Клапаны газораспределительного механизма двигателя
Клапаны газораспределительного механизма двигателя
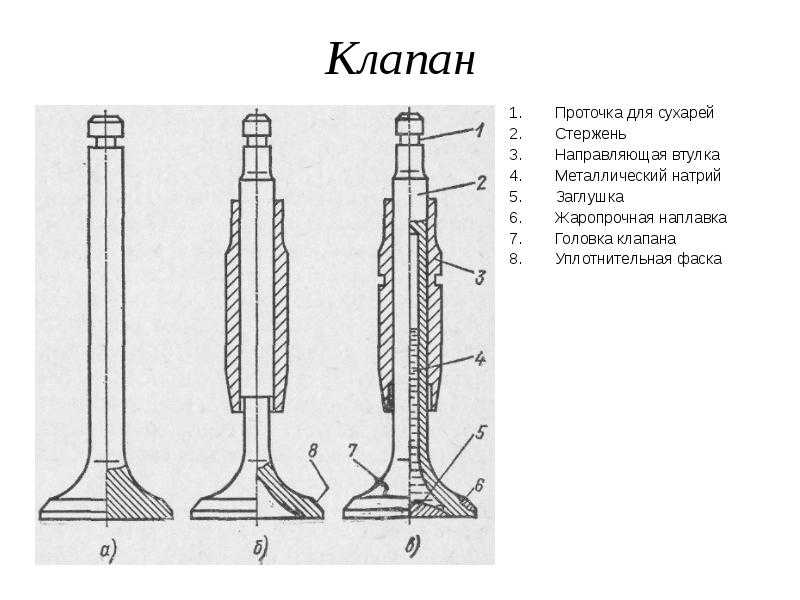
Клапаны подвергаются воздействию высоких температур и давлений, их изготавливают из жаростойких сталей. Клапан состоит из стержня и головки с фаской А, обычно наклоненной под углом 45°. Для улучшения наполнение цилиндра воздухом или горючей смесью диаметр головки впускных клапанов больше, чем у выпускных. По этой же причине в некоторых двигателях (СМД-62) делают уменьшенный угол наклона фаски (до 30°) к плоскости головки.
Клапаны должны плотно прилегать к седлу. Для этого их фаски взаимно притирают. Для большей жаростойкости на фасках выпускных клапанов имеется специальная наплавка.
Плавный переход от головки к стержню придает клапану большую прочность, способствует лучшему отводу теплоты и уменьшает сопротивление движению газов. Стержни клапанов точно обработаны по всей длине, а иногда еще покрыты графитом. Торец стержня закален или к нему приварен встык наконечник (Д-240 и КамАЗ-740) из специальной стали. Это уменьшает изнашивание торца под действием бойка коромысла.
Это уменьшает изнашивание торца под действием бойка коромысла.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
На верхней части стержня выполнена кольцевая выточка под два сухаря, с помощью которых клапан удерживается в тарелке пружин. В нее снизу упираются одна (в карбюраторных автомобильных двигателях) или две (в дизелях) клапанные пружины, прижимающие тарелку клапана к седлу.
Фаски головки и седла изнашиваются дольше, если клапан поворачивается во втулке. Для этого сухари зажимаются не в тарелке пружин, а в закаленной втулке, которая опирается на тарелку узким торцом (на всех двигателях кроме Д-240 и Д-144). При такой опоре трение между деталями мало, и под действием коромысла, а также вибрации пружин, клапан, опускаясь и поднимаясь, поворачивается вместе с втулкой относительно тарелки. В дизеле СМД-18Н втулка удлинена и слегка охватывается верхним витком внутренней пружины. При возвратно-поступательяом движении клапана эта пружина поворачивает втулку, а с ней и клапан относительно тарелки. Механизм принудительного поворота выпускного клапана двигателя ЗИЛ-130 состоит из неподвижного корпуса (рис. 28, в), пяти шариков с возвратными пружинами, тарельчатой пружины, упорной шайбы и замочного кольца. Корпус надет на втулку клапана и входит в углубление головки цилиндров. Шайба и пружина установлены на ступицу корпуса с зазором.
При возвратно-поступательяом движении клапана эта пружина поворачивает втулку, а с ней и клапан относительно тарелки. Механизм принудительного поворота выпускного клапана двигателя ЗИЛ-130 состоит из неподвижного корпуса (рис. 28, в), пяти шариков с возвратными пружинами, тарельчатой пружины, упорной шайбы и замочного кольца. Корпус надет на втулку клапана и входит в углубление головки цилиндров. Шайба и пружина установлены на ступицу корпуса с зазором.
Рис. 1. Клапанные механизмы дизелей: 1 — сухари; 2 — тарелка пружины; 3 — клапан; 4 — втулка клапана; 5 — втулка тарелки; 6 — пружина; 7 — опорная шайба; 8 — манжета уплотнения
Когда клапан закрыт и давление его пружины невелико, тарельчатая пружина выгнута наружной кромкой вверх, а внутренней кромкой опирается в заплечик неподвижного корпуса. При этом шарики отжаты пружинами в крайнее положение. Когда клапан открывается, давление его пружины возрастает. Под повышенным давлением тарельчатая пружина выпрямляется (выпуклость ее уменьшается) и опирается на шарики, как двуплечий рычаг.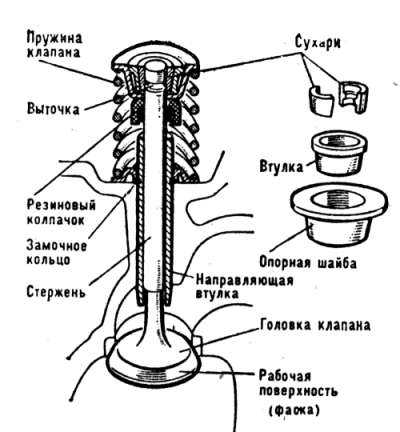
Когда клапан закрывается, сила давления его пружины уменьшается, пружина принимает первоначальную форму (выпуклую вниз), опирается в заплечик корпуса и перестает давить на шарики. Освобожденные от давления шарики возвращаются пружинами по наклонным канавкам вверх, занимая исходное положение. За один ход клапан поворачивается на небольшой угол, но за 1 мин работы двигателя успевает совершить до 30 оборотов.
В стержнях выпускных клапанов двигателей 3M3-53 и ЗИЛ-130 сверлят глухие каналы, наполняют их на 50…60% легкоплавким металлом (натрием), а затем приваривают заглушку. Во время работы двигателя натрий плавится и, взбалтываясь, отводит часть теплоты от головки к стержню и его втулке.
Стержни клапанов с небольшим зазором перемещаются в направляющих втулках, запрессованных в головку цилиндров. Эти втулки бывают чугунные, биметаллические с бронзой на рабочей поверхности или металлокерамические. Пористая поверхность последних и графитовое покрытие стержней (СМД-62, ЯМЗ-240Б, КамАЗ-740) способствуют лучшей приработке сопрягаемых деталей. На верхней части втулок впускных клапанов (ЯМЗ-240Б, Д-245 и автомобильные двигатели) установлены резиновые втулки, предотвращающие подсос масла в камеру сгорания через зазор между трущейся парой.
Эти втулки бывают чугунные, биметаллические с бронзой на рабочей поверхности или металлокерамические. Пористая поверхность последних и графитовое покрытие стержней (СМД-62, ЯМЗ-240Б, КамАЗ-740) способствуют лучшей приработке сопрягаемых деталей. На верхней части втулок впускных клапанов (ЯМЗ-240Б, Д-245 и автомобильные двигатели) установлены резиновые втулки, предотвращающие подсос масла в камеру сгорания через зазор между трущейся парой.
Рис. 3. Клапанные механизмы карбюраторных двигателей: а — впускного клапана: б — выпускного клапана; в — детали поворотного механизма; г — положение механизма при закрытом клапане; д— положение механизма при открытом клапане; 1 — впускной клапан; 2 — колпачок-маслоотражатель; 3 — пружина клапана; 4 — втулка тарелки; 5 — втулка клапана; 6 — заглушка; 7 — впускной клапан; 8 — легкоплавкий металл; 9 — механизм поворота клапана; 10 — замочное кольцо; 11 — упорная шайба; 12 — тарельчатая пружина; 13 — корпус; 14 — шарик; 15 — возвратная пружина
Рис. 29. Распределительные валы и сопряженные детали:
1 — распределительный вал; 2 — штанга; 3 — валик привода центробежного датчика; 4 — шайба; 5 — гайка; 6 — замочная шайба; 7 — упорный фланец; 8 — распорное кольцо; 9 — пружина валика; 10 — корпус валика привода; 11 — шестерни привода распределителя зажигания и масляного насоса; 12 — валик привода; 13 — шестерня распределительного вала; 14 — кулачок привода бензонасоса; 15 — противовес; 16 — эксцентрик; 17 — болт крепления шестерни
29. Распределительные валы и сопряженные детали:
1 — распределительный вал; 2 — штанга; 3 — валик привода центробежного датчика; 4 — шайба; 5 — гайка; 6 — замочная шайба; 7 — упорный фланец; 8 — распорное кольцо; 9 — пружина валика; 10 — корпус валика привода; 11 — шестерни привода распределителя зажигания и масляного насоса; 12 — валик привода; 13 — шестерня распределительного вала; 14 — кулачок привода бензонасоса; 15 — противовес; 16 — эксцентрик; 17 — болт крепления шестерни
Клапанные пружины прижимают головку клапана к седлу. Чтобы витки одной пружины не западали между витками другой, направление навивки у них различное. В некоторых двигателях применяют пружины с различным шагом витков и ставят их так, чтобы витки с большим шагом были обращены вверх. Такие пружины меньше вибрируют.
Распределительный вал необходим для управления клапанами. На нем имеются кулачки, опорные шейки и посадочные места для крепления шестерен. Шейки и кулачки цементованы, закалены на небольшую глубину и отшлифованы. В рядных двигателях вал расположен сбоку цилиндров, а V-образных — в развале между рядами.
В рядных двигателях вал расположен сбоку цилиндров, а V-образных — в развале между рядами.
Валы разных двигателей отличаются размерами, расположением, числом и профилем кулачков, числом опорных шеек. На каждый цилиндр приходится два кулачка: для управления впускным и выпускным клапанами. Форма и взаимное расположение их зависят от порядка работы цилиндров и фаз газораспределения, а высота кулачка определяет продолжительность открытия клапана. При разных (по времени) фазах носок выпускных кулачков делают шире носка впускных.
На распределительном валу имеются от двух до семи опорных шеек. Они опираются на расточки в блоке или на бронзовые, стальные с баббитовой заливкой или чугунные втулки, закрепленные в нем.
В двигателях 3M3-53 и ЗИЛ-130 на распределительный вал установлена косозубая шестерня привода масляного насоса и прерывателя-распределителя зажигания, а также выполнен заодно с валом или закреплен на нем эксцентрик привода топливного насоса.
Осевое перемещение вала ограничивается фланцем 7, привинченным к блоку (в СМД-18Н — упорным винтом).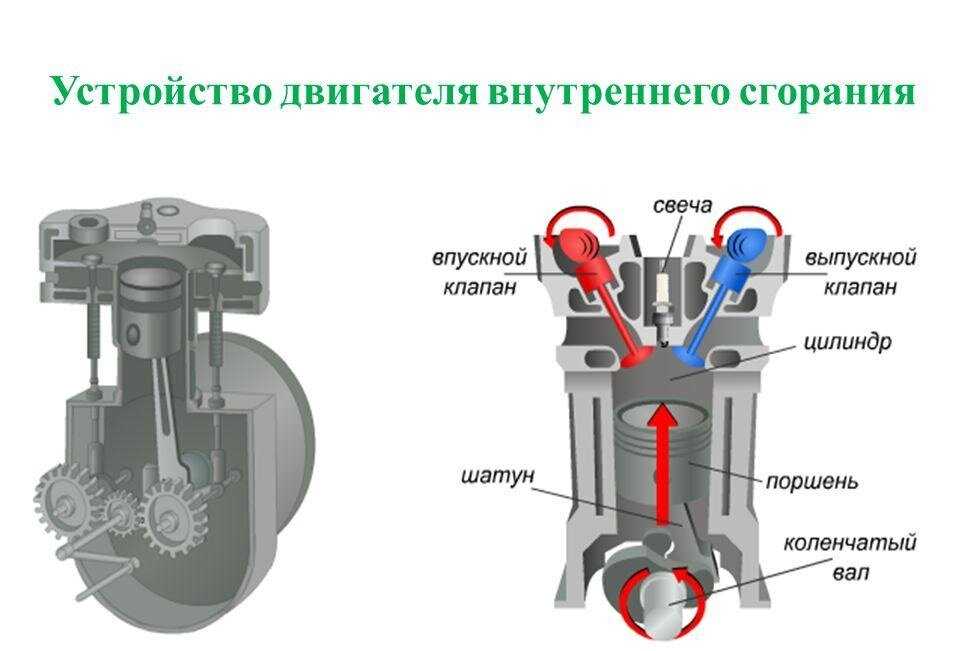 На переднем или заднем конце вала, как правило, крепят одну (иногда две) шестерню.
На переднем или заднем конце вала, как правило, крепят одну (иногда две) шестерню.
Распределительные шестерни бывают стальные, чугунные или текстолитовые (3M3-53). Для плавности передачи вращения и уменьшения шума применяют косозубые шестерни, а для уменьшения изнашивания сопрягаемые шестерни иногда изготавливают из разных материалов.
Шестерни коленчатого и распределительного валов рядных дизелей, а также КамАЗ-740 и ЯМЗ-240Б соединены через промежуточную шестерню, а СМД-62 и карбюраторных двигателях — непосредственно, т. е. без промежуточной шестерни.
К распределительным условно относят и шестерни привода насосов: масляного, водяного, гидросистемы. Точное взаимное расположение шестерен достигается соединением их по меткам, как показано на рисунке. Только при выполнении этого условия клапаны будут открываться и закрываться в соответствии с диаграммой фаз газораспределения.
Рис. 4. Схема расположения распределительных шестерен дизелей: 1 — шестерня коленчатого вала; 2 — привод насоса гидроусилителя рулевого управления; 3 — шестерня распределительного вала; 4 — промежуточная шестерня; 5 — привод топливного насоса; 6 — привод масляного насоса дизеля; 7 — привод насоса гидросистемы; 8 — ведомая шестерня привода насоса дизеля; 9 промежуточная шестерня привода топливного насоса; 10 — промежуточная шестерня привода масляного насоса; 11 — привод водяного насоса; 12 — промежуточная шестерня привода водяного насоса; 13 — ведомая шестерня привода топливного насоса
Передаточные детали (толкатели, штанги и коромысла) нужны для преобразования вращения кулачков распределительного вала в возвратно-поступательное движение клапанов.
Цилиндрические и грибовидные толкатели перемещаются в чугунных втулках. Трущиеся поверхности толкателей шлифуют.
Чтобы изнашивание торца и цилиндрической поверхности было равномерным, толкатель, перемещаясь вверх и вниз, одновременно поворачивается вокруг своей оси. Это достигается смещением середины кулачка относительно центра плоского толкателя или изготовлением торцевой поверхности толкателя с небольшой выпуклостью, а кулачка — с небольшим скосом.
Роликовый толкатель (А-41, ЯМЗ-240Б) — качающийся рычажный. На нем имеются ролик, вращающийся в игольчатых подшипниках, и закаленная пята, в которую упирается штанга.
Рычаг шарнирно надет на трубчатую ось.
Штанги изготавливают из трубок, в которых запрессованы стальные наконечники сферической формы, или из стального прутка, но тоже со сферическими концами. Наконечники и концы штанг закаливают и шлифуют.
Коромысло представляет собой неравноплечий рычаг, с помощью которого можно увеличить ход клапана по сравнению с подъемом штанги. Коромысло отштамповано из стали и в нем обычно имеется бронзовая втулка. На коротком плече расположен регулировочный винт 9, в который упирается штанга, а длинное плечо заканчивается закаленным полированным бойком, прилегающим к торцу клапана. Винтом с контргайкой регулируют зазор между бойком и торцом клапана.
Коромысло отштамповано из стали и в нем обычно имеется бронзовая втулка. На коротком плече расположен регулировочный винт 9, в который упирается штанга, а длинное плечо заканчивается закаленным полированным бойком, прилегающим к торцу клапана. Винтом с контргайкой регулируют зазор между бойком и торцом клапана.
Коромысла поворачиваются на осях, закрепленных в чугунных стойках. Оси — стальные и, как правило, трубчатые. Если канал оси используется для подачи масла к коромыслам, то в торцах имеются пробки, а в оси — радиальные отверстия, расположенные против втулок коромысел.
Стойки коромысел прикреплены к головке цилиндров. Распорные пружины, надетые на ось между коромыслами, удерживают их от продольного перемещения. Коромысла и клапанные механизмы закрыты крышками или колпаками головки цилиндров и уплотнены на ней прокладками.
Рис. 5. Передаточные детали распределительного механизма (а) и схема поворота толкателей (б): 1 — втулка; 2 — роликовый толкатель; 3 — пята; 4 — ролик; 5 — ось ролика; 6 — толкатель с выпуклым днищем; 7 — штанга; 8 — толкатель с плоским днищем; 9 — регулировочный винт; 10 — контргайка; 11 — коромысло; 12 — втулка коромысла; 13 — ось коромысел; 4 — стойка оси; 15 — распорная пружина; 16 — втулка толкателя; 17 — грибовидный толкатель с плоским днищем; 18 — кулачковый вал; 19 — толкатель с кольцевой выточкой
ᐉ Электромагнитный привод клапанов ГРМ
Улучшение наполнения цилиндров можно достигнуть без увеличения числа клапанов, удлинения фазы впуска и увеличения подъема клапана, применяя электромагнитный привод клапана EVA (Electromagnetic Valve Actuator). Такие системы в настоящее время интенсивно разрабатываются как в Европе, так и США.
Такие системы в настоящее время интенсивно разрабатываются как в Европе, так и США.
Электромагнитный привод клапанов представляет собой подпружиненный клапан, который помещен между двумя электромагнитами, которые удерживают его в крайних положениях: закрытом или полностью открытом. Специальный датчик выдает блоку управления информацию о текущем положении клапана. Это необходимо для того, чтобы снизить до минимальной его скорость в момент посадки в седло.
Принцип работы системы показан на рисунке. Как видно из схемы работы этой системы, в системе управления клапанами полностью отсутствует кулачковый вал со своим приводом, который заменен электромагнитами на каждый клапан.
Рис. Электромеханический привод клапана:
1 – электромагнит открытия клапана; 2 – якорь; 3 – электромагнит закрытия клапана; 4 – клапанная пружина
Якорь электромагнита образует комбинацию с двумя пружинами для открытия и закрытия клапана. Когда к электромагнитам не подводится электрический ток, пружины клапана и электромагнита держат клапан в среднем положении, соответствующем половине хода клапана, при этом он полуоткрыт, что позволяет легко прокручивать коленчатый вал двигателя в начальной стадии пуска. При достижении необходимой частоты вращения от блока управления поступает сигнал и в верхний электромагнит открытия подается электрический ток, клапан закрывается. Одновременно осуществляется впрыск топлива.
При достижении необходимой частоты вращения от блока управления поступает сигнал и в верхний электромагнит открытия подается электрический ток, клапан закрывается. Одновременно осуществляется впрыск топлива.
При открывании клапана прерывается подача напряжения в верхний электромагнит.
Рис. Изменение силы тока в электромагнитах
Энергия, накопленная в верхней пружине, движет клапан вниз до тех пор, пока накопленная энергия полностью не израсходуется. Для возможности дальнейшего перемещения клапана вниз напряжение подается в нижний электромагнит и якорь, втягиваясь под действием магнитного поля, открывает клапан. При этом, учитывая потери энергии пружины в конце ее движения, в нижний электромагнит кратковременно подается ток повышенной силы, до тех пор, пока клапан полностью не откроется.
Информация для блока управления поступает от датчика, расположенного на коленчатом валу и фиксирующего его угловое положение. Для каждого клапана компьютер определяет начало его открытия и закрытия, а значит и ход, в зависимости от положения коленчатого вала. Ход клапана может изменяться от нулевой величины до максимальной в зависимости от режима работы двигателя.
Ход клапана может изменяться от нулевой величины до максимальной в зависимости от режима работы двигателя.
Система EVA разработана так, чтобы почти вся энергия, необходимая для перемещения клапана, находилась в пружинах. Единственным требованием, предъявляемым к электрической системе, является компенсация энергии демпфирования пружин и потерь на трение в направляющей клапана. Величина этого трения низкая, так как нет боковых сил, действующих на клапан. Электроэнергия необходима лишь только для того, чтобы использовать ее в непосредственной близости от той точки, где полностью израсходована накопленная энергия пружины. Здесь к.п.д. электромагнита должен быть наибольший, поэтому зазор между якорем и электромагнитом устанавливают минимальный.
Привод EVA осуществляет движение клапана за 2,42 мс и потребляет при этом 66 Вт на каждый клапан при частоте вращения 6000 мин-1.
Открытие и закрытие клапана производится в пределах долей градуса поворота коленчатого вала. Такая точность нужна при отсутствии дросселирования воздушного заряда на впуске.
Такая точность нужна при отсутствии дросселирования воздушного заряда на впуске.
Фирма Renault предлагает несколько другую систему, в которой клапаны перемещаются между двумя пружинами, с соленоидами, которые обеспечивают необходимое время открытия клапанов, но потребляют столько электричества, сколько требуется для преодоления собственных механических потерь. В предлагаемой системе нет распределительного вала и его привода. Электрическая энергия экономится за счет того, что при работе системы электрическая энергия расходуется только в момент открытия клапана, а закрывается клапан пружиной. Управление системой осуществляется электронной системой управления. Мощность, необходимая для работы этой системы на холостом ходу и при малых нагрузках, составляет всего 300 Вт.
Рис. Электромагнитный привод клапанов фирмы Renault
С помощью такой системы можно не только четко управлять временем открытия каждого клапана, но и обеспечивать получение максимальной мощности или максимального крутящего момента (или очень малой и экономичной частоты вращения коленчатого вала на холостом ходу). Система электромагнитного привода клапанов имеет и другие преимущества. Например, можно полностью отключать часть цилиндров или переводить их на малую нагрузку, так что остальные будут работать более эффективно. Однако главное преимущество этой системы заключается в том, что время и степень открытия клапанов в любой момент времени могут быть оптимальными для работы двигателя, в зависимости от условий движения. Кроме этого, конструкция самого двигателя упрощается, потому что отсутствует обычный привод газораспределительного механизма: цепи, зубчатые ремни, механизм натяжения, шестерни и распределительные валы. При этом значительно упрощается конструкция головки блока цилиндров и исчезает потребность в подаче к ней смазочного масла, в связи с отсутствием дросселирования воздушного заряда во впускном коллекторе упрощается и его конструкция. В целом это приводит и к уменьшению размеров двигателя. В головке блока цилиндров исчезают обрабатываемые многочисленные гнезда и установочные поверхности.
Система электромагнитного привода клапанов имеет и другие преимущества. Например, можно полностью отключать часть цилиндров или переводить их на малую нагрузку, так что остальные будут работать более эффективно. Однако главное преимущество этой системы заключается в том, что время и степень открытия клапанов в любой момент времени могут быть оптимальными для работы двигателя, в зависимости от условий движения. Кроме этого, конструкция самого двигателя упрощается, потому что отсутствует обычный привод газораспределительного механизма: цепи, зубчатые ремни, механизм натяжения, шестерни и распределительные валы. При этом значительно упрощается конструкция головки блока цилиндров и исчезает потребность в подаче к ней смазочного масла, в связи с отсутствием дросселирования воздушного заряда во впускном коллекторе упрощается и его конструкция. В целом это приводит и к уменьшению размеров двигателя. В головке блока цилиндров исчезают обрабатываемые многочисленные гнезда и установочные поверхности. Все это сокращает ее массу на 30 %.
Все это сокращает ее массу на 30 %.
Единственной и главной проблемой применения электромагнитного привода является обеспечение исполнительных устройств достаточной энергией и их большие размеры. По сравнению с обычным приводом клапанов мощность генератора при электромеханическом приводе клапанов должна быть повышена на 80%. Соленоиды должны открывать клапаны с той же скоростью, что и кулачки распределительного вала, а в этом случае они получаются большие и тяжелые. В действительности они будут такими, если их питать от 12-вольтовой электрической системы. Однако, в настоящее время производители легковых автомобилей должны перейти на напряжение бортовой сети 36 В, с генератором, обеспечивающим напряжение 42 вольта (современные генераторы выдают 14 вольт, снабжая систему напряжением 12 вольт). При увеличении напряжения в три раза электрический ток, необходимый для питания устройств управления клапанами, становится намного меньше, и размер соленоидов значительно уменьшается таким образом, что устройство может занимать место не больше, чем обычный механизм с двумя распределительными валами в головке и клапанными пружинами.