Ремонт шатунно-поршневой группы ЗМЗ-402
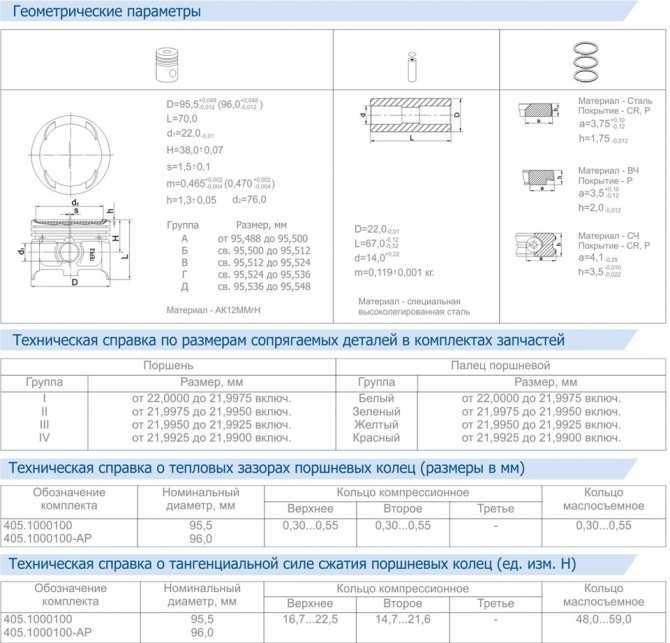
Зазор между маслосъемным поршневым кольцом и канавкой на поршне должен быть в пределах 0,135– 0,335 мм.
Зазоры в замках поршневых колец должны быть в пределах 0,3–0,7 мм для компрессионных колец и 0,3–1,0 мм — для маслосъемных
Размерные группы поршней, шатунов и пальцев приведены в таблице в конце статьи
Пальцы и шатуны маркируют краской: палец в отверстии, шатун на стержне около верхней головки.
На днище поршня выбивается римская цифра, показывающая группу поршня.
Палец не должен выпадать из головки шатуна, если его наклонить примерно под 45°.
Разница по массе между поршнями в сборе с шатунами, пальцами, поршневыми кольцами, устанавливаемыми на один двигатель, должна быть не более 12 г.
С помощью съемника снять поршневые кольца. Если съемника нет можно вынуть кольца, осторожно разгибая кольца у замков.
Снять стопорные кольца с двух сторон поршня
Выбиваем поршневые пальцы легкими ударами молотка через оправку 1. Вынуть шатун 2 из поршня 3
Вынуть шатун 2 из поршня 3
Таким же образом снять остальные поршни с шатунов.
1. Осмотреть поршни. Если на них есть задиры, следы прогара, глубокие царапины, поршни заменить.
Измерить диаметр поршня. Если он меньше 91,9 мм, поршень заменить.
Диаметр поршня измеряют в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже оси поршневого пальца.
Поршень установлен в цилиндре с зазором 0,024–0,048 мм.
Для того чтобы обеспечить величину зазора, поршни разбиты по диаметру на пять размерных групп А, Б, В, Г и Д.
Буквенная маркировка выбивается на днище поршня.
При подборе поршня к цилиндру нужно обеспечить указанный выше зазор.
Предельно допустимый зазор между поршнем и цилиндром равен 0,25 мм.
Зазор между поршнем и цилиндром можно определить промером поршня и цилиндра.
В запасные части поставляются поршни двух ремонтных размеров: с увеличенным на 0,5 мм диаметром и на 1,0 мм.
2. Измерить зазор между поршневым кольцом и канавкой на поршне в нескольких местах по окружности поршня.
Зазор должен быть в пределах 0,05–0,087 мм для компрессионных колец и 0,115–0,365 мм для маслосъемного кольца.
Если зазоры превышают указанные, нужно заменить кольца или поршни.
3. Измерить зазоры в замках поршневых колец. Для этого вставить кольцо в цилиндр и продвинуть поршнем как оправкой, чтобы кольцо встало в цилиндре ровно, без перекосов.
Измерить щупом зазор в замке кольца, он должен быть в пределах 0,3–0,6 мм для компрессионных колец и 0,5–1,0 мм для дисков маслосъемных.
Если зазор превышает указанный, кольцо заменить. Если зазор меньше, можно спилить концы кольца напильником, зажатым в тисках. При этом кольцо перемещают по напильнику вверх- вниз.
4. Проверить посадку поршневого пальца в верхней головке шатуна.
Зазор между пальцем и втулкой верхней головки шатуна должен быть в пределах 0,0045–0,0095 мм.
Пальцы, поршни и шатуны разбиты на четыре размерные группы и маркируются краской.
Палец маркируется на внутренней поверхности с одного конца, шатун — на стержне, поршень — на нижней поверхности одной из бобышек или выбивается римская цифра на днище поршня.
Слегка смазать поршневой палец моторным маслом и вставить в верхнюю головку шатуна.
Палец должен входить в головку от усилия большого пальца руки ровно, без заеданий.
Шатун должен проворачиваться на пальце под действием собственного веса из горизонтального положения.
Палец не должен выдвигаться или выпадать из головки шатуна под действием собственного веса, если шатун повернуть так, чтобы палец встал вертикально.
Поршневой палец и шатун должны быть одной или соседних размерных групп.
5. Поршни с поршневыми кольцами, пальцами и шатунами в сборе подбирают по массе.
Разница по массе для одного двигателя должна быть не больше 12 г.
6. Осмотреть шатунные вкладыши. Если на них имеются задиры, риски, выкрашивания и т.д., их нужно заменить.
7. Установить на шатуны крышки и измерить диаметр отверстия в нижней головке шатуна.
Номинальный диаметр отверстия 60 +0,019 мм, предельно допустимый — 60,03 мм.
Если измеренный диаметр превышает предельно допустимый, заменить шатун с крышкой.
Измерить диаметр отверстия во втулке верхней головки шатуна. Номинальный диаметр отверстия 22 +0,007 и 22 –0,003 мм, предельно допустимый — 22,01 мм.
Если измеренный диаметр превышает предельно допустимый, заменить шатун.
Сборка и установка поршней с шатунами
1. Собрать поршень 4 с шатуном 3. Перед этим нагреть поршень до температуры 60–80 °С.
Затем быстро вставить шатун в поршень так, чтобы надпись: «Перед» на поршне и выступ А на шатуне были с одной стороны, и запрессовать поршневой палец 6.
Установить стопорные кольца 5.
Надеть с помощью съемника поршневые кольца на поршень.
На верхнем компрессионном кольце имеется надпись: «Верх», кольцо должно устанавливаться на поршень этой надписью к донышку поршня.
На нижнем компрессионном кольце с внутренней стороны есть проточка, кольцо должно устанавливаться этой проточкой вверх к донышку поршня.
Вставить вкладыш 7 в нижнюю головку шатуна, при этом фиксирующий выступ на вкладыше должен войти в выемку в нижней головке поршня.
Вставить вкладыш 1 в крышку 2 шатуна, при этом фиксирующий выступ вкладыша должен войти в выемку в крышке.
Смазать цилиндр, поршень 4, шатунную шейку коленчатого вала и вкладыши 1 и 7 моторным маслом.
