хоум-ранов.Как видите, все это не имеет ничего (или чего-либо) общего с книгами!
Согласно Словарю How to Count Dictionary (数 え 方 の 辞典), существует одиннадцать различных категорий использования счетчика 本! Мы немного упростили вещи, сделали некоторые комбинации и удалили идиоматическое использование, все это, надеюсь, приведет к уроку, который вы сможете легко применить. Мы также включили объяснения того, как использовать каждую категорию счетчиков, а также примеры предложений, чтобы дать вам некоторый контекст.Когда вы закончите, вы научитесь пользоваться счетчиком гораздо лучше!
Мы также включили объяснения того, как использовать каждую категорию счетчиков, а также примеры предложений, чтобы дать вам некоторый контекст.Когда вы закончите, вы научитесь пользоваться счетчиком гораздо лучше!
Однако сначала взгляните на следующую таблицу, чтобы увидеть, как значение 本 изменяется в зависимости от числа. Или, еще лучше, ознакомьтесь с общими правилами чтения изменений в нашей большой статье «Японские счетчики». Как говорится, научите человека ловить рыбу, и он вечно читает японские прилавки! 😜
Предварительные требования: Если вы совершенно не знакомы с японскими прилавками, мы рекомендуем сначала изучить основы.Убедитесь, что вы умеете читать хирагану и катакану. Мы упомянем «метод подсчета канго / ваго / гайрайго», и вы можете узнать обо всех трех японских системах счисления в нашей статье «Подсчет на японском языке». Также поможет знание кандзи для чисел. В наших примерах предложений и объяснений мы в равной степени используем арабские цифры (1, 2, 3) и японские кандзи (一, 二, 三), поскольку оба они довольно распространены в японском языке.

Произношение японского Counter 本
Как вы знаете, 本 читается как ほ ん (хон).Но японское произношение не так просто: иногда оно меняется на ぼ ん или ぽ ん. Эта таблица охватывает все изменения чтения для ほ ん, а также для чисел, которые ему предшествуют.
| Цифра | Японский | Чтение | |
|---|---|---|---|
| 1 | 一 本 | い っ ぽ ん | |
| 2 | 二 本 | に ほ ん | |
| 3 | 三 本 | さ ん ぼ ん | |
| 4 | 四 本 | よ ん ほ ん | |
| 5 | 五 本 | ご ほ ん | |
| 6 | 六 本 | ろ っ ぽ ん | |
| 7 | 七 本 | な な ほ ん (し ち ほ ん) | |
| 8 | 八 本 | は ち ほ ん / は っ ぽ ん | |
| 9 | 九 本 | き ゅ う ほ ん | |
| 10 | 十 本 | じ ゅ っ ぽ ん (じ っ ぽ ん) | |
| 11 | 十一 本 | じ ゅ う い っ ぽ ん | |
| 12 | 十二 本 | じ ゅ う に ほ ん | |
| 100 | 百 本 | ひ ゃ っ ぽ ん / ひ ゃ く ほ ん | |
| 1 000 90 184 | 千 本 | せ ん ぼ ん | |
| 10 000 | 一 万 本 | い ち ま ん ぼ ん | |
| сколько | 何 本 | な ん ぼ ん (な ん ほ ん) (な ん ぽ ん) |
При использовании в качестве счетчика 本 хорошо выполняет общие правила чтения. И слава богу! Вам понадобится весь свой мозг, чтобы изучить все категории его использования. Их очень много!
И слава богу! Вам понадобится весь свой мозг, чтобы изучить все категории его использования. Их очень много!
«Палки» или «Тонкие и длинные» вещи
Первая большая категория охватывает наиболее распространенные варианты использования. И все же «в форме палки» или «тонкий и длинный» довольно расплывчато. Давайте начнем намного шире и сужаемся по мере продвижения. Таким образом, вы сможете сосчитать как можно больше вещей, используя 本, прежде чем вам придется работать с более запутанными вещами.
Соотношение 1: 2 или больше
Вы используете 本 для подсчета мелков, карандашей, ручек, веток деревьев, веревок, шнурков, шнуров, галстуков, сигарет и зонтиков.
Идея «тонкой и длинной вещи в форме палочки» отличается от человека к человеку, поэтому давайте начнем с полезного руководящего принципа: вещи с соотношением 1: 2 (или больше) равны , вероятно, при подсчете с использованием 本. Они не обязательно должны быть идеальными палочками, цилиндрами или прямоугольниками. Пока объект более чем вдвое длиннее, чем он широкий и имеет форму палочки / цилиндра, он, скорее всего, будет принят в 本-ответную складку. Если это соотношение меньше 1: 2, вы бы , вероятно, посчитали с помощью счетчика 個 (こ) или специального счетчика, созданного для этой вещи.
Пока объект более чем вдвое длиннее, чем он широкий и имеет форму палочки / цилиндра, он, скорее всего, будет принят в 本-ответную складку. Если это соотношение меньше 1: 2, вы бы , вероятно, посчитали с помощью счетчика 個 (こ) или специального счетчика, созданного для этой вещи.
Например, вы используете 本 для подсчета мелковых палочек, карандашей, ручек, веток деревьев, шнурков, шнурков, галстуков, сигарет и зонтиков. Все они длинные и тонкие, хотя их длинные и тонкие формы довольно сильно различаются.
- 赤 い 傘 は 一 本 し か 持 っ て い ま せ ん。
- У меня только один красный зонт.
- こ の 1 ダ ー ス の 箱 に は 、 鉛筆 が 12 本 入 っ て ま す。
- В этой коробке дюжины двенадцать карандашей.
Здесь вы найдете некоторую гибкость.А как насчет окурка, например? Если он действительно короткий, мы рекомендуем использовать счетчик 個. Если он длинный,, вероятно, ваш лучший выбор. Опять же, помните, что мы говорили о соотношении 1: 2.
Множество предметов, которые не подходят для этой категории, на самом деле подходят. Несмотря на то, что они круглые или кольцеобразные, наручные часы и шины считаются с. Потому что в развернутом состоянии они длинные и тонкие: снимите часы, положите их, и вы поймете, о чем я. То же верно и для браслетов и ожерелий — если их нельзя расстегнуть, в этом случае они засчитываются с.Как привередничать!
