Ремонт блока цилиндров двигателя своими руками » АвтоНоватор
Блок цилиндров является основной деталью двигателя. В нем и на нём находится и крепиться именно то, что мы называем двигателем. Традиционно блок цилиндров изготавливался из чугуна, теперь все чаще стали применять алюминий.
Что будем ремонтировать в блоке цилиндров?
Технология ремонта блока цилиндров, в основе своей, требует применения специализированных станков для расточки или хотингования. Хотя, в некоторых случаях, осуществляя ремонт блока цилиндров двигателя своими руками, можно применять и ручную хотинговальную головку для электродрели.
Ремонт головки блока цилиндров, или замену прокладки ГБЦ, частично тоже можно отнести к ремонту блока цилиндров. Но, речь пойдёт конкретно именно о ремонте блока цилиндров.
Как квалифицированные профессионалы, мы прекрасно понимаем, что прежде, чем браться за молоток, нужно разобраться по какой детали стучать будем. То есть речь идет о традиционных неисправностях, при которых ремонт блока цилиндров просто необходим.
Износ поверхностей цилиндров. Это основной, но не единственный дефект. Ремонт цилиндров, как правило, сводится к расточке и хотингованию цилиндра. Таким образом, убирается эллипсность, возникающая от особенностей работы поршней, удаляются царапины и задиры поверхности цилиндров.
Сильный износ цилиндра может происходить из-за большого осевого зазора в упорном подшипнике коленвала. Самым частым считается «естественный» износ поверхности цилиндра. Он происходит в итоге длительной эксплуатации в нормальном режиме. Проявляется в верхней части цилиндра в зоне ВМТ (верхней мертвой точки) в момент прихода в нее поршня.
Обрыв шатуна. Как правило, обрыв шатуна и следующие за ним сколы и пробоины нижней части цилиндра происходят из-за перегрева шатунного подшипника. Это результат недостаточной смазки подшипника.
Обрыв клапана или разрушение седла приводят к тому, что происходит повреждение в верхней части цилиндра. В этом случае на поверхности цилиндра появляются задиры или забои.
Трещины в гильзе. Этот дефект встречается редко, но он имеет место быть. Причиной этой трещины может послужить чрезмерная или неправильная затяжка болтов ГБЦ.
Какие неисправности блока цилиндров не видны сразу
Их не видно, но они есть. Не знать об этих неисправностях, означает, что ремонт блока цилиндров двигателя, может перерости в неприятную эпопею. Когда после ремонта блока цилиндров, через десяток тысяч километров, двигатель опять выходит из строя.
Деформация блока. Это может произойти из-за нарушения технологии изготовления блока, когда не было снято внутреннее напряжение. Особенно это относится к чугунным блокам. Для этого существует такая технология ремонта блока цилиндров, как искусственное старение. Нагрев блока в определенной температуре и затем механическая обработка: фрезеровка плоскостей, расточка цилиндров и постели коленвала.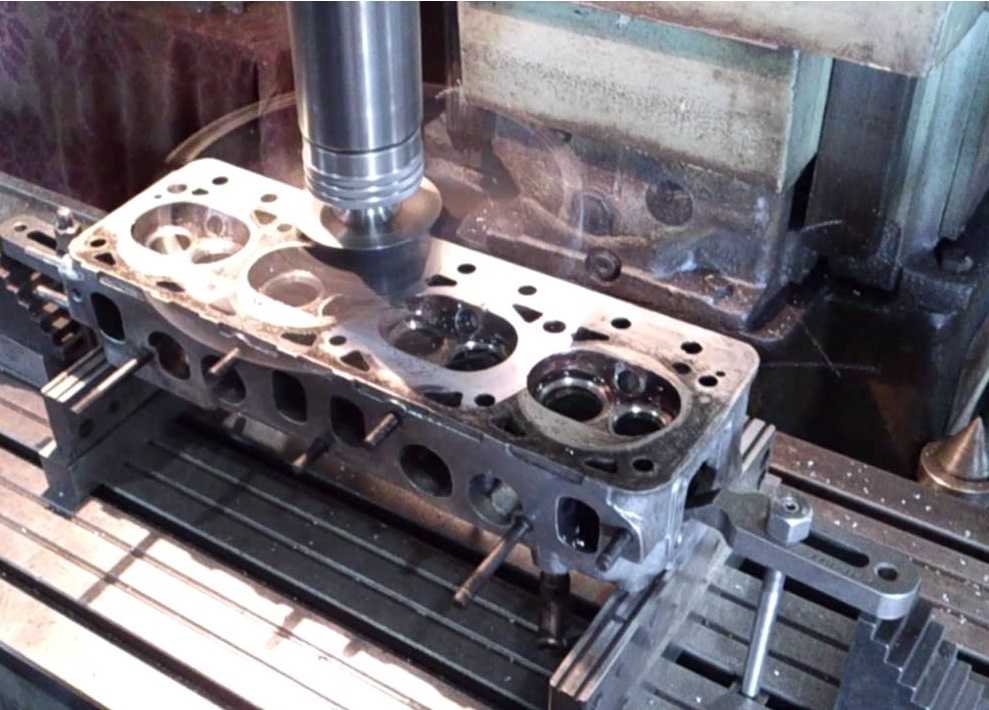