Повернуть поршневые кольца так, чтобы замки компрессионных колец расположились под углом 180° друг к другу, замки дисков маслосъемного кольца также под углом 180° друг к другу и под 90° к замкам компрессионных колец, замок расширителя маслосъемного кольца под углом 45° к замку одного из дисков маслосъемного кольца.
Повернуть коленчатый вал так, чтобы шатунная шейка того цилиндра, в который устанавливается поршень, находилась в н.м.т.
Вставить поршень с шатуном в цилиндр, при этом надпись: «Перед» на бобышке поршня должна быть обращена вперед двигателя (к приводу распределительных валов).
Чтобы не повредить зеркало цилиндра, рекомендуется на шатунные болты одеть втулки из мягкого материала (например, обрезки резиновых или пластмассовых шлангов).
С помощью специальной обжимки обжать поршневые кольца и легкими ударами рукояткой молотка протолкнуть поршень в цилиндр, при этом обжимка должна быть плотно прижата к блоку, иначе можно поломать поршневые кольца.
Продвинуть поршень вниз, чтобы нижняя головка шатуна села на шатунную шейку коленчатого вала, снять с шатунных болтов обрезки шлангов.
Установить крышку 2 шатуна на шатунные болты, при этом уступ «Б» на крышке шатуна должен быть с той же стороны, что и выступ «А» на нижней головке шатуна, а номера цилиндра, выбитые на шатуне и крышке, располагались с одной стороны.
- 2. Завернуть гайки шатунных болтов и затянуть моментом 68–75 Нм (6,8–7,5 кгс·м).
- 3. Таким же образом установить остальные поршни с шатунами.
- 4. Несколько раз провернуть коленчатый вал, он должен вращаться легко, без заеданий.
Размерные группы поршней, шатунов и пальцев
|
Диаметр пальца, мм |
Диаметр отверстия, мм |
Маркировка |
||
|---|---|---|---|---|
|
|
в верхней головке шатуна |
в бобышке поршня |
пальца, шатуна и поршня |
поршня |
|
25,0000-24,9975 |
25,0070-25,0045 |
25,0000-24,9975 |
Белый |
I |
|
24,9975-24,9950 |
25,0045-25,0020 |
24,9975-24,9950 |
Зеленый |
II |
|
24,9950-24,9925 |
25,0020-24,9995 |
24,9950-24,9925 |
Желтый |
III |
|
24,9925-24,9900 |
24,9995-24,9970 |
24,9925-24,9900 |
Красный |
IV |
Номинальные и предельно допустимые размеры, посадка сопрягаемых деталей шатунно-поршневой группы двигателя мод.
 402
402|
Наименование детали |
Номинальный диаметр, мм |
Наименование сопрягаемых деталей |
Номинальный диаметр, мм |
|---|---|---|---|
|
Поршень |
92,0 +0,048 92,0 -0,012 |
Гильза цилиндра |
92,0 +0,084 92,0 +0,024 |
|
1-й ремонтный размер 92,5 +0,048 92,5 -0,012 |
1-й размер 92,5 +0,084 92,5 +0,024 |
||
|
2-й ремонтный размер 93,0 +0,048 93,0 -0,012 |
2-й размер 93,0 +0,084 93,0 +0,024 |
||
|
Верхнее поршневое компрессионное кольцо |
2,0 -0,012 высота |
Поршень |
2,0 +0,075 2,0 +0,050 ширина канавки |
|
Нижнее поршневое компрессионное кольцо |
2,0 -0,012 высота |
Поршень |
2,0 +0,075 2,0 +0,050 ширина канавки |
|
Поршневое маслосъемное кольцо |
0,7 -0,04 x 2+3,5 -0,1 высота двух дисков и расширителя |
Поршень |
5,0 +0,055 5,0 +0,035 |
|
Поршневой палец |
25,0 -0,01 |
Шатун |
25,0 +0,007 25,0 +0,003 |
|
Поршневой палец |
25,0 -0,01 |
Поршень |
25,0 -0,01 |
|
Втулка верхней головки шатуна |
26,27 +0,145 26,27 +0,100 |
Шатун |
26,25 +0,045 |
|
Стопорное кольцо поршневого пальца |
2,0±0,03 толщина |
Поршень |
2,2 +0,12 ширина канавки |
|
Шатунные вкладыши |
61,5 +0,019 – 2 (1,75 -0,005) 61,5 +0,019 – 2 (1,75 -0,012) |
Коленчатый вал |
58,0 -0,02 |
|
Шатун |
36,0 -0,25 36,0 -0,35 ширина нижней головки |
Коленчатый вал |
36,0 +0,1 ширина шатунной шейки |
Номинальные и предельно допустимые размеры, посадка сопрягаемых деталей шатунно-поршневой группы двигателя мод.
 402
402|
Наименование детали |
Зазор, мм |
Натяг, мм |
Предельно допустимый, мм |
|||
|---|---|---|---|---|---|---|
|
min |
max |
min |
max |
зазор |
размер |
|
|
Поршень |
0,024 |
0,048 |
— |
0,25 |
91,5 поршень 92,15 гильза |
|
|
1-й ремонтный размер 0,024 |
1-й ремонтный размер 0,048 |
1-й размер __ |
1-й размер 0,25 |
1-й Размер __ |
||
|
2-й ремонтный размер 0,024 |
2-й ремонтный размер 0,048 |
2-й Размер __ |
2-й размер 0,25 |
2-й размер __ |
||
|
Верхнее поршневое компрессионное кольцо |
0,05 |
0,087 |
— |
— |
0,15 |
2,1 ширина канавки |
|
Нижнее поршневое компрессионное кольцо |
0,05 |
0,087 |
— |
— |
0,15 |
2,1 ширина канавки |
|
Поршневое маслосъемное кольцо |
0,135 |
0,335 |
— |
— |
— |
— |
|
Поршневой палец |
0,0045 |
0,0095 |
— |
— |
— |
25,01 диаметр верхней головки шатуна |
|
Поршневой палец |
— |
0,0025 |
— |
0,0025 |
— |
— |
|
Втулка верхней головки шатуна |
— |
— |
0,075 |
0,165 |
— |
— |
|
Стопорное кольцо поршневого пальца |
0,17 |
0,35 |
— |
— |
— |
— |
|
Шатунные вкладыши |
0,01 |
0,063 |
— |
— |
— |
— |
|
Шатун |
0,25 |
0,45 |
— |
— |
— |
— |
Размерные группы цилиндров и поршней
|
Группа |
Диаметр цилиндра, мм |
Диаметр поршня, мм |
|---|---|---|
|
А |
номинальный размер 92,036 – 92,024 |
номинальный размер 92,000 – 91,988 |
|
1-й ремонтный размер * 92,536 – 92,524 |
1-й ремонтный размер 92,500 – 92,488 |
|
|
2-й ремонтный размер ** 93,036 – 93,024 |
2-й ремонтный размер 93,000 – 92,988 |
|
|
Б |
номинальный размер 92,048 – 92,036 |
номинальный размер 92,012 – 92,000 |
|
1-й ремонтный размер 92,548 – 92,536 |
1-й ремонтный размер 92,512 – 92,500 |
|
|
2-й ремонтный размер 93,048 – 93,036 |
2-й ремонтный размер 93,012 – 92,000
|
|
|
В |
номинальный размер 92,060 – 92,048 |
номинальный размер 92,024 – 92,012 |
|
1-й ремонтный размер 92,560 – 92,548 |
1-й ремонтный размер 92,524 – 92,512 |
|
|
2-й ремонтный размер 93,060 – 93,048 |
2-й ремонтный размер 93,024 – 92,012 |
|
|
Г |
номинальный размер 92,072 – 92,060 |
номинальный размер 92,036 – 92,024 |
|
1-й ремонтный размер 92,572 – 92,560 |
1-й ремонтный размер 92,536 – 92,524 |
|
|
2-й ремонтный размер 93,072 – 93,060 |
2-й ремонтный размер 93,036 – 92,024 |
|
|
Д |
номинальный размер 92,084 – 92,072 |
номинальный размер 92,048 – 92,036 |
|
1-й ремонтный размер 92,584 – 92,572 |
1-й ремонтный размер 92,548 – 92,536 |
|
|
2-й ремонтный размер 93,084 – 93,072 |
2-й ремонтный размер 93,048 – 92,036 |
|
|
* 1-й ремонтный размер увеличен на 0,5 мм ** 2-й ремонтный размер увеличен на 1,0 мм |
||
Устройство, обслуживание и ремонт автомобилей Ситроен
—
1. ПоршниРис. 3.1.42
Метка «a» : R1 Ремонтный размер для поршней.
