Ремонт насосов высокого давления
Ремонт насосов высокого давления
Снятый с двигателя для ремонта насос высокого давления моют в ванне с керосином, очищают волосяными щетками, протирают, обдувают сжатым воздухом,, а затем разбирают. Разборку насоса удобно выполнять на поворотном приспособлении, которое позволяет наклонять и поворачивать насос.
Для разборки применяют комплект инструмента модели 630 (рис. 130).
Основными предпосылками для ремонта топливных насосов являются износ и повреждение рабочих поверхностей деталей плунжерной пары;
износ рабочих поверхностей клапанов и их седел; потеря упругости пружин; повреждение резьбы в корпусе; трещины в местах креплений деталей и штуцеров; течь в сальниках; износ рабочих поверхностей опорных шеек и кулачков кулачкового валика.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 130. Комплект инструментов модели 630 для обслуживания топливных насосов высокого давления:
130. Комплект инструментов модели 630 для обслуживания топливных насосов высокого давления:
1 — металлический футляр, 2, 3, 10—ключи для разборки муфты автоматического опережения впрыска, 4 — ключ для регулировки подачи топлива, 5 — приспособление для разборки толкателей, 6 — съемник пружины толкателя, 7 — динамометрический ключ для штуцеров нагнетательных секций, 8— съемник нагнетательных клапанов, 9— ключ для регулировки толкателей насоса
Отдельные сборочные единицы (узлы) топливного насоса разбирают после соответствующей дефектовки, которая определяет необходимость полной разборки и ремонта сборочных единиц (узлов). При дефектовке сборочных единиц (узлов) и деталей насоса выявляют неисправности в первую очередь ненрецизионных деталей — корпуса, кулачкового вала и др. Неисправности прецизионных деталей, к которым относятся плунжерные .пары, нагнетательные клапаны и их седла, выявляют проверкой на стендах и в приспособлениях.
Ремонт непрецизионных деталей выполняют обычными способами. При этом целесообразным считается ремонт в том случае, если обнаруженные износы и повреждения не слишком серьезны и технологически устранимы. Например, при износе отверстий под гильзу плунжера, под седло нагнетательного клапана и повреждение резьбы под штуцер деталь бракуют.
При этом целесообразным считается ремонт в том случае, если обнаруженные износы и повреждения не слишком серьезны и технологически устранимы. Например, при износе отверстий под гильзу плунжера, под седло нагнетательного клапана и повреждение резьбы под штуцер деталь бракуют.
Трещины на корпусе насоса заделывают пастами — клеевыми материалами на основе эпоксидной смолы и металлического порошка. Технология заделки трещин эпоксидной пастой следующая: разделывают трещину по всей ее длине и засверливают концы, обезжиривают поверхность, наносят пасту и сушат ламповыми излучателями. Заваривание трещин на корпусе насоса не рекомендуется, так как нагрев может вызвать деформацию и нарушение соосностей посадочных поверхностей.
Для восстановления размера отверстий в корпусе насоса также используют эпоксидные пасты или ставят втулки. При ремонте отверстия постановкой втулок его растачивают до большего диаметра и запрессовывают ремонтную втулку. После этого отверстие во втулке растачивают или развертывают до номинального размера.
При износе отверстий под толкатель их восстанавливают развертыванием под увеличенный размер, при этом базой служит кондукторная втулка, вставленная в отверстие под гильзу плунжера.
Для восстановления поврежденной резьбы М5, MB, М8 для крепления деталей рекомендуется постановка ввертышей. Диаметры ввертышей должны быть соответственно М8, М10, М12. Изготовляют из латуни, а ставят на эпоксидной смоле.
Изогнутый кулачковый вал насоса выправляют на гидравлическом прессе, применяя подставку с призмами и индикатор.
