Ремонт и замена направляющих втулок клапана головок блока цилиндров
Один пункт в котором Вы можете быть практически уверены при ремонте головки блока цилиндров, это износ направляющих втулок клапана. Втулки постоянно испытывают нагрузки трением. Боковые усилия действуют на стебель клапана, вызванные изменением геометрии в клапанном механизме, износ кулачка рокера или коромысла.
Когда направляющие имеют большой износ, то двигатель начинает расходовать масло и появляется повышенный шум клапанного механизма. Это относится как к впускному тракту (разряжение в цилиндре), так и к выпускному тракту (эффект Вентури).
Масло в выхлопной системе с каталитическим нейтрализатором может привести к его перегреву и выходу из строя.
Масло во впускной системе может «закидывать» свечи, загрязнять выхлопные газы, а так же быстро накапливаться в виде продуктов горрения на втутренней поверхности клапанов и камере сгорания.
Нагар в камере сгорания может поднять степень сжатия до точки, когда происходит детонация двигателя при движении под нагрузкой. Нагар на клапанах в двигателях с многоточечным впрыском может вызвать проблему с подачей топлива.
Нагар на клапанах в двигателях с многоточечным впрыском может вызвать проблему с подачей топлива.
Недостаточное охлаждение клапана из за отложений в виде нагара может вызвать преждевременный выход из строя клапана. Около 75% тепла клапана передается на седло клапана, а оставшиеся 25% уходит в стебель клапана. Таким образом,если направляющая изношена, то клапан может перегреваться и прогорать.
Изношенные направляющие способствуют отрыву стебля клапана от тарелки. Направляющие клапана, клапан, седло клапана должны быть в одной оси с минимальным отклонением на зазор. Когда изнашивается направляющая, клапан при работе раскачивается с каждым циклом. Эта раскачка заставляет клапан отклоняться от оси по отношению к седлу клапана. Это приводит к тому, что при каждом соприкосновении клапана с седлом тарелка клапана гнется. После многократных циклов тарелка отрывается от стебля.
Можно проверить износ направляющих пилотом или покачиванием клапана во втулке. Эти измерения будут приблизительные. Лучше всего это делать нутромером. Вы получите точные данные.
Лучше всего это делать нутромером. Вы получите точные данные.
Стебли клапана тоже нужно измерять. В последних моделях двигателей используют конические стебли клапана.
Сейчас доступны многие способы восстановления клапана. Это бронзовый вкладыш, ремонтные направляющие, клапана с увеличенным диаметром стебля, накатка.
НАКАТКА. Накатку можно рассматривать при износе направляющей не более 0,15 мм тогда можно получить неплохие результаты. Накаткой обычно уменьшают внутренний диаметр направляющей и после нее остаются спиральные канавки, которые работают как лабиринтовое уплотнение. Но площадь опоры после обработки накаткой меньше, чем в стандартных направляющих имеющих сплошную и гладкую поверхность. Соответственно ходимость после накатки будет меньше.
ВКЛАДЫШИ. Установка бронзовых вкладышей является хорошим вариантом восстановления. Это быстрый и экономичный вариант. Тем более, что фосфористая бронза имеет лучшие антифрикционные качества по сравнению с чугуном.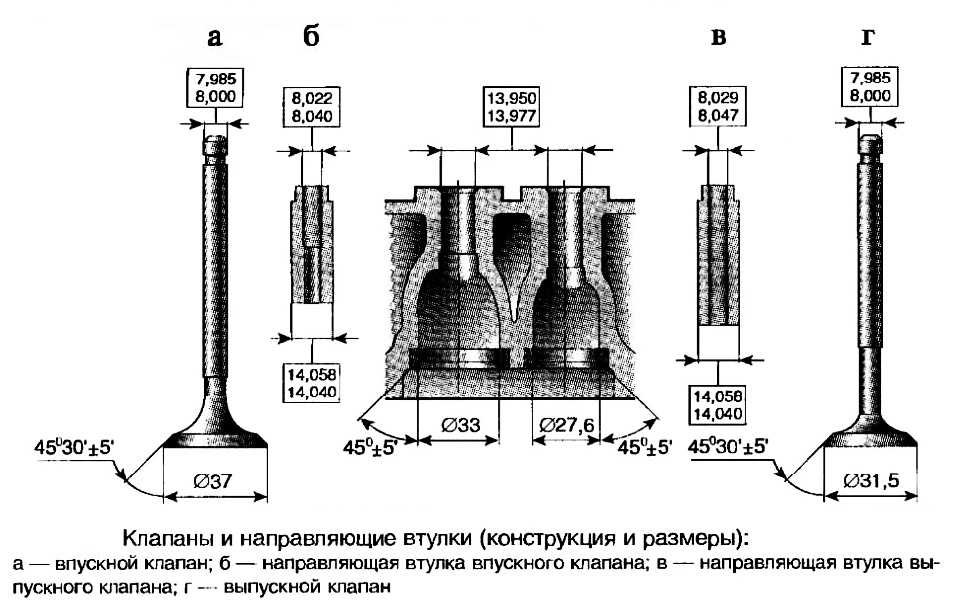
КЛАПАНА. Еще один популярный вариант,это установка клапанов с увеличенными стеблями клапана. Те, кто предпочитают этот вариант, говорят это быстрый и простой способ восстановить направляющие клапана. Все, что нужно сделать,это подобрать клапана и развернуть старые направляющие.