Метка «b» : Метка, направленная в сторону ГРМ.
Метка «c» : Маркировка класса для обеспечения неразрывной пары с гильзой (3 класса).
Метка «d» : Идентификационная метка классов поршней.
ВНИМАНИЕ : Поршни поставляются в комплекте с пальцами ; Эти 2 элемента спарены, и их нельзя путать.
ПоршниРис. 3.1.42
Метка «a» : R1 Ремонтный размер для поршней.
Метка «b» : Метка, направленная в сторону ГРМ.
Метка «c» : Маркировка класса для обеспечения неразрывной пары с гильзой (3 класса).
Метка «d» : Идентификационная метка классов поршней.
ВНИМАНИЕ : Поршни поставляются в комплекте с пальцами ; Эти 2 элемента спарены, и их нельзя путать.
|
1-е поколение (Чугунный блок цилиндров) |
|
| Код двигателя | TU5 |
| Ø A (мм) Номинальный | 78,455 (+0,015; +0) |
| Ø A (мм) Ремонтный 1 | 78,855 (+0,015; +0) |
| B (мм) | 57,5 |
| C (мм) | 11 |
|
2-е поколение (Чугунный блок цилиндров) |
|
| Код двигателя | TU5JP |
| Ø A (мм) Номинальный | 78,455 (+0,015; +0) |
| Ø A (мм) Ремонтный 1 | 78,855 (+0,015; +0) |
| B (мм) | 57,5 |
| C (мм) | 11 |
| Метка « d » | JP+ |
2. Поршневые кольцаРис. 3.1.43(1) Огневое компрессионное поршневое кольцо.
(2) Компрессионное поршневое кольцо (надпись «TOP» должна находиться сверху).
(3) Маслосъемное поршневое кольцо.
3. Поршневой палецРис. 3.1.45Поршневой палец (мм) :.
Поршневые кольцаРис. 3.1.43(1) Огневое компрессионное поршневое кольцо.
(2) Компрессионное поршневое кольцо (надпись «TOP» должна находиться сверху).
(3) Маслосъемное поршневое кольцо.
3. Поршневой палецРис. 3.1.45Поршневой палец (мм) :.
| Длина G | 57 (+ 0; — 0,3) |
| Диаметр F | 19,495 (+ 0; — 0,005) |
ВНИМАНИЕ: Поршневые пальцы подобраны к поршням, не смешивать детали.
4. ШатуныРис. 3.1.44Маркировка в » a»: Серийный номер.
Маркировка в «b»: Указание веса.
Маркировка в «c»: Две последние цифры обозначают месяц и год производства.
ПРИМЕЧАНИЕ: Максимальная разница в весе между шатунами: 3 грамма.
|
Номинальный размер (мм) |
|
| Диаметр A | 19,463 (+0; +0,013) |
| Длина B | 133,5 (± 0,03) |
| Диаметр C | 48,655 (+ 0,016; 0) |
Коленчатый валРис. 3.1.57ОБЯЗАТЕЛЬНО : В зоне » a » какие-либо дефекты не допускаются.
| — | Номинальный размер (мм) | Ремонтный размер (мм) |
| Ø A | 85 (0; -0,065) | 84,8 (0; -0,065) |
| Ø B | 49,981 (0; -0,019) | 49,681 (0; -0,019) |
| Ø C | 45 (- 0,025 ; — 0,009) | 44,7 (- 0,025 ; — 0,009) |
| Размер » D « | 23,6 (+ 0,052; 0) | 23,8 (+ 0,052; 0) |
ВкладышиРис. 3.1.58Шатунные вкладыши
3.1.58Шатунные вкладыши
| — | Номинальный размер | Ремонтный размер |
| Толщина «A» | 1,817 ± 0,003 мм | 1,967 ± 0,003 мм |
Вкладыши коленвала Рабочий зазор подшипников коленчатого вала достигается за счет изготовления нескольких классов вкладышей (см. приводимую ниже таблицу) :
- 1 класс верхних вкладышей (со стороны блока цилиндров)
- 3 классов нижних вкладышей (со стороны крышек подшипников коленчатого вала)
| Вкладыши блока цилиндров | Вкладыши крышек коренных подшипников | |||
| Номинальный размер | 1,858 ± 0,003 мм | 1,844 ± 0,003 мм | 1,858 ± 0,003 мм | 1,869 ± 0,003 мм |
| Ремонтный размер | 2,008 ± 0,003 мм | 1,994 ± 0,003 мм | 2,008 ± 0,003 мм | 2,019 ± 0,003 мм |
| Класс | B | A | B | C |
| Цветная метка | Черная | Синяя | Черная | Зеленая |
Рис. 3.1.59
«a» Классы вкладышей подшипников коленвала.
«b» Штрих-код : Используется на заводе.
Классы вкладышей подшипников коленвала указаны на блоке цилиндров и на коленвале (со стороны привода ГРМ).
Первый знак соответствует коренной шейке N° 1, второй — коренной шейке N° 2, и т.д..
ПРИМЕЧАНИЕ : Коренные шейки помечены цифрами с 1 по 5, шейка n°1 расположена со стороны маховика.
Рис. 3.1.60
Класс A : Синяя.
Класс B : Черная.
Класс C : Зеленая.
Пример :
3.1.59
«a» Классы вкладышей подшипников коленвала.
«b» Штрих-код : Используется на заводе.
Классы вкладышей подшипников коленвала указаны на блоке цилиндров и на коленвале (со стороны привода ГРМ).
Первый знак соответствует коренной шейке N° 1, второй — коренной шейке N° 2, и т.д..
ПРИМЕЧАНИЕ : Коренные шейки помечены цифрами с 1 по 5, шейка n°1 расположена со стороны маховика.
Рис. 3.1.60
Класс A : Синяя.
Класс B : Черная.
Класс C : Зеленая.
