Тепловой зазор поршневых колец
Двигатель внутреннего сгорания фактически является тепловой машиной. В процессе работы такого двигателя целый ряд нагруженных деталей в конструкции ЦПГ и ГРМ подвергается температурному расширению в результате значительного нагрева. По этой причине для нормальной работы ДВС в отдельных конструкциях предусмотрена самостоятельная регулировка теплового зазора клапанов (при отсутствии гидрокомпенсаторов).
Рекомендуем также прочитать статью о том, что такое гидрокомпенсатор. Из этой статьи вы узнаете о назначении, устройстве и особенностях работы гидротолкателей.Регулировать тепловые зазоры клапанов необходимо каждые 30-40 тыс. км. пробега, а также в случае появления стука клапанов на холодном или горячем двигателе. Отдельного внимания также требует тепловой зазор между поршнем и цилиндром, а точнее тепловой зазор поршневых колец.
Содержание статьи
Какой зазор должен быть на поршневых кольцах
На поршень устанавливается два типа поршневых колец:
- компрессионные кольца;
- маслосъемные кольца;
Также компрессионные кольца делятся на верхнее компрессионное и нижнее компрессионное кольцо.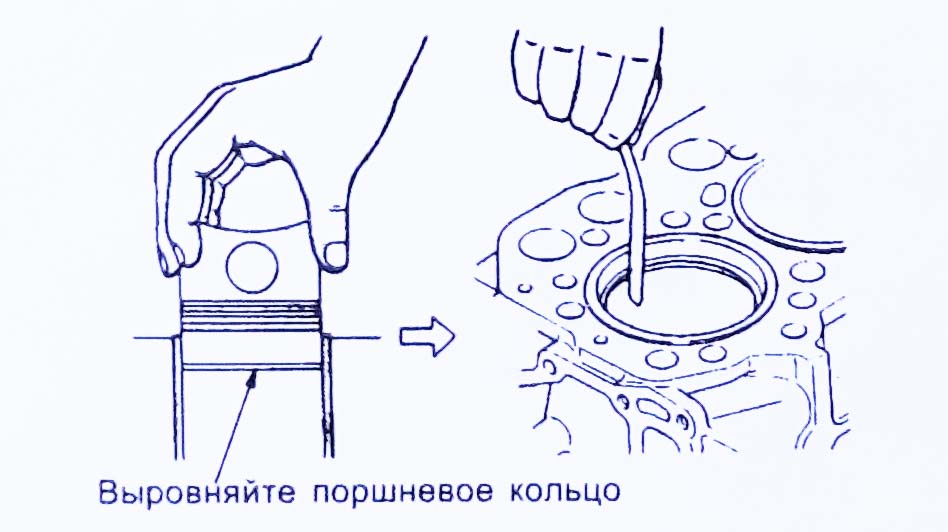 Задачей данных колец является герметизация камеры сгорания и предотвращение прорыва значительной части отработавших газов в картер двигателя. Маслосъемные кольца осуществляют снятие излишков моторного масла со стенок цилиндра, благодаря чему масло не попадает в камеру сгорания в избыточном количестве.
Задачей данных колец является герметизация камеры сгорания и предотвращение прорыва значительной части отработавших газов в картер двигателя. Маслосъемные кольца осуществляют снятие излишков моторного масла со стенок цилиндра, благодаря чему масло не попадает в камеру сгорания в избыточном количестве.
Тепловой зазор в замке поршневых колец является важным параметром, который необходимо в обязательном порядке учитывать при подборе колец в процессе их замены или комплексного ремонта ЦПГ.
Такой ремонт обычно предполагает расточку блока цилиндров, установку ремонтных поршней и колец. Указанный тепловой зазор является допуском, который учитывает расширение детали с нагревом, то есть когда происходит изменение определенных параметров. Допустимый зазор между поршнем и цилиндром является таким зазором, при котором наблюдается нормальная работоспособность всех элементов. Детали весьма плотно подогнаны друг к другу, но при этом не происходит их повреждения и заклинивания.
Другими словами, допустимый зазор поршневых колец позволяет после теплового расширения добиться такого теплового пространства (зазор между поршнем и цилиндром), при котором плотно прижатые к стенкам цилиндров поршневые кольца создают надежное уплотнение. При этом расширившиеся под воздействием высокой температуры кольца должны сохранять подвижность в канавках на поршне и создавать надежное уплотнение, при этом не препятствуя нормальному перемещению поршня. Параллельно с этим поршневые кольца должны эффективно отводить избытки тепла от нагретых поршней.
При этом расширившиеся под воздействием высокой температуры кольца должны сохранять подвижность в канавках на поршне и создавать надежное уплотнение, при этом не препятствуя нормальному перемещению поршня. Параллельно с этим поршневые кольца должны эффективно отводить избытки тепла от нагретых поршней.
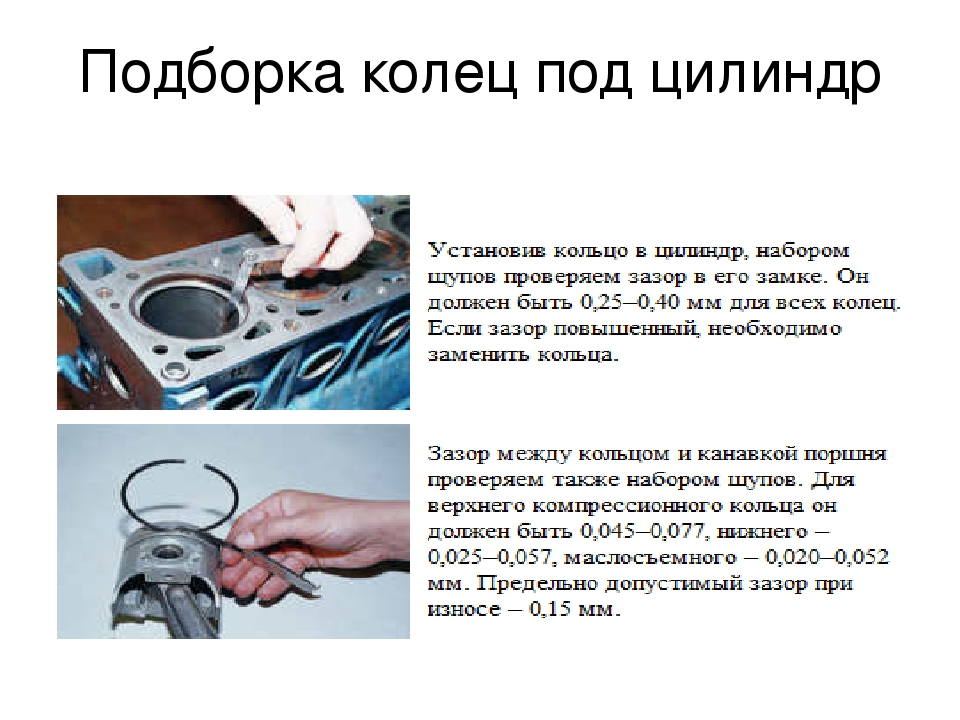
Поршневое кольцо не является цельным, так как имеет разрез (замок). Благодаря указанному разрезу удается избежать заклинивания при нагреве и достичь упругости кольца для плотного прижатия к стенкам цилиндра. После установки кольца на поршень и помещения поршня в цилиндр образуется зазор в замке поршневых колец. Такой зазор составляет 0.3- 0.6 миллиметра.
Замок поршневого кольца может быть выполнен в виде прямого или косого среза. Замок с прямым разрезом менее предпочтителен, так как в области краев среза создается сильное давление на стенки цилиндра. Данная особенность конструкции замка вызывает ускоренный износ зеркала цилиндров, после чего происходит утечка газов и повышается расход масла на угар. Увеличение зазора поршневого кольца от допустимых параметров ухудшает уплотнение. Уменьшение зазора колец может привести к их разрушению, заклиниванию или образованию задиров на стенках цилиндров.
Увеличение зазора поршневого кольца от допустимых параметров ухудшает уплотнение. Уменьшение зазора колец может привести к их разрушению, заклиниванию или образованию задиров на стенках цилиндров.
Как влияет тепловой зазор поршневых колец на расход масла
В последнее время среди производителей наблюдается тенденция к увеличению тепловых зазоров компрессионных поршневых колец. Зазоры на таких кольцах находятся в диапазоне от 1 до 2 мм. Обычно такой увеличенный зазор актуален для второго компрессионного кольца.
Дело в том, что прижим поршневых колец (как первого верхнего, так и второго компрессионного) практически полностью зависит не от степени упругости самого кольца, а от давления, которое возникает во время сгорания заряда топливно-воздушной смеси в рабочей камере. Отработавшие газы попадают в канавки на поршне, после чего оказываются на обратной стороне колец. В результате происходит увеличение прижимного усилия колец к стенке цилиндра. Наиболее сильно газы воздействуют на первое (верхнее) компрессионное кольцо, а также влияют на прижим второго компрессионного поршневого кольца.
С учетом вышесказанного необходимо отметить, что в режиме работы двигателя на холостом ходу и малых нагрузках давление газов заметно слабее по сравнению с режимом средних и максимальных нагрузок. По этой причине компрессионные поршневые кольца не так сильно прижаты к стенке цилиндра на таких режимах работы ДВС.
Следует добавить, что второе компрессионное кольцо также частично снимает масло. Получается, недостаточное давление и слабое прилегание вызывает повышение расхода моторного масла на холостых оборотах и при минимальных нагрузках на мотор.
Для уменьшения расхода масла производители выполняют увеличение тепловых зазоров поршневых колец. Через увеличенные зазоры газы даже под относительно небольшим давлением намного активнее проникают в кольцевую канавку, после чего попадают на обратную сторону кольца.
Прижим колец улучшается, герметизация камеры сгорания остается на приемлемом уровне, при этом расход масла удается снизить. Единственным недостатком увеличенного зазора колец можно считать большее количество газов, которые попадают в картер через увеличенные зазоры.
Подведем итоги
От правильно подобранного теплового зазора поршневых колец зависит как ресурс самих колец, так и исправность работы всей ЦПГ. Естественный радиальный износ колец приводит к увеличению тепловых зазоров, после чего герметизация камеры сгорания ухудшается.
Одной из важнейших функций колец параллельно уплотнению и удалению масла является терморегуляция. Через кольца реализован отвод тепла от поршня. При увеличении теплового зазора, а также при его уменьшении данная функция выполняется менее эффективно.
Необходимо отметить, что для двигателя намного более опасен уменьшенный зазор. Если минимальный зазор в замках (тепловое пространство) сократить до показателя 0.2 миллиметра, после нагрева и выхода мотора на рабочие температуры зазор в замке может полностью отсутствовать. В результате кольцо сильно давит на стенки цилиндра, значительно возрастает износ колец, нарушается теплообмен, а также повышается риск образования задиров.
Читайте также
Тепловой зазор поршневого кольца и расход масла
Ошибочные оценки тепловых зазоров поршневых колец
Ситуация:
Тепловые зазоры некоторых новых компрессионных поршневых колец становятся предметом рекламации. В отличие от обычных тепловых зазоров поршневых колец в диапазоне от 0,3 до 0,6 мм их размеры составляют от 1 до 2 мм и поэтому считаются слишком большими. Особенно это касается второго компрессионного поршневого кольца, в отношении которого часто предполагается ошибочная поставка или производственный дефект.
Причина:
До 90% общего усилия прижима компрессионных поршневых колец создается во время такта расширения (рабочий ход) за счет давления сгорания. Отработавшие газы проникают в кольцевые канавки и таким образом попадают на обратные стороны поршневых колец.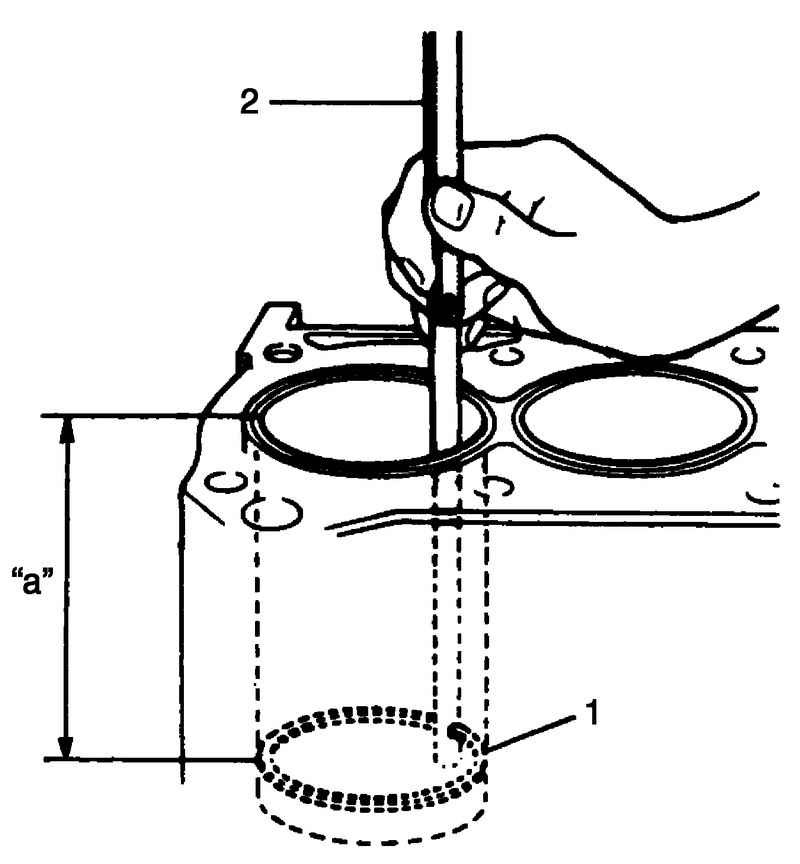
Проблема:
На холостом ходу и в режиме частичной нагрузки давление сгорания ниже, чем в режиме полной нагрузки. Из-за этого компрессионные поршневые кольца с меньшей силой прижимаются к стенке цилиндра, что отражается в первую очередь на функции съема масла второго компрессионного поршневого кольца. У определенных двигателей это приводит к повышению расхода масла.
Устранение недостатка:
По указанным выше причинам изготовители двигателей выполняют конструктивную подгонку (увеличение) тепловых зазоров поршневых колец. Благодаря увеличенному зазору газы под давлением сгорания быстрее проникают в кольцевую канавку и тем самым на обратную сторону поршневого кольца.
За счет этой меры улучшаются маслосъемная и герметизирующая функции, а вместе с этим уменьшается расход масла при работе на холостом ходу и в режиме частичной нагрузки.
Дополнительная информация:
Широко распространено мнение, что большие тепловые зазоры поршневых колец служат причиной повышенного расхода масла. Однако это предположение ошибочно. Увеличенные тепловые зазоры поршневых колец вызывают незначительное увеличение прорыва газов, но не повышенный расход масла. Правильно следующее: по мере износа поршневых колец увеличиваются их тепловые зазоры. Функциональные параметры поршневого кольца с уменьшенным сечением ухудшаются, в результате чего он больше не обеспечивает надлежащей герметизации. Как увеличенный тепловой зазор, так и повышенный расход масла являются последствиями радиального износа поршневых колец.
Справочная и техническая информация о деталях двигателей
Назначение поршневых колецПоршневые кольца предназначены для обеспечения герметичности внутрицилиндрового пространства, т.е. для предотвращения прорыва газов из этого пространства в картер двигателя. Одновременно поршневые кольца отводят в стенки цилиндра большую часть воспринимаемого днищем поршня тепла и препятствуют проникновению масла из картера двигателя внутрь цилиндров.