ХОНИНГОВАНИЕ. Когда направляющие восстановлены после прохождения лезвийной развертки, все равно остаются заусенцы. Так же шероховатость поверхности остается не удовлетворительной. После этого требуется хонингование. Хонингование – это финишная операция, которая убирает все неровности после лезвийной развертки. Хонингование дает превосходную поверхность. Хон внутри направляющей будет отлично задерживать масло на поверхности трения, соответственно продлевая жизнь направляющей втулке.
УСТАНОВКА НАПРАВЛЯЮЩИХ. Установка новых направляющих производится с определенным натягом. На алюминиевых и чугунных головках натяг различается. Есть определенные трудности с посадкой направляющих в некоторые алюминиевые головки. Правильно будет, если головку предварительно разогревают, а направляющие охладят в азоте.
Правильно будет, если головку предварительно разогревают, а направляющие охладят в азоте.
Направляющие клапана поставляются в различных вариантах сплавов. Бронза, чугун, металлокерамика. Фосфор/бронза, алюминий/бронза, марганец/бронза как правило дороже чем чугунные, но обеспечивают превосходную износостойкость. В двигателях на этилированном бензине направляющие на основе бронзы ходят от 3 до 5 раз дольше, чем чугунные. Если бензин не этилированный, то разница не большая (информация поставщика бронзовых направляющих).
Но и тем не менее бронза по прежнему обеспечивает отличную передачу тепла, лучшую сопротивляемость «прихватыванию» и может работать на меньших допусках (что продлевает ходимость клапана и снижает расход масла). Это самые главные достоинства сплавов из бронзы.
Замена направляющих клапанов двигателя в Минске
Наши услуги
Прейскурант цен 2022 год
- Телефон:
+375 (29) 739 42 00
- Адрес:
г. Минск, Уручье, СТК «Боровая»
- Режим работы:
Пн.
 — Пт. 9.00 — 18.00
— Пт. 9.00 — 18.00
Сб. — Вс. — Выходной
Одной из ремонтных процедур ГБЦ является замена направляющих втулок клапанов. Данная деталь отвечает за точный ход штока клапана и плотное прилегание его тарелки к седлу.
Изготавливаются направляющие, как правило, из материала рассчитанного на серьезные динамические и температурные нагрузки. Поэтому служат довольно долго – до 200-300 тысяч км. пробега. Однако, как и все элементы головки блока, со временем подвергаются износу. Из-за этого может нарушиться их соосность со стержнем клапана. Последний начинает люфтить и разбивать седло, а также повреждать маслосъемные колпачки.
Признаки износа направляющих втулок клапанов:- Повышенный расход масла;
- Посторонние шумы в области ГБЦ;
- Излишний нагар на свечах зажигания.
Первоначально старые направляющие выпрессовываются из ГБЦ. Данную процедуру в нашем сервисе мы выполняем с помощью оправок из латуни или бронзы, а также специального съемника, что исключает повреждение посадочного стакана втулки в головке.
Данную процедуру в нашем сервисе мы выполняем с помощью оправок из латуни или бронзы, а также специального съемника, что исключает повреждение посадочного стакана втулки в головке.