Ещё одна причина деформации самого блока цилиндров – неравномерность его нагрева во время эксплуатации.
Ремонт постели подшипников коленвала. Он требуется как из-за естественной деформации, так и из-за перегрева или недостатка смазки коренных подшипников.
На фоне перечисленных неисправностей, срыв шпильки или резьбы болта крепления ГБЦ – мелочь для механика. В этом случае растачивается отверстие и нарезается резьба.
Из перечня всех возможных неисправностей блока цилиндров, можно сделать вывод, что технология ремонта блока цилиндров двигателя в каждом случае может быть разной. Ремонт блока цилиндров своими руками в полном объёме вам вряд ли удастся выполнить на 100% в условиях гаража, так как определенные операции требуют специального оборудования.
- Автор: Андрей
- Распечатать
Оцените статью:
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
Adblock
detector
Ремонт Блока Цилиндров / Всё для моторов
Ремонт и восстановление блока цилиндров двигателя
Компания All4Motoros проводит комплексный ремонт блоков цилиндров бензиновых и дизельных двигателей, а так же восстановление ремонтно пригодных блоков двигателя.
Процесс ремонта блока цилиндров требует применения специализированного оборудования и высокоточных автоматизированных станков для проведения работ по расточке, хонинговке, сварке и тд. Для достижения высокого качества и предоставления гарантии на работы по ремонту блока двигателя. Все работы по ремонту должны выполняться высоко квалифицированными профессионалами с большим опытом работы с применением качественного импортного оборудования, для гарантии выполнения ремонтных работ согласно спецификацией завода производителя.
1. Химическая Мойка Головки блока Цилиндров.
Перед началом дефектовочных работ и ремонтом блока цилиндров производится обязательная Мойка Блока Цилиндров на специализированном оборудовании. Для достижения лучшего вымывания всех грязевых и масляных отложений из двигателя перед установкой блока цилиндров на стенд моечного комплекса проводятся следующие подготовительные операции: — Внешняя обработка блока ДВС от налёта и внешних отложений, затем с помощью спец. оборудования начинается выпрессовка заглушек масляных каналов, для более тщательной мойки. Затем Блок двигателя размещается на стенде современного моечного комплекса для тщательной промывки всех внутренних каналов и плоскостей новейшими моющими средствами, что позволяет отмыть блок двигателя практически до идеального состояния, а так же получить уверенность в полном удалении масляных отложений даже труднодоступных местах блока двигателя.
оборудования начинается выпрессовка заглушек масляных каналов, для более тщательной мойки. Затем Блок двигателя размещается на стенде современного моечного комплекса для тщательной промывки всех внутренних каналов и плоскостей новейшими моющими средствами, что позволяет отмыть блок двигателя практически до идеального состояния, а так же получить уверенность в полном удалении масляных отложений даже труднодоступных местах блока двигателя.