Пример :
- Первая буква на коленчатом валу «S» и первая буква на блоке цилиндров «E»
- Сторона крышек коренных подшипников : Вкладыш №1 должен быть класса «A» (Синего цвета)
- Со стороны цилиндров : Вкладыш всегда класса «B» (Черного цвета)
ОБЯЗАТЕЛЬНО : Соблюдайте правильное расположение вкладышей. Установка в блок цилиндров и в крышки коренных опор :
Установка в блок цилиндров и в крышки коренных опор :
- Гладкие вкладыши : Установка в коренную опору №1 — 3 — 5
- Вкладыши с проточками : Установка в коренную опору №2 — 4
2. Осевой зазор коленчатого вала Осевой зазор коленчатого вала регулируется с помощью упорных полуколец, устанавливаемых на коренной шейке N° 2. Боковой зазор коленчатого вала должен составлять от 0,07 до 0,27 мм.
|
Пластины |
||||
| Пластины | Номинальный размер | Ремонтная сторона 1 | Ремонтная сторона 2 | Ремонтная сторона 3 |
| Толщина «B» (мм) | 2,40 | 2,50 | 2,55 | 2,60 |
Инновации — Поршневая группа
Инновация
Электрика + батарея
Powertrain + охлаждение
Interior
Exther
Chassis
Non -Auto
Это то, что мы сделаем
Инновация + творчество
22.
 вы применяете творческий подход и инновации к каждому аспекту вашего бизнеса, вы можете опережать меняющийся рынок и конкуренцию. Когда вы сотрудничаете с компанией Piston Group, вы получаете больше, чем просто свежие идеи и перспективы, вы получаете конкурентное преимущество.
вы применяете творческий подход и инновации к каждому аспекту вашего бизнеса, вы можете опережать меняющийся рынок и конкуренцию. Когда вы сотрудничаете с компанией Piston Group, вы получаете больше, чем просто свежие идеи и перспективы, вы получаете конкурентное преимущество.Innovation + Creativity
Electrical + Battery
Powertrain + Cooling
Interior
Exterior
Chassis
Non-Automotive
Electrical + Battery
ПОСМОТРЕТЬ ПРОДУКЦИЮ
Будущая емкость высоковольтной батареи
0,000
Блоки высоковольтных аккумуляторных батарей / Год
Зарядка вперед
Быстрый переход к электрификации автомобилей меняет представление о трансмиссии и производственной среде. Компании Piston Group обладают обширным производственным опытом для поддержки аккумуляторных электромобилей нового поколения и гибридных электромобилей с подзарядкой от сети. Наши проверенные решения обеспечивают надежность, начиная с точной сборки и заканчивая функциональной проверкой упаковки и проверкой герметичности.
Компании Piston Group обладают обширным производственным опытом для поддержки аккумуляторных электромобилей нового поколения и гибридных электромобилей с подзарядкой от сети. Наши проверенные решения обеспечивают надежность, начиная с точной сборки и заканчивая функциональной проверкой упаковки и проверкой герметичности.
Мы гордимся тем, что участвуем в технологиях, которые уменьшают изменение климата и смога, улучшают здоровье населения и снижают экологический ущерб. Когда дело доходит до электрификации автомобилей, команда Piston Group далеко впереди.
Посетите Поршень Auto
Силовой агрегат + охлаждение
ПОСМОТРЕТЬ ПРОДУКЦИЮ
Объем пресс-формы для литья под давлением
0 млн.
Циклов/год
Идеальное сочетание
В салоне и под капотом системы климат-контроля и охлаждения трансмиссии поддерживают идеальную температуру для пассажиров и силовых агрегатов автомобиля. Идеальное сочетание технологии продукта и производственного интеллекта, каждая система создана для обеспечения оптимальной производительности.
Идеальное сочетание технологии продукта и производственного интеллекта, каждая система создана для обеспечения оптимальной производительности.
Компании Piston Group разрабатывают и производят высококачественные системы климат-контроля HVAC, системы охлаждения трансмиссии и компоненты, используя самые современные технологии и исключительно высокие производственные стандарты.
Посетите Поршень Auto
Посетите DTS
Интерьер
ПОСМОТРЕТЬ ПРОДУКЦИЮ
Внутренние модули
0,4 млн.
Модули/год
Daily Cut + Sew
0,000
Штук
Мастерство внутри
Мастерство и привлекательность салона автомобиля — второй по значимости фактор, влияющий на решение потребителей о покупке. Благодаря автомобильному наследию, которое началось в 1922 году, компании Piston Group заработали устойчивую репутацию в области создания фирменных систем внутренней отделки.
Благодаря автомобильному наследию, которое началось в 1922 году, компании Piston Group заработали устойчивую репутацию в области создания фирменных систем внутренней отделки.
От изысканно сшитых чехлов для сидений до функциональных козырьков и консолей — каждая деталь тщательно продумана, чтобы обеспечить идеальную посадку, ощущение и гармонию интерьера. Компании Piston Group обеспечивают незабываемые впечатления от вождения от концепции до чуда производства.
Посетите Поршень Авто
Посетите Ирвин
Внешний вид
ПОСМОТРЕТЬ ПРОДУКЦИЮ
Вместимость
0 млн.
Модульный объем
Стиль и профессионализм
Внешние системы автомобилей постоянно совершенствуются, адаптируясь к новым тенденциям в области дизайна и повышая безопасность и стандарты CAFÉ. Усовершенствованные системы включают в себя интеллектуальные датчики, динамические передние решетки и технологии адаптивного поглощения энергии.
Усовершенствованные системы включают в себя интеллектуальные датчики, динамические передние решетки и технологии адаптивного поглощения энергии.
Компании Piston Group производят полный ассортимент внешних модулей и решеток в сборе. Наши отмеченные наградами процессы обеспечивают превосходную производительность и мастерство изготовления ведущих фирменных табличек.
Посетите Поршень Авто
Шасси
ПОСМОТРЕТЬ ПРОДУКЦИЮ
Вместимость
0,2 миллиона
Модульный объем
Отзывчивое управление
Идеально настроенные системы шасси обеспечивают превосходную управляемость, отзывчивость и комфорт при езде. Каждая система спроектирована таким образом, чтобы подавлять крен кузова и обеспечивать точное управление на поворотах и торможение. Достижения в области облегчения транспортных средств, ADAS и технологий активной подвески делают системы шасси одним из самых динамичных сегментов транспортных средств.
Достижения в области облегчения транспортных средств, ADAS и технологий активной подвески делают системы шасси одним из самых динамичных сегментов транспортных средств.
От легких узлов рамы до осей и тормозных колодок компании Piston Group производят лучшие в своем классе модули шасси и узлы, обеспечивающие быстрое управление легковыми автомобилями, кроссоверами, грузовиками и внедорожниками.
Посетите Поршень Авто
Неавтомобилестроение
Матрасы
ПОСМОТРЕТЬ ПРОДУКЦИЮ
0,000+
Штук в неделю
Опыт Качество
A. Lava — крупнейший производитель чехлов «Сделано в США» для постельных принадлежностей. Собственная команда дизайнеров и команда разработчиков новых продуктов создают высококачественные чехлы на молнии, стеганые компоненты и одежду. Являясь ведущим производителем швейных и швейных изделий в США, мы располагаем самым современным раскройным и швейным оборудованием, а также специализированным оборудованием, включая вышивальное, термотрансферное, многоигольное стегальное и проволочное стегальное оборудование.