В современных быстроходных, отличающихся высокой степенью сжатия двигателях, поршневые кольца применяют трех видов:
- Компрессионные поршневые кольца
- Маслосъемные поршневые кольца
- Компрессионно-маслосъемные поршневые кольца (комбинированные)
Компрессионные кольца. Компрессионные поршневые кольца работают в очень тяжелых условиях, они подвергаются воздействию высоких температур, работают в условиях полужидкостного трения с большой переменной скоростью скольжения, а так же испытывают воздействие значительных сил давления газов, внутренних сил упругости и сил трения. Компрессионные кольца должны предотвратить попадание отработавших газов из камеры сгорания в кривошипную камеру.
 Проходя через этот лабиринт, состоящий из торцевых и радиальных зазоров между кольцами и стенками кольцевых канавок, газы постепенно расширяются, вследствие чего их давление и скорость истечения снижаются.
Проходя через этот лабиринт, состоящий из торцевых и радиальных зазоров между кольцами и стенками кольцевых канавок, газы постепенно расширяются, вследствие чего их давление и скорость истечения снижаются.Маслосъемные кольца. Целью их работы является максимальное уменьшение расхода масла, при постоянной и достаточной смазке деталей скольжения и одновременно минимальная газопроницаемость. Вследствие насосного действия компрессионных колец, а так же разряжения в цилиндре во время всасывания в камеру поступает масло, где оно частично сгорает. Маслосъемные кольца снимают лишнее масло со стенок цилиндров и предотвращают по мере возможности попадание смазочного масла в камеру сгорания.
Компрессионно-маслосъемные кольца (комбинированные). Компрессионно-маслосъемные кольца совмещают в себе основную функцию компрессионных и маслосъемных колец, это означает, они в основном предотвращают попадание отработавших газов в кривошипную камеру и снимают лишнее масло со стенки цилиндра.
Зазоры поршневых колец. — Обслуживание и ремонт
Измерение зазоров поршневых колец зачастую неправильно понятая и ввергнутая в заблуждение часть работы по их замене. Можно выделить минимальный и максимальный кольцевой зазор, который нужно учитывать для лучшего результата при установке нового комплекта. Минимальный кольцевой зазор следует учитывать в обязательном порядке, чтобы предотвратить встык концовок, пока кольцо расширяется при подводе мотора к рабочей температуре.Схема работы поршневых колец.
Для разных тепловых режимов и типов двигателей существуют разные рекомендации тепловых зазоров колец:
1. Городская, утилитарная техника не подвергающаяся нагрузкам высоких температурных режимов (таких как в драгрейсинге или моторах с закисью озота) в среднем устанавливают зазоры с коэффициентом 0.0045 x Диаметр Цилиндра для однокольцевых поршней (двух-тактных моторов), а так же 0.
 003 x ДЦ верхнее кольцо / 0.0038 x ДЦ нижнее кольцо для поршней с двумя кольцами (двух-тактных моторов).
003 x ДЦ верхнее кольцо / 0.0038 x ДЦ нижнее кольцо для поршней с двумя кольцами (двух-тактных моторов).Сюда относятся мопеды, минимотоциклы, скутеры, шоссейные мотоциклы, кроссовые мотоциклы, квадроциклы и гидроциклы работающие на двух-тактных моторах.
Для четырёх-тактных моторов рекомендуемый зазор первого кольца 0.004 x ДЦ, второго 0.005 x ДЦ и маслосъёмные(оба) минимум 0.015 x ДЦ.
Сюда так же относятся утилитарные мотоциклы для кросса, квадроциклы и снегоходы.
2. Гоночная, спортивная техника, обычно функционирующая в режимах повышенной тепловой нагрузки требует минимальных зазоров колец немного больше чем утилитарной техники:
Два такта — для одного кольца 0.005 x ДЦ, для двух 0.0045/0.0055 x ДЦ
Четыре такта — Верхнее кольцо 0.005 x ДЦ, второе кольцо 0.0055 мм x ДЦ и маслосъёмные не менее 0.015 x ДЦ
Например: Диаметр цилиндра на мопеде Yamaha Jog 40 мм
У стандартного поршня этого мопеда два кольца, значит первое кольцо 40*0. 003, что означает рекомендованный зазор 0.12 мм.
003, что означает рекомендованный зазор 0.12 мм.
Второе кольцо 40*0.0038, что означает рекомендованный зазор 0.15 мм.
Пример №2: Диаметр цилиндра на мотоцикле Yamaha Tricker 74 мм.
Рекомендуемый зазор верхнего кольца 74*0.004, а второго кольца 74*0.005.
Что означает зазор 0.29 мм первого, 0.37 мм второго и 1.11 мм маслосъёмных.
Заявленное значение производителем: 0.19-0.31 минимум/максимум для верхнего кольца, 0.30-0.45 минимум/максимум для второго кольца.
*ДЦ — диаметр цилиндра.
Типы профиля.
Для того, чтобы замерить зазор колец вам потребуется набор щупов подходящего размера и рабочий цилиндр на который эти кольца были или будут установлены.
Используя не новый цилиндр, следует делать измерения в максимально нижней части цилиндра, так как эта часть не изношена, на что кольца рассчитаны. Измерение зазоров поршневых колец в изношенной части цилиндра покажет увеличение зазора в прямой зависимости от степени износа. Иллюстрация ниже показывает это.
Иллюстрация ниже показывает это.
Изображено влияние конусности изношенного цилиндра на зазор поршневых колец. Если цилиндр изношен чрезмерно, то его следует растачивать.
Максимальные зазоры поршневых колец немало важная составляющая, характеризующая снижение компрессии, потерю мощности и катастрофически слабый контроль масла. Данная диаграмма показывает спецификации для зазоров колец изложенные в SAE (всемирное Общество Автомобильных Инженеров)в качестве стандартов для производителей поршневых колец.
Важным фактом следует запомнить, что производитель жёстко придерживается этих допусков и зазоры кольца проверяются датчиками с точностью до 0.0025 мм на ДЦ. Любое увеличение диаметра цилиндра используется в деле, всё что более спроектированного размера, в результате даёт около 0.076 мм увеличения зазора колец на каждые 0.025 мм увеличения ДЦ.
Производители рекомендуют максимум 0.076 мм износа на каждый дюйм ДЦ, но не достигать 0.30 мм в любом случае для успешной и своевременной замены поршневых колец. Если же цилиндр изношен сверх этого, следует растачивать диаметр под увеличенный размер колец соответствующего размера. Проверка зазоров колец может дать информацию о приближении износа цилиндра так же хорошо, как и позволит избежать ошибок при установке неподходящих колец.
Если же цилиндр изношен сверх этого, следует растачивать диаметр под увеличенный размер колец соответствующего размера. Проверка зазоров колец может дать информацию о приближении износа цилиндра так же хорошо, как и позволит избежать ошибок при установке неподходящих колец.
Устанавливать кольца рекомендуется в правильном порядке и положении:
Не располагайте зазоры соосно тяге поршня и отверстию поршневого пальца.
Не пытайтесь замкнуть расширитель маслосъёмных колец, его концовки должны свободно прилегать.
К сожалению, у разных производителей встречаются разные рекомендации установки колец.
Как вы будете устанавливать кольца, решать вам.
Различные виды концовок поршневых колец.
Специальные предложения по запчастям для ATV
Наш сайт носит только информационный характер и не является публичной офертой, определяемой положениями Статьи 437 (2) ГК РФ. Для получения точной информации о наличии и стоимости любого товара, пожалуйста, обращайтесь к продавцу магазина по электронной почте. Просьба производить оплату, только после подтверждения наличия. При заказе запчастей будьте внимательны, электронные компоненты и детали имеющие признаки установки, обмену и возврату не подлежат, также при ошибке с вашей стороны стоимость услуг по доставке не возвращается. В соответствии ФЗ РФ «О персональных данных», N 152-ФЗ ст 6, нажимая кнопку «Купить» или выбирая пункт сайта «Личный кабинет», «Регистрация» или «Оформить покупку» вы выражаете согласие с тем что ваши персональные данные получены только для исполнения конкретного договора купли-продажи с конкретным человеком и больше никак не будут использоваться и тем более — распространяться. |
 17).
17). 24).
24). 2.Снятие и установка головки цилиндра
2.Снятие и установка головки цилиндра 3.0)
3.0) 3.3/п)
3.3/п) 2.4)
2.4) 5.3)
5.3) в.
в. 2)
2) Кассовый чек будет предоставлен не позднее конца следующего рабочего дня, в электронном виде на e-mail или отправлен вместе с заказом.
Любое использование информации с нашего сайта допускается, только при обязательном наличии обратной активной гиперссылки на www.moto7.ru
Кассовый чек будет предоставлен не позднее конца следующего рабочего дня, в электронном виде на e-mail или отправлен вместе с заказом.
Любое использование информации с нашего сайта допускается, только при обязательном наличии обратной активной гиперссылки на www.moto7.ruТехническая информация о ремонте цилиндро-поршневой группы.
РЕМОНТ ЦИЛИНДРО-ПОРШНЕВОЙ ГРУППЫ
Поршни RPM для снегоходов изготовлены в соответствии со спецификациями производителей снегоходов. Эти поршни продаются в комплекте с поршневыми кольцами, пальцем и стопорными кольцами. Все эти части взаимозаменяемы с оригинальными.
Поршни RPM для гидроциклов в основном изготовлены в соответствии со спецификациями производителей гидроциклов
однако стопорные кольца этих поршней выполнены методом штамповки в отличии от оригинальных стопорных колец которые обычно изготавливают из проволоки.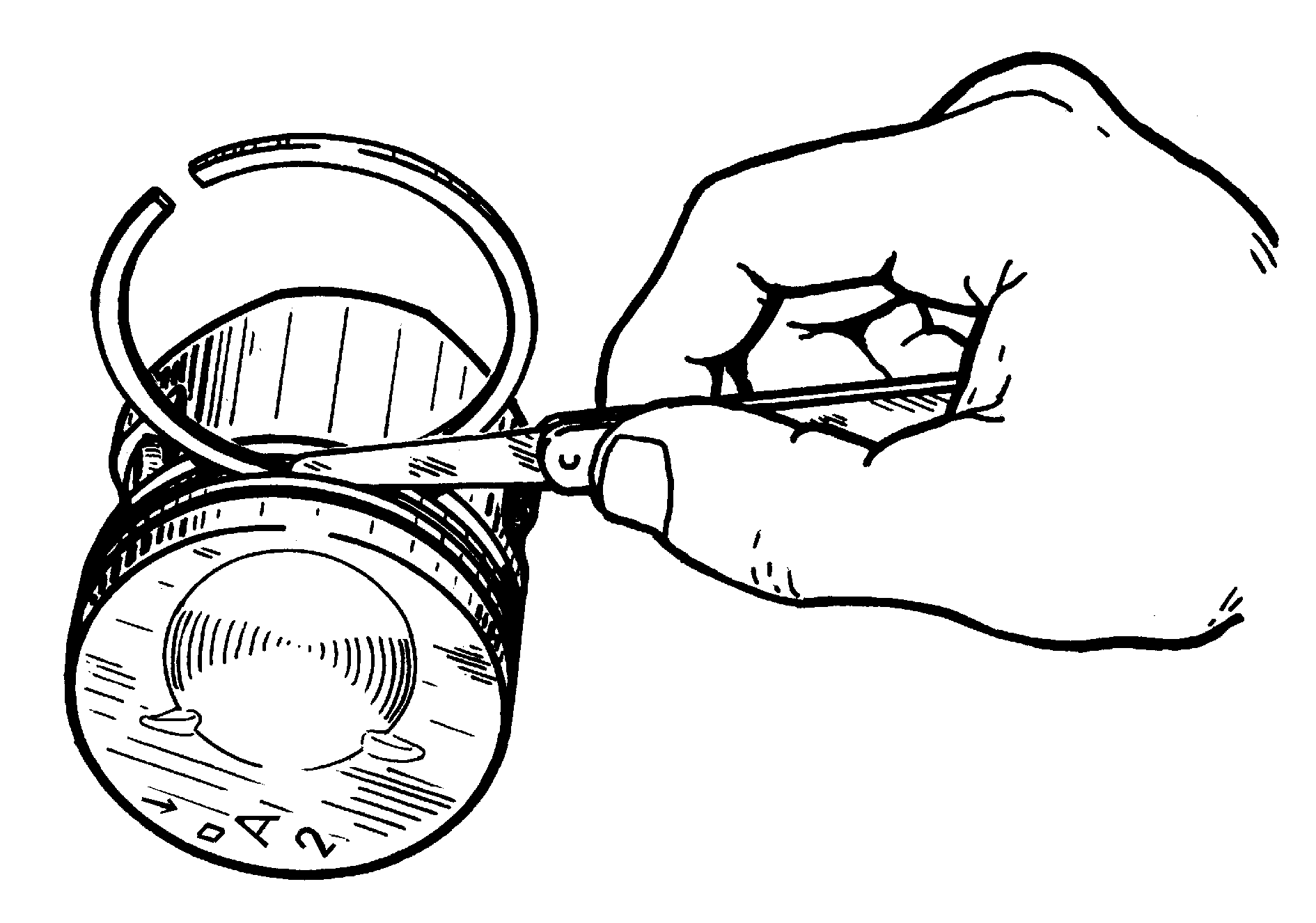 Эти поршни продаются в
комплекте с поршневыми кольцами, пальцем и стопорными кольцами.
Эти поршни продаются в
комплекте с поршневыми кольцами, пальцем и стопорными кольцами.
Поршни WSM для гидроциклов изготовлены в соответствии со спецификациями производителей гидроциклов. Эти поршни продаются в комплекте с поршневыми кольцами, пальцем и стопорными кольцами. Все эти части взаимозаменяемы с оригинальными.
Как установить поршень:
Перед установкой нового поршня в двигатель необходимо точно установить причину по которой сгорел или заклинил предыдущий поршень и устранить эту неисправность. Чаще всего причиной такой поломки является слишком бедная смесь или подсос воздуха в картер двигателя.
Помните! Замена сгоревшего поршня на новый, без устранения причины поломки, не решает вашу проблему, а приводит к очередной поломке.
Тщательно измерьте цилиндр. Если его эллипсность или бочкообразность превышают 0,07 мм, такой цилиндр необходимо растачивать в новый ремонтный размер, а никосилевый цилиндр должен быть заменен или загильзован ремонтной чугунной гильзой.
В двухтактных двигателях снегоходов зазор в сопряжении «поршень-цилиндр» («поршневой зазор») должен составлять:
— для поршней диаметром менее 65,00 мм — 0,08-0,11 мм
— для поршней диаметром более 65,00 мм — 0,11-0,15 мм
В двухтактных двигателях гидроциклов зазор в сопряжении «поршень-цилиндр» («поршневой зазор») должен быть следующим:
KAWASAKI (все модели) — 0,10-0,12 мм
POLARIS 650/750/780 — 0,11-0,13мм
POLARIS 700/1050 — 0,14-0,16мм
SEA-DOO (все модели) — 0,11-0,13мм
YAMAHA (все модели) — 0,10-0,12мм
Внимание! Важно! Если вы устанавливаете поршень во вновь расточенный цилиндр, пожалуйста соблюдайте рекомендации раздела “Как
установить и расточить гильзу”, который находится ниже.
Внимание! Перед установкой поршневых колец на поршень ОБЯЗАТЕЛЬНО проверьте зазор в замках колец.
Для двигателей снегоходов этот зазор должен быть в приделах 0,25-0,60 мм.