2.Расточка блока и хонинговка цилиндров
При выполнении работ по расточке блока — наша компания All4Motoros использует только новейшие технологии, которые выполняем на усовершенствованных станках зарубежных брендов. Высокое качество проведения работ по расточке и хонингованию блока цилиндров гарантирует большой ресурс остаточный ресурс отремонтированного блока цилиндров. Вначале ремонтных работ по блоку цилиндров производятся контрольные замеры Выработки рабочих и привалочных поверхностей, а так же состояния и расположение опорных шеек коленвала относительно блока цилиндров.

3. Гильзовка Блока Цилиндров
Мы выполняем работы по гильзовке блока цилиндров из любых металлов и сплавов, силами наших высококвалифицированных мастеров с многолетним стажем работы в короткие строки 1-2 дня. После проведения замеров цилиндров двигателя и выявления превышения допустимого износа зеркала цилиндра при котором не представляется возможным произвести расточку блока под ремонтный размер, остается последний технологически приемлемый вариант — Установка Гильз.
Ремонтные работы по гильзовке блока цилиндров имеют незначительное технологическое отличие, от типа блока: Чугунный или Алюминиевый.
 В завершении токарных работ обязательно проводиться очистка и мойка подготовленных отверстий под гильзы. Все работы по расточке и установке гильз выполняются на современном оборудовании иностранного производства с высоким классом точности.
В завершении токарных работ обязательно проводиться очистка и мойка подготовленных отверстий под гильзы. Все работы по расточке и установке гильз выполняются на современном оборудовании иностранного производства с высоким классом точности.Основное отличие «Сухих» гильз от «Мокрых» в том, что «мокрые» гильзы имеют постоянный контакт с охлаждающей жидкостью и процесс их замены намного быстрее, так как не требуется предварительная механическая обработка блока двигателя.
На данный момент Мы можем предложить два варианта запрессовки гильзы в блок двигателя.
А. «На холодную» — Блок Двигателя Фиксируется в подвижной каретке станка, а гильза запрессовывается с помощью гидравлического пресса.
Б. «На горячую» — Термический способ установки гильзы: Производится равномерный нагрев блока цилиндров до 145 градусов, а ремонтная гильза охлаждается азотом и устанавливается в блок.
4. Перепрессовка поршней
Перепрессовка поршней
Мы производим перепресовку всех видов пальцев поршня одним из методов запресовки: «Холодным и «Горячим».
Порядок работ по Выпресовки-Запресовки поршневого пальца в поршень:
- 1. Производим нагрев в специализированной термопечи до 230 градусов. (В зависимости от технической спецификации нагревается либо поршень, либо шатун).
- 2. Производится фиксация шатуна в специализированном прессовом станке.
- 3. С помощью переходника — оправки, производится запрессовка или выпрессовка пальца из поршня.
5. Мы проводим ремонтные работы по восстановлению балансирных и промежуточных валов блока двигателя
После проведение промерных работ по определению износа рабочих поверхностей вала, нашими специалистами принимается решение о возможности ограничиться только заменой вкладышей или произвести ремонтные работы по расточке и наплавке балансирного или промежуточного вала.
6. Восстановление постелей коленвала
При повреждении шейки коленчатого вала (образовании задира) а так же при большом износе постели, а также при изменении геометрии посадочной плоскости коленвала в следствии перегрева — Производиться ремонт постели коленчатого вала: путем расточки или наплавки рабочих поверхностей. Конечной операцией, после проведения расточки или наплавки постелей коленвала производиться финишный замер соосности коленвала относительно пастели, что является обязательно процедурой внутреннего контроля качественного выполнения работ.
7. Проведение Фрезеровочных работ по блоку цилиндров
При значительно перегреве двигателя может произойти не только деформации привалочной плоскости головки блока цилиндров, но и самого блока цилиндров.
8. Опрессовка блока цилиндров
При невозможности визуально выявит место утечки антифриза или моторного масла на специальном станке выполняется процедура опрессовки блока двигателя.