Важным моментом здесь является то, что 本 обычно используется с неодушевленными объектами . Например, целый тунец на рыбном рынке, когда он мертв (или не может двигаться), считается с использованием 本, потому что он длинный, примерно цилиндрической формы и неодушевленный.
- ス ー パ ー で マ グ ロ を 五 本 買 っ て き て。
- Вы можете пойти и купить пять тунцов в продуктовом магазине?
И все же, если бы тот же тунец был жив и плавал в океане, мы бы использовали счетчик 匹, который применяется к животным.Интересно, правда?
Есть много вариантов правила «неодушевленных»: деревья, например, и цветы, и другие растущие объекты, имеющие длинные стебли, но являющиеся живыми организмами, считаются с, потому что они неподвижны.
- う ち の 庭 に は 木 が 三 本生 え て い ま す。
- В нашем дворе три дерева.
Люди тоже одушевленные и длиннее нас в ширину, но мы не считаем себя с помощью 本. Однако мы считаем шипы, зубы, отдельные волосы, руки, ноги, пальцы и кровеносные сосуды с помощью 本.
- え 、 日本人 は 背骨 が 二 本 あ る の?
- Подождите, а у японцев два шипа?
Говоря о кровеносных сосудах, другие длинные линии жидкости также считаются с 本: реки и водные пути, чтобы назвать только два.
Хотя большинство из них до сих пор имели смысл, made некоторые объекты мы отнесли к категории «сомнительных». Очки, например, считаются с. Может быть, это потому, что очки состоят из нескольких длинных тонких частей, или, может быть, это потому, что сначала появились телескопы, а очки считались маленькими носимыми телескопами.Какой бы ни была причина, подобные исключения вы найдете повсюду, и вам просто нужно помнить о них, когда они возникают.
Тонкие и длинные контейнеры
Самые длинные цилиндрические емкости также считаются с. Бидоны из-под газировки, пластиковые бутылки, пивные бутылки, огнетушители и банки лака для волос — вот и все.
Бидоны из-под газировки, пластиковые бутылки, пивные бутылки, огнетушители и банки лака для волос — вот и все.
- 今日 は コ ー ラ を 六 本 も 飲 ん で し ま っ た。
- Я выпил сегодня шесть банок колы!
- こ こ に ビ ー ル 瓶 を 一 本 隠 し て お い た だ。
- Я прятал здесь пивную бутылку.
- ペ ッ ト ボ ト ル の 水 24 本 で 498 円 だ っ て。
- Он говорит, что это всего 498 иен за двадцать четыре бутылки воды.
Правильный счетчик, который следует использовать для банок Мейсона и других банок для варенья и маринада, зависит от человека. Некоторые используют 本, хотя я думаю, что банки недостаточно длинные и тонкие (я вроде как приверженец), поэтому я бы посоветовал, 個 или счетчик для стеклянных банок и бутылок 瓶 (び ん). Другие даже более короткие емкости, такие как консервы из-под тунца, определенно не учитываются с.Для них лучшим вариантом будет использование либо счетчика банок 缶 (か ん), либо любого из двух общих счетчиков.
И все же Иида, один из авторов え 方 の 辞典, делает интересный момент: если в банке есть что-то твердое — тунец, кукуруза, бобы и т. Д. — это будет засчитано с или 個. Но если он содержит жидкое или газообразное вещество, вы должны использовать 本. Хм. Это означает, что даже если сама банка может выглядеть одинаково снаружи, содержимое внутри может изменить счетчик, который вы используете. В целом, использование или 個, вероятно, самая безопасная ставка, и никто не будет наказывать вас за подсчет банки, наполненной соком, с использованием 個.
Тонкие и длинные здания или сооружения
Если высота здания превышает ширину (возможно, с использованием нашего знакомого соотношения 1: 2 или более), вы можете быть уверены, что оно будет засчитано с использованием 本. Представьте себе типичный городской небоскреб или подобную городскую башню, вы на правильном пути.
- 日本 に ト ー フ グ タ ワ ー を 1029 本 て る の イ チ の 夢 で す で す。
- Мечта Коичи — построить 1029 башен Тофугу в Японии.

- 霧 の 向 こ う に 、 ぼ や り と 三 本 の 塔 え た。
- Я смутно видел три башни сквозь туман.
Какие еще «постройки» тонкие и длинные? Поверните голову в сторону на девяносто градусов, и все будет: мосты и тому подобное подходят всем. Они тоже считаются с 本.
- 来年 、 こ こ に 橋 が 一 本 架 け ら れ る 予 定 だ。
- В следующем году здесь планируется построить мост.
Тонкие и длинные пространства
Тоннели, шахты, колодцы, длинные ямы и т. Д. Считаются с. Интересно, сколько труб пропал Марио… Ой! Вы теперь умеете это считать!
- 青森 県 は 、 も う 1 本 青 函 ト ン ネ ル が 必要 だ と し て い る。
- Префектура Аомори настаивает на том, что им нужен еще один туннель Сэйкан.
- こ の オ ジ サ ン は 、 ま で に な ん と 一 井 戸 を 掘 っ た こ と あ る ん だ よ
- Этот человек вырыл десять тысяч колодцев.
Не считайте выбоины с 本, потому что они не соответствуют соотношению 1: 2, хотя, возможно, подойдет действительно глубокая воронка.
Свернутые ленты
Определенные виды (теперь более старых) магнитных лент также учитываются с использованием 本: кассеты, кассеты VHS и пленки. Это лента, длина которой при использовании не уменьшается. К примеру, пленка в вашем старом фотоаппарате не исчезает, когда вы используете ее для съемки.(Если вам меньше двадцати пяти, вы, вероятно, не понимаете, о чем я говорю.)
- 当時 は カ セ ッ ト テ ー を 千 本 以上 持 っ て い た。
- В то время у меня было более тысячи кассет.
- フ ィ ル ム 一 本 現 像 る の に 、 い く ら か 思 う?