Для двигателей гидроциклов рекомендуемые зазоры приведены ниже:
KAWASAKI 650 и 900 — 0,25-0,40мм
KAWASAKI 750/1100 — 0,25-0,50мм
POLARIS 650/750/780 — 0,25-0,55мм
POLARIS 700/1050 — 0,25-0,55мм
SEA-DOO (все модели) — 0,25-0,45мм
YAMAHA (все модели) — 0,20-0,40мм
Помните! Невыполнение этого требования приведет к поломке двигателя!
Некоторые модели поршневых колец имеют клинообразный профиль. Обратите на это внимание при установке колец на поршень. Если кольцо не садится в канавку поршня, возможно вы
вставляете его неправильной стороной.
Обратите на это внимание при установке колец на поршень. Если кольцо не садится в канавку поршня, возможно вы
вставляете его неправильной стороной.
При установке поршня в цилиндр стрелка на его дне должна смотреть на выпуск а стопорные штифты на впуск! Исключение составляют некоторые модели двигателей POLARIS у которых стрелка направлена в сторону магнето.
Стопорные кольца поршневого пальца необходимо устанавливать замком вверх.
Штампованные стопорные кольца устанавливают острой кромкой наружу.
Для установки стопорных колец необходимо ОБЯЗАТЕЛЬНО использовать специальный инструмент! Установка стопроных колец с помощью отвертки,
плоскогубцев, молотка или другого подобного инструмента приводит к их деформации, и как следствие, к поломке двигателя.
Тщательно пороверьте положение стопорного кольца в канавке! Кольцо должно полностью сесть в канавку.
Стопорные кольца не рекомендуется использовать повторно.
Внимание! При несоблюдении вышеуказанных правил стопорное кольцо может выскочить из канавки во время работы двигателя, что приведет к его поломке.
Как установить и расточить гильзу:
Конструктивно, наиболее распространены три типа цилиндров:
— Цилиндры с алюминиевой рубашкой и запрессованной в неё чугунной гильзой. Для удаления гильзы из такого цилиндра достаточно его нагреть до 200-250 °С и немного придавив, выпрессовать старую гильзу.
Внимание! Не пытайтесь выпрессовать такую гильзу не нагревая цилиндр. Это приведет к повреждению поверхности отверстия рубашки и непозволит правильно установить новую гильзу.
Это приведет к повреждению поверхности отверстия рубашки и непозволит правильно установить новую гильзу.
— Цилиндры с алюминиевой рубашкой и залитой в неё чугунной гильзой. Гильзу из такого цилиндра можно удалить, только вырезав её в расточном станке, так как она имеет наружные ребра которые не позволяют ей выйти из рубашки.
Для ремонта таких цилиндров используют два варианта ремонтных гильз. В первом варианте ремонтная гильза имеет наружный размер немного больше чем та, которая была залита в цилиндр при его изготовлении. При этом вырезав полностью старую гильзу, новую, запрессовывают в алюминиевую рубашку непосредственно.
Второй вариант предусматривает, что старая гильза полностью не удаляется, а лишь растачивается до максимально возможного диаметра, после чего в неё запрессовывается ремонтная гильза.
— Никосилевые цилиндры не имеют внутри чугунной гильзы. Они представляют собой алюминиевую рубашку, в которой рабочая поверхность цилиндра это алюминий со специальным покрытием, которое
обеспечивает твердость поверхности цилиндра на глубину менее 0,1 мм. При повреждении поверхности такого цилиндра его нельзя расточить в больший ремонтный размер, как цилиндр с чугунной
гильзой. Отремонтировать такой цилиндр можно запрессовав в него ремонтную чугунную гильзу. Для этого цилиндр необходимо расточить в расточном станке до наружного диаметра ремонтной
гильзы.
Они представляют собой алюминиевую рубашку, в которой рабочая поверхность цилиндра это алюминий со специальным покрытием, которое
обеспечивает твердость поверхности цилиндра на глубину менее 0,1 мм. При повреждении поверхности такого цилиндра его нельзя расточить в больший ремонтный размер, как цилиндр с чугунной
гильзой. Отремонтировать такой цилиндр можно запрессовав в него ремонтную чугунную гильзу. Для этого цилиндр необходимо расточить в расточном станке до наружного диаметра ремонтной
гильзы.
Перед установкой гильзы в цилиндр необходимо проверить натяг в сопряжении цилиндра и ремонтной гильзы. Он должен быть в приделах:
— При запрессовке гильзы в алюминиевый цилиндр — 0,08-0,11 мм
— При запрессовке гильзы в старую чугунную гильзу — 0,04-0,07 мм
Для установки ремонтной гильзы в цилиндр необходимо его нагреть до температуры 200-250 °С, вставить гильзу в подготовленное отверстие и пржать ее небольшим усилием пока
цилиндр не остынет.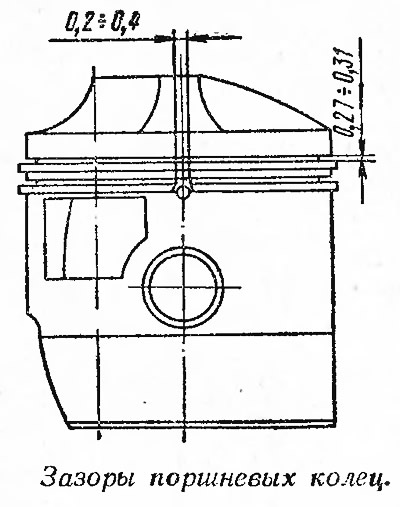
После установки гильзы необходимо притереть ее верхнюю плоскость к плоскости цилиндра.
Все ремонтные гильзы производятся с внутренним диаметром на 1,0-1,5 мм меньше стандартного (номинального). Это значит, что для установки в новую гильзу стандартного поршня её необходимо расточить до соответствующего размера.
Настоятельно рекомендуем убедиться лично, что цилиндр расточен правильно. Проверьте цилиндр на бочкообразность, особенно в зоне окон.
После расточки и хонингования на кромках окон которые расположены поперек направления хода поршня необходимо снять фаски, остальные кромки необходимо притупить. Фаски должны
быть сняты под углом 30° к рабочей поверхности цилиндра на глубину не менее 1мм.
Внимание! Информация приведенная в этом разделе не является учебным пособием по ремонту двигателей, а является рекомендацией для квалифицированных механиков.
Если вам необходимо отремонтировать двигатель, настоятельно рекомендуем обратиться к профессионалам.
Каким должен быть зазор в поршневых кольцах
Сколько водителей сталкивалось с вопросом – зазор в поршневых кольцах. А сколько водителей вообще не знакомо с таким понятием? Достаточно, для того, что бы эта статья заслуживала право на существование. Итак, давайте рассмотрим, что такое тепловой зазор в замке поршневых колец, и зачем он так необходим?
Отметим, что к поршневым деталям создаются очень большие требования по качеству. Это происходит потому что на них воздействуют инертные силы, силы действия газов и высокие температуры. Конструкция полного комплекта, его габариты и требуемые размеры, соответствие с выбранным материалом, точная реализация производственных технологий – все это необходимо для долговременной службы.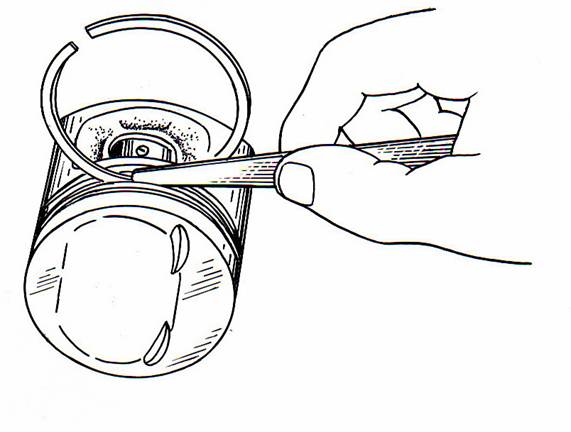 Но здесь мы не учли зазор в поршневых кольцах. Рассмотрим, что же он собой представляет.
Но здесь мы не учли зазор в поршневых кольцах. Рассмотрим, что же он собой представляет.
Содержание статьи
Для чего нужен зазор?
Что такое тепловой зазор? Каждая деталь двигателя автомобиля, которая подвергается воздействию высоких температур, обладает таким свойством как расширение. Многие это знают еще со школы. Так вот, при расширении детали изменяются ее параметры. Таким образом, изменение размеров детали может привести к ухудшению работы других элементов механизма, находящихся плотно друг к другу, или же к их повреждению.
В случае, когда из-за теплового расширения исчезает тепловое пространство, стыковые части прижимаются друг к другу, что чревато неприятными последствиями как для самых колец, так и для работы поршня.
Тепловой зазор в замке поршневых колец – очень важная конструктивная способность, обеспечивающая нормальную работу поршневых кругов. Главным условием для нормального функционирования, есть возможность его свободного вращения в канавке. Когда оно застрянет в канаве, оно не сможет обеспечить уплотнение, а так же отвод тепла.
Когда оно застрянет в канаве, оно не сможет обеспечить уплотнение, а так же отвод тепла.
Каким он должен быть?
Поршень имеет два вида колец: компрессионные (не пропускают сгоревшие газы) и маслосъемные (снимают излишки масла со стенок цилиндра). По своей конструкции они не сплошные, а имеют разрез, который позволяет ободу не заклинивать при нагреве. Также разрез способствует упругому прижатию к стенкам цилиндра. Очень важную роль в работе колец и цилиндра имеет наличие теплового пространства в замках. Допустимый его диапазон от 0.3 до 0.6 миллиметров. Не соблюдение диапазона может привести к отсутствию и большим повреждениям в цилиндре.
Гораздо лучше цениться косой срез. Так как давление на стенки происходит равномернее за счет то, что его края немного тоньше.
Полезно знать о промежутках в замках. Иногда механики пытаются сделать тепловое пространство в замках минимальным до 0.2 миллиметров. Это не редко приводит к тому, что появляются задиры колец и цилиндров. И это естественно, так как при нагревании детали пространство в замке становится меньше (или полностью отсутствует) и оно врезается в стенки цилиндра.
И это естественно, так как при нагревании детали пространство в замке становится меньше (или полностью отсутствует) и оно врезается в стенки цилиндра.
Самый простой замок с прямым разрезом имеет один недостаток – его концы имеют высокое давление на цилиндр, точнее на его стенки. Это приводит, прежде всего, к утечке масла и к преждевременному износу стенок.
Для того, чтобы подытожить вышесказанное, перечислим, какие же характеристики должны быть у поршневых колец и каков должен быть тепловой зазор поршневых колец:
- Регуляция температуры. Это одна из важнейших функций, поскольку большая масса тепла, которое поглощается поршнем в период сгорания, будет отводиться. Если такого отвода тепла не будет – поршень расплавится за считанные секунды.
- Давление. Основная функция состоит в том, чтобы уплотнять. И полная реализация этой характеристики возможна только при соответственном давлении. Когда давление появляется, оно влияет на поршневые круги, а они в свою очередь прижимается к стенкам цилиндра.
 Чтобы прижатие было равномерным – необходимо равномерное распределение и правильный зазор в поршневых кольцах.
Чтобы прижатие было равномерным – необходимо равномерное распределение и правильный зазор в поршневых кольцах. - Надежность и подача масла – маслосъемные. У них есть две маслосъемных перемычки, которые отвечают за необходимое количество подачи масла в размере 1-2 мкм. Если масло подается правильно – тогда расход его не большой, так же как и расход горючего. При этом будет максимально соблюдаться правило износа и срок службы будет увеличиваться.
В итоге, хотелось бы пожелать каждому автомобилисту и водителю, независимо от того, у него дизель или бензин, проверять самостоятельно или обращаться к специалистам в таком вопросе. Особенно, если речь идет об автомобилях с большим пробегом и больше 5 лет постоянной езды.
Видео “Проверка зазора в замке поршневого кольца”
Посмотрев запись, вы узнаете, по какому принципу подбираются поршневые кольца.
Насколько это важно и как исправить это
Один из ключей к успешной сборке двигателя — внимание к деталям. Создатели высокопроизводительных двигателей знают, что если вы потратитесь на мелочи, двигатель будет иметь хорошую мощность, будет реагировать на настройку и, как правило, будет выполнять свою часть сделки. Одно из мест, где эти мелочи могут окупиться, — это зазор между поршнем и кольцом.
Разумеется, большой зазор на конце кольца облегчает путь утечки. Это может напрямую стравить драгоценное давление в цилиндре, которого так трудно достичь. В идеальной ситуации этот разрыв сводится к абсолютному минимуму. Здесь мы применяем искусство заполнения зазоров между кольцами. Но есть много важных деталей, которые необходимо учитывать, прежде чем отказываться от верхнего и второго колец.
В идеальной ситуации этот разрыв сводится к абсолютному минимуму. Здесь мы применяем искусство заполнения зазоров между кольцами. Но есть много важных деталей, которые необходимо учитывать, прежде чем отказываться от верхнего и второго колец.
Поршень слева устанавливает верхнее кольцо дальше от деки, чем версия справа. Двигатели с наддувом и с турбонаддувом, как правило, делают это для защиты колец от чрезмерного нагрева. В двигателях с атмосферным наддувом кольцо перемещается ближе к верху.Это положение влияет на характеристики торцевого зазора. Также обратите внимание на углубление между верхним и вторым кольцами на поршне справа. Это сделано для увеличения объема в этой области, чтобы минимизировать повышение давления.
Во-первых, давайте посмотрим, почему существуют разные спецификации зазоров. Проблема, которая добавляет сложности, заключается в том, что производитель двигателя должен учитывать определенное количество тепла в цилиндре. Когда тепло воздействует на металл, например на поршневое кольцо, он расширяется.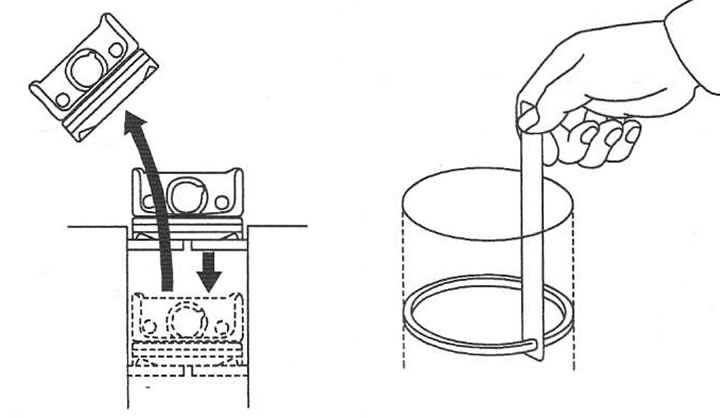 Поскольку кольцо находится в цилиндре, начальный холодный зазор закрывается при подаче тепла.Если присутствует достаточно тепла, концы кольца могут даже соприкоснуться. Как только это происходит, кольцо перестает выдерживать дальнейшее расширение и начинает затягиваться в отверстии.
Поскольку кольцо находится в цилиндре, начальный холодный зазор закрывается при подаче тепла.Если присутствует достаточно тепла, концы кольца могут даже соприкоснуться. Как только это происходит, кольцо перестает выдерживать дальнейшее расширение и начинает затягиваться в отверстии.
При достаточном расширении кольцо может захватить поршень. Мы лично были свидетелями того, как верхняя часть новейшего заэвтектического поршня отломилась в прорезях для возврата масла от заедания верхнего кольца из-за недостаточного торцевого зазора. Даже в легком случае, когда концы кольца почти не соприкасаются, результатом могут быть сильные зазубрины на стенке цилиндра и серьезные повреждения поршневых колец из-за чрезмерной нагрузки.
Одним из ключей к успешной сборке двигателя является предотвращение этого. Средний строитель, безусловно, может выбрать стандартные производственные кольца с зазорами, чтобы избежать этой проблемы. Хотя это работает, имейте в виду, что большинство производителей придерживаются консервативных взглядов и увеличивают зазор в верхнем кольце.