Изношенные опорные шейки кулачкового вала восстанавливают вибродуговой наплавкой с последующим шлифованием. Риски, задиры или следы неравномерного износа на поверхности кулачков устраняют шлифованием кулачков на копировалыю-шлифовальном станке.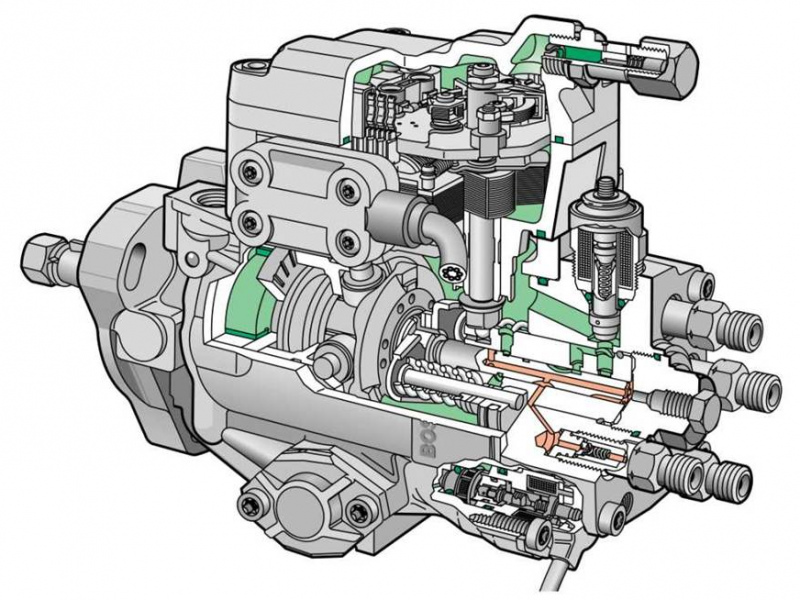 Шпоночный паз и резьбовые концы вала восстанавливают до номинальных размеров также наплавкой с последующей механической обработкой.
Шпоночный паз и резьбовые концы вала восстанавливают до номинальных размеров также наплавкой с последующей механической обработкой.
Ремонт прецизионных деталей насоса высокого давления выполняют только после их контрольной проверки и выяснения необходимости ремонта.
Нагнетательный клапан (рис. 131) из корпуса насоса вынимают специальным съемником после демонтажа штуцера, ограничителя хода клапана и пружины. Клапан и седло промывают отдельно в чистом дизельном топливе, обдувают сжатым воздухом и тщательно проверяют состояние их поверхностей.
На конических притертых поверхностях не должно быть коль-цевон выработки и рисок. Если обнаружены риски, следы коррозии или незначительный износ, конус клапана и фаску седла взаимно притирают пастой ГОИ. Проверяют также свободу перемещения клапана в седле, который должен двигаться без заеданий. Если притирка клапана к седлу не устраняет глубоких задиров или следов выработки, детали клапана бракуют.
Отремонтированные нагнетательные клапаны испытывают на величину плотности по конусу и по разгрузочному пояску. Плотность клапана по конусу проверяют воздухом под давлением 0,5—0,6 МПа. Для этого клапан в сборе с оправкой опускают в сосуд с дизельным топливом, а воздух подводят через оправку со стороны конуса клапана. Выделение небольшого количества воздушных пузырьков со стороны цилиндрической части клапана характеризует удовлетворительное качество притирки.
Плотность клапана по конусу проверяют воздухом под давлением 0,5—0,6 МПа. Для этого клапан в сборе с оправкой опускают в сосуд с дизельным топливом, а воздух подводят через оправку со стороны конуса клапана. Выделение небольшого количества воздушных пузырьков со стороны цилиндрической части клапана характеризует удовлетворительное качество притирки.
Плотность клапана по разгрузочному пояску определяют на ротаметре — приборе, работающем на принципе подвода воздуха к клапану от магистрали и замере его расхода через поднятый на высоту 1,3±0,01 мм клапан. Годные клапаны сортируют на две группы по показаниям плотности в зависимости от диаметрального зазора разгрузочного пояска. Первая группа имеет диаметральный зазор 0,002—0,004 мм, вторая — 0,004— 0,006 мм. Номера групп наносят на поверхность седла клапана.