- Как вы думаете, сколько будет стоить проявка рулона пленки?
Лента, которая «израсходована», с другой стороны, официально не учитывается с использованием 本, хотя многие люди до сих пор считают ее таким образом.
Лента, которая «израсходована», с другой стороны, официально не учитывается с использованием 本, хотя многие люди до сих пор считают ее таким образом.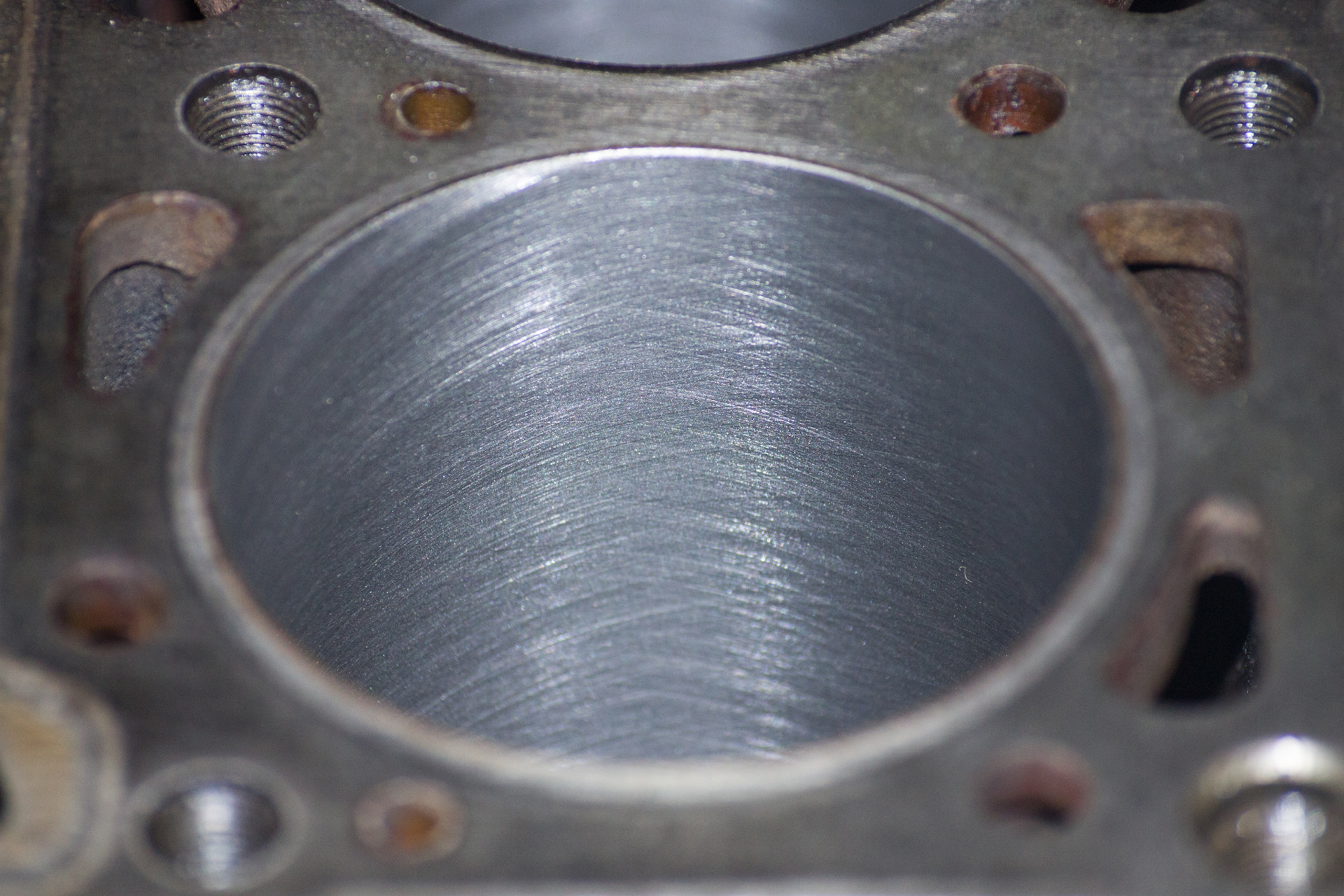 Клейкую ленту, скотч, туалетную бумагу и другие подобные вещи следует считать с помощью 個 или 巻 (ま き) — счетчика «рулонов вещей». В частности, для туалетной бумаги, поскольку фактическое слово для ее обозначения на английском языке — (ト イ レ ッ ト ペ ー パ ー), вы также можете использовать английский счетчик: ロ ー ル.
Клейкую ленту, скотч, туалетную бумагу и другие подобные вещи следует считать с помощью 個 или 巻 (ま き) — счетчика «рулонов вещей». В частности, для туалетной бумаги, поскольку фактическое слово для ее обозначения на английском языке — (ト イ レ ッ ト ペ ー パ ー), вы также можете использовать английский счетчик: ロ ー ル.
Вы не удивитесь, узнав, что из этого правила есть исключения.Пластиковая пленка, фольга и вощеная бумага обычно считаются с не потому, что они длинные, когда вы их распускаете, а потому, что они длинные и цилиндрические в свернутом виде. Они получают пропуск по правилу «израсходовано», потому что соответствуют требованиям другого правила.
- 抽選 で サ ラ ン ラ ッ プ 二 本 が 当 た っ た の。
- Я выиграл в розыгрыше два рулона полиэтиленовой пленки.
Духовые и струнные инструменты
Духовые инструменты часто имеют форму палки / цилиндра или трубы, поэтому понятно, что их можно считать с 本.Сюда входят флейты, кларнеты, блокфлейты, трубы, тромбоны, саксофоны и многое другое.
- あ そ こ の 倉庫 に ク ラ ネ ッ ト が 五 本 入 ず だ よ。
- В этой кладовой должно быть пять кларнетов.
- あ の 人 、 リ コ ー ダ を 二 本 、 同時 に 吹 く が き る ん だ っ て。 だ っ て。 っ て。
- Судя по всему, он может играть на двух рекордерах одновременно.