Вы можете приобрести такой инструмент для квадратного кольца или сделать его самостоятельно, поместив второе кольцо на старый поршень с плоским верхом немного меньшего размера. Плоская верхняя часть поршня будет квадратным сечением кольца в отверстии, и самое главное, этот инструмент ничего не стоит.
В качестве примера, на недавней сборке LS с объемом двигателя 5,7 литра с использованием штатных сменных колец на новом стандартном отверстии диаметром 3,898 дюйма, мы измерили зазор между верхним кольцом в 0,025 дюйма. Согласно Wiseco, для уличного двигателя без наддува он рекомендует 0,004 дюйма на дюйм диаметра отверстия.
Умножение 3,898 x 0,004 дюйма дает минимальный зазор верхнего кольца 0,01559 или 0,016 дюйма. Это огромная разница в зазоре по сравнению с серийным кольцевым пакетом. Есть ли измеримая разница в мощности между этими двумя промежутками? Если да, то он будет очень маленьким — в диапазоне от 1 до 2 фунт-фут крутящего момента.Но очевидно, что есть некоторые преимущества в дополнительных шагах для создания нестандартных кольцевых зазоров.
Задавать зазоры между кольцами следует только на чистом отверстии. Даже увеличение диаметра отверстия на 0,001 дюйма создаст разницу в концевом зазоре примерно на 0,003 дюйма. Как только кольцо станет квадратным в отверстии, начните с щупа, который подходит с небольшим сопротивлением, и увеличивайте его с шагом 0,001 дюйма до достижения плотного прилегания.
Heat — это основная переменная для настройки концевых зазоров верхнего и второго колец.Уличный двигатель без наддува, работающий на газовом насосе, будет генерировать гораздо меньшую температуру сгорания и давление, чем полностью подготовленный двигатель X275, работающий с наддувом 25 фунтов на квадратный дюйм. Этот гоночный двигатель будет выделять намного больше тепла при каждом сгорании, которое будет передаваться непосредственно на поршни и кольца.
Важное замечание при опиливании колец с помощью ручной шлифовальной машины — всегда поворачивать ручку так, чтобы абразив врезался внутрь. Обычно это против часовой стрелки. Это делает разрез снаружи внутрь кольца и сводит к минимуму повреждение лицевой поверхности кольца.Облицовка из молибдена иногда может отслаиваться, если разрезать ее изнутри к внешнему краю. Это древний инструмент Чайлдса и Альберта, который мы до сих пор иногда используем.
Это делает разрез снаружи внутрь кольца и сводит к минимуму повреждение лицевой поверхности кольца.Облицовка из молибдена иногда может отслаиваться, если разрезать ее изнутри к внешнему краю. Это древний инструмент Чайлдса и Альберта, который мы до сих пор иногда используем.
Для двигателей с ременным приводом и наддувом требуются даже большие зазоры, чем для двигателей с турбонаддувом или закиси азота. Основная причина этого в том, что мощный двигатель с наддувом должен генерировать значительную мощность только для того, чтобы приводить в действие нагнетатель. Эта мощность не отображается на динамометрическом листе, но для ее создания потребуется больше топлива.
Согласно техническим источникам в Vortech superchargers, двигатели Pro Mod с центробежным наддувом требуют от 900 до 950 лошадиных сил только для привода нагнетателя.Это означает, что двигатель должен сжигать дополнительное топливо на 900 л.с., чтобы приводить в действие вентилятор. Это, конечно, увеличивает тепло в камерах сгорания и, следовательно, требует более широких зазоров между верхними кольцами.
Другая переменная вступает в игру при использовании алюминиевого блока. Поскольку алюминий растет гораздо быстрее, чем железо, он может оказывать более сильное влияние на зазор между поршнем и кольцом. По словам Кейта Джонса из Total Seal, строитель может выдержать несколько более жесткие допуски на алюминиевый блок. Это потому, что блок будет расширяться больше, чем его железный аналог.Всегда лучше пользоваться рекомендациями компании-производителя используемых колец.
📲 𝕋𝔼ℂℍ 𝕍𝕀𝔻𝔼𝕆𝕊 𝔸ℝ𝔼 𝔹𝔸ℂ𝕂 📲 ••• Вы говорили, а мы слушали. Наша команда технических специалистов по продажам начала собирать 𝘜𝘱-𝘛𝘰-видео, в которых можно найти ответы на вопросы, которые могут возникнуть у наших клиентов. 📹Сначала Кевин Стадакер покажет вам основы работы с нашим Power Ring Filer. 💻Еще есть вопросы? Есть предложение? 📧 Напишите нам по адресу [email protected], и один из наших специалистов рассмотрит и поможет с вашим конкретным запросом.
🖥Следите за новостями 𝕋𝔼ℂℍ 𝕍𝕀𝔻𝔼𝕆𝕊 предоставлено вам TOTAL SEAL PISTON RINGSSPREAD THE WORD📢 LIKE.COMMENT.SHARE
Размещено компанией Total Seal Piston Rings в пятницу, 4 октября 2019 г.
Как мы видели, характеристики торцевого зазора кольца даны как зазор на дюйм отверстия. Для двигателя Chevy с малым блоком без наддува 350 с диаметром отверстия 4,00 дюйма и диаметром верхнего кольца 0,004 дюйма потребуется только зазор между верхним кольцом размером 0,016 дюйма. Но безнаддувный Chevy 540ci с двигателем 4.Для 50-дюймового отверстия потребуется больший зазор на 0,018 дюйма для верхнего кольца. Отверстие большего диаметра разметает кольцо с большей окружностью, что означает, что оно будет больше расти при воздействии того же тепла, что и кольцо меньшего диаметра.
Наш опыт работы с электрическими режущими инструментами заключается в том, чтобы обращаться с ними как с ручными и незаметно наблюдать за процессом резки, а не снимать весь материал за один проход.
Есть также специальные зазоры для второго кольца. Если мы вернемся в 70-е, мы найдем книгу S-A Design The Chevrolet Racing Engine, , написанную Биллом Дженкинсом.Он указал меньший зазор между вторым кольцом по сравнению с верхним кольцом. Некоторое время спустя производители двигателей обнаружили, что расширение концевого зазора второго кольца на самом деле снижает давление между двумя кольцами.
С увеличенными зазорами на втором кольце уплотнение верхнего кольца усиливается с минимальным давлением под верхним кольцом. В этом причина увеличения клиренса. Также указаны минимальные зазоры в зазоре для верхнего и нижнего колец для набора маслосъемных колец из трех частей.
Обрежьте кольцо только с одной стороны и убедитесь, что при заточке сохраняется перпендикулярный угол. Кольцо очень легко разрезать под углом, чего следует избегать. Посветите под кольцо светом, чтобы лицо было ровным.
Теперь, когда мы установили технические характеристики, мы можем погрузиться в процедуры. Для этого нам потребуются специализированные инструменты. Среднестатистический строитель справится со своей работой с ручным кольцевым фильтром, и на рынке есть несколько по цене менее 50 долларов.
Для этого нам потребуются специализированные инструменты. Среднестатистический строитель справится со своей работой с ручным кольцевым фильтром, и на рынке есть несколько по цене менее 50 долларов.
Вы могли видеть, как ребята опиливают кольца, проталкивая кольцо через файл, зажатый в тисках. Если вы живете на необитаемом острове и вынуждены собирать двигатель, это может быть приемлемо. Если вы не хотите покупать кольцевой фильтр, либо одолжите подходящий инструмент у друга, либо просто пропустите эту часть, посвященную индивидуальной подшивке зазоров в кольцах. Шансы правильно опилить кольцо с помощью напильника Барни Руббла не в вашу пользу. Вам также понадобится инструмент для квадрирования колец, чтобы каждое кольцо было квадратным в отверстии по размеру.Прямолинейность влияет на точность зазора.
Все наборы колец увеличенного размера имеют размер на 0,005 дюйма больше диаметра отверстия. Например, для отверстия диаметром 4,030 дюйма набор колец увеличенного размера будет иметь размер 4,035 дюйма. Первое, что нужно сделать, это измерить имеющийся разрыв. Даже при увеличении размера на 0,005 дюйма в кольце должен быть небольшой зазор.
Первое, что нужно сделать, это измерить имеющийся разрыв. Даже при увеличении размера на 0,005 дюйма в кольце должен быть небольшой зазор.
Начните с щупа, который легко заполняет зазор. Затем увеличьте размер кольца, чтобы немного расширить кольцо в отверстии. Работая со все более крупными щупами, мы получили 0.002 — повышение точности до 0,003 дюйма.
После каждой резки всегда обрабатывайте все четыре края обрезанной стороны точильным камнем. Это предотвратит повреждение стенки цилиндра, а также поршня при установке кольца. Также неплохо снять фаску с противоположной стороны, так как нередко встречаются острые края.
Нам нравится начинать процесс с подачи второго кольца. Таким образом, если вы сделаете небольшую ошибку и увеличите зазор на 0,002 дюйма, вы не потеряете сон из-за ошибки.Небольшой перестрелок на верхнем кольце тоже не повод для беспокойства. Джонс посоветовал нам не переживать из-за небольшого превышения разрыва.
Если мы вернемся к стандартному набору колец для LS1 с зазором 0,025 дюйма для отверстия диаметром 3,889 дюйма, то отклонение даже на 0,005 дюйма на отверстии диаметром 4,030 дюйма все равно будет в пределах разумного. Этот больший зазор может слегка повредить кольцевое уплотнение, но оно все равно будет работать должным образом и не обязательно будет обнаруживаться при испытании на утечку.
Этот больший зазор может слегка повредить кольцевое уплотнение, но оно все равно будет работать должным образом и не обязательно будет обнаруживаться при испытании на утечку.
После каждого разреза проверяйте зазор, чтобы убедиться в правильности разреза.MAHLE обращает внимание на чрезмерную фаску. В этом примере мы увеличили фаску, чтобы показать, чего следует избегать. Чрезмерная фаска может иметь тот же эффект, что и увеличение зазора.
При использовании ручного кольцевого фильтра начните с шести-десяти оборотов диска, слегка надавливая на кольцо, а затем снова проверьте зазор. На первых двух или трех кольцах может потребоваться несколько измерений, чтобы получить относительно точное количество оборотов машины.
Если вы уверены в количестве, было бы разумно начинать каждое новое кольцо примерно с 80% этого общего количества.Поэтому, если требуется 15 оборотов, чтобы установить правильный зазор для второго кольца, начните с нового кольца примерно с 12 оборотов и измерьте зазор.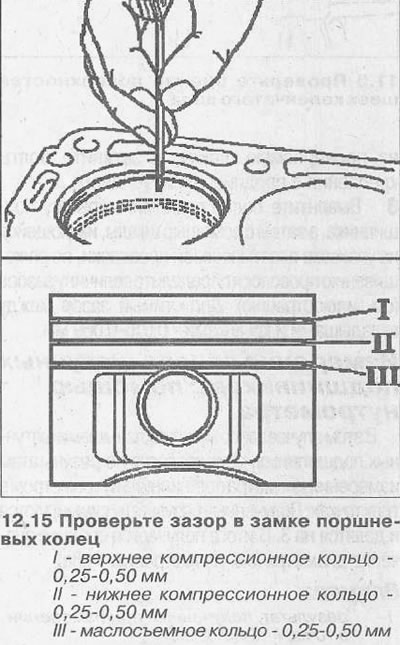 Подкрадывание на просвет занимает больше времени, но обеспечивает точность.
Подкрадывание на просвет занимает больше времени, но обеспечивает точность.
После каждой операции опиливания необходимо обработать конец кольца, чтобы удалить заусенцы, которые могут поцарапать стенку цилиндра. В техническом видео от MAHLE они тратят на это значительное количество времени, показывая, что чрезмерная фаска, нанесенная на внешний край кольца, эквивалентна увеличению размера зазора.На демонстрации MAHLE они показали, где чрезмерная фаска шириной 0,030 дюйма эквивалентна увеличению зазора на торце кольца с 0,018 дюйма до 0,045 дюйма.
Мы поэкспериментировали со старым набором колец и обнаружили, что стальное верхнее кольцо требует гораздо больше усилий для обработки и снятия фаски, в то время как железные кольца намного мягче и их легко повредить. Это также относится к зазорам врезных колец. Нарезать железо намного проще, чем стальные верхние кольца, поэтому счет будет разным для верхнего кольца и второго кольца, если они сделаны из разных материалов.
Заэвтектические поршни Keith Black предназначены для размещения верхнего кольца очень близко к верхней части поршня. Это приводит к большему нагреву кольца, что требует большего зазора между верхним кольцом по сравнению с другими поршнями того же размера. Например, для заэвтектического поршня 4,030 KB требуется 0,0065 дюйма на дюйм внутреннего диаметра, или 4,03 x 0,0065 = 0,026 дюйма.
Это приводит к большему нагреву кольца, что требует большего зазора между верхним кольцом по сравнению с другими поршнями того же размера. Например, для заэвтектического поршня 4,030 KB требуется 0,0065 дюйма на дюйм внутреннего диаметра, или 4,03 x 0,0065 = 0,026 дюйма.
Вероятно, это больше информации, чем вы ожидали, для установки концевых зазоров кольца. Но ясно, что правильное выполнение этой работы может окупиться с точки зрения производительности двигателя.Для производителя двигателей это может быть всего лишь небольшой шаг, но он очень важен.
Как проверить зазор между поршнем и стенкой
Проверка зазора между поршнем и стенкой является критически важным измерением, которое должна включать каждая сборка двигателя. Вот подробное описание того, как измерить зазор между поршнем и стенкой.
Щуп больше не подходит для определения зазора поршня до стенки на высокопроизводительном или гоночном двигателе. Несмотря на то, что фотографии, на которых производители двигателей проверяют этот размер с помощью тонких лопастей, можно найти в учебных пособиях и в Интернете, точность цифр ненадежна, и современные ведущие производители двигателей требуют точных допусков для обеспечения надежности и производительности.
Таким образом, точные измерения диаметров поршня и цилиндра имеют решающее значение для расчета зазора между поршнем и стенкой, что важно по двум причинам. Если зазор слишком велик, поршень может раскачиваться взад и вперед внутри цилиндра и повредить кольца, стенки цилиндра или юбки. Если зазор слишком мал, поршень может заедать в цилиндре, поскольку он расширяется из-за тепла сгорания.
Diamond тщательно определяет зазор между поршнем и стенкой для каждого продаваемого поршня, но проверка его по отношению к отверстию является обязательной частью процесса сборки.Видите ли, такие вещи, как износ канала ствола и допуск при хонинге, — все это необходимо проверять, чтобы гарантировать успешность сборки двигателя. Diamond устанавливает контрольную точку для своих поршней, измеряя расстояние от дна канавки для масляного кольца, и на приведенной ниже последовательности фотографий мы покажем вам все, что вам нужно знать, чтобы проверить зазор между поршнем и стенкой при следующей сборке.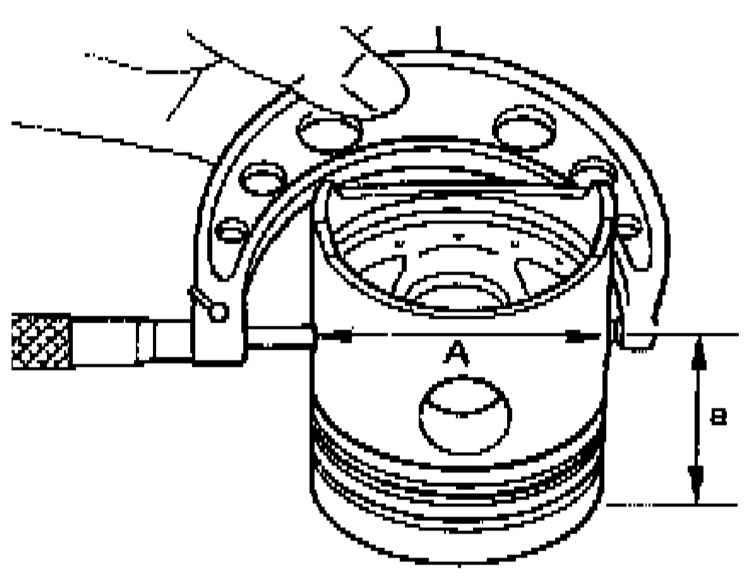 .