Обладая более чем 100-летним опытом, наш опыт был использован во всей отрасли в контрактном производстве, включая сборку продукции, упаковку рулонов и выполнение DTC.
Посетите A. Lava by Irvin
У нас есть 23 предприятия площадью более 3,5 миллионов квадратных футов
Расположение
Выбор поршня к цилиндру. Ремонт поршневой группы
Подбор поршня к цилиндру. Ремонт поршневой группы
Ремонтируем двигатель
Перед установкой новых поршней на двигатель следует внимательно изучить их маркировку и подобрать их таким образом, чтобы они полностью совпадали по классу и массе. Все маркировки выбиты на днище поршня.
Маркировка поршней и шатунов;
Во-первых, поршни могут различаться по внешнему диаметру. Существует пять классов: A,B,C,D,E. Разница в диаметре между соседними классами составляет 0,01 мм. Так как снаружи поршень имеет сложную форму, то измерять его диаметр необходимо только в плоскости, которая перпендикулярна поршневому пальцу — на расстоянии 51,5 мм от днища поршня.
Так как снаружи поршень имеет сложную форму, то измерять его диаметр необходимо только в плоскости, которая перпендикулярна поршневому пальцу — на расстоянии 51,5 мм от днища поршня.
Во-вторых, поршни делятся по диаметру отверстия под поршневой палец. Различают три класса: класс 1, класс 2 и класс 3. Шаг между ними 0,004 мм. В соответствии с этим также имеются маркировки в виде цветных полосок на концах поршневых пальцев. Синяя метка означает, что поршневой палец относится к первому классу, зеленая – ко второму, красная – к третьему. Различают три группы поршней по весу: нормальный, плюс 5 грамм, минус 5 грамм. На один двигатель поршни должны устанавливаться только с одинаковыми значениями массы. Что касается поршней ремонтных размеров, то они изготавливаются с увеличенным наружным диаметром и бывают двух типов: диаметр первых увеличен на 0,4 мм, вторых — на 0,8 мм. Величине 0,4 мм соответствует штамп в виде треугольника на днище поршня, а величине 0,8 мм – квадрат. Кольца ремонтного размера имеют одинаковые отличия в размерах и имеют маркировку «40» и «80» соответственно.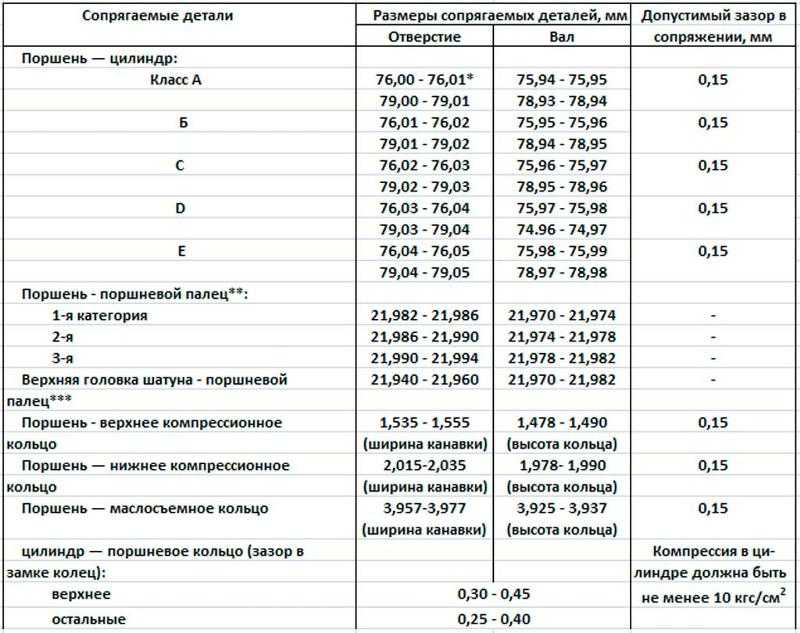
Также на днище поршня нанесено клеймо в виде стрелки 2). Он служит направляющей при установке в цилиндр двигателя и должен быть направлен в сторону привода распределительного вала.
Еще одна маркировка, которая призвана помочь нам при сборке двигателя, это номера на шатунах и крышках. Они указывают номер цилиндра, в котором они установлены, и обязательно должны совпадать, так как шатуны обрабатываются вместе с крышками и не взаимозаменяемы.
Для новых деталей зазор между цилиндром и поршнем должен быть 0,025-0,045 мм. Это достигается установкой поршней того же класса, что и цилиндры. При сильном износе деталей максимальная величина зазора, которую можно допустить, составляет 0,15 мм. При большем значении нужно подобрать новые поршни. Поршни классов А, С и Е выпускаются в качестве запасных частей. Учитывая небольшое перекрытие по размерам, этих трех классов вполне достаточно для подбора поршней к абсолютно любому цилиндру при ремонте двигателя. Так, например, поршень класса «С» подходит для цилиндров классов «В» и «D», или изношенных цилиндров класса «А» и «В»
На днище поршня имеется обозначение поршневой группы по диаметру юбки, на передней части поршня — ремонтная группа и ремонтный размер поршня. Для облегчения индивидуального подбора поршней к цилиндрам каждый из размеров ремонтной группы разбит на размерные группы, в которых размеры поршней по диаметру юбки следуют через 0,01 мм. Все операции подбора поршней к цилиндрам необходимо проводить при температуре окружающей среды 17…23°С.
Для облегчения индивидуального подбора поршней к цилиндрам каждый из размеров ремонтной группы разбит на размерные группы, в которых размеры поршней по диаметру юбки следуют через 0,01 мм. Все операции подбора поршней к цилиндрам необходимо проводить при температуре окружающей среды 17…23°С.
Для облегчения индивидуального подбора поршневых пальцев поршни разделены на четыре размерные группы по диаметру отверстия под поршневой палец. Маркировка размерной группы по диаметру отверстий под поршневой палец осуществляется нанесением краски на бобышку поршня.
При замене поршней без замены гильзы цилиндра верхнюю кромку (плечо) гильзы, образовавшуюся в результате износа гильзы под верхним поршневым кольцом, целесообразно обработать шабером или тонкой щеткой. шлифовальный круг с зернистостью, устанавливаемый на пневматическую или электрическую дрель.
Поршни к цилиндрам следует подбирать так, чтобы зазор между стенкой цилиндра и юбкой поршня был 0,03…0,05 мм. Зазор определяют зондовой лентой толщиной 0,08 мм, шириной 10. ..13 мм и длиной не менее 200 мм. Зондовую ленту протягивают через зазор между поршнем и цилиндром при неподвижном поршне с усилием 25…45 Н, при этом поршень должен быть повернут дном вниз, а зондовая лента должна находиться в плоскости, перпендикулярной оси отверстия под поршневой палец. Подбор поршней может осуществляться без выпрессовки втулок из блока или после их выпрессовки. После подбора поршней под гильзы цилиндров необходимо выбить порядковые номера цилиндров на днищах поршней.
..13 мм и длиной не менее 200 мм. Зондовую ленту протягивают через зазор между поршнем и цилиндром при неподвижном поршне с усилием 25…45 Н, при этом поршень должен быть повернут дном вниз, а зондовая лента должна находиться в плоскости, перпендикулярной оси отверстия под поршневой палец. Подбор поршней может осуществляться без выпрессовки втулок из блока или после их выпрессовки. После подбора поршней под гильзы цилиндров необходимо выбить порядковые номера цилиндров на днищах поршней.