- 楽 器 屋 で 、 サ ッ を 三 本 吹 き 比 べ み た。
- Я играл на трех разных саксофонах в музыкальном магазине.
- こ の 曲 は 、 四 本 の ラ リ ネ ッ ト で 演奏 作 ら れ ま し た。 た。
- Эта песня была создана для игры на четырех кларнетах.
Струнные инструменты также считаются с использованием 本, хотя это кажется странным. Тем не менее, подумайте об этом: формы корпуса гитар, басов, укулеле и других инструментов, на которых можно играть, обычно превышают соотношение 2: 1, к тому же они покрыты длинными тонкими струнами. Возможно, все не так уж и странно.
- あ な た の ギ タ ー を 一 本 使 わ せ て も ら ま せ ん か?
- Не могли бы вы разрешить мне использовать одну из ваших гитар?
Исключение: арфы считаются с помощью 台 (だ い), счетчика, используемого (среди прочего) для больших и громоздких инструментов. Подумайте об этом так: если у вас возникли проблемы с поднятием инструмента над землей, вероятно, для счета будет использован счетчик 台.
Подумайте об этом так: если у вас возникли проблемы с поднятием инструмента над землей, вероятно, для счета будет использован счетчик 台.
Количество (подключенных) телефонных звонков
Не так давно телефоны соединяли длинными тонкими кабелями. Несмотря на то, что телефоны теперь подключаются по беспроводной сети, концепция остается.
Хорошо. Мы закончили с «длинными, тонкими, похожими на цилиндры предметами» — наиболее распространенной и важной контр-категорией, которую нужно изучить. Далее мы немного поговорим о сорняках с некоторыми необычными и более редкими применениями uses.Думаем, они интересны и полезны!
Вот первая неожиданная категория: вы можете использовать 本 для подсчета количества подключенных телефонных звонков. Если задуматься, это имеет смысл: не так давно телефоны соединяли длинными тонкими кабелями. Несмотря на то, что телефоны теперь подключаются по беспроводной сети, концепция остается. Если это помогает, подумайте о тонких невидимых линиях передачи данных, соединяющих каждый телефон.
- そ う は 言 っ て も 、 の 一 本 ぐ ら い か け で し ょ う に!
- Сказав это, вы должны были сделать хотя бы один звонок, верно?
Точно так же люди иногда используют 本 для подсчета сообщений автоответчика и сетевых сообщений (обычно подсчитываются с помощью / け ん), а также факсов и открыток (обычно подсчитываются с использованием 通 / つ う).Однако если они используют 本, это потому, что они хотят подчеркнуть связь между ними. Например, мать может сказать…
- う ち の 息 子 は メ ー ル の 一 本 も よ こ さ な い。
- Мой сын даже не пошлет мне ни единого сообщения.
… который несет в себе нюанс, что ей грустно, что сын даже не пытается поддерживать с ней связь. Соединение там нет. Так же, как вы делаете это на своем родном языке, японцы, вероятно, не задумываются обо всех этих тонкостях; они просто говорят это естественно.Это те детали, которые вы узнаете на практике, а не читая учебник.
Число заходов поезда или автобуса
Может быть, это из-за формы поездов и автобусов, а может, потому, что поезда и автобусы едут по одному и тому же отрезку пути или дороги снова и снова, но при подсчете количества автобусов и поездов используется 本. На английском это немного сложно объяснить, поэтому вот пример:
На английском это немного сложно объяснить, поэтому вот пример:
- 混 ん で る か ら 、 一 後 の 電車 に 乗 っ て 行 う。
- Упаковано, так что давайте сядем на следующий поезд.
- 田 舎 な の で 、 こ の ス 停 に は 一日 二 本 バ ス が 来 な い。
- Так как это страна, на этой автобусной станции останавливаются только два автобуса в день.
Несмотря на то, что 本 здесь относится к каждому запуску транспортных услуг, рейсы и корабли учитываются с использованием 便 (び ん). Почему? Кто знает?
(Хорошо) Занимается спортом
В спорте некоторые игры приводят к чему-то положительному, например, к очку или лучшей позиции. Они считаются с.
В боевых искусствах, таких как дзюдо или кендо, игроки выучивают слово иппон (一 本).Иппон — это бросок или удар, ведущий к очку, синоним «выигрыша очка».
- コ ウ イ チ が 一 本 を っ た と こ ろ 、 ち ビ デ オ に 撮 っ た? 撮 っ た? た?
- Удалось ли вам записать на видео ту часть, где Коити получил точку?
Неудивительно, что в бейсболе количество хоумранов или попаданий также считается с 本. Он расширился и теперь включает в себя удары и удары.
Он расширился и теперь включает в себя удары и удары.
- 今日 は カ ブ レ ラ が ホ ー ム ラ ン を 三 本 も た。
- Сегодня Кабрера сделал три хоумрана!
- 毎 日 百 本 素 振 り を し て か ら 学校 へ 行 く。
- Каждый день я хожу в школу, сто раз махнув битой.
В хоккее, футболе, американском футболе или баскетболе бросок или передача мяча засчитываются с 本. В теннисе, настольном теннисе и волейболе при подаче, ударах или шипах также используется 本. Даже неудачный удар засчитывается with. Например:
- シ ュ ー ト を 一 本 う っ た が は ず れ た。
- Я выстрелил, но промахнулся (гол).
В видах спорта, которые включают несколько попыток, таких как метание копья или молота, прыжки с трамплина, прыжки в высоту или ныряние, для подсчета каждой попытки используется 本, хотя он комбинируется с порядковым номером  «> приставкой (め).Первая попытка будет 本 目 (い っ ぽ ん め), вторая — 二 本 目 (に ほ ん め) и так далее.
«> приставкой (め).Первая попытка будет 本 目 (い っ ぽ ん め), вторая — 二 本 目 (に ほ ん め) и так далее.
Вещи, у которых есть начало и конец
Когда что-то имеет и начало, и конец, это часто считается с использованием 本. Подумайте об этом начале и конце, связанных длинной цепочкой времен! Вот список вещей, которые подходят под эту категорию.
Выступления
本 используется для подсчета количества выступлений на таких мероприятиях, как спектакли, лекции, ток-шоу или другие программы.