.
 Если у вас нет конкретных инструкций от производителя, безопасная точка измерения находится в середине юбок под углом 90 градусов к средней линии отверстия под палец. Himley использует маркер для точного определения точки измерения с обеих сторон поршня. Внешний микрометр подходящего размера используется для измерения всех поршней в рекомендуемых местах.Поскольку алюминий мягкий, может потребоваться небольшой опыт, чтобы получить точную технику измерения. Вначале обратитесь за помощью к опытному механику. Рекомендуемый зазор для этого поршня из сплава 2618 был 0,008 дюйма, но в таблице приложений указано, что для сумматора мощности добавляется 0,001 дюйма к 0,003 дюйма (этот малоблочный двигатель будет иметь сильный турбонаддув). Также сказано, что нужно вычесть 0,002 дюйма для твердого анодированного покрытия, которое имеет этот поршень. Итак, Химли остановился на разрешении 0,007. Если есть небольшие различия между отверстиями и диаметрами поршней, всегда совмещайте большие поршни с большими отверстиями для более постоянного зазора между поршнем и стенкой.
Если у вас нет конкретных инструкций от производителя, безопасная точка измерения находится в середине юбок под углом 90 градусов к средней линии отверстия под палец. Himley использует маркер для точного определения точки измерения с обеих сторон поршня. Внешний микрометр подходящего размера используется для измерения всех поршней в рекомендуемых местах.Поскольку алюминий мягкий, может потребоваться небольшой опыт, чтобы получить точную технику измерения. Вначале обратитесь за помощью к опытному механику. Рекомендуемый зазор для этого поршня из сплава 2618 был 0,008 дюйма, но в таблице приложений указано, что для сумматора мощности добавляется 0,001 дюйма к 0,003 дюйма (этот малоблочный двигатель будет иметь сильный турбонаддув). Также сказано, что нужно вычесть 0,002 дюйма для твердого анодированного покрытия, которое имеет этот поршень. Итак, Химли остановился на разрешении 0,007. Если есть небольшие различия между отверстиями и диаметрами поршней, всегда совмещайте большие поршни с большими отверстиями для более постоянного зазора между поршнем и стенкой.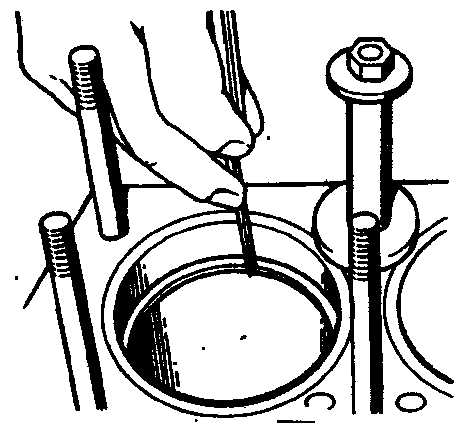
Как и почему устанавливают зазор концевого кольца поршневого кольца
Хорошие производители двигателей должны уметь разбираться в деталях. Малейшая ошибка может иметь трагические и дорогостоящие последствия в мире, где оставление лошадиных сил на столе из-за несоблюдения каких-то мелких требований может считаться трагедией. В этом месячном выпуске серии EngineLabs Blueprinting мы углубимся в настройку концевых зазоров поршневых колец.
Концепция достаточно проста; Поршневые кольца помогают герметизировать давление сгорания в цилиндре, а верхнее и второе кольца должны иметь соответствующий торцевой зазор, когда двигатель холодный, чтобы выдерживать расширение при повышении температуры сгорания.Идея состоит в том, чтобы создать зазор между концами верхнего и второго колец, чтобы они не стыковались при расширении. Это может показаться не таким уж большим делом, но это так.
Несмотря на то, что основное внимание в этой истории уделяется установке зазоров между кольцами для кованых поршней, важно отметить, что заэвтектические поршни марки Keith Black требуют гораздо более широкого торцевого зазора верхнего кольца, чем традиционные кованые поршни. Спецификация KB составляет 0,0065 дюйма на дюйм для уличного двигателя. Для поршня с внутренним диаметром 4,00 дюйма это зазор в торце верхнего кольца равный 0.028 дюймов. Для легкого закиси азота спецификация перемещается до 0,0080 дюйма на дюйм внутреннего диаметра.
Спецификация KB составляет 0,0065 дюйма на дюйм для уличного двигателя. Для поршня с внутренним диаметром 4,00 дюйма это зазор в торце верхнего кольца равный 0.028 дюймов. Для легкого закиси азота спецификация перемещается до 0,0080 дюйма на дюйм внутреннего диаметра.
Mind The Gap
Пример того, что может случиться, имел место пару лет назад, когда мы доставили некоторые детали в наш механический цех. На прилавке магазина было то, что выглядело как совершенно новый поршень, за исключением того, что он сломался надвое прямо под масляным кольцом, в результате чего головка поршня и пакет колец остались нетронутыми. Когда мы подняли его, владелец механического цеха рассказал нам историю.
«Заказчик принес это вчера.Он утверждал, что мы слишком сильно обработали зазор стенки цилиндра, что сломало его поршень. Я знал, что он собрал двигатель, поэтому спросил его: «На что вы установили зазор торца верхнего кольца? Он сказал, что установил его на 0,018 дюйма », — сказал владелец магазина.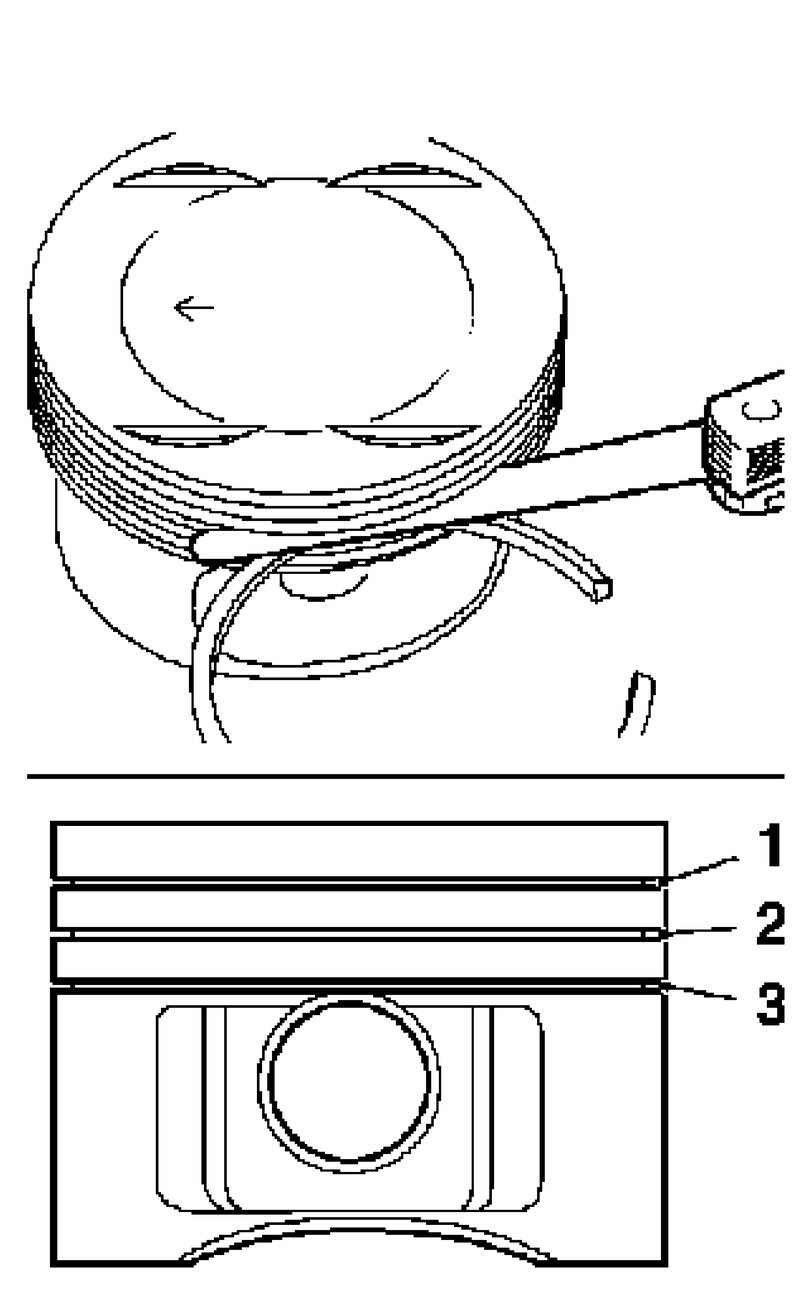 «Именно тогда я сказал ему, что это заэвтектические поршни, которым нужен гораздо больший торцевой зазор. Вы должны были установить их примерно на 0,028 дюйма. Поэтому, когда кольца нагреваются до температуры, они застревают в канале ствола, и из-за этого верхняя часть поршня ломается ».
«Именно тогда я сказал ему, что это заэвтектические поршни, которым нужен гораздо больший торцевой зазор. Вы должны были установить их примерно на 0,028 дюйма. Поэтому, когда кольца нагреваются до температуры, они застревают в канале ствола, и из-за этого верхняя часть поршня ломается ».
Торцевой зазор верхнего кольца подвержен воздействию тепла из камеры, которое может значительно измениться по мере приближения кольца к верхней части поршня.Если верхнее кольцо сдвинуть ближе к головке поршня, следует ожидать небольшого увеличения зазора, чтобы учесть повышенный нагрев.
Хотя это крайний пример с несколько хрупким материалом поршня, здесь все сделано с тревожной ясностью. Концевые зазоры поршневых колец имеют решающее значение.
Мы рассмотрим не только то, как проверить торцевой зазор, но и как настроить правильные зазоры. Стандартные пакеты колец имеют несколько более широкие концевые зазоры, поскольку производитель не знает, как кольца будут использоваться. Большинство производителей поршневых колец с высокими эксплуатационными характеристиками предлагают комплекты колец с диаметром на 0,005 дюйма больше, поэтому производитель двигателя может настроить зазоры на концах верхнего и второго колец.
Большинство производителей поршневых колец с высокими эксплуатационными характеристиками предлагают комплекты колец с диаметром на 0,005 дюйма больше, поэтому производитель двигателя может настроить зазоры на концах верхнего и второго колец.
Мы воспроизвели рекомендательную таблицу зазоров между торцами колец от JE Pistons, в которой перечислены множественные зазоры между верхним и вторым кольцами в зависимости от того, как будет использоваться двигатель. Они основаны на различных пользовательских приложениях. Например, рекомендация по зазору двигателя для умеренной улицы в 0,0045 дюйма на дюйм внутреннего диаметра поставила бы малый блок диаметром 4,030 дюйма на 0.018-дюймовый зазор верхнего кольца. Однако, если в будущем этого двигателя будет закись азота или серьезный турбо-наддув, рекомендуемый зазор изменится до 0,006 дюйма на дюйм внутреннего диаметра, что даст зазор верхнего кольца 0,024 дюйма — значительное увеличение, чтобы компенсировать более высокий цилиндр. температура.
Это минимальные рекомендуемые зазоры на концах колец на дюйм внутреннего диаметра, рекомендованные JE Pistons. Другие производители поршней или колец могут предложить несколько иные рекомендации. Согласно этой диаграмме, 4.Для Chevy с большим блоком диаметром 500 дюймов, в котором будет наблюдаться умеренная закись азота, потребуется зазор верхнего кольца (4,50 x 0,005) = 0,0225 дюйма и зазор второго кольца (4,50 x 0,0055) 0,02475 дюйма, округленный до 0,025 дюйм.
Вы также можете заметить, что рекомендуется, чтобы зазор второго кольца был немного больше, чем зазор верхнего кольца. Не так давно общепринятой практикой было затягивать зазор второго кольца над верхним кольцом. Однако испытания показали, что увеличение второго кольцевого зазора снимает нарастание давления между верхним и вторым кольцами, которое может частично разгружать верхнее кольцо и вызывать утечку.
Имейте в виду, что основная задача второго кольца заключается не в уплотнении сжатия, а в удалении остатков масла со стенок цилиндра, оставшихся от масляных колец. Это вторичная работа второго кольца, которая помогает герметизировать давление в цилиндре.
Это вторичная работа второго кольца, которая помогает герметизировать давление в цилиндре.
После того, как правильный зазор был рассчитан, необходимо выполнить несколько шагов для правильного выполнения этой работы. Раньше производители двигателей использовали плоский напильник, закрепленный в тисках, для подпиливания колец. Если вы застряли на необитаемом острове без инструментов, это неплохая идея.Но сегодня есть гораздо лучшие способы решить эту задачу.
Самая дешевая кольцевая шлифовальная машина — это ручной инструмент, очень похожий на эту старинную версию Чайлда и Альберта (слева). Всегда поворачивайте круг против часовой стрелки (чтобы вращать шлифовальный круг с торца кольца внутрь), чтобы предотвратить возможное скалывание молибденового покрытия с лицевой стороны кольца. Наш электрический кольцевой фильтр (справа) намного быстрее, чем руководство, но опыт показал, что нам все еще нужно работать до последнего зазора, включая несколько опилок и измерений с каждым кольцом. Это дает наиболее точные результаты.
Это дает наиболее точные результаты.
Нечего делать, кроме как делать это
Самыми дешевыми кольцевыми шлифовальными машинами являются ручные устройства, в которых оператор вручную вращает абразивный круг. Мы даже видели фотографии одного предприимчивого магазина, который приспособил небольшую ручную дрель для вращения абразивного круга. Для случайного производителя двигателей ручные шлифовальные машины недороги и отлично подойдут. Конечно, есть и более дорогие электрические шлифовальные машины от Proform и действительно хорошие от Total Seal для профессионального производителя двигателей.
Есть несколько ключевых моментов при шлифовке торцевого зазора. Во-первых, всегда нужно устанавливать начальную точку кольца. Во многих случаях кольцо увеличенного размера на 0,005 дюйма почти не имеет зазора. Это важно для определения количества удаляемого материала. Измерение торцевого зазора также имеет решающее значение, поскольку кольцо должно располагаться перпендикулярно отверстию, используя инструменты и методы, показанные на фотографиях и подписях.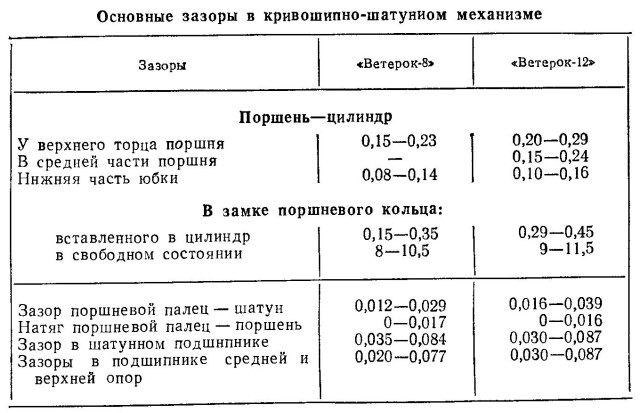
Для точного измерения торцевого зазора поршня вам понадобится инструмент для прямоугольной формы поршня, который точно поместит кольцо в отверстие.Этот конкретный инструмент (слева) похож на инструменты ProForm, который предлагает двусторонние шаги для более широкого спектра использования. Для наших сборок Chevy с малым блоком (справа) мы используем старый поршень с внутренним диаметром 4,00 дюйма с использованным вторым кольцом на месте, которое смещает кольцо на 0,500 дюйма вниз от палубы. Это должен быть плоский или выпуклый поршень для правильной прямоугольной формы нового кольца.