Для ремонта деталей нагнетательной секции насоса ее разбирают после снятия нагнетательного клапана. Вал насоса устанавливают так, чтобы кулачок отошел от толкателя разбираемой секции и пружина разгрузилась. Затем вводят рычаг (рис. 132) под пружину, сжимают ее и извлекают пинцетом нижнюю тарелку пружины. Далее вывертывают установочный винт гильзы плунжера и вынимают вверх плунжерную пару из гнезда корпуса насоса.
Затем вводят рычаг (рис. 132) под пружину, сжимают ее и извлекают пинцетом нижнюю тарелку пружины. Далее вывертывают установочный винт гильзы плунжера и вынимают вверх плунжерную пару из гнезда корпуса насоса.
Рис. 131. Нагнетательный клапан:
1 — седло клапана, 2 — клапан, 3 — разгрузочный поясок клапана, 4 — пружина клапана
Рис. 132. Рычаг для отжатия пружин толкателей плунжеров:
1 — рычаг, 2 — заклепка, 3 — ручка
Детали плунжерной пары промывают в дизельном топливе и проверяют их состояние, для чего выдвигают плунжер из гильзы на 40—50 мм и в вертикальном положении наблюдают опускание плунжера под действием собственной массы. Он должен опускаться плавно, без заеданий до упора в торец при любых углах поворота относительно гильзы. После этого гильзу и плунжер осматривают через увеличительное стекло. Их соприкасающиеся поверхности должны иметь матовый оттенок без пятен и рисок.
Повреждения на торце плунжера устраняют притиркой на плите пастой Г‘ОИ. Глубокие риски на цилиндрической поверхности плунжера устраняют притиркой на притирах-приспособлениях, предназначенных для ремонта плунжерной пары. Притиры для цилиндрической поверхности представляют чугунные разрезные конусные втулки, вставляемые в оправки. Притиры делятся на предварительный и чистовой. Они обеспечивают при. последовательном применении необходимую шероховатость поверхностей.
Глубокие риски на цилиндрической поверхности плунжера устраняют притиркой на притирах-приспособлениях, предназначенных для ремонта плунжерной пары. Притиры для цилиндрической поверхности представляют чугунные разрезные конусные втулки, вставляемые в оправки. Притиры делятся на предварительный и чистовой. Они обеспечивают при. последовательном применении необходимую шероховатость поверхностей.
Рис. 133. Гиревой стенд для проверки герметичности плунжерных пар:
1 — толкатель, 2 — защелка груза, 3— плунжерная пара, 4 — съемная втулка, 5 — пята, 6 — разрезная втулка, 7 — корпус держателя, 8 — шток, 9 — винтовой зажим
После притирки детали плунжерной пары комплектуют таким образом, чтобы плунжер плотно входил в гильзу на ‘/з часть рабочей зоны и затем их притирают на пасте ГОИ, окиси алюминия или хрома. Окончив притирку плунжера к гильзе, детали тщательно промывают в бензине и осматривают. Они должны иметь на рабочих поверхностях ровный блеск с едва различимыми мельчайшими рисками от притирки.
После комплектования и взаимной притирки плунжерную пару проверяют на свободу перемещения плунжера (рассмотрено выше) и на герметичность.
Испытание плунжерной пары на герметичность проводят на гиревом стенде (рис. 133). Основными элементами гиревого стенда являются корпус держателя, в который установлена съемная втулка, и груз с системой рычагов, воздействующий на толкатель.
Проверяемую плунжерную пару устанавливают в съемную втулку стенда и закрывают герметично отверстие гильзы пятой с помощью штока и винтового зажима. В надплунжер-ное пространство гильзы подводят смесь топлива с керосином вязкостью 1,8—2,0 сСт при 20 °С.
Испытание начинается с момента отпускания защелки, в результате чего груз перемещается вниз и через систему рычагов и толкатель начинает давить на плунжер. При этом на топливо передается давление 20±0,5 МПа, вследствие чего топливо вытесняется в зазор между плунжером и гильзой, а плунжер перемещается вверх.