- 今日 は 舞台 を 三 本 も こ し た の で 、 ク タ ク タ で す。
- Сегодня я сыграл в трех пьесах, так что я устал.
- こ の 後 、 講演 の 仕事 が 一 本 入 っ て い る ん だ。
- После этого у меня будет одно выступление.
письменных работ
Хотя используется в основном писателями или редакторами, 本 подсчитывает количество статей, книг, статей, сценариев или манги. Это потому, что эти художники думают о своих произведениях как о задачах, которые необходимо выполнить. И все же…
И все же…
- 今 週 は 何 本 ぐ ら い 記事 を 書 け そ う で す か?
- Как вы думаете, сколько статей вы сможете написать на этой неделе?
- そ の 漫画家 は 、 漫画 の 連載 を 四 本 掛 け 持 ち し る。。
- Этот художник манги имеет (работает) над четырьмя сериями манги одновременно.
… читатели так их не считают. С точки зрения читателя, книги подсчитываются с использованием (さ つ), рассказы с (わ), статьи с (き じ), 個 или つ, а статьи с использованием つ.
Назначения или квота
Если у человека есть фиксированное количество действий, которые он должен сделать для достижения квоты, для их подсчета используется 本. Это работает для всего, от бизнес-заданий до школьных заданий.
- 今 週末 ま で に 、 レ ポ ト を 五 本書 き 上 げ れ ば な ら な い。
- Я должен написать пять эссе до конца этой недели.
Проектов / Планов
Число проектов или планов обычно засчитывается 本.
- ト ー フ グ に は 、 と も 重要 な プ ロ ジ ェ ト が 1029 本 も あ る。
- В Тофугу 1029 очень важных проектов.

- 企 画 書 を 毎 日 一 本書 く よ う に し て い る。
- Я стараюсь каждый день писать хотя бы одну идею проекта.
При этом проекты и планы также обычно засчитываются つ.
Учебные задания
本 также используется для счета во время практики и тренировок.Вы увидите, как его используют в спорте, актерском мастерстве, пении, рисовании и многом другом.本 подсчитывает каждое отжимание, каждый круг по полю, каждый набросок.
- り 込 み 十 本!ヨ ー イ 、 ス タ ー ト!
- Десять черточек, готово, готово, вперед!
- コ ウ イ チ は 起 き た ま ず 腹 筋 百 本 を こ て 、 そ れ か ら ト イ に 行 く。
- Когда Коичи просыпается, сначала он делает сотню приседаний, а затем ходит в ванную.
- ク ロ ッ キ ー 40 枚 を 1 本 に し て 、 毎 日 1 ~ 2 本 は 必 ず 練習 す よ う に し い る。
- Я считаю сорок страниц набросков одним набором и каждый день распределяю от одного до двух наборов. практиковаться.
Фильмы
Фильмы, так как у них четкое начало и конец, также засчитываются с. Двойная функция обозначается как 二 本 立 て 映 画 .
Двойная функция обозначается как 二 本 立 て 映 画 .
- ド ラ え も ん と ド ラ ン ボ ー ル の 二 本 立 映 画 を 見 に 行 っ た。 に 行 っ た。
- Я пошел посмотреть двойной фильм Дораэмон и Жемчуг дракона.
- ス ピ ル バ ー グ は 、 ま で に 約 四十 本 も を 監督 し て い る
- Спилберг снял около сорока фильмов.
Медиа-сегменты
Как и в фильмах, 本 используется для подсчета количества программ на других носителях. Его могут использовать и зрители, хотя чаще это делают те, кто создает контент.
- あ の YouTuber は 、 い つ も 一日 で 10 本分 ビ デ オ り だ め す る そ う だ。 る そ う だ。
- Я слышал, что YouTuber обычно снимает десять видеороликов в день.
- 今 は テ レ ビ の 仕事 が 本 と 、 ラ ジ オ の 三 本 あ り ま す。
- Сейчас у меня одна работа на телевидении и три на радио.
Вы также можете подсчитать количество новостных тем с помощью 本. Новостная тема — это просто крошечное шоу, верно? Короткий спектакль сам по себе.
Новостная тема — это просто крошечное шоу, верно? Короткий спектакль сам по себе.
- あ の ア ナ ウ ン サ ー 、 一 分 で 三 本 の ニ ス を 読 み 上 げ た。 上 げ た。
- Этот диктор прочитал три новости за одну минуту.
- こ こ に も う 一 本 面 い コ ー ナ ー が 欲 な。
- Я хочу добавить сюда еще один интересный сегмент (небольшую часть теле / радиопередачи).
- あ の 芸 人 は 、 ネ タ 十 本 用意 し て き た 本 も う け な か っ た。 な か っ た。 た。
- Этот комик подготовил десять анекдотов, но ни одна из них не попала в цель.
Рекламные объявления, которые короче телешоу или новостей, также считаются с.
- ト ー フ グ の コ ウ イ チ の CM 一 本 の ギ ャ ラ 、 っ て る?
- Вы знаете, сколько Коичи из Тофугу получает за одну рекламу?
Странная вещь о рекламе: даже те, которые показывают по телевизору , а не , считаются 本. Реклама на радио, в газетах и журналах тоже 本, хотя такой подсчет обычно используется только теми людьми, которые над ними работают, которые считают их задачами с начала и до конца.
Количество продуктов (обычно программное обеспечение)
Некоторые продукты имеют отметку 本, наиболее распространенными являются видеоигры и программное обеспечение.
- 任天堂 か ら 新 し い ゲ ム ソ フ ト が 三 本 同時 売 さ れ る ら し い よ。 ら し い よ。
- Я слышал, что Nintendo собирается выпустить три новых игры одновременно.
Эти предметы, вероятно, были отнесены к категории 本 из-за кассет и видеокассет, а также из-за того, что ни один из них не существовал, когда счетчик был впервые создан.
Некоторые продукты имеют отметку 本, наиболее распространенными являются видеоигры и программное обеспечение.