Определенные особенности выпрессовки старых втулок существуют в зависимости от материала их исполнения. Если бронзовые направляющие довольно легко поддаются извлечению то, их чугунные аналоги с трудом выходят из ГБЦ без ее разогрева до 100 и более градусов Цельсия. Нагрев головки позволяет уменьшить натяг.
Запрессовка направляющих втулокДля того чтобы установить новые втулки, головка снова разогревается в электропечи, вместе с этим направляющие втулки охлаждаются в жидком азоте. Это позволяет уменьшить натяг и исключить повреждение посадочного гнезда. Установка новых втулок осуществляется также при помощи оправок ударным способом.
Финальным этапом замены данных деталей является их калибровка или расточка. Её выполняют при помощи алмазных разверток. После этого проводятся проверка зазора клапана в рабочем отверстии втулки. Он должен варьироваться от 0.02 до 0.04 мм. Как меньший, так и больший зазор могут привести к заклиниванию клапана либо его преждевременному износу.
Он должен варьироваться от 0.02 до 0.04 мм. Как меньший, так и больший зазор могут привести к заклиниванию клапана либо его преждевременному износу.
Почему менять втулки клапанов выгодно у нас?
- У нас работают квалифицированные мастера по ремонту ГБЦ;
- Мы работаем на точном импортном оборудовании;
- Мы даем Гарантию на работы!
- Бесплатная доставка по Минску.
Цена услуги
Best
- Для легковых автомобилей!
Записаться
Сравнение методов замены направляющих клапанов | Goodson Tools & Supplies
Главная → Газета Гудсона → Сравнение методов замены направляющей клапана
от Goodson Tools & Supplies
В прошлом мы обсуждали измерение ваших направляющих клапанов, чтобы определить, находятся ли они в допустимых пределах.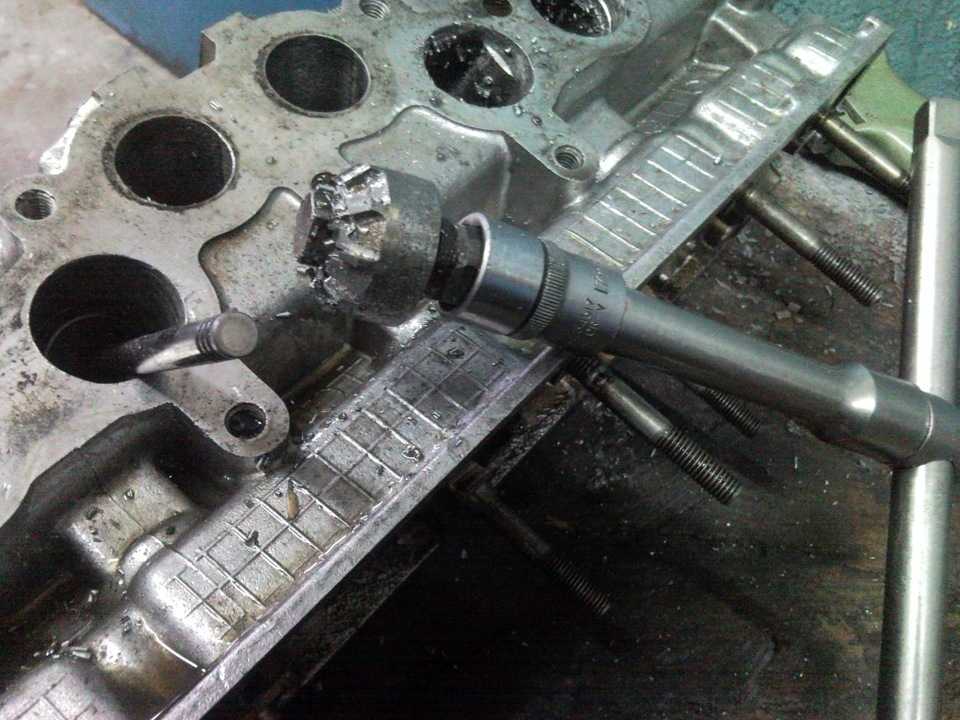
- Накатка
- Установка тонкостенных бронзовых направляющих
- Замена направляющих пластин
- Модификация направляющей клапана для установки штоков клапанов увеличенного размера
- Замена встроенных направляющих на ложные
- Установка спиральных вкладышей BronzeWall 2
К концу этой статьи вы должны иметь представление о плюсах и минусах каждого метода. Но независимо от того, какой метод вы выберете, важно, чтобы направляющая клапана была отцентрована, чтобы обеспечить правильное выравнивание всех компонентов. Также важно тщательно очистить головку ПЕРЕД сборкой клапанов. Любой мусор или металлическая стружка, оставшиеся в головке, вызовут преждевременный выход из строя. При выборе метода ремонта направляющих клапанов необходимо учитывать два фактора: стоимость и производительность.