В зависимости от времени перемещения плунжера все плунжерные пары по результатам испытания разбивают на четыре группы от 10 до 40 с и насос комплектуют нагнетательными секциями одной группы.
Нагнетательные секции в насосе собирают в обратной последовательности. Поворачивают кулачковый вал насоса так, чтобы толкатель собираемой секции занял нижнее положение. Затем на поворотную втулку ставят верхнюю тарелку и пружину и детали ориентируют так, чтобы при сцеплении зубьев венца и рейки паз венца был перпендикулярен рейке, а средний зуб венца находился в зацеплении с рейкой, которая занимает среднее положение.
Далее чистую промытую в дизельном топливе плунжерную пару устанавливают в гнездо корпуса насоса, вводят поводок плунжера в паз поворотной втулки. При установке плунжерной пары паз поворотной втулки и риска на поводке плунжера должны быть обращены в сторону окна корпуса насоса. Затем щупом совмещают стопорный паз на гильзе плунжера с отверстием в корпусе и стопорят ее болтом. С помощью приспособления сжимают пружину толкателя и ставят нижнюю тарелку. Затем передвигают рейку, проверяют плавность ее перемещения и ход, который должен составлять 25 мм.
Затем щупом совмещают стопорный паз на гильзе плунжера с отверстием в корпусе и стопорят ее болтом. С помощью приспособления сжимают пружину толкателя и ставят нижнюю тарелку. Затем передвигают рейку, проверяют плавность ее перемещения и ход, который должен составлять 25 мм.
После сборки плунжерной пары устанавливают нагнетательный клапан, затягивая нажимный штуцер динамометрическим ключом с моментом затяжки 100—120 Дж и вновь проверяют плавность хода рейки насоса.
Собранный насос проверяют на герметичность, произведя опрессовку насоса под давлением топлива 2 МПа. Перед испытанием на соединительные ниппели и топливоотводящий штуцер устанавливают заглушки. Давление открытия нагнетательных клапанов проверяют поочередным снятием заглушек с ниппелей. После указанной проверки отремонтированный насос испытывают и регулируют на стенде СДТА-1 и устанавливают на двигатель.
Ремонт дизельных моторов на легковых автомобилей
Опубликовано:
Содержание
- Ремонт топливного насоса высокого давления дизельного двигателя
- Диагностика и ремонт топливной системы дизельных двигателей
- Ремонт ТНВД дизельных двигателей своими руками
- Ремонт дизельных двигателей легковых автомобилей
- Полезная заметка ремонт дизельных двигателей легковых автомобилей в дороге
Сегодняшнюю нашу статью мы посвящаем теме ремонт топливного насоса высокого давления дизельного двигателя. Отличие дизельного двигателя от бензинового не только в самом виде топлива, но и в реализации всей механической части топливной системы. Самым главным элементом которой и является ТНВД – это топливный насос высокого давления, в дизельных хендай санта фе он так же присутствует в разных вариациях в зависимости от модели и года выпуска кроссовера.
ТНВД является сердцем дизельного мотора, так как именно в этом агрегате реализована основная функция подачи дизельного топлива в камеру сгорания под очень большим давлением – это то чем и занимается топливный насос высокого давления.
Так как он является сердцем автомобиля то цена такого насоса соответственно очень высокая. Поломки ТНВД могут проявляется следующим образом:
- Очень сильно увеличился расход дизеля
- Выхлопная система начала заметно дымить
- При работе двигателя слышны какие-то посторонние звуки, которых раньше точно не наблюдалось
- Может пострадать и мощность двигателя, будет проявляться в тяге автомобиля и скорости его разгона
- Так же возможно проявление такого симптома как трудный запуск двигателя, хотя ранее заводился с пол тычка
- Перегрев двигателя
Все эти признаки могут указывать на неисправность насоса высокого давления.
Диагностика и ремонт топливной системы дизельных двигателей
Если вы заметили признаки, описанные выше, рекомендуется в самое ближайшее время обратится в сервис для диагностики, так как современные системы впрыска оборудованы электронными блоками управления этого же впрыска и без компьютерной диагностики будет практически невозможно понять в чем кроется причина неисправности.