Посадка пальца в бобышках поршня выполняется с натягом 0,0025…0,0075 мм. Допуск цилиндричности штифта составляет 0,00125 мм по радиусу. Стопорные кольца поршневого пальца должны устанавливаться в канавки поршня с некоторым натягом, т.е. они не должны проворачиваться от руки. Кольца, потерявшие эластичность, подлежат замене.
Шатуны
Нижняя головка шатуна обрабатывается в сборе с крышкой, поэтому при разборке, осмотре и сборке следует соблюдать комплектность шатуна и крышки шатуна. Крышки шатунов центрируются на шлифованных поверхностях болтов шатуна. Ремонт верхней головки шатуна обычно заключается в выпрессовке, запрессовке и растачивании втулки. Усилие запрессовки втулки должно быть не менее 7000 Н. При ремонте верхней головки шатуна размеры втулки и пальца должны соответствовать размерам, рекомендованным заводом-изготовителем. Для подбора пары поршневой палец — шатун размеры верхней головки шатуна (диаметр отверстия под втулку) разбиты на размерные группы, отличающиеся друг от друга на 0,0025 мм.
Крышки шатунов центрируются на шлифованных поверхностях болтов шатуна. Ремонт верхней головки шатуна обычно заключается в выпрессовке, запрессовке и растачивании втулки. Усилие запрессовки втулки должно быть не менее 7000 Н. При ремонте верхней головки шатуна размеры втулки и пальца должны соответствовать размерам, рекомендованным заводом-изготовителем. Для подбора пары поршневой палец — шатун размеры верхней головки шатуна (диаметр отверстия под втулку) разбиты на размерные группы, отличающиеся друг от друга на 0,0025 мм.
Рис. Подбор поршня к гильзе с помощью ленточного щупа:
а — гильза запрессована в блок цилиндров; б — гильза выпрессована из блока цилиндров
Сборка шатунно-поршневой группы
Для сборки шатуна с поршнем необходимо совместить поршневой палец с втулками верхней головки шатуна и бобышками поршня. Для соединения с шатуном поршень нагревают в масле или в электронагревателе до температуры 55 °С. При этом палец в отверстие нагретой бобышки поршня должен входить плавно от усилия большого пальца правой руки. В таком соединении после охлаждения поршня появляется необходимый предварительный натяг 0,0025…0,0075 мм.
В таком соединении после охлаждения поршня появляется необходимый предварительный натяг 0,0025…0,0075 мм.
Затем нужно проверить серийные номера поршней и шатунов. Шатун закрепляется в тисках, устанавливается поршень, их соединение фиксируется пальцем. Поршень в сборе с шатуном должен быть установлен так, чтобы метка на днище поршня была направлена в сторону передней части двигателя. Выбитая на шатуне бобышка для левой группы цилиндров также должна быть направлена в сторону передней части двигателя, т.е. в одну сторону с меткой на поршне. Для правой группы цилиндров при сборке поршня с шатуном бобышка шатуна должна быть направлена в сторону задней части двигателя, а метка на днище поршня — в сторону передней части.
После соединения и проверки шатунно-поршневой группы зафиксируйте палец в бобышках поршня стопорными кольцами, затем тщательно протрите пальцы, подобранные по канавкам и подогнанные к поршневым кольцам цилиндров, и установите их на поршни с помощью специального инструмента . Поршни в сборе с шатуном необходимо проверять на весу. Детали комплекта, устанавливаемого на один двигатель, не должны отличаться по массе более чем на 12 г, т. е. шатуны должны соответствовать по массе одной группе. Для установки поршней с шатунами в блоки цилиндров выполните следующие операции:
Поршни в сборе с шатуном необходимо проверять на весу. Детали комплекта, устанавливаемого на один двигатель, не должны отличаться по массе более чем на 12 г, т. е. шатуны должны соответствовать по массе одной группе. Для установки поршней с шатунами в блоки цилиндров выполните следующие операции:
- перевернуть блок цилиндров, установить его вертикально на подставку лицевой стороной вверх;
- последовательно поочередно брать поршни с шатунами в сборе;
- тщательно протереть салфеткой ложе под вкладышами в нижней головке шатуна;
- отвернуть гайки и снять крышку шатуна;
- установите шток поршня.
Затем необходимо проверить и продуть отверстие в нижней головке шатуна, служащее для разбрызгивания масла на стенки цилиндра, вставить вкладыши в шатун и в крышку, протереть верхние вкладыши шатуна и поршень салфеткой, установить кольца на поршень внутренней выемкой вверх, развести стыки компрессионных колец по окружности поршня примерно на 120°. После установки разомкните стыки компрессионных колец на 180°.
После установки разомкните стыки компрессионных колец на 180°.
Далее протрите салфеткой гильзы цилиндров блока и шатунную шейку, смажьте поверхность шатунного подшипника, поршень, поршневые кольца и гильзы цилиндра чистым маслом, используемым для двигателя, вставьте поршень с соединительной шатун в цилиндр, направляя метку на днище поршня к передней части двигателя с помощью специального приспособления, довести шатунные вкладыши до шейки коленчатого вала, перемещая поршень по цилиндру деревянной оправкой, смазать шейку вала маслом и прикрутите к ней нижнюю головку, снимите предохранительные наконечники с шатунных болтов и установите на место нижнюю крышку шатуна, закрепив ее шатунными гайками.
Перед завершением сборки необходимо проверить общий осевой зазор между концами шатунов и шатунной шейкой коленчатого вала с помощью щупа и окончательно затянуть болты шатунных подшипников динамометрическим ключом. После затяжки каждой пары шатунных подшипников проверните коленчатый вал. Крутящий момент вращения вала при правильно подобранных радиальных зазорах в подшипниках должен быть не более 100 Н·м. Аналогичные операции необходимо провести при установке остальных поршней с шатунами в цилиндры.
Крутящий момент вращения вала при правильно подобранных радиальных зазорах в подшипниках должен быть не более 100 Н·м. Аналогичные операции необходимо провести при установке остальных поршней с шатунами в цилиндры.
- нагар на днище и в канавках под кольца;
- трещины и царапины на стенах; износ диаметра
- ;
- износ канавок под поршневые кольца;
- износ отверстий в бобышках.
Нагар со дна удаляют тупым металлическим скребком или металлической щеткой, предварительно смочив нагар керосином.
Нагар из канавок удаляется специальным инструментом. Наличие трещин в поршне определяют на слух, для чего поршень берут за головку, а по металлическому предмету юбки наносят легкие удары. Глухой, дребезжащий звук указывает на наличие трещин.
Рис. Устройство для удаления нагара из поршневых канавок.
Поршни с износом большого диаметра, трещинами и глубокими царапинами подлежат замене. Канавки изношенных поршневых колец могут быть обработаны под кольца большей высоты на токарном станке с помощью приспособления, представляющего собой кольцо с наружным диаметром, равным внутреннему центрирующему ремню поршня. На кольцо, установленное в патроне станка, надевается поршень и фиксируется рым-болтом. Рым-болт соединен с поршнем посредством поршневого пальца и проходит через шпиндель станка. С обратной стороны болт закреплен гайкой. Канавки на поршне следует обрабатывать с учетом установленных ремонтных размеров поршневых колец.