| Способ ремонта | Преимущества | Недостатки |
| Накатка направляющей клапана | Низкая стоимость. Требуются простые инструменты (электрическая дрель, редуктор, накатная оправка, развертка, хонинговальный инструмент и инструмент для удаления заусенцев). Созданная спиральная канавка помогает удерживать масло в направляющей. Операция выполняется на скамье, а не на сидении, а на направляющей машине. | Временное исправление. Канавка смята, а не срезана. Ограничивается ремонтом чугунных направляющих. Groove затрудняет измерение внутреннего диаметра направляющей. Ограничено износом направляющей менее 0,005 сверх указанного зазора. |
| Тонкостенные Бронзовые вкладыши | Более низкая стоимость по сравнению с фальшивыми направляющими. Улучшает работу чугунных направляющих. Сплав фосфористой бронзы превосходит чугун. Сменный. Операция обычно выполняется на скамье, а не на сиденье и направляющей машине. Сплав фосфористой бронзы обладает высокими прочностными характеристиками и хорошими теплообменными свойствами. | Требуется специальный инструмент. Для каждой направляющей клапана требуется несколько шагов. Особое внимание следует уделить тому, чтобы выравнивание направляющих не сместилось во время установки. При установке вкладыша в существующую неинтегрированную направляющую важно, чтобы направляющая была прочной (не ослаблена и не повреждена) в литой головке. |
| Сменные направляющие вставки | Предназначен для замены при износе. Удобство обслуживания — идеально подходит для автопарка или других транспортных средств с высокой нагрузкой. | Направляющие вставкимогут привариться к головке во время работы двигателя, что затруднит их удаление. В редких случаях направляющие вставки могут сжиматься во время использования, что может привести к повреждению головки, если они будут перемещаться вверх и вниз вместе со штоками клапана. Замена в этом случае требует специального инструмента для установки направляющих наружного диаметра увеличенного размера. |
| Модификация направляющих для штоков клапанов увеличенного размера | Рекомендуемый метод, если вы все равно будете заменять клапаны. Может выполняться с помощью развертки или хонинга направляющих клапанов. Хонингование дает точный контроль зазоров. | Для надежного уплотнения могут потребоваться другие уплотнения штока. Приводит к другим операциям, таким как замена сиденья. Не все магазины оборудованы для обслуживания этих модифицированных головок. Потребуется специальный инструмент. |
| Замена встроенных направляющих ложными (ремонтными) направляющими | Использует меньше инструментов, чем вкладыши. Операция выполняется на машине с сиденьем и направляющими, поэтому вы можете настроить один раз и выполнить все направляющие. Более быстрое снятие и установка по сравнению с тонкостенными вкладышами. Доступны варианты из сплава чугуна и бронзы. Самонесущий дымоход. Удобство обслуживания – в будущем его можно будет заменить с большей легкостью. | Большая масса направляющей более равномерно передает тепло на головку. Время настройки может быть непомерно высоким, если вы ремонтируете только одну или две направляющие в головке. В этих случаях методы на стенде обычно быстрее. В этих случаях методы на стенде обычно быстрее. |
| Установка вставок/втулок спирального типа Bronze-Wall 2® | Более низкая стоимость по сравнению с фальшивыми направляющими. Идеально подходит для ремонта некоторых, но не всех направляющих в головке. Направляющие с чрезмерным износом не будут поддерживать проводник. Износостойкий сплав фосфористой бронзы. Простота установки и удаления. | Требуется специальный инструмент из быстрорежущей стали, что делает срок службы инструмента непредсказуемым. Для установки требуется несколько шагов. Работает только в чугунных головках. |
Выберите систему, которая наилучшим образом соответствует вашим потребностям. Методы на стенде обычно используются мастерами-сделай сам и небольшими магазинами. Цеха с большим объемом могут оправдать расходы на направляющий и посадочный станок для замены направляющих, а также другие операции по механической обработке ГБЦ.