После начала шлифования мы предпочитаем начинать с более тонкого щупа на 0,003–0,008 дюйма и работать с более толстым калибром, чтобы установить окончательный зазор.Мы обнаружили, что это постепенное изменение нагружает кольцо в отверстие и делает измерение истинного зазора более точным.
При установке кольца на шлифовальный инструмент убедитесь, что оно идеально ровно и параллельно шлифовальному кругу..JPG) Если он не параллелен, зазор станет конусным, чего следует избегать. Всегда шлифуйте только с одной стороны кольца и сначала удаляйте только небольшое количество, чтобы довести до желаемого зазора. Всегда слегка очищайте кольцо от заусенцев при каждой заточке, чтобы не порезать стенку цилиндра.Также как можно легче удаляйте заусенцы, так как чрезмерная работа может также сузить конец колец, что существенно увеличивает рабочий зазор.
Если он не параллелен, зазор станет конусным, чего следует избегать. Всегда шлифуйте только с одной стороны кольца и сначала удаляйте только небольшое количество, чтобы довести до желаемого зазора. Всегда слегка очищайте кольцо от заусенцев при каждой заточке, чтобы не порезать стенку цилиндра.Также как можно легче удаляйте заусенцы, так как чрезмерная работа может также сузить конец колец, что существенно увеличивает рабочий зазор.
Как только кольцо будет вставлено в квадратную форму в отверстии, щуп покажет зазор. Нам нравится работать с более мелким щупом, чтобы помочь протолкнуть кольцо в отверстие.
Как уже упоминалось, наилучшим подходом является доведение до окончательного концевого зазора для каждого кольца. Используя ручную шлифовальную машинку, лучше всего следить за количеством оборотов, так как это поможет набрать оставшиеся кольца, которые нужно опилить.Еще один важный момент для ручных машин — всегда поворачивать ручку против часовой стрелки, поскольку это приведет к шлифовке кольца внутрь, а не наружу. Это предотвращает возможное расщепление или отслаивание молибдена с лицевой стороны кольца.
Это предотвращает возможное расщепление или отслаивание молибдена с лицевой стороны кольца.
Хотя для удаления заусенцев можно использовать небольшой плоский напильник или даже наждачную бумагу, мы предпочитаем использовать легкий точильный камень, который часто используется для заточки ножей. Все, что нужно, — это всего лишь пара световых проходов с камнем.
Слегка очистите конец кольца от заусенцев, чтобы удалить все острые края, которые могут поцарапать отверстие.Делайте это после каждого сеанса заточки, чтобы не повредить канал ствола. Вы можете использовать небольшой напильник или наждачную бумагу, но мы предпочитаем использовать небольшой нож для заточки или точильный камень.
Существуют и другие измерения, относящиеся к чертежу колец, такие как зазоры на задней стороне, вертикальный зазор кольца до площадки кольца и другие, но мы оставим их для более позднего рассказа. Установка зазоров на концах колец может занять около четырех или более часов.
Нам нравится следить за тем, чтобы кольцо было перпендикулярно шлифовальному инструменту, используя небольшой фонарик под кольцом, чтобы убедиться, что кольцо перпендикулярно шлифовальному кругу.
Да, процесс утомительный, но необходимый. Это цена, которую нужно заплатить, если вы хотите получить от этого двигателя максимум мощности. Так что в следующий раз, когда вы задаетесь вопросом, почему так дорого построить собственный двигатель, по крайней мере, теперь вы знаете, что нужно, чтобы просто настроить кольца. Это называется мастерством.
Gap Rap: Как измерить и установить зазор поршневого кольца
Когда вы покупаете высокопроизводительные комплекты поршневых колец , , вы, несомненно, обнаружите, что доступно множество различных наборов и стилей (не секрет).И многие из этих наборов колец предназначены для ручной установки на каждое отверстие цилиндра. Как правило, кольца с напильником конструируются таким образом, что они имеют размер 0,005 дюйма (очевидно, больше, чем размер отверстия цилиндра). По замыслу, вы должны измерить и установить конечные зазоры. Это относится только к верхнему и второму кольцам в каждом наборе колец. Пакет маслосъемных колец не подходит для напильника. Даже в пакетах колец с напильником и пакет маслосъемных колец просто устанавливается в том виде, в каком он был поставлен производителем (мы вернемся к этому позже).
Пакет маслосъемных колец не подходит для напильника. Даже в пакетах колец с напильником и пакет маслосъемных колец просто устанавливается в том виде, в каком он был поставлен производителем (мы вернемся к этому позже).
Зачем нужно подпиливать набор колец?
Причина, по которой компрессионное кольцо устанавливается напильником в высокопроизводительном двигателе, заключается в том, что зазор влияет на производительность. Слишком большой зазор, и давление в цилиндре вытечет через зазор, и двигатель теряет мощность. Слишком маленький зазор, и концы колец будут стыковаться друг с другом при нагревании и расширении двигателя. Это может повредить ваш двигатель.
Согласно исследованиям Speed Pro , проведенному несколько десятилетий назад (которые актуальны и сегодня):
«Сравнительные испытания с использованием двигателя Chevrolet с малым блоком объемом 350 кубических дюймов выявили определенные улучшения в контроле над газом и увеличении мощности, поскольку зазоры между торцами верхнего кольца были уменьшены. Прорыв был уменьшен примерно на 50 процентов, а увеличение мощности варьировалось от 5 до 13 процентов. Базовый тест проводился с зазором верхнего кольца, установленным на 0,024 дюйма.
Прорыв был уменьшен примерно на 50 процентов, а увеличение мощности варьировалось от 5 до 13 процентов. Базовый тест проводился с зазором верхнего кольца, установленным на 0,024 дюйма.
Во втором тесте зазоры между верхними кольцами были уменьшены до 0,016 дюйма. Дополнительное испытание было проведено с зазорами верхнего кольца, установленными на 0,010 дюйма. В этом заключительном тесте результаты снова показали уменьшение прорыва; но на более высоких скоростях наблюдалась заметная потеря мощности. Осмотр колец показал, что верхние кольца стыковались.Движение со стыкованными кольцевыми зазорами приведет к истиранию стенок цилиндра и / или отслаиванию молибдена с поверхности кольца ».
Как видите, правильное заполнение промежутков увеличивает мощность.
Итак, каков правильный зазор кольца для вашего двигателя?
На самом деле на этот вопрос нет одного ответа. Зазор верхнего кольца будет изменяться в зависимости от количества тепла, вводимого в двигатель. Большинство людей говорят, что зазоры на втором кольце больше зависят от диаметра отверстия цилиндра. Добавление закиси азота или наддува (с турбонаддувом или наддувом) или создание комбинации, которая работает аномально горячо, повлияет на зазоры.Основное практическое правило: зазор в 0,004 дюйма торцевого зазора на дюйм диаметра отверстия цилиндра — хорошее место для начала. Некоторые комплекты вторых колец могут быть немного ослаблены, но это зависит от конфигурации колец и спецификаций производителя.
Большинство людей говорят, что зазоры на втором кольце больше зависят от диаметра отверстия цилиндра. Добавление закиси азота или наддува (с турбонаддувом или наддувом) или создание комбинации, которая работает аномально горячо, повлияет на зазоры.Основное практическое правило: зазор в 0,004 дюйма торцевого зазора на дюйм диаметра отверстия цилиндра — хорошее место для начала. Некоторые комплекты вторых колец могут быть немного ослаблены, но это зависит от конфигурации колец и спецификаций производителя.
Ниже приводится таблица рекомендуемых зазоров для обычных колец (типа зазора) из поршневых колец с полным уплотнением :
| Улица, полоса, круг | Газ, Щелочь, E85 | Диаметр отверстия x 0,0045 дюйма | Диаметр х.0045 ” | Мин. 0,015 дюйма |
| Закись азота до 150 л.с. | Газ, Щелочь, E85 | Диаметр отверстия x 0,0055 дюйма | Диаметр отверстия x 0,0055 дюйма | Мин. 0,015 дюйма 0,015 дюйма |
| Закись азота 150HP-350HP | Газ, Щелочь, E85 | Диаметр отверстия x 0,0065 дюйма | Диаметр отверстия x 0,0065 дюйма | Мин. 0,015 дюйма |
| Закись азота 350 л.с. + | Газ, Щелочь, E85 | Диаметр отверстия x 0,008 дюйма | Диаметр отверстия x 0,008 дюйма | Мин. 0,015 дюйма |
| Мягкое усиление до 15 фунтов | Газ, Щелочь, E85 | Диаметр х.0055 ” | Диаметр отверстия x 0,0055 дюйма | Мин. 0,015 дюйма |
| Средний наддув 15-30 фунтов | Газ, Щелочь, E85 | Диаметр отверстия x 0,007 дюйма | Диаметр отверстия x 0,007 дюйма | Мин. 0,015 дюйма |
| High Boost 30 фунтов + | Газ, Щелочь, E85 | Диаметр отверстия x 0,008 дюйма | Диаметр отверстия x 0,008 дюйма | Мин. 0,015 дюйма |
| Мягкое усиление до 15 фунтов | Нитро | Диаметр отверстия x 0,006 дюйма | Диаметр отверстия x 0,006 дюйма | мин. 015 ” 015 ” |
| Средний наддув 15-30 фунтов | Нитро | Диаметр отверстия x 0,008 дюйма | Диаметр отверстия x 0,008 дюйма | Мин. 0,015 дюйма |
| High Boost 30 фунтов + | Нитро | Диаметр отверстия x 0,009 дюйма | Диаметр отверстия x 0,009 дюйма | Мин. 0,015 дюйма |
Total Seal отмечает, что это общие рекомендации по устранению зазоров и не должны считаться абсолютными. Также следует учитывать состояние настройки двигателя, условия эксплуатации и личный опыт.
Как измерить и подпилить кольцевой зазорТак как же измерить разрыв?
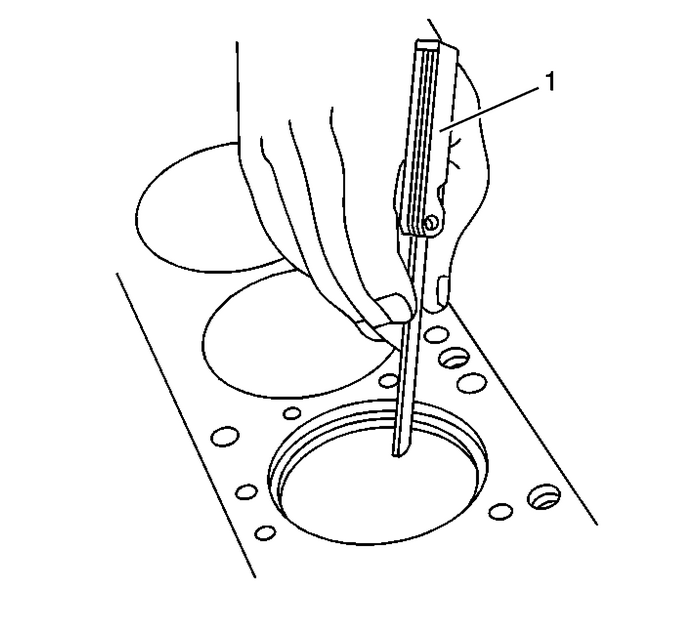
Сначала установите отдельное кольцо в определенный цилиндр (обычно мы начинаем с цилиндра № 1 в порядке зажигания двигателя). Кольцо должно иметь прямоугольную форму в отверстии. Вы можете сделать это с помощью штангенциркуля с круговой шкалой (часть измерителя глубины в задней части шкалы), но гораздо проще и удобнее использовать коммерческий инструмент для квадрирования кольца (у Summit Racing их более 30 ). В этом случае кольцо вставляется в отверстие, а затем — квадратный инструмент. Поскольку большинство инструментов являются полыми или имеют внутренний доступ (см. Сопроводительные фотографии ниже), вы просто потяните кольцо обратно под квадрат к лицевой стороне инструмента, и все готово.
В этом случае кольцо вставляется в отверстие, а затем — квадратный инструмент. Поскольку большинство инструментов являются полыми или имеют внутренний доступ (см. Сопроводительные фотографии ниже), вы просто потяните кольцо обратно под квадрат к лицевой стороне инструмента, и все готово.
Для проверки зазора используется обычный щуп . Вставьте щуп в зазор (если он есть), чтобы определить размер. Если вы начинаете с колец, размер которых превышает 0,005 дюйма, то, вероятно, будет нулевой зазор, и кольца могут даже перекрываться.Чтобы уменьшить размер кольца (увеличить зазор), вы должны подпилить кольцо с помощью инструмента для зазоров.
Существуют сложные инструменты для зазоров , но они также дороги. Относительно недорогую и легко доступную альтернативу можно приобрести у Sealed Power или Summit Racing. Этот конкретный инструмент имеет ручную рукоятку, которая вращает твердый сплав, который, в свою очередь, сокращает зазор торца кольца (см. Фотографии ниже).
Фотографии ниже).
Продвигайте кольца медленно. Запилить небольшое количество, проверить зазор в соответствующем отверстии, а затем при необходимости пропилить больше.Идея состоит в том, чтобы эффективно «подкрасться» к разрыву. После того, как зазор установлен, вы должны аккуратно удалить заусенцы с торцевого зазора другой маленькой мелкозубой ручной пилкой. Если зазоры слишком велики, вам придется приобрести новое кольцо или набор колец, так что не торопитесь!
При заправке опорных колец следует подбирать каждое кольцо для каждого конкретного цилиндра. Если вы сделаете это таким образом, вы получите индивидуально подогнанное верхнее кольцо и индивидуально подогнанное второе кольцо для каждого цилиндра. Чтобы все было организовано, мы помечаем на большом белом плакате номер каждого цилиндра и откладываем кольца с зазорами для последующей установки на каждый поршень.
Установка поршневых колец Поршневые кольца следует устанавливать после сборки пакета поршень – шатун. Есть много способов установить кольца, но самый любимый метод — аккуратно намотать кольца на поршни .
Есть много способов установить кольца, но самый любимый метод — аккуратно намотать кольца на поршни .
Есть инструмент для этого?
Да! В прошлом поршневые кольца были более толстыми, с гораздо более высоким натяжением, чем мы видим сегодня. Тогда некоторые двигателестроители устанавливали кольца на поршень с помощью специального набора плоскогубцев.Сегодня поршневые кольца с меньшим натяжением и меньшим поперечным сечением можно устанавливать на поршень вручную. Пакет маслосъемных колец прост в установке, начиная с расширителя маслосъемного кольца. Неважно, в каком направлении он смотрит; просто намотайте его на поршень и вставьте в канавку масляного кольца. Затем осторожно намотайте маслосъемную планку маслосъемного кольца. Один идет ко дну канавки масляного кольца; другой наверх. Каждый зазор на пакете маслосъемных колец (включая расширитель и комплект верхних и нижних скребковых направляющих) должен располагаться на расстоянии 120 градусов друг от друга. С эспандером нужно быть осторожным, так как его концы могут перекрываться. После установки пакет маслосъемных колец должен свободно перемещаться из стороны в сторону в канавке. Обязательно дважды (и трижды) проверьте расширитель перед тем, как протолкнуть поршень в отверстие.