В сервисе на профессиональном и специально предназначенном для этого оборудовании вам продегустируют всю силовую и топливную системы на предмет неправильной работы. Как правило такое оборудование обязательно покажет:
- Правильность, равномерность и дозированность подачи топлива
- Стабильность давления подачи топлива
- Скорость и частота вращения вала
И в зависимости от показателей вам будет и предложена методика решения возникшей проблемы.
Ремонт ТНВД дизельных двигателей своими руками
Как правило есть и возможность самостоятельного ремонта ТНВД, но в основном такой ремонт ограничивается следующим списком манипуляций:
- Устранение протечек на корпусе самого насоса
- проверить и установить какое давление выдаёт агрегат
- регулировка опережение впрыска
- проверка на исправность регулятора частоты вращения
- Проверка работоспособности электромагнитного клапана
- проверка плунжерного механизма подачи топлива
- прочистка всех фильтрующих элементов (сеток)
- Проверяем на протечку – на заведенном двигателе, отсоединяем тягу, которая соединяет педаль газа с рычагом, отвечающим за подачу топлива.
 И вручную покачиваем рычаг в радиальном направлении, тем самым как бы растягиваем возвратную пружину. Если через кольцевую щель вы вовсе не видите никакого просачивания солярки, значит все окей, уплотнение надежно и не изношено. В противоположном случае придётся ремонтировать сопряжение
И вручную покачиваем рычаг в радиальном направлении, тем самым как бы растягиваем возвратную пружину. Если через кольцевую щель вы вовсе не видите никакого просачивания солярки, значит все окей, уплотнение надежно и не изношено. В противоположном случае придётся ремонтировать сопряжение - Теперь простой тест на проверку электромагнитного клапана подачи топлива- если двигатель исправно запускается и глушится при повороте ключа – значит клапан исправен
- Проверка все уплотнительных прокладок – придется снимать ТНВД, хорошенько вымыв его в солярке и хорошенько осмотрев места уплотнений на наличие протечек. Параллельно с этим оцениваем износ и других деталей визуально. При замене чего-либо обязательно меняются и уплотнительные кольца на новые
Если обнаружены изношенные детали, то как правило есть два способа отреставрировать их:
- Восстановить изношенную ось с помощью хромированного напыления
- Установка в корпус бронзовой втулки бронзовую втулку.
 Корпус перед этим обычно приходится растачивать
Корпус перед этим обычно приходится растачивать
Теперь приступаем к проверке плунжерного нагнетателя.
- Отсоединяем от корпуса распределительную головку насоса
- Ложем насос шкивом вниз, чтобы не высыпать все его внутренности
- Перед тем как вынуть кулачки, приводную шестеренку и муфту центробежного регулятора, необходимо проверить, не заклинивают ли эти детали при вращении или движении, а затем, поддерживая их пальцами, извлечь из корпуса
- Ролики, шайбы, оси кулачковой муфты в обязательном порядке помечайте ярким маркером, потому что все они уже хорошо притерлись друг к другу, и нарушать эту притертость очень не рекомендуется.
- Когда все это разобрали, очень внимательно осмотрите детали на предмет обнаружения сколов или выработки. Если заметен порядочный износ не поскупитесь и поставьте новую деталь.
- Степень износа плунжерной пары в реальности так сказать на глаз оценить можно только очень приблизительно. Работоспособность прецизионного сопряжения проверяется после того как вы собрали весь насос и потом измеряйте его рабочее давления.

- Так же не забудьте продуть сжатым воздухом все фильтрующие элементы (сетки), и после такой процедуры можете собирать насос в обратной последовательности
Ремонт дизельных двигателей легковых автомобилей
После сборки насоса нужно произвести регулировку оборотов чтоб бы убедится в правильности работы автомата опережения впрыска горючего.