Канавки изношенных поршневых колец могут быть обработаны под кольца большей высоты на токарном станке с помощью приспособления, представляющего собой кольцо с наружным диаметром, равным внутреннему центрирующему ремню поршня. На кольцо, установленное в патроне станка, надевается поршень и фиксируется рым-болтом. Рым-болт соединен с поршнем посредством поршневого пальца и проходит через шпиндель станка. С обратной стороны болт закреплен гайкой. Канавки на поршне следует обрабатывать с учетом установленных ремонтных размеров поршневых колец.
Рис. Поршневая установка для накатки поршня:
1 — палец поршневой; 2 — регулировочное кольцо; 3 — рым-болт; 4 — гайка; 5 — шпиндель станка; 6 — станочный патрон.
Изношенные отверстия в бобышках ремонтируют путем их рассверливания под увеличенный диаметр поршневого пальца скользящей разверткой с направляющим хвостовиком. Применение коротких разверток недопустимо, так как это легко приводит к нарушению перпендикулярности оси штифта с осью поршня; поэтому после развертывания необходимо проверить перпендикулярность осей на специальном приспособлении.
Рис. Проверка перпендикулярности оси поршневого пальца.
Поршень надевается на палец устройства и перемещается вплотную к рейке. При этом индикаторный штифт, закрепленный на рейке, соприкасается с поршнем, а индикаторная стрелка будет давать определенное отклонение. Заметив показания индикатора, поршень вынимают и другой стороной надевают на палец. Разница в показаниях индикатора не должна превышать 0,05 мм. В противном случае поршень необходимо отклонить.
Подбор поршней
Подбор поршней осуществляется в соответствии с ремонтными размерами цилиндров. На его днище выбита цифра увеличения диаметра поршня. Каждый поршень подбирается индивидуально для цилиндра для получения необходимого зазора. Величина зазора определяется протягиванием щуповой ленты между поршнем и цилиндром с помощью динамометра со стороны, противоположной срезу юбки. Усилие на динамометре при перемещении зонда через зазор должно находиться в установленных пределах.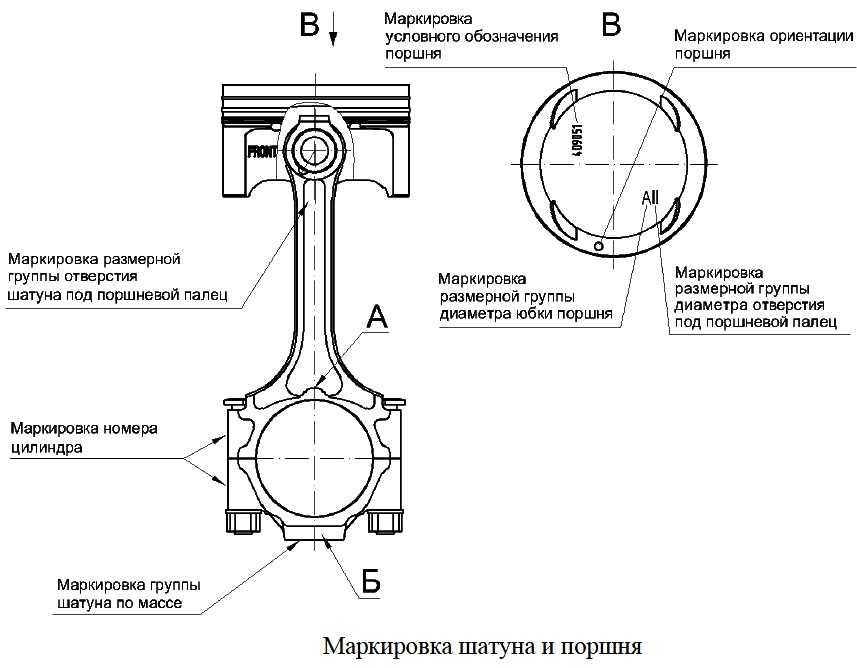
Рис. Проверка зазора между поршнем и цилиндром:
1 — динамометр; 2 — зондовая лента.
При отсутствии щуповой ленты поршень подбирается таким образом, чтобы он свободно проходил по всей длине цилиндра при легком нажатии рукой, но не смещался от собственного веса при вертикальном положении цилиндра. Помимо зазора, при подборе поршней учитывается и их масса. Разница в весе алюминиевых поршней одного комплекта должна быть не более 5 г.
Подбор поршневых колец
В случае износа поверхности колец и потери эластичности кольца заменяются новыми ремонтными размерами, соответствующими ремонтному размеру поршня и цилиндра. Номер ремонтного увеличения диаметра поршневого кольца выбит на его торцевой поверхности возле замка. Новое кольцо подбирается по цилиндру и поршню.
Рис. Проверка зазора в стыке поршневых колец.
Для подбора кольца на цилиндр необходимо установить его в цилиндр, совместить с поршнем и измерить зазор в стыке щупом. Если зазора нет или он небольшой, то подпилить стык напильником до нормального размера. Если зазор больше нормы, то кольцо для этого цилиндра не подходит.
Если зазора нет или он небольшой, то подпилить стык напильником до нормального размера. Если зазор больше нормы, то кольцо для этого цилиндра не подходит.
Рис. Измерение зазора в канавке поршневого кольца.
Для подбора кольца на поршень его необходимо сначала «прокатить» по канавке поршня, а затем измерить зазор в канавке поршневого кольца щупом. При заклинивании кольца в канавке или с небольшим зазором торцевую часть кольца шлифуют вручную на листовой наждачной бумаге, закрепленной на плоской деревянной плите.
Эластичность колец проверяется на специальном приборе. При этом величина нагрузки должна соответствовать зазору в стыке кольца, установленного в цилиндре.
Рис. Проверка эластичности поршневого кольца.
Ремонт поршневых пальцев
Поршневые пальцы с износом в диаметре более 0,5 мм подлежат замене, а с износом менее 0,5 мм восстанавливаются шлифовкой до меньшего размера (если палец был завышенного ремонтного размера), хромирование или расширение.
Палец шлифуют на круглошлифовальном или токарном станке с помощью специального опорно-шлифовального приспособления. Это устройство состоит из электродвигателя с шлифовальным камнем, закрепленным в опоре токарного станка.
Рис. Удлинитель поршневого пальца:
1 — оправка; 2 — матрица; 3 — поршневой палец; 4 — основание.
Исходный размер пальца восстанавливается хромированием или разводкой. Распределение осуществляется в специальном устройстве, состоящем из основания, матрицы и оправки (пуансона). Палец нагревается до температуры 800-900°С и устанавливается в матрицу, затем внутри пальца под давлением пресса или ударами молотка забивают оправку. Матрица ограничивает расширение пальца и придает ему правильную форму. После развальцовки палец закаливается в масле с последующим отпуском и шлифовкой до номинального размера.
Подбирается отремонтированный или новый поршневой палец по отверстиям втулки шатуна и бобышки поршня.