Вы также можете прочитать пару книг с отличным объяснением методов и пошаговыми инструкциями по большинству этих процедур. Первым из них является «Полное руководство по головке цилиндров и двигателю» Sunnen, написанное Джоном Г. Эдвардсом. К сожалению, эта книга больше не издается, но вы можете приобрести подержанную копию на E-Bay или Amazon. Вторая книга, которую мы рекомендуем, — это Engine Service Automotive Machining & Engine Repair Гэри Льюиса, опубликованная AERA.
Если вы запутались или у вас есть дополнительные вопросы, обратитесь в технический отдел.
Поделиться этой публикацией…
Предыдущий пост Следующий пост
NAPREC — Замена направляющей клапана
Компания NAPREC всемирно известна своими услугами. Они предлагают свои услуги для многих из самых популярных двигателей и транспортных средств. Это услуга по замене направляющих клапанов.
Это услуга по замене направляющих клапанов.
Характеристики
- Направляющие клапана можно приобрести отдельно или вам нужно будет отправить направляющие клапана и компанию Nengun для выполнения этих услуг
- Вам нужно будет отправить головку блока цилиндров и направляющие клапанов в Nengun для выполнения этих услуг
- Цена включает только обслуживание
- Процесс занимает около 1 месяца после прибытия головки в наш офис
Примечания
- Дополнительные расходы могут потребоваться на ремонт и другие услуги, необходимые для вашего двигателя. Если вы не уверены в своем двигателе, пожалуйста, спросите здесь, прежде чем размещать заказ.
- При заказе укажите код двигателя.
- Стоимость доставки указана только для обратной доставки.
Другое
| Деталь | Цена | Заказ |
|---|---|---|
Счетчик 4–4 клапана/цилиндр (боксер) С4 4В | евро € 114,87 евро € 124,85 | |
Прямой 3-2 клапана/цилиндр Д3 2В | евро 43,07 евро евро € 46,82 | |
Прямой 3-4 клапана/цилиндр Д3 4В | евро € 86,15 евро 93,64 евро | |
Прямой 6-2 клапана/цилиндр Д6 2В | евро € 86,15 евро € 93,64 | |
Прямой 6-4 клапана/цилиндр Д6 4В | евро € 172,30 евро € 187,28 | |
Прямой 4-2 клапана/цилиндр С4 2В | евро € 57,43 евро 62,43 евро | |
Прямой 4-4 клапана/цилиндр С4 4В | евро € 114,87 евро € 124,85 | |
V6 — 2 клапана/цилиндр В6 2В | евро € 86,15 евро 93,64 евро | |
V6 — 4 клапана/цилиндр В6 4В | евро € 172,30 евро € 187,28 | |
V8 — 2 клапана/цилиндр В8 2В | евро € 114,87 евро € 124,85 | |
V8 — 4 клапана/цилиндр В8 4В | евро € 229,73 евро € 249,71 | |
Счетчик 4–4 клапана/цилиндр (боксер) С4 4В | евро € 114,87 евро € 124,85 |
Прямой 3-2 клапана/цилиндр Д3 2В | евро 43,07 евро евро € 46,82 |
Прямой 3-4 клапана/цилиндр Д3 4В | евро € 86,15 евро 93,64 евро |
Прямой 6 — 2 клапана/цилиндр Д6 2В | евро € 86,15 евро 93,64 евро |
Прямой 6-4 клапана/цилиндр Д6 4В | евро € 172,30 евро € 187,28 |
Прямой 4-2 клапана/цилиндр С4 2В | евро € 57,43 евро 62,43 евро |
Прямой 4-4 клапана/цилиндр С4 4В | евро € 114,87 евро € 124,85 |
V6 — 2 клапана/цилиндр В6 2В | евро € 86,15 евро 93,64 евро |
V6 — 4 клапана/цилиндр В6 4В | евро € 172,30 евро € 187,28 |
V8 — 2 клапана/цилиндр В8 2В | евро € 114,87 евро € 124,85 |
V8 — 4 клапана/цилиндр В8 4В | евро € 229,73 евро € 249,71 |
Да! Мы отправляем в Германию и 150 других стран мира!
Добавьте детали в корзину и начните оформление заказа, чтобы выбрать Почту Японии EMS и ePacket, FedEx, DHL и другие варианты доставки.