Сам процесс по проведению опрессовки достаточно прост:
- а. Все технологические отверстия блока двигателя перекрываются специальными заглушками, которые гарантируют отсутствия утечек.
- б. Блок двигателя погружается в специализированную чашу которая заполнена подогретой до 76 градусов водой.

- в. Через заглушку блока двигателя оснащенную техническим клапаном подается воздушная смесь под давлением около 7 атмосфер.
Мы производим опресовку блока цилиндров в кратчайшие сроки с гарантией!
9. Замена никасилового покрытия (никасил nikasik) или алюсилового (алюсил / alusil) на чугунное
Никасиловые и алюсиловые блоки цилиндров выделяются на фоне других своими динамическими характеристиками. Немаловажная характеристика таких аллюминиевых эсплавов это высокая теплопроводимость, благодаря чему блок разогревается быстрее и равномернее. И именно из-за высокотехнологичного процесса литья таких блоков ремонт никосиловых покрытий цилиндров практически не подлежат восстановлению. Самое оптимальное в данной ситуации это произвести гильзовку блока заменив никосиловые или алюсиловые гильзы на чугунные.
На примере никосиловый (nikosil) блок компании Mercedes M272. На первой фотографии задранная гильза никосилового блока мерседес. На второй подготовка блока к гильзовке, снимается слой никосила. На третьей готовый блок с чугунной гильзой. Причины задира обычно это неправильная эксплуатация двигателя, перегрев или маслянное голодание. После гильзовки блока чугуном Ваш двигатель проедет еще более 200 тысяч км! (конечно при грамотной эксплуатации двигателя).
На первой фотографии задранная гильза никосилового блока мерседес. На второй подготовка блока к гильзовке, снимается слой никосила. На третьей готовый блок с чугунной гильзой. Причины задира обычно это неправильная эксплуатация двигателя, перегрев или маслянное голодание. После гильзовки блока чугуном Ваш двигатель проедет еще более 200 тысяч км! (конечно при грамотной эксплуатации двигателя).
Наша компания производит профессиональную гильзовку двигателей с заменой никасиловых или алюсиловых гильз на чугунные с гарантией и в короткие сроки!
Как отремонтировать треснувший блок двигателя
Как вы понимаете, замерзший или треснувший блок двигателя вызывает серьезную озабоченность.
Хотя многие автовладельцы считают, что лучше всего продать автомобиль, до этого не обязательно доходить, если вы немедленно решите проблему.
Игнорирование замерзшего или треснутого блока двигателя приводит только к более серьезным проблемам. Если у вас есть подходящие инструменты, вы сможете вернуться в дорогу в кратчайшие сроки.
Оценка ущерба
Прежде чем начать, вам нужно понять, насколько серьезен ущерб.
Начните с исследования областей повышенного напряжения. Например, головки цилиндров, свечи зажигания, седла клапанов и другие места вокруг камеры сгорания.
В качестве альтернативы выполните магнитопорошковый тест . Этот метод выявляет дефекты в блоке двигателя и может указать, насколько глубока трещина, которую вы, возможно, не сможете оценить самостоятельно.
Также стоит поискать источник трещины. В противном случае вам может потребоваться выполнить этот шаг снова в будущем.
Ремонт треснутого чугунного блока двигателя
Большинство старых блоков двигателей изготавливаются из чугуна. Хотя он прочный, он также может быть хрупким и пористым. Таким образом, требуется много терпения и осторожности при сварке чугунного треснувшего блока цилиндров.
Начните с уборки территории как можно лучше. Неплохо замочить блок двигателя в кипящей воде. Это удалит любые стойкие масляные пятна.
Это удалит любые стойкие масляные пятна.
В зависимости от того, какой чугунный сварочный стержень вы используете для ремонта блока двигателя, вам может потребоваться предварительный нагрев детали как минимум до 500 градусов по Фаренгейту. Только не превышайте 1200 градусов, иначе вы можете повредить блок двигателя.