Другие виды товаров тоже учитываются с, но обычно только продавцами. Вот пример: недавно я наткнулся на сайт, где продают стейки вагю по разумной цене. Они сказали 「30 本 限定」 — количество стейков, которые мог купить один человек, было ограничено до тридцати. Продавец использовал 本 для подсчета своих товаров. С другой стороны, их потребители, вероятно, этого не сделают.
С другой стороны, их потребители, вероятно, этого не сделают.
Давайте перейдем к этим очень конкретным случаям. Если вы окажетесь в одном из них, вы быстро узнаете, что вам нужно.
Призовые номера
В розыгрышах или конкурсах для количества призов обычно используется счетчик 本. Это связано с тем, что в свое время счастливых победителей выбирали вытягиванием длинных тонких листов бумаги из шляпы или коробки. Довольно круто.
- 一等 は 一 本 、 二等 は 、 三等 は 四十 本 あ り ま す よ。。
- Существует один первый приз, три вторых приза и сорок третье место.
Эта статья всего лишь 一 本 из многих
Вы узнали все о японской стойке 本! Отлично! Хотя здесь было много всего, самая важная категория, которую нужно изучить, — это первая: длинные и тонкие палки или цилиндры.Если вы сможете сохранить основы этого раздела, вы будете хороши в 99% случаев использования 本. Остальное действительно просто бонус.
Тем не менее, вы найдете много других счетчиков, и все они почти так же интересны, как этот. Если вы еще этого не сделали, ознакомьтесь с некоторыми другими нашими статьями о счетчиках, такими как 台, 枚 и 匹. Вы можете найти все счетчики, о которых мы когда-либо писали, в нашем большом списке изучения японских счетчиков, а также многое другое!
Если вы еще этого не сделали, ознакомьтесь с некоторыми другими нашими статьями о счетчиках, такими как 台, 枚 и 匹. Вы можете найти все счетчики, о которых мы когда-либо писали, в нашем большом списке изучения японских счетчиков, а также многое другое!
HONTLRAC | Основание цилиндра из ламината HON® TLRAC, диаметр 18 дюймов.х 28ч, урожай
Модульные компоненты из ламината упрощают внесение изменений. Ламинат высокого давления устойчив к истиранию и пятнам. Регулируемые выравнивающие планки подходят для неровностей пола. Top и Base продаются и отправляются отдельно — ЗАКАЗАТЬ ОБЕ.
| Базовый цвет | : | Урожай |
| Базовый Тип | : | Цилиндр |
| Материал основания / ноги | : | Ламинат под дерево |
| Стандарты соответствия | : | Соответствует или превосходит стандарты ANSI / BIFMA |
| Диаметр | : | 18 » |
| Заявление об отказе от ответственности | : | Top и Base продаются и отправляются отдельно — ЗАКАЗАТЬ ОБЕ. |
| Для использования с | : | Для комплектации стола необходимо заказать как столешницу, так и основание стола. |
| Глобальный тип продукта | : | Столы-Конференц-столы |
| Максимальная высота | : | 28 » |
| Постпотребительский процент вторичного содержания | : | 0% |
| Процент вторичного содержания до потребления | : | 84% |
| Название серии | : | Основание стола из ламината |
| Особые возможности | : | Основание цилиндра |
| Общий процент переработанного содержимого | : | 84% |
- Верх и основание продаются и отправляются отдельно — ЗАКАЗАТЬ ОБЕ.

- Модульные компоненты из ламината упрощают внесение изменений.
- Ламинат высокого давления устойчив к истиранию и пятнам.
- Регулируемые выравнивающие планки подходят для неровностей пола.
CAST-I-CYLINDER Ø 47 штифт Ø 10 HON-KYM-PEUG. — Dettaglio Prodotto
Malossistore.eu sirve muchos países y en cada país tiene conditiones especiales y promociones.
Si desea cambiar tu país, por Favor selecciona uno del cuadro de selección de abajo y confirmma tu selección.
Ваша текущая настроенная страна:
+
Selecciona PaísAFGHANISTANÅLAND ISLANDSALBANIAALGERIAAMERICAN SAMOAANDORRAANGOLAANGUILLAANTARCTICAANTIGUA И BARBUDAARGENTINAARMENIAARUBAAZERBAIJANBAHAMASBAHRAINBANGLADESHBARBADOSBELARUSBELGIUMBELIZEBENINBERMUDABHUTANBOLIVIA, Многонациональном СОСТОЯНИЕ OFBOSNIA И HERZEGOVINABOTSWANABOUVET ISLANDBRAZILBRITISH ИНДИЙСКИЙ ОКЕАН TERRITORYBRUNEI DARUSSALAMBULGARIABURKINA FASOBURUNDICAMBODIACAMEROONCANADACAPE VERDECAYMAN ISLANDSCENTRAL АФРИКАНСКИЕ REPUBLICCHADCHILECHRISTMAS ISLANDCOCOS (Keeling) ISLANDSCOLOMBIACOMOROSCONGOCONGO, ДЕМОКРАТИЧЕСКАЯ РЕСПУБЛИКА THECOOK ISLANDSCOSTA RICACÔTE D’IVOIRECROATIACUBACYPRUSCZECH REPUBLICDENMARKDJIBOUTIDOMINICADOMINICAN REPUBLICECUADOREGYPTEL SALVADOREQUATORIAL GUINEAERITREAESTONIAETHIOPIAFALKLAND (Мальвинские) острова ФАРЕРСКИЕ ISLANDSFIJIFINLANDFRANCEFRENCH GUIANAFRENCH ПОЛИНЕЗИЯФРАНЦУЗСКИЕ ЮЖНЫЕ ТЕРРИТОРИИ ГАБОНГАМБИЯГЕОРГИАГАНАГИБРАЛТАРГРЕЕЦЭГРЕНЛАНДГРЕНАДАГУАДЕЛОУПЕГУАМГУАТЕМАЛАГУЕРНСЕЙГИНЕГВИНЕА-БИССАУГЯНА ГОРОД ШТАТ) HONDURASHUNGARYICELANDINDIAINDONESIAIRAN, Исламская Республика OFIRAQISLE О MANISRAELJAMAICAJAPANJERSEYJORDANKAZAKHSTANKENYAKIRIBATIKOREA