Кстати перед тем как будете регулировать обороты запомните положение регулировочного винта, чтоб если что-то пойдет не так вернуть его в исходное состояние –для этого можно сосчитать количество выступающих из контргайки витков резьбы
Теперь проверим давление в напорной магистрали. Нам понадобиться манометр на 350-400 бар., соединительный шланг для подключения к насосу и переходник, желательно с наличием стравливающего клапана.
Для измерения подключите ваш манометр к центральному отверстию распределительного блока или же к одному из напорных штуцеров.
После того как вы присоединил ваш манометр к ТНВД проверните вал насоса с помощью стартера и посмотрите на показания вашего манометра. Если стрелка показала 260 атмосфер или больше — значит все хорошо так как при работающем двигателе давление будет значительно выше и с большой долей вероятности в пределах нормы.
Полезная заметка ремонт дизельных двигателей легковых автомобилей в дороге
Вот небольшое руководство ремонт тнвд дизельных двигателей своими руками если у вас прям на дороге сломается электромагнитный клапан отключения топлива. При такой поломке ваш двигатель вдруг не с того не с сего просто заглохнет.
Причины такого явления как вы понимаете могут быть разные, но наиболее часто такое возникает именно по вине электромагнитного клапана, поэтому попробуем его отключить.
- Для этого снимите питающий провод
- Хорошо изолируйте его от массы
- Выкрутите клапан
- Удалите из него наконечник с пружиной и верните устройство на свое место
Если после этих манипуляций автомобиль завелся как ни в чем не бывало значит дело было именно в электромагнитном клапане, а если же поломка не исчезла значит причина не в нём.
Ну а наша пост ремонт топливного насоса высокого давления дизельного двигателя подошел к концу. Если у вас есть что добавить, исправить или посоветовать – будем рады увидеть это в комментариях.
Незабываем прочитать и про подробный ремонт форсунок и как уменьшить расход топлива на своем автомобиле и почему он вдруг резко увеличился.
А так же не забываем оставлять свои комментарии и замечания.
Как вам статья?
Ремонт бустерных насосов – Ремонт насосов и аварийное обслуживание насосов
Мы обслуживаем
в вашем районе?
Запросить услугу
- ← Назад
- //
- Дом
- //
- Услуги по ремонту насосов
- //
- Ремонт бустерного насоса
Бустерные насосы используются для дальнейшего повышения давления в системе. Это может быть торцевое всасывание, встроенный циркуляционный насос, горизонтальный разъемный корпус или одноступенчатый или многоступенчатый вертикальный турбинный насос. Бустерные насосы используются в тех случаях, когда нормальное давление в системе низкое и его необходимо увеличить. Эти насосы специально разработаны для повышения давления воды в муниципальных, колодезных системах водоснабжения, системах сбора дождевой воды, а также в садовых и ирригационных системах. Бустерные насосы обычно располагаются рядом с источником воды где-то между счетчиком здания и местом входа водопровода в здание. Максимальное давление наддува для насоса является дополнением к существующему давлению в системе. Например; если ваше существующее давление составляет 30 фунтов на квадратный дюйм, а ваш новый бустерный насос имеет максимальное давление наддува 40 фунтов на квадратный дюйм, общее давление в системе теперь будет 70 фунтов на квадратный дюйм. Большинству систем бустерных насосов требуется резервуар для хранения под давлением.
Бустерные насосы используются в тех случаях, когда нормальное давление в системе низкое и его необходимо увеличить. Эти насосы специально разработаны для повышения давления воды в муниципальных, колодезных системах водоснабжения, системах сбора дождевой воды, а также в садовых и ирригационных системах. Бустерные насосы обычно располагаются рядом с источником воды где-то между счетчиком здания и местом входа водопровода в здание. Максимальное давление наддува для насоса является дополнением к существующему давлению в системе. Например; если ваше существующее давление составляет 30 фунтов на квадратный дюйм, а ваш новый бустерный насос имеет максимальное давление наддува 40 фунтов на квадратный дюйм, общее давление в системе теперь будет 70 фунтов на квадратный дюйм. Большинству систем бустерных насосов требуется резервуар для хранения под давлением.