Вы также хотите поддерживать равномерную температуру в блоке цилиндров. Если область внезапно теряет тепло, это может привести к дополнительным трещинам или усугублению существующих повреждений. При сварке чугунного блока двигателя важно помнить, что он будет удерживать тепло и не передавать температуру быстро.
Переместите сварной шов дюйм за дюймом, используя короткие проходы, и очистите блок двигателя между ними. В качестве альтернативы, вы можете проковать область сварки , позволяя теплу тяготеть к открытым порам.
После завершения ремонта медленно доведите весь блок двигателя до средней комнатной температуры. Это может занять дополнительное время. Тем не менее, это гарантирует плотный сварной шов и гарантирует, что ваш блок двигателя не треснет под нагрузкой.
Тем не менее, это гарантирует плотный сварной шов и гарантирует, что ваш блок двигателя не треснет под нагрузкой.
Убедитесь, что у вас есть подходящее оборудование
Конечно, есть и другие способы ремонта замерзшего или треснувшего блока цилиндров. Но по сравнению с этими альтернативными методами сварка обеспечивает более прочную связь, поскольку существующие материалы соединяются с новым металлом. Это также позволяет вам глубже проникнуть в трещину, чтобы вам не пришлось проходить этот процесс снова.
Однако для успешного ремонта необходимо правильное оборудование. Наш комплект для ремонта чугуна для дуговой сварки избавит вас от необходимости разбирать машины и помещать деталь в печь перед началом работы. Этот сварочный пруток из чугуна не требует предварительного нагрева или разборки. Если вы можете добраться до трещины, вы можете отремонтировать моторный блок, не разбирая двигатель. Просто определите область и восстановите ее с помощью этого инструмента. Возьмите в руки Комплект для ремонта чугуна для дуговой сварки и сэкономьте время, деньги и энергию уже сегодня!
Возьмите в руки Комплект для ремонта чугуна для дуговой сварки и сэкономьте время, деньги и энергию уже сегодня!
Ремонт блока цилиндров
| Практическое руководство — Двигатель и трансмиссия
Спасение блока!
Блок треснул? Не так уж много комбинаций из двух слов вызывают мурашки по спине автолюбителя. В большинстве случаев это означает, что блок DOA, и он стоит своего веса только в металлоломе. Хотя иногда есть надежда. Все зависит от того, где находится трещина, чем она вызвана и насколько обширны повреждения. В конце концов, это всего лишь металл, а металл можно сваривать.
Мы должны предварить это, сказав, что не всегда возможно или целесообразно ремонтировать треснувший блок. Если образец распространен и доступен по цене, замена его сплошным блоком может быть самым разумным путем. Где усилия по ремонту действительно имеют смысл, так это в редких, снятых с производства или оригинальных вещах с совпадением номеров. Может быть, сменный блок не вариант, или, может быть, это оригинальная деталь с кодом даты для автомобиля. В таком случае самое время рассмотреть варианты.
Может быть, сменный блок не вариант, или, может быть, это оригинальная деталь с кодом даты для автомобиля. В таком случае самое время рассмотреть варианты.
Чугун — непостоянная хозяйка. Он достаточно прочный, но при этом довольно пористый и хрупкий. При содержании углерода обычно в диапазоне от 2 до 6 процентов это примерно в 10 раз больше, чем в большинстве сталей. Высокое содержание углерода в чугуне вызывает образование чешуек графита, которые плохо реагируют на неравномерный нагрев. Впрочем, именно это и происходит во время сварки. В то время как мягкая сталь является более текучей и будет изгибаться и двигаться под воздействием тепла или усадки во время охлаждения, когда металл сварного шва сжимается, напряжения могут легко быть достаточными для растрескивания хрупкого чугуна. Иногда вы услышите страшный «пинг» в области, которая даже не связана с ремонтом.