ДЕМОКРАТИЧЕСКАЯ НАРОДНАЯ РЕСПУБЛИКА OFKOREA, РЕСПУБЛИКА OFKUWAITKYRGYZSTANLAO НАРОДНАЯ ДЕМОКРАТИЧЕСКАЯ REPUBLICLATVIALEBANONLESOTHOLIBERIALIBYAN АРАБСКИЕ JAMAHIRIYALIECHTENSTEINLITHUANIALUXEMBURGMACEDONIA, бывшая югославская Республика OFMADAGASCARMALAWIMALAYSIAMALDIVESMALIMALTAMARSHALL ISLANDSMARTINIQUEMAURITANIAMAURITIUSMAYOTTEMEXICOMICRONESIA, Федеративные Штаты OFMOLDOVA, РЕСПУБЛИКА OFMONACOMONGOLIAMONTENEGROMONTSERRATMOROCCOMOZAMBIQUEMYANMARNAMIBIANAURUNEPALNETHERLANDSNETHERLANDS ANTILLESNEW CALEDONIANICARAGUANIGERNIGERIANIUENORFOLK ISLANDNORTHERN MARIANA ISLANDSNORWAYOMANPAKISTANPALAUPALESTINIAN ТЕРРИТОРИЯ, OCCUPIEDPANAMAPAPUA NEW GUINEAPARAGUAYPERUPHILIPPINESPITCAIRNPOLANDPORTUGALPUERTO RICOQATARREUNIONROMANIARUSSIAN FEDERATIONRWANDASAINT BARTHÉLEMYSAINT HELENASAINT KITTS, NEVISSAINT LUCIASAINT MARTINSAINT PIERRE, MIKELONSAINT VINCENT AND THE GRENADI NESSAMOASAO ТОМ И PRINCIPESAUDI ARABIASENEGALSERBIASEYCHELLESSIERRA LEONESINGAPORESLOVAKIASLOVENIASOLOMON ISLANDSSOMALIASOUTH AFRICASOUTH ГРУЗИЯ И Южные Сандвичевы ISLANDSSRI LANKASUDANSURINAMESVALBARD И ЯН MAYENSWAZILANDSWEDENSWITZERLANDSYRIAN АРАБ REPUBLICTAJIKISTANTANZANIA, Объединенная Республика OFTHAILANDTIMOR-LESTETOGOTOKELAUTONGATRINIDAD И TOBAGOTUNISIATURKEYTURKMENISTANTURKS И КАЙКОС ISLANDSTUVALUUGANDAUKRAINEUNITED АРАБ EMIRATESUNITED STATESUNITED Внешних малые острова ISLANDSURUGUAYUZBEKISTANVANUATUVENEZUELAVIET NAMVIRGIN, BRITISHVIRGIN ОСТРОВ, У. С.УАЛЛИС И ФУТУНАВЕСТЕРН САХАРАЙМЕНЗАМБИАЗИМБАБВЕ
С.УАЛЛИС И ФУТУНАВЕСТЕРН САХАРАЙМЕНЗАМБИАЗИМБАБВЕ
Подтверждать
Какой комплект замка для картотеки HON мне нужен?
Комплекты замка для картотеки HON (вертикальные файлы)
Мы часто получаем вопросы о том, какой комплект замка для картотеки HON следует приобрести. Мы не можем ссылаться на номера моделей производителей, чтобы подсказать, какой комплект замков вам нужен, однако быстрый способ определить, какой тип замка вам может понадобиться, — это измерить монтажное отверстие (овальная выбивка).
Комплекты замков типа F26 представляют собой старые комплекты замков, вставляемых внутрь (плунжерные), для них требуется отверстие большего размера и имеется пластиковая втулка вокруг личинки замка.
Размеры монтажных отверстий для замков типа F26 обычно составляют 1 дюйм по вертикали и 3/4 дюйма по горизонтали. Страница продукта в стиле
F26: Артикул 34255 — запасные части перечислены под описанием продукта.
Тип F24 вращается для блокировки и разблокировки. Тип:
Размеры монтажных отверстий для замков типа F24 меньше, в основном 3/4 дюйма по вертикали и 5/8 дюйма по горизонтали.
Импортные экономичные комплекты замков в стиле F24 — обзор: Артикул 34250 , включает переходную пластину — (Этот комплект замков не включает съемную заглушку для ключа)
Комплект в стиле F24 с использованием номера ключа Hon E-Series со стандартной извлекаемой заглушкой — обзор: артикул 34850
Комплект в стиле F24 от Olympus Lock оснащен цилиндром замка со штифтом — просмотрите артикул 40010
. Просмотрите файл с инструкциями по установке в формате pdf на каждой странице с подробным описанием продукта, чтобы убедиться, что вы заказываете правильный комплект.Подсказка: если у вас есть другие шкафы в офисе, вы можете сравнить замок, установленный в ваших существующих шкафах, с деталями, которые мы показываем в отдельных комплектах замков.
Доступны замки с произвольным ключом или с ключом для определенных номеров замков, таких как №1, №5, №10 и т. Д. Это позволяет пользователю приобретать группы замков, которые работают с одним и тем же ключом, или назначать офисные помещения для работы с одним и тем же ключом, или позволит приобрести дополнительные замки, привязанные к определенному ключевому номеру, позднее.Случайные блокировки с ключом не будут соответствовать конкретному номеру ключа, и мы не сможем сопоставить случайный номер ключа с ключом позже.
Д. Это позволяет пользователю приобретать группы замков, которые работают с одним и тем же ключом, или назначать офисные помещения для работы с одним и тем же ключом, или позволит приобрести дополнительные замки, привязанные к определенному ключевому номеру, позднее.Случайные блокировки с ключом не будут соответствовать конкретному номеру ключа, и мы не сможем сопоставить случайный номер ключа с ключом позже.
Комплекты замков для картотеки HON (боковые файлы)
В новых боковых файлах HON можно использовать комплект замков, представленный на этой странице: Артикул 27275
Боковой замок старого стиля (изображение ниже) — см. Артикул 23079
Если ваш замок в хорошем состоянии, мы можем предоставить ключи по номеру, указанному на лицевой стороне замка, или предоставить некоторые услуги по замку.