Напорные баки для хранения выполняют три основные функции: защищают и продлевают срок службы насоса, предотвращая быструю работу двигателя насоса (частые пуски и остановки), обеспечивают подачу воды под давлением между циклами насоса и обеспечивают дополнительное хранение воды, если вода поставка не в состоянии обеспечить требуемый объем во время пиковых нагрузок. Насосы обычно выходят из строя из-за быстрой цикличности, поэтому без напорного бака многие ежедневные использования воды, такие как мытье рук или смыв унитаза, могут вызвать цикличность насоса. За последние несколько лет частотно-регулируемые приводы (VFD) были включены в системы бустерных насосов, что снижает затраты на электроэнергию и меньший износ насосов и сопутствующего оборудования.
Насосы обычно выходят из строя из-за быстрой цикличности, поэтому без напорного бака многие ежедневные использования воды, такие как мытье рук или смыв унитаза, могут вызвать цикличность насоса. За последние несколько лет частотно-регулируемые приводы (VFD) были включены в системы бустерных насосов, что снижает затраты на электроэнергию и меньший износ насосов и сопутствующего оборудования.
Характеристики
Бустерные насосы почти всегда представляют собой многоступенчатые насосы (имеют более одного рабочего колеса). Все остальные функции довольно специфичны для приложения.
Применение
Бустерные насосы обычно используются для повышения давления воды от давления источника до давления, необходимого для системы. Усилитель подачи питьевой воды, ускоритель ирригации, ускоритель охлаждающей воды, обслуживание технологического ускорителя
Типы жидкостей
Бустерные насосы Перекачивают воду и относительно жидкие жидкости (не для более густых жидкостей или масел). Обычно не используется для жидкостей, содержащих твердые частицы.
Обычно не используется для жидкостей, содержащих твердые частицы.
Преимущества
Бустерные насосы позволяют создавать дополнительное давление, необходимое для перемещения жидкости на большие расстояния или использовать высокое давление для опрыскивания или других целей.
Услуги по ремонту бустерных насосов PumpMan Socal:
- Устранение неполадок на месте
- Поиск и устранение неисправностей панели управления
- Клапан регулятора давления (PRV) восстановление и ремонт
- Преобразование в частотно-регулируемые приводы (VFD)
- Ремонт и замена гидробака. (Гидропневматический бак)
- Удаление бустерного насоса с рабочей площадки (при необходимости)
- Полная разборка и проверка, включая неразрушающий контроль и точные измерения.
- Дробеструйная обработка и тщательная очистка всех компонентов и деталей насоса
- Изготовление или восстановление деталей бустерного насоса (при необходимости)
- Повторная сборка
- Выравнивание валов
- Анализ двигателя
- Ремонт двигателя и замена при необходимости
- Доставка
PumpMan Socal может отремонтировать, перестроить, перепроектировать или модернизировать бустерный насос, чтобы как можно быстрее вернуть его в эксплуатацию с ожидаемой надежностью. Мы отвечаем за каждый ремонт или восстановление с нашей 100% гарантией качества. Программы планового обслуживания PumpMan Socal обеспечивают душевное спокойствие и долговечность системы.
Мы отвечаем за каждый ремонт или восстановление с нашей 100% гарантией качества. Программы планового обслуживания PumpMan Socal обеспечивают душевное спокойствие и долговечность системы.
Техническое обслуживание дизельного топливного насоса Орландо, Флорида
Восстановленный топливный насос высокого давления объемом 6,5 л с турбонаддувом, подходит для OEM 1994–2000 гг. № 12561405
По запросу
Насос с турбонаддувом с турбонаддувом. Литр высокого давления насос CP3 0986437304
Призыв к цене
Dodge Cummins 5,9 -литровый насос впрыскивания высокого давления CP3 0986437304
OEM # 501048777AA, Mopar # R5143425AA, FITS 2003, 2004, 2006, 2006, 2007, 2007, 2007, 2007, 2007, 2007, 2007, 2007, 2007, 2007, 2007, 2007, 2007, 2007, 2007, 2007, 2007, 2007, 2007, 2007, 2007, 2007, 2007, 2007, 2007, 9.0004
Артикул: 0986437307
Производитель: Robert Bosch
Позвоните, чтобы узнать цену
Насос высокого давления CP3, 6,7 л Dodge Cummins PU и шасси с кабиной 2007
По запросу 7 LCP Injection 3, насос высокого давления
90 Cummins PU and Chassis Cab 2007, 2008, 2009, 2010Mopar № 8027067AA, R8027022AA, 68027022AA, 0 445 020 076, 0 445 020 106
.