С эспандером нужно быть осторожным, так как его концы могут перекрываться. После установки пакет маслосъемных колец должен свободно перемещаться из стороны в сторону в канавке. Обязательно дважды (и трижды) проверьте расширитель перед тем, как протолкнуть поршень в отверстие.
Второе кольцо устанавливается следующим, а верхнее — последним. Если вы исследуете упаковку колец, вы почти всегда найдете набор круглых выемок, называемых «шипами», как на верхнем, так и на втором кольце. Эти метки устанавливаются лицевой стороной вверх.При наматывании компрессионных колец вниз рекомендуется использовать небольшую отвертку, чтобы удерживать конец кольца с зазором подальше от поршня. Это предотвращает царапание поршня кольцевым зазором.
После установки поверните зазоры, чтобы они не совпадали. Однако имейте в виду, что поршневые кольца фактически вращаются в канавке поршня во время работы. Разделение зазоров сводит к минимуму количество масляного загрязнения, которое может произойти во время первоначального запуска двигателя, но вы не можете контролировать расположение зазоров после запуска двигателя.
Чтобы подробнее узнать, как установить зазоры между кольцами, посмотрите слайд-шоу ниже.
Автор: Уэйн Скраба Уэйн Скраба — упорный автомобильный парень и постоянный автор OnAllCylinders. Он владел собственным скоростным магазином, строил гоночные машины, уличные удилища и мотоциклы на заказ, а также реставрировал маслкары. Он является автором пяти книг с практическими рекомендациями и написал более 4500 технических статей, которые были опубликованы в шестидесяти различных автомобильных, мотоциклетных и авиационных журналах по всему миру.Кольца поршневые (Автомобиль)
3.15.
Кольца поршневые Поршневые кольца (рис. 3.90) состоят из компрессионных колец
, расположенных ближе к верхней части поршня
, и маслосъемных (скребковых) колец, расположенных на
ниже компрессионных колец. Функция компрессионных колец
заключается в уплотнении пространства между стенкой цилиндра
и поршнем, предотвращая выход
горящих газов из камеры сгорания.
Эти кольца помогают получить максимальную мощность от
Рис. 3.90. Поршневое кольцо.
давление сгорания, поддерживая уплотнение
со стенкой цилиндра при сохранении минимального трения. Масляные кольца контролируют поток
масла вдоль стенок цилиндра и предотвращают попадание масла в камеру сгорания. Оба кольца
помогают отводить часть тепла поршня от стенки цилиндра.
3.15.1.
Диаметр кольца — это диаметр отверстия цилиндра, в котором работает кольцо.Радиальная толщина
— это кратчайшее расстояние между внешней и внутренней периферийными поверхностями кольца.
Ширина кольца — это расстояние между верхней и нижней боковыми гранями кольца. Боковые поверхности — это
плоские параллельные верхняя и нижняя поверхности кольца, которые контактируют со сторонами кольцевой канавки.
Рабочая поверхность — это внешняя периферийная поверхность, которая контактирует со стенкой цилиндра.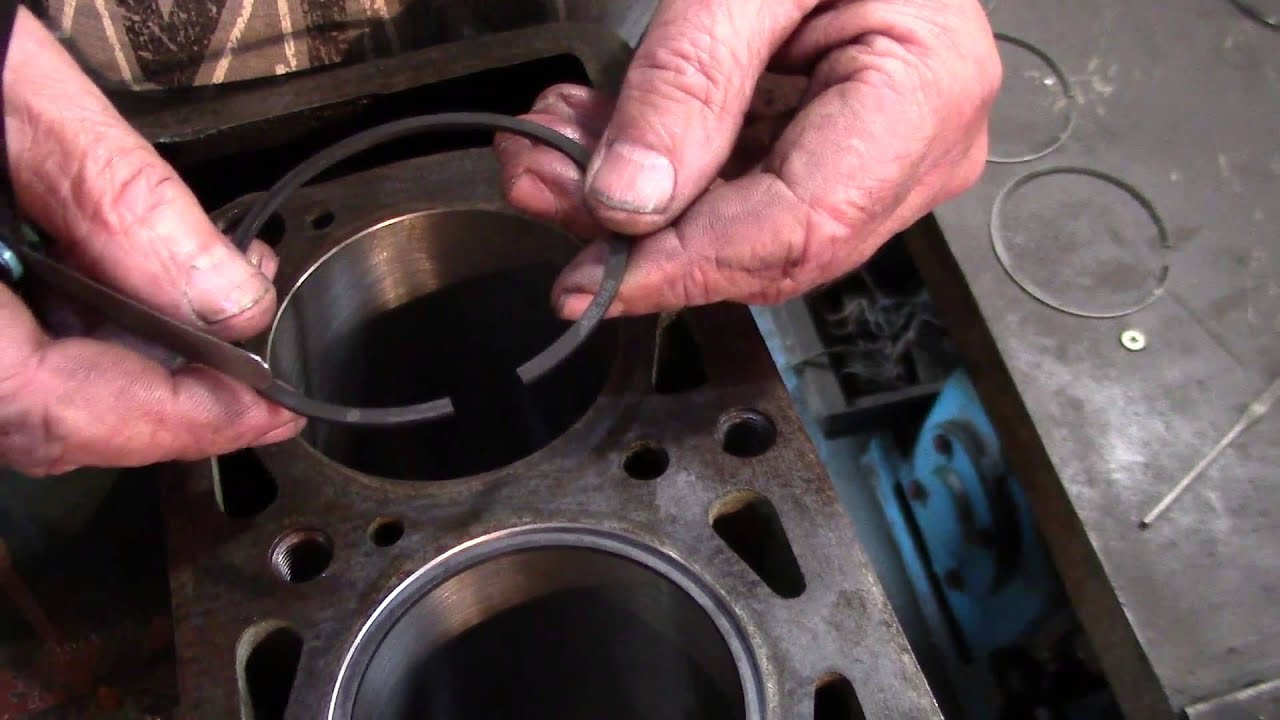 Свободный зазор стыка
Свободный зазор стыка
— это расстояние по окружности между двумя открытыми концами кольца в свободном состоянии.
Установленный зазор — это расстояние по окружности между двумя открытыми концами кольца, когда оно
помещено в канавку. Тангенциальная нагрузка — это сила, приложенная по касательной между двумя открытыми концами
кольца, которая необходима для закрытия свободного зазора соединения до установленного зазора. Давление на стенку цилиндра
— это радиальная сила, направленная наружу на единицу площади контакта, при условии, что давление до
равномерно распределено по кольцу.
3.15.2.
Факторы, влияющие на характеристики кольца (a) Радиальная толщина.
Давление, оказываемое кольцом на стенку цилиндра, изменяется примерно
как куб радиальной толщины кольца. Эта толщина обычно связана с диаметром кольца
, d, и должна быть не менее rf / 24.
По мере увеличения ширины кольца увеличивается радиальная нагрузка на стенку цилиндра для данного давления на стенку цилиндра
. Поэтому следует избегать чрезмерной ширины. При заданной тангенциальной нагрузке
узкие кольца ложатся в стенку цилиндра быстрее, чем широкие, а также уменьшают флаттер колец
и, как следствие, прорыв продуктов сгорания на высоких оборотах двигателя.
При большом свободном зазоре в шарнире напряжение при сборке кольца на его поршень
меньше, в то время как напряжение в установленном рабочем поршне больше. Ситуация меняется на
с небольшим свободным зазором стыка. Номинальный свободный зазор обычно в 3,5 раза больше радиальной толщины.
id) Радиальная нагрузка и давление. Радиальная наружная нагрузка, оказываемая кольцом на стенку цилиндра
, зависит от ряда факторов, таких как радиальная толщина, ширина, свободный зазор стыка, а также прочность или модуль упругости материала кольца
. Для заданной радиальной нагрузки большая площадь контакта
Для заданной радиальной нагрузки большая площадь контакта
снижает давление на стенку и увеличивает толщину масляной пленки, образованной между кольцом
и стенкой цилиндра. Следовательно, узкое кольцо увеличивает давление на стенку и уменьшает
толщину масляной пленки. Также большая радиальная толщина значительно увеличивает радиальную нагрузку и давление на стенку
и, возможно, сжимает масляную пленку вплоть до граничной смазки. Таким образом, размеры
поперечного сечения кольца определяют газовое уплотнение и адекватную смазку
верхних стенок цилиндра.
3.15.3.
Поршневое кольцо легко расширяется наружу, когда
вставлено в его канавку, без какого-либо столкновения
между боковыми поверхностями кольца и кольцевой канавкой. В свободном состоянии
диаметр кольца
немного больше диаметра отверстия цилиндра, поэтому при установке
в цилиндр; он пытается открыться наружу, так что на стенку цилиндра оказывается давление
. Однако давление газа
Однако давление газа
, действующее на поршневое кольцо, в основном
отвечает за радиальную силу уплотнения (рис.3.91).
Во время хода сжатия вверх сжатый заряд
перемещается между канавкой и
боковыми поверхностями кольца, проходит за кольцо, прижимает
его к стенке цилиндра и, кроме того, прижимает кольцо к нижней кольцевой канавке
поршень. Это дает эффективное уплотнение при сжатии без утечек при условии, что обработка поверхности
канавки, кольца и стенки цилиндра имеет требуемое значение. При понижении мощности
Рис.3.91. Компрессионно-кольцевое действие. , ход
, аналогичная ситуация сохраняется, но если ускорение поршня больше, чем у
кольца, верхняя канавка и боковые поверхности кольца прочно удерживаются вместе, образуя уплотнение.
3.15.4.
Наиболее распространены следующие типы компрессионных колец.
Это цельное кольцо, растянутое под действием тепла с образованием
, чтобы создать желаемое давление, необходимое для эффективного уплотнения при установке в цилиндр
(рис.3.92А). Эти кольца также помогают контролировать масло, влияя на толщину масляной пленки. Рабочая поверхность кольца
покрыта твердым хромом для увеличения срока службы как кольца
, так и отверстия цилиндра.
Эти кольца используются для фиксации прямоугольного сечения кольца (рис. 3.92B). Канавка
на рабочей поверхности заполнена напылением антифрикционного материала, такого как хром, молиб-
денум.
Небольшая конусность (от 1 до 1,5 градусов) предусмотрена на рабочей поверхности кольца
, что обеспечивает превосходное качество основания из-за высокого радиального давления на стенки цилиндра
из-за малой площади контакта. Линейный контакт конуса (рис. 3.92C) дает
Линейный контакт конуса (рис. 3.92C) дает
эффективное очищающее действие при ходе вниз и, следовательно, также регулирует подачу масла.
Этот криволинейный профиль грани (рис. 3.92D) кольца поддерживает постоянный радиус грани
.Степень кривизны очень важна для первоначальной засыпки. Иногда эти поверхности цилиндра
покрывают медью, чтобы уменьшить чрезмерное трение во время наплавки, которое в противном случае может вызвать задиры
.
Кольцевая канавка может быть слегка наклонена вверх на 5 градусов
, чтобы обеспечить контакт линии нижнего края для быстрого прилегания, а также иметь хорошую боковую опору кольца
без какого-либо напряжения. Эти кольца (рис. 3.92E), таким образом, герметизируют газы на ранней стадии, а также
поддерживают контроль масла в достаточно хорошей степени.

Проблема застревания колец в канавках для некоторых высокопроизводительных и тяжелых двигателей иногда сводится к минимуму за счет сужения боковых поверхностей кольца
(рис. 3.92F) до угла наклона 15 градусов. Наклон наружу сторон канавки
во время изгиба кольца в канавке уменьшает трение и заедание между боковыми поверхностями
трущейся пары. Это относительное перемещение между кольцом и канавкой
в основном объясняется изменением наклона поршня в цилиндре во время его движения и непрерывным радиальным перемещением
кольца в его канавке.
Рис. 3.92. Компрессионные кольца.
A. Обычная хромированная поверхность — B. Обычная инкрустированная поверхность. C. Конусообразный — D. Бочкообразный.
E. Восходящая канавка — F. Клинья. Г. Внутренне наступил. Х. Ридж-ловкач.
Небольшая квадратная секция удалена с верхнего внутреннего края кольца
(рис.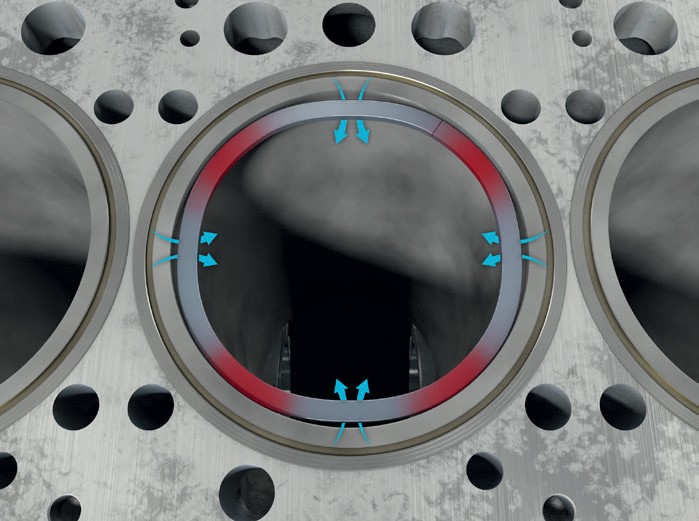 3.92G), что приводит к скручиванию кольца, что создает эффект выпуклости, когда кольцо
3.92G), что приводит к скручиванию кольца, что создает эффект выпуклости, когда кольцо
собрано в канавке.В результате образуется рабочая поверхность с конической периферией, обеспечивающая контакт
нижней кромки со стенкой цилиндра. Это улучшает кольцевую подушку и обеспечивает
адекватную степень контроля масла при ходе вниз.
Эти кольца (рис. 3.92H) очищают кромку износа, образованную в верхней части отверстия цилиндра
, при установке сменных колец. Только кольца заменяются, когда цилиндры
при относительно небольшом износе ослабляют компрессию или расходуют масло.
3.15.5.
Во время вращения коленчатого вала больше масла, чем требуется для смазки
, разбрызгивается из подшипников шатуна
на стенки цилиндра. Маслосъемное кольцо
регулирует масло в зоне камеры сгорания цилиндра
и создает масляную пленку по всей поверхности цилиндра
для смазки компрессионных колец,
юбки и верхней области цилиндра.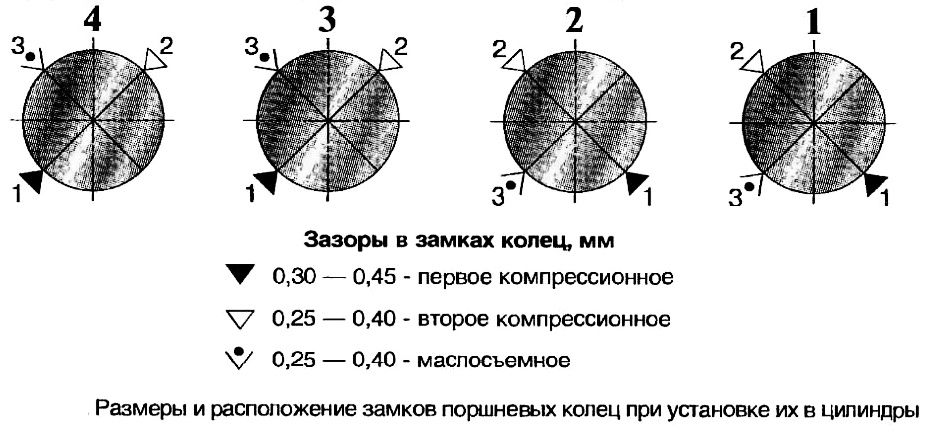 Эти кольца
Эти кольца
устанавливаются так, чтобы скошенная рабочая поверхность была направлена
в сторону головки блока цилиндров (рис.3.93).