Хотя объяснение операции довольно простое для понимания, это деликатная операция, и ее определенно лучше оставить тем, у кого есть достаточный опыт сварки. К сожалению, это не мы, поэтому мы обратились к нашим друзьям из Miller Electric за помощью. В штате Miller Electric немало гуру сварки, которые хорошо разбираются в металлургии и имеют большой опыт работы в этой области, так что если кто-то и может это осуществить, так это они. Для ремонта нашего чугунного блока цилиндров нас связали с Джошем Спринклом, управляющим промышленным районом и опытным сварщиком, который, как нам сказали, справится с этим, если кто-нибудь сможет. Sprinkle был в игре и сделал специальный заказ на необходимый сварочный пруток.
К сожалению, это не мы, поэтому мы обратились к нашим друзьям из Miller Electric за помощью. В штате Miller Electric немало гуру сварки, которые хорошо разбираются в металлургии и имеют большой опыт работы в этой области, так что если кто-то и может это осуществить, так это они. Для ремонта нашего чугунного блока цилиндров нас связали с Джошем Спринклом, управляющим промышленным районом и опытным сварщиком, который, как нам сказали, справится с этим, если кто-нибудь сможет. Sprinkle был в игре и сделал специальный заказ на необходимый сварочный пруток.
Спринкл упомянул кое-что, о чем следует всегда помнить при ремонте чугуна; даже самые тщательно спланированные работы со всеми необходимыми материалами и знаниями не гарантируют успеха. Но вот мы сидим с потрескавшейся 351 Cleveland, балансирующей на грани утилизации. Что нам терять?
Syncrowave 210 TIG/Stick Welder
Syncrowave 351, показанный здесь в работе, — отличный агрегат из прошлого Miller, демонстрирующий, насколько надежным является оборудование Miller, но если вы готовы к такой работе, вы хотите посмотреть на новый Syncrowave 210/TIG/Stick Welder от Miller Electric. Его новая конструкция на основе инвертора отличается малым весом, что делает его идеальным для ремонта автомобилей и личного использования. Удобный для оператора интерфейс поддерживает сварку TIG на переменном/постоянном токе и постоянный ток с возможностью сварки материалов толщиной до 1/4 дюйма за один проход. Syncrowave 210 оснащен инновационными технологиями, такими как функция Pro-Set, которая избавляет от догадок при настройке параметров сварки, предлагая предустановленные элементы управления, разработанные инженерами по сварке Miller. Пользователи просто выбирают функцию DIG или Balance и регулируют до тех пор, пока на дисплее не появится Pro-Set. Эксклюзивная технология Auto-Line компании Miller и универсальный штекер (MVP) позволяют легко подключаться к любому входному напряжению в диапазоне от 115 до 230 В без ручного подключения, обеспечивая надежную входную мощность независимо от условий сварки.
Его новая конструкция на основе инвертора отличается малым весом, что делает его идеальным для ремонта автомобилей и личного использования. Удобный для оператора интерфейс поддерживает сварку TIG на переменном/постоянном токе и постоянный ток с возможностью сварки материалов толщиной до 1/4 дюйма за один проход. Syncrowave 210 оснащен инновационными технологиями, такими как функция Pro-Set, которая избавляет от догадок при настройке параметров сварки, предлагая предустановленные элементы управления, разработанные инженерами по сварке Miller. Пользователи просто выбирают функцию DIG или Balance и регулируют до тех пор, пока на дисплее не появится Pro-Set. Эксклюзивная технология Auto-Line компании Miller и универсальный штекер (MVP) позволяют легко подключаться к любому входному напряжению в диапазоне от 115 до 230 В без ручного подключения, обеспечивая надежную входную мощность независимо от условий сварки.
Вот наш пациент: девственная скважина 1970 года выпуска, код 4V 351C. Он был обработан и полностью подготовлен к сборке, поэтому мы возлагаем большие надежды. Хорошие сердечники Cleveland трудно найти, поскольку они плохо переносят большие отверстия из-за смещения сердечника во время производства и тонколитых стенок. Это означает, что для большинства блоков диаметр отверстия превышает 0,030–0,040, чтобы свести к минимуму риск перегрева.