Особенности устройства
Комплектация и сборка поршня с шатуном двигателя ВАЗ
Поршень изготовлен из алюминиевого сплава и покрыт слоем олова для улучшения приработки. Юбка поршня в поперечном сечении овальная, но коническая по высоте. По этой причине крайне важно измерять диаметр поршня только в плоскости, перпендикулярной поршневому пальцу и на расстоянии 52,4 мм от днища поршня.
Отверстие под поршневой палец смещено от оси симметрии на 2 мм в правую сторону двигателя. По этой причине для правильной установки поршня в цилиндр возле отверстия под поршневой палец имеется метка ʼʼПʼʼ, которую необходимо повернуть в сторону передней части двигателя.
Ремонтный размер поршней с 1986 ᴦ. для всех моделей двигателей изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. До 1986 года ᴦ. выпускались поршни следующих ремонтных размеров: для двигателей 2101 и 2103 — с увеличением 0,2; 0,4 и 0,6 мм; для 2105 и 21011 — с увеличением 0,4 и 0,7 мм.
Поршневые кольца из чугуна. Наружная поверхность верхнего компрессионного кольца хромирована и имеет бочкообразную форму. Нижнее компрессионное кольцо — скребкового типа (с подрезом наружной поверхности), фосфатированное. Маслосъемное кольцо имеет прорези для слива масла из цилиндра и внутреннюю винтовую пружину (расширитель).
Палец поршневой — стальной, трубчатого сечения, запрессован в верхнюю головку шатуна и свободно вращается в бобышках поршня.
Шатун — стальной, кованый, с разъемной нижней головкой, в которой установлены вкладыши шатунных подшипников. Шатун обрабатывается вместе с крышкой, поэтому при сборке номера на шатуне и крышке должны совпадать.
Расчетный зазор между поршнем и цилиндром (для новых деталей) 0,05-0,07 мм. Определяется измерением цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) составляет 0,15 мм. Примечание. Диаметр поршня измеряется в плоскости, перпендикулярной поршневому пальцу на расстоянии 52,4 мм от днища поршня. По наружному диаметру поршни делятся на пять классов (А, В, С, D, Е) через 0,01 мм, а по диаметру отверстия под поршневой палец — на три класса через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (номер) выбиты на днище поршня.
По наружному диаметру поршни делятся на пять классов (А, В, С, D, Е) через 0,01 мм, а по диаметру отверстия под поршневой палец — на три класса через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (номер) выбиты на днище поршня.
В том случае, если б/у двигатель имеет зазор больше 0,15 мм, крайне важно произвести повторную подборку поршней к цилиндрам так, чтобы зазор был максимально приближен к расчетному.
Поршни классов А, С, Е поставляются в качестве запасных частей. Этих классов достаточно для подбора поршня для любого цилиндра при ремонте двигателя, так как поршни и цилиндры делятся на классы с небольшим перекрытием по размерам.
Сборка . Перед сборкой подцепите палец к поршню и шатуну. Для новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. Для бывших в употреблении деталей для правильного сопряжения крайне важно, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна простым нажатием большого пальца и не выпадал из него. Замените раскрывающийся палец другим из следующей категории. Если в поршень был вставлен палец третьей категории, то замените поршневой палец и шатун.
Замените раскрывающийся палец другим из следующей категории. Если в поршень был вставлен палец третьей категории, то замените поршневой палец и шатун.
Сборка шатунно-поршневой группы производится в порядке, обратном разборке. После установки поршневого пальца смажьте его моторным маслом через отверстия в бобышках поршня. Установите поршневые кольца в следующем порядке. Смажьте поршневые канавки и поршневые кольца моторным маслом. Расположите поршневые кольца так, чтобы стопор верхнего компрессионного кольца находился под углом 45° к оси поршневого пальца, стопор нижнего компрессионного кольца находился под углом примерно 180° к оси стопора верхнего компрессионного кольца, а маслосъемное кольцо 1 замок находится под углом примерно 90° к оси поршневого пальца. замок верхнего компрессионного кольца Установите нижнее компрессионное кольцо выточкой вниз. Если кольцо имеет маркировку ʼʼTopʼʼ или ʼʼTOPʼʼ, то устанавливайте кольцо маркировкой вверх (к днищу поршня). Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался на стороне, противоположной замку кольца.
Особенности устройства
Комплектация и сборка поршня с шатуном двигателя ВАЗ
Поршень Изготовлен из алюминиевого сплава и покрыт слоем олова для улучшения приработки. Юбка поршня имеет овальное сечение и коническую высоту. Поэтому диаметр поршня необходимо измерять только в плоскости, перпендикулярной поршневому пальцу и на расстоянии 52,4 мм от днища поршня.
Отверстие под поршневой палец смещено от оси симметрии на 2 мм в правую сторону двигателя. Поэтому для правильной установки поршня в цилиндр возле отверстия для поршневого пальца имеется метка «Р», которую необходимо повернуть в сторону передней части двигателя.
Поршни ремонтного размера с 1986 года для всех моделей двигателей изготавливаются с увеличенным наружным диаметром на 0,4 и 0,8 мм. До 1986 года выпускались поршни следующих ремонтных размеров: для двигателей 2101 и 2103 — с увеличением 0,2; 0,4 и 0,6 мм; для 2105 и 21011 — с увеличением 0,4 и 0,7 мм.
Поршневые кольца из чугуна. Наружная поверхность верхнего компрессионного кольца хромирована и имеет бочкообразную форму. Нижнее компрессионное кольцо скребкового типа (с канавкой на наружной поверхности), фосфатированное. Маслосъемное кольцо имеет прорези для слива масла из цилиндра и внутреннюю винтовую пружину (расширитель).
Наружная поверхность верхнего компрессионного кольца хромирована и имеет бочкообразную форму. Нижнее компрессионное кольцо скребкового типа (с канавкой на наружной поверхности), фосфатированное. Маслосъемное кольцо имеет прорези для слива масла из цилиндра и внутреннюю винтовую пружину (расширитель).
Палец поршневой — стальной, трубчатого сечения, запрессован в верхнюю головку шатуна и свободно вращается в бобышках поршня.
Шатун — стальной, кованый, с разъемной нижней головкой, в которой установлены вкладыши шатунных подшипников. Шатун обрабатывается вместе с крышкой, поэтому при сборке номера на шатуне и крышке должны совпадать.
Расчетный зазор между поршнем и цилиндром (для новых деталей) 0,05-0,07 мм. Определяется измерением цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) составляет 0,15 мм.
Примечание. Диаметр поршня измеряется в плоскости, перпендикулярной поршневому пальцу на расстоянии 52,4 мм от днища поршня.
По наружному диаметру поршни делятся на пять классов (А, В, С, D, Е) через 0,01 мм, а по диаметру отверстия под поршневой палец — на три класса через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (номер) выбиты на днище поршня.
Если используемый в эксплуатации двигатель имеет зазор более 0,15 мм, то необходимо произвести повторную подборку поршней к цилиндрам так, чтобы зазор был максимально приближен к расчетному.
Поршни классов А, С, Е поставляются в качестве запасных частей. Этих классов достаточно, чтобы выбрать поршень для любого цилиндра при ремонте двигателя, поэтому
как поршни и цилиндры разбиты на классы с небольшим совпадением размеров.
Сборка . Перед сборкой подцепите палец к поршню и шатуну. Для новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. У бывших в употреблении деталей для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна простым нажатием большого пальца и не выпадал из него.