 0004
0004Топливный насос с высоким давлением Duramax Diesel LB7 6.6L
Звоните по цене
Топливный насос с высоким давлением DURAMAX Diesel LB7 6.6L
GM 97720662, 97208073 0 445 020 017 FITS 2001, 2002, 2003, 2004999999999999999999999 года. 0986437303
Производитель: Robert Bosch
Позвоните, чтобы узнать цену
Насос высокого давления Common Rail CP3 подходит для дизельного пикапа Duramax объемом 6,6 л LLY Двигатель, 2004.5, 2005
OEM # 97303762, 0 445 020 030
Пункт №: 0986437308
Производитель: Роберт Бош
Позвоните в цену
Высокий насос для инъекции. ТНВД CP3, подходит для пикапов, Topkick & Kodiak 2006, 2007, 2008, 2009, 2010 Duramax 6,6 л LBZ, двигатель LMM
GM# 97361351, 0 445 020 037
Артикул: 0986430939 Производитель Bosch 09864308920090
Чтобы узнать цену, позвоните по номеру
Если у вашего дизельного топливного насоса возникли проблемы или вы чувствуете, что пора его отремонтировать, служба поддержки дизельных двигателей Nozzle Masters может вам помочь. У нас есть современное диагностическое оборудование, которое позволяет нам быстро установить реальную проблему, и мы можем решить проблему быстро и эффективно. У нас есть опытные специалисты по ремонту топливных насосов из Флориды и ряд запасных частей для продажи на месте.
У нас есть современное диагностическое оборудование, которое позволяет нам быстро установить реальную проблему, и мы можем решить проблему быстро и эффективно. У нас есть опытные специалисты по ремонту топливных насосов из Флориды и ряд запасных частей для продажи на месте.
У нас солидная репутация
Nozzle Masters имеет солидную репутацию в области технического обслуживания и ремонта дизельных топливных насосов. Наша компания известна надежной, профессиональной работой, и мы работаем в одном и том же месте уже 34 года, предоставляя услуги по ремонту дизельных топливных насосов и плановое техническое обслуживание. С техническими специалистами Nozzle masters вы можете быть уверены, что ваш топливный насос будет в надежных руках.
Мы работаем с различными моделями и брендами
В Nozzle Masters мы предлагаем ремонт инжекторных насосов во Флориде для широкого спектра моделей от довоенных моделей двигателей до самых современных и инновационных моделей. Мы можем восстановить ваши форсунки и ТНВД почти для всех дизельных двигателей, включая:
Мы можем восстановить ваши форсунки и ТНВД почти для всех дизельных двигателей, включая:
- Тракторы Форд
- Мини-погрузчик
- Перкинс
- Бош
- Янмар
- Джон Дир
- Гусеница
- Бобкэт
- Новая Голландия
- Кубота
- Станадин
- Рузамастер
- Лукас
- Делфи
- Зексель
- Денсо
Наш опыт
Многие водители дизельных двигателей понимают трудности поиска подходящего поставщика топливных насосов для дизельных двигателей, который может удовлетворить уникальные требования их двигателя. В отрасли очень мало квалифицированных и опытных специалистов по дизельным двигателям по сравнению с механиками, не работающими с дизельными двигателями. В Nozzle Masters мы гордимся своим опытом и способностью предоставлять водителям исключительные услуги по ремонту и техническому обслуживанию в этой области. Нет ничего, что нам нравилось бы больше, чем пачкать руки, когда мы пытаемся понять, что заставляет ваш двигатель работать или почему это не так.