Он был обработан и полностью подготовлен к сборке, поэтому мы возлагаем большие надежды. Хорошие сердечники Cleveland трудно найти, поскольку они плохо переносят большие отверстия из-за смещения сердечника во время производства и тонколитых стенок. Это означает, что для большинства блоков диаметр отверстия превышает 0,030–0,040, чтобы свести к минимуму риск перегрева.
Мы даже не заметили эту залитую эпоксидной смолой трещину под краской и грязью. Мы даже не уверены, как это могло произойти — возможно, чрезмерное затягивание болта. Прежде чем Sprinkle сможет получить четкое представление о степени повреждения и оценить возможность сварки, необходимо удалить всю слизь.
В то время как сторона трещины, пересекающая водослив, прошла насквозь, мы были приятно удивлены, обнаружив, что эпоксидная смола очень поверхностна и ее легко удалить борфрезой. Обратите внимание на отверстие, просверленное в конце трещины; это делается для того, чтобы «закончить» трещину и предотвратить ее дальнейшее распространение при сварке. Без этого трещина будет распространяться прямо перед сварочной ванной.
Без этого трещина будет распространяться прямо перед сварочной ванной.
Трещина проходит через горловину воды, поэтому мы ничего не можем там сделать, но Спринкл указывает на два важных рукава трещины, которые мы должны предотвратить, чтобы ремонт стал возможным.
Чтобы убедиться, что все загрязняющие вещества из эпоксидной смолы удалены, и оставить участок чистого чугуна для заполнения, Ларри Андерсон из FPS вырезает V-образный канал вдоль трещины.
Еще одна хорошая новость: трещины были неглубокими на двух из трех сторон, а это означает, что там все еще достаточно прочности, чтобы выдержать напряжение сварки. Одна полностью растрескавшаяся сторона может сыграть нам на руку и создать место для небольшого движения хрупкого чугуна во время нагрева.
Это опытный сварщик компании Miller Джош Спринкл и его любимое оружие для ремонта: ERNi-Ci. Известный в просторечии как «Никель 99″, этот стержень предназначен для сварки TIG различных типов чугуна. Его также можно использовать для наплавки, наплавки и ремонта, где требуются легко обрабатываемые сварные швы. Это важно, учитывая, где расположена наша трещина. двух диаметров никеля 99. Стержень диаметром 1/16 дюйма будет использоваться для большей части сварки, а стержень диаметром 1/16 дюйма будет использоваться для заполнения отверстия вокруг трещины.
Его также можно использовать для наплавки, наплавки и ремонта, где требуются легко обрабатываемые сварные швы. Это важно, учитывая, где расположена наша трещина. двух диаметров никеля 99. Стержень диаметром 1/16 дюйма будет использоваться для большей части сварки, а стержень диаметром 1/16 дюйма будет использоваться для заполнения отверстия вокруг трещины.
, требуется чистый вольфрамовый электрод.Геометрия вольфрамового электрода влияет на форму дуги и, следовательно, на размер и форму сварочного валика.Всегда шлифуйте продольно и делайте длину заостренного конуса примерно в два раза больше диаметра электрода.Самое главное, шлифуйте вольфрам только на специальном ремне или круге.Если вы используете тот, который используется совместно с другими металлами, существует высокий риск включения загрязняющих веществ в вольфрам, что повлияет на качество сварки.
Сварка чугуна ВИГ требует значительного предварительного нагрева области горелкой, чтобы избежать удара материала и возможного увеличения трещины. Предварительный нагрев и температура между проходами 500 градусов по Фаренгейту являются минимально рекомендуемыми во время сварки, но держите их ниже 1000 градусов по Фаренгейту. Не торопитесь и проверьте температуру с помощью инфракрасного теплового пистолета, если это возможно.
Предварительный нагрев и температура между проходами 500 градусов по Фаренгейту являются минимально рекомендуемыми во время сварки, но держите их ниже 1000 градусов по Фаренгейту. Не торопитесь и проверьте температуру с помощью инфракрасного теплового пистолета, если это возможно.
Наш сварочный аппарат — надежный старый Miller Syncrowave 351. Новые аппараты более мощные и эффективные (см. врезку о новом Syncrowave 210 от Miller), но все сварочные аппараты Miller служат чертовски долго! Этот Syncrowave постоянно используется с середины 19-го века.80-х годов и до сих пор отлично работает с минимальным обслуживанием. Нам нравится, что это так уж получилось, что «351» ремонтирует наш 351C. Sprinkle установил силу тока на 149.
Фонарик и газовый колпачок, которые Sprinkle будет использовать, представляют собой стандартный Weldcraft WP-20, который используется на многих платформах Miller. Газовая линза, возможно, подошла бы лучше всего, но Спринкл не считал ее необходимостью. Миллер теперь владеет Weldcraft, поэтому обновления и новые детали можно найти на их веб-сайте.
Миллер теперь владеет Weldcraft, поэтому обновления и новые детали можно найти на их веб-сайте.
Сварка TIG всегда требует двух рук, поэтому ножная педаль обязательна. Это немного менее эргономично, чем современные вещи Миллера, но эта старая ножная педаль в форме ящика отлично подошла для нашего ремонта, несмотря на тысячи часов использования.
После того, как блок был достаточно прогрет в этом месте, Спринкл был готов надеть свой любимый капюшон Миллера и проложить первый и, возможно, самый важный сварной шов. Эта реакция чугуна могла многое сказать ему о потенциальном успехе ремонта. Кроме того, он сразу узнает, достаточно ли прочистили трещину.
Также настоятельно рекомендуется проковка сварного шва, чтобы уменьшить напряжение. Это делается легким постукиванием по бусине молотком средней тяжести, например, этим шариковым молотком.
Пока все хорошо! Трещина была очень чистой, а высокое содержание никеля в раннем кливлендском блоке очень хорошо принимало сварной шов. При таких сложных трещинах рекомендуется ограничивать сварные швы небольшими сегментами длиной примерно 1 дюйм, чтобы предотвратить накопление остаточного напряжения.
При таких сложных трещинах рекомендуется ограничивать сварные швы небольшими сегментами длиной примерно 1 дюйм, чтобы предотвратить накопление остаточного напряжения.
Некоторые предпочитают сидеть, но Спринкл не любит устраиваться поудобнее. Этот последний проход очень важен, так как с каждым проходом материал подвергается немного большему напряжению
Все выглядело лучше, чем ожидалось, говорит Спринкл. Ремонт нашего блока демонстрировал большие успехи. Отсюда Sprinkle заполнит рельефное отверстие, затем используйте дюймовый никель 9.9 стержней в бассейн и полностью заполните отверстие для болта на передней стороне.
После последней заливки Спринкл очистил участок чистой проволочной щеткой, чтобы внимательно изучить свою работу.
В общем, процесс сварки прошел как нельзя лучше. Все бусинки останутся как есть, за исключением небольшой области на горловине, которая потребует легкой механической обработки для образования уплотнения.
Однако мы не совсем в безопасности. Последней критической частью является охлаждение. Чугун должен остывать очень медленно. В идеале мы зарыли бы его в песок или завернули бы в тепловые одеяла, но в довольно теплый день в Южной Калифорнии мы можем обойтись кучей пляжных одеял. Эта часть немного нервирует, так как возможен катастрофический сбой. К счастью, мы никогда не слышали характерного звука раскалывания чугуна. Наш Кливленд должен быть готов к будущей сборке!
Популярные страницы
Chevrolet Colorado ZR2 2023 года. Первая поездка: повседневный внедорожник
Эксперт по Tesla и электромобилям Сэнди Манро: Твердотельные аккумуляторы — «поцелуй смерти» для автомобилей с бензиновым двигателем
23 Ford Первый тест F-150 Tremor: Баггад, это музыка тремора?Toyota Prius Prime 2023 года может заряжаться за 3 недели без подключения к электросети0126
Популярные страницы
Chevrolet Colorado ZR2 2023 г.