Во время движения поршня вверх нижняя боковая поверхность
кольца сильно прижимается к соседней кольцевой канавке
, а скошенная рабочая поверхность
кольцо скользит по маслу, а также соскребает часть
масла перед сам. Избыточное масло скапливается в зазоре между канавкой
и его кольцом, пока оно не вытечет через ряд отверстий в задней части канавки в поддон
.
Когда поршень движется вниз, его верхняя боковая поверхность упирается в верхнюю часть кольцевой канавки
.Острая кромка рабочей поверхности кольца теперь соскребает масло по отверстию
, так что излишки масла проходят между кольцом и его канавкой и из разгрузочных отверстий в поддон
. Во время этого процесса соскабливания не происходит повышения давления масла.
3.15.6.
Существует несколько конструкций маслосъемных колец, соответствующих различным условиям эксплуатации,
некоторые из них описаны ниже.
Это одинарное кольцо с узкой рабочей поверхностью подшипника (рис.
3.94A), которое устанавливается скошенной стороной к головке поршня (рис. 3.93). Отверстия для сброса масла
выполнены в задней части канавки с большинством скребковых колец для выхода скопившегося излишка масла
внутрь поршня, а затем в масляный поддон.
Для уменьшения количества компрессионных колец используется ступенчатый скребок
, который действует как компрессионное кольцо и как маслосъемное кольцо (рис.
3.94Б). Уменьшенная ширина рабочей поверхности увеличивает давление на стенки цилиндра.
Это дает улучшенное уплотнение и царапание без чрезмерной нагрузки на кольцо.
Эти кольца (рис. 3.94C) работают так же, как
, как ступенчатые, так и скошенные скребковые кольца. Эти кольца обеспечивают более эффективное средство регулирования
Эти кольца обеспечивают более эффективное средство регулирования
движения масла вверх и, следовательно, более подходят для двигателя, требующего, чтобы
большого количества масла разбрызгивалось на стенки цилиндра.
Эти кольца (рис. 3.94D) имеют прямоугольное сечение с выемкой или пазом
вокруг центра рабочей поверхности. Между задней частью этой центральной канавки и задней стороной
кольца также предусмотрены удлиненные масляные прорези. Узкие кольцевые площадки этого скребка
создают относительно высокое радиальное давление на стенки цилиндра, а также обеспечивают двухступенчатое очищающее действие
.
На начальном этапе работы двигателя
может потребоваться больше масла для смазки стенок и поршневого узла, но требуется меньше масла
, поскольку стенки цилиндра имеют опорную поверхность. В этих масляных кольцах с прорезями и канавками (рис. 3.94E) используется выступающая центральная площадка
В этих масляных кольцах с прорезями и канавками (рис. 3.94E) используется выступающая центральная площадка
, чем в двух других новых. По мере того, как кольцо оседает, центральная площадка
изнашивается, так что обе внешние площадки контролируют очищающее действие.
В этой конструкции (рис. 3.94F) масло свободно проходит мимо верхней площадки
кольца и царапается нижней площадкой во время хода вверх, благодаря чему масло проходит через дренажные отверстия
в кольце к задней части. паз для выхода из каналов выполнен в поршневой секции
. Во время хода вниз верхняя поверхность соскребает масло в сливные отверстия. Степень контроля масла
этого кольца в значительной степени зависит от инерции потока масла, а не от высоких радиальных нагрузок
.
Большинство колец не полностью соответствуют стенкам цилиндра
из-за овальности и сильного износа. Для преодоления этой ситуации в единственную канавку
Для преодоления этой ситуации в единственную канавку
встроены сдвоенные скребковые кольца. Эти двухсекционные кольца (рис. 3.94G) используют узкие площадки со ступенчатыми сегментами
для образования масляных пазов. Каждая отдельная площадка может свободно повторять контур отверстия во всех
положениях поршня. Для обеспечения еще более эффективного контроля масла
за счет повышенного радиального давления на стенку иногда встраивают опорный расширитель.
Эти многорельсовые скребки (рис. 3.94H) предназначены для использования
в изношенных отверстиях цилиндров, имеющих овальность, конусность и любые другие неровности на стенках цилиндров,
, за исключением глубоких царапин, которые могут препятствовать контролю подачи масла. Кольцевой узел использует
стальных рельсов с закругленными краями из твердого хрома. Гофрированная пружина расширяет направляющие
с обеих сторон канавки. Это не позволяет перекачивать масло между кольцом и канавкой
Это не позволяет перекачивать масло между кольцом и канавкой
, что происходит с обычным кольцом.Кроме того, пружина расширительного кольца, установленная
позади направляющих, толкает кольца в радиальном направлении наружу, благодаря чему они соответствуют профилю стенки цилиндра
. Закругленные края направляющей обеспечивают плавное протирание стенки цилиндра
, не вызывая износа отверстия.
3.15.7.
изготавливаются из высококачественного чугуна с содержанием углерода около 3,4%, от
до 0.5% хрома и до 0,25% молибдена и никеля. Поршневые кольца
производятся различными способами, но четыре из них кратко описаны ниже.
(i) Изначально поршневые кольца изготавливались из больших отлитых в песчаных формах труб или горшков
, из которых отдельные кольца нарезались на нужную ширину, а затем разрезались. Это вызвало
остаточных сжимающих напряжений в кольце из-за ударов молотком по
внутри кольца. Более однородные однородные отливки получают центробежным литьем
Более однородные однородные отливки получают центробежным литьем
горшков, а вместо удара по внутренней стороне кольца обычно применяется термоформование
.
(ii) После индивидуального литья колец они подвергаются механической обработке и разрезанию, а затем «формованию нагревают
». В этом процессе разрезное кольцо открывается на прокладку и нагревается до тех пор, пока все напряжения, возникающие при открытии кольца, не будут устранены. После охлаждения кольцо
сохраняет свою растянутую форму, так что при установке в отверстие оно прикладывает внешнюю силу.
(Hi) Для массового производства кольца отливаются непосредственно по профилю кольца с нормальным зазором с использованием шаблонных пластин
, фрезерованных до расчетной формы для одного диаметра отверстия.Следовательно, требуется целая серия шаблонных пластин
. После механической обработки, разделения и зазоров эти кольца
приобретают действительно круглую форму, обеспечивая равномерную нагрузку на стенку цилиндра.
(iv) Кроме того, кольца отливают в истинно круглую форму, а затем «подвергают кулачковой обточке» для получения формы рабочей поверхности
в свободном состоянии. Затем кольца разрезаются на точный размер.
Для уменьшения задиров и разрывов поверхностей во время использования
поршневые кольца обычно имеют пористое фосфатное покрытие.Это поверхностное покрытие
защищает поверхности колец от очень высоких местных температур поверхности. Чтобы сформировать это покрытие, кольцо
погружается в ванну с фосфорной кислотой и марганцем. Травленный слой фосфата железа-марганца
образуется по всей поверхности кольца, что минимизирует трение трения. Эта пористая поверхность
также действует как масляный резервуар, который сохраняется даже после износа покрытия.
После обработки кольца погружают в горячую ванну с маслом, которое легко впитывается поверхностью
.
Хромированные компрессионные кольца
не только увеличивают срок службы кольца, но и значительно снижают износ отверстия. Обычно рабочие поверхности первого компрессионного кольца
хромируются, поскольку они подвергаются воздействию самых высоких рабочих температур
и коррозионных продуктов сгорания. Для тяжелых условий эксплуатации дополнительные кольца хромируются по шкале
, а также на обеих боковых сторонах кольца. Хромированная поверхность уменьшает количество
абразивных частиц, оседающих на поверхностях колец, вызывая очень небольшой износ поверхности колец
.Кроме того, очень незначительные количества металлического хрома переносятся с торца кольца на
стенки цилиндра во время работы. Это способствует защите относительно мягких поверхностей стенок цилиндра из чугуна
от абразивного износа и коррозионного воздействия.
3.15.8.
Ниже описаны
трех типов зазора между поршнем и кольцом в канавках поршня и в цилиндре.
Поршневые кольца должны иметь зазор
со стороны канавки, который представляет собой зазор между поверхностями стороны кольца и контактной площадки. Недостаточный зазор
не позволяет обеспечить необходимое расширение площадки для заклинивания колец в их канавках, тем самым останавливая изгиб
и вращательное движение, необходимое во время работы. Даже газонепроницаемые свойства кольца
могут быть нарушены, что приведет к прорывам и, как следствие, к разрушению масляной пленки
с последующим перегревом и заеданием.Но неплотная посадка кольца в канавке вызывает флаттер кольца
, в результате чего кольцо ударяется о поверхности канавки, вызывая быстрый износ канавки
. Чрезмерный боковой зазор в крайнем случае также может вызвать перекачку масла в
зону горения.
Типичный минимальный боковой зазор кольца для поршней диаметром от 60 до 120
мм составляет:
Компрессионное кольцо имеет 0,050 мм для бензинового двигателя и 0,060 мм для дизельного двигателя.
Масло-контрольное кольцо имеет 0.040 мм для бензинового двигателя и 0,040 мм для дизельного двигателя.
В стыке поршневого кольца
должен быть предусмотрен зазор для компенсации расширения от холодных условий до высоких рабочих температур. При недостаточном зазоре
кольцо заканчивается встык, расширяя кольцо к стенкам цилиндра с высоким давлением
наружу, так что масляная пленка срезается, вызывая полусухое трение и перегрев
. Наконец, хрупкие кольца имеют тенденцию изгибаться, пока в конечном итоге не сломаются.
С другой стороны, кольца с большими зазорами могут вызвать потерю сжатия с последующим эффектом прорыва
и перегрева.
Типичные минимальные зазоры между кольцевыми соединениями составляют:
Четырехтактные двигатели с водяным охлаждением имеют диаметр 0,03 мм на см.
Четырехтактные двигатели с воздушным охлаждением имеют диаметр 0,04 мм на см.
Зазор между юбкой и стенкой цилиндра
необходим для предотвращения удара поршня при холодном двигателе и заедания юбки в тяжелых условиях движения
.
Типичные минимальные зазоры юбки:
Поршень со сплошной алюминиевой юбкой имеет диаметр 0,010 мм на см.
Алюминиевая сплошная юбка с термическим щелевым поршнем имеет диаметр 0,008 мм на см.
Поршень с алюминиевой разрезной юбкой имеет диаметр 0,005 мм на см.
Установка зазора поршневых колец — Kanga Motorsports
Следующим шагом в нашей серии сборки двигателей Datsun является установка зазора поршневых колец для каждого отверстия цилиндра. Заделка поршневых колец важна для работы и надежности двигателя.Поршневые кольца расширяются при нагревании двигателя. Слишком большой зазор, и кольцо не расширится в достаточной степени, вызывая слишком сильный прорыв продуктов сгорания в картер, снижая мощность и крутящий момент двигателя. Слишком маленький зазор, и кольцо будет чрезмерно расширяться, что может привести к повреждению отверстия цилиндра или посадочного места кольца.
Слишком маленький зазор, и кольцо будет чрезмерно расширяться, что может привести к повреждению отверстия цилиндра или посадочного места кольца.
Инструменты и оборудование:
Поршневые кольца
Инструкции производителя
Запасной поршень
Калибры щупов
63 Перчатки
63
63
63 Free
03
63 Стендовые тиски
03
Денатурированный спирт
Фильтры для кофе
Сопло для сжатого воздуха и распылителя
Функция поршневого кольца
Поршневые кольца поставляются в комплекте с верхним компрессионным кольцом, вторым компрессионным кольцом и сандвичевым скребком для масла. между двумя маслосъемными кольцами.Работа верхних кольцевых уплотнений заключается в том, чтобы удерживать газы сгорания, когда они толкают поршень по каналу цилиндра. Другая функция верхнего кольца — передача тепла от сгорания и накопленного в поршне тепла к внешним стенкам цилиндра, которые окружены охлаждающей жидкостью двигателя, которая в конечном итоге течет к радиатору. Установка правильного зазора верхнего кольца имеет решающее значение для работы двигателя.
Установка правильного зазора верхнего кольца имеет решающее значение для работы двигателя.
Второе кольцо действует как дополнительный метод сдерживания сжатых газов, а также передачи тепла стенкам цилиндра и, в конечном итоге, охлаждающей жидкости двигателя.Обычно второе кольцо имеет немного больший зазор, чем верхнее кольцо, когда оно используется в приложениях для повышения производительности. Это гарантирует, что любые дымовые газы, которые проходят мимо верхнего кольца, не застревают и не скапливаются под верхним кольцом, заставляя верхнее кольцо подниматься вверх и ухудшая уплотнение. Иногда это называют трепетанием кольца. Иногда второе кольцо также имеет приспособление для зачистки или Napier для удаления излишков масла со стенки цилиндра.
Масляные кольца удерживают маслосъемник на месте. Маслоочиститель работает для обеспечения того, чтобы на стенке цилиндра было необходимое количество масла.Скребковое кольцо равномерно распределяет масло по стенке цилиндра, а затем удаляет излишки масла.
Поршневые кольца бывают разных форм, материалов и обработки поверхности в зависимости от области применения.
Направляющая для зазора поршня и кольца
Поршневые кольцаMarine являются важной частью системы сжатия в 2- или 4-тактных двигателях. Чтобы поршневые кольца работали безупречно, важно знать требуемые свойства и типы поршневых колец, используемых для конкретных целей.
ВИДЫ ПОРШНЕВЫХ КОЛЬЦ
Компрессионные поршневые кольца для двухтактных больших двигателей герметизируют камеру, чтобы предотвратить утечку высокотемпературных продуктов сгорания при распределении масла по поверхности гильзы.
НЕОБХОДИМЫЕ СВОЙСТВА
Помимо обеспечения того, чтобы поршневые кольца имели такое же тепловое расширение, что и гильза цилиндра, ниже перечислены некоторые из основных механических свойств поршневых колец, которые сохраняют свои оптимальные зазоры:
- Низкое трение и самосмазывание
- Подшипник нагрузки
- Коррозионностойкий
- Хорошая теплопередача
- Врожденная твердость для износостойкости
ЗАЗОРЫ
Кольцевые зазоры необходимы для обеспечения перемещений и теплового расширения. Вот два вида разрешений, о которых вам следует знать:
Вот два вида разрешений, о которых вам следует знать:
Этот зазор важен для свободного движения во время работы и должен быть минимальным, чтобы избежать ударов колец и износа кольцевых канавок. Однако, когда вертикальный зазор недостаточен, кольца могут застрять в канавке или сломаться при нагревании до рабочей температуры.
Хотя зазор никогда не должен закрываться полностью, он должен быть как можно меньше и должен поддерживаться в пределах 0,4–0.5 процентов диаметра цилиндра. Кольцо может сломаться из-за ограничения его теплового расширения при достижении рабочей температуры, если зазор кольца слишком мал. Имейте в виду, что слишком маленький зазор может привести к увеличению износа гильзы или к истиранию гильзы из-за разрушения масляной пленки.
Расположенная в Честерфилде, Великобритания, компания Precision Products UK специализируется на разработке и производстве поршневых колец и металлических уплотнений, которые производятся здесь, в Великобритании. Мы поставляем экспертные продукты и услуги клиентам из разных отраслей по всему миру.