Многие стандартные ключи HON можно вырезать из числа, нанесенного на лицевую сторону замка, и их можно заказать на этой странице: Ключи по коду
Цилиндрическое основание из ламината HON, диаметр 18 дюймов x 28 выс, красное дерево
Описание продукта
Цилиндрическое основание стола из ламината HON, диаметр 18 дюймов x 28 выс, красное дерево — Совместимые со всеми линиями столов HON, конференц-серия Preside представляет собой широкое и универсальное решение для совместных встреч и презентаций. Координационные базы, кафедры и гостеприимства создают комплексное решение для конференций, которое органично сочетается с остальной частью офиса. Preside использует технологию с множеством опций для отображения аудиовизуального оборудования на мобильных тележках или учетных записях, маршрутизации питания и данных на рабочую поверхность и сокрытия кабелей. Столы могут быть указаны для размещения всего: от небольших мест общего пользования, таких как кафе, до больших конференц-залов, вмещающих до 20 человек. Председательские столы сочетаются с другими профилями кромок столов HON, цветами ламината и отделкой шпоном.Настольные порты поддерживают различные аудиовизуальные потребности. С Preside проще поддерживать связь между всеми.
Координационные базы, кафедры и гостеприимства создают комплексное решение для конференций, которое органично сочетается с остальной частью офиса. Preside использует технологию с множеством опций для отображения аудиовизуального оборудования на мобильных тележках или учетных записях, маршрутизации питания и данных на рабочую поверхность и сокрытия кабелей. Столы могут быть указаны для размещения всего: от небольших мест общего пользования, таких как кафе, до больших конференц-залов, вмещающих до 20 человек. Председательские столы сочетаются с другими профилями кромок столов HON, цветами ламината и отделкой шпоном.Настольные порты поддерживают различные аудиовизуальные потребности. С Preside проще поддерживать связь между всеми.
- Технологичное решение для удовлетворения любых требований от HON — одного из лидеров офисной мебели Америки
- Устойчивый к царапинам, брызгам и пятнам ламинат выдерживает интенсивное использование и специально обработан, чтобы выдерживать кипящие жидкости.

- Цвет ламината Махагон
- Может использоваться под любой столешницей прямоугольной, овальной или в форме лодки
- Цвета ламината, кромки и краски для всех коллекций столов и рабочих станций HON
- Высокоэффективное решение для организаций, которым нужна максимальная производительность при ограниченном бюджете
- Edge варианты, подходящие практически ко всем настольным решениям HON, для полностью скоординированного рабочего пространства
- Пять популярных верхних форм для совместной работы
- Доступны аксессуары для подключения кабелей питания, данных и аудиовизуальных кабелей
- Обеспечивает визуальную непрерывность во всех помещениях для встреч, от частных офисов до больших залов заседаний.
- Тяжелая, устойчивая к короблению древесно-стружечная плита, выдерживающая высокие нагрузки
- Дополнительные кабельные, программные и подключаемые электрические компоненты делают доступным питание
- Дополнительные основания для укладки кабелей позволяют аккуратно организовать кабели питания, телекоммуникации и VGA
- Дополнительный подиум, презентационный шкаф и гостеприимство — все необходимое для конференц-зала
- 150 фунтов.
 песка приобретается отдельно и добавляется в основу для устойчивости
песка приобретается отдельно и добавляется в основу для устойчивости - Поддерживается полной пожизненной гарантией HON
Что такое цикл горения Аткинсона и каковы его преимущества?
Подобно бесчисленному множеству других изобретателей, предпринимателей и мастеров XIX века, британский инженер Джеймс Аткинсон искал способы улучшить четырехтактный двигатель внутреннего сгорания Отто, впервые выпущенный в 1876 году. Двигатель, который он запатентовал в 1882 году, имел переменную длину хода, обеспечиваемую многорычажной системой. шатун между поршнем и маховиком.Хотя двигатели Аткинсона не увенчались успехом, его термодинамический цикл все еще широко используется, в основном в газо-электрических гибридах. Ключевым преимуществом является более высокий КПД, чем достигается в двигателе Отто, хотя и с некоторой потерей мощности на низких оборотах. Цикл Аткинсона идеально подходит для гибридов, потому что их электродвигатели компенсируют потерю мощности на низких оборотах.
Цикл Аткинсона задерживает закрытие впускного клапана до тех пор, пока поршень не завершит от 20 до 30 процентов своего движения вверх на такте сжатия.В результате часть свежего заряда возвращается во впускной коллектор поднимающимся поршнем, поэтому цилиндр никогда не заполняется полностью (отсюда и снижение мощности на низких оборотах). Возврат наступает после зажигания , когда поршень начинает опускаться на такте расширения (также называемом силовым). В соответствии с оригинальным мышлением Аткинсона, укороченный ход впуска в сочетании с полным ходом расширения выжимает больше работы из каждого приращения топлива.
В большинстве двигателей степень сжатия устанавливается настолько высокой, насколько двигатель может выдержать детонацию в погоне за мощностью и эффективностью.Коэффициенты сжатия и расширения в двигателе Отто такие же. Аткинсон выигрывает по эффективности, потому что его степень расширения значительно больше, чем степень сжатия.
Американский инженер Ральф Миллер поддержал еще один полезный патент в 1957 году. Его цикл был предназначен для использования с двух- и четырехтактными двигателями, работающими на бензине, дизельном или газообразном топливе, таком как пропан. Добавляемый ингредиент представляет собой нагнетатель, который обеспечивает всасываемый заряд с промежуточным охлаждением и давлением, чтобы компенсировать потерю мощности на низкой скорости при подходе Аткинсона.Миллер также призвал к созданию «клапана контроля сжатия», чтобы время от времени стравливать избыточное давление из камеры сгорания. Mazda Millenia, продаваемая здесь с 1994 года, была самым известным серийным автомобилем, в котором использовался цикл Миллера.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти дополнительную информацию об этом и подобном контенте на сайте piano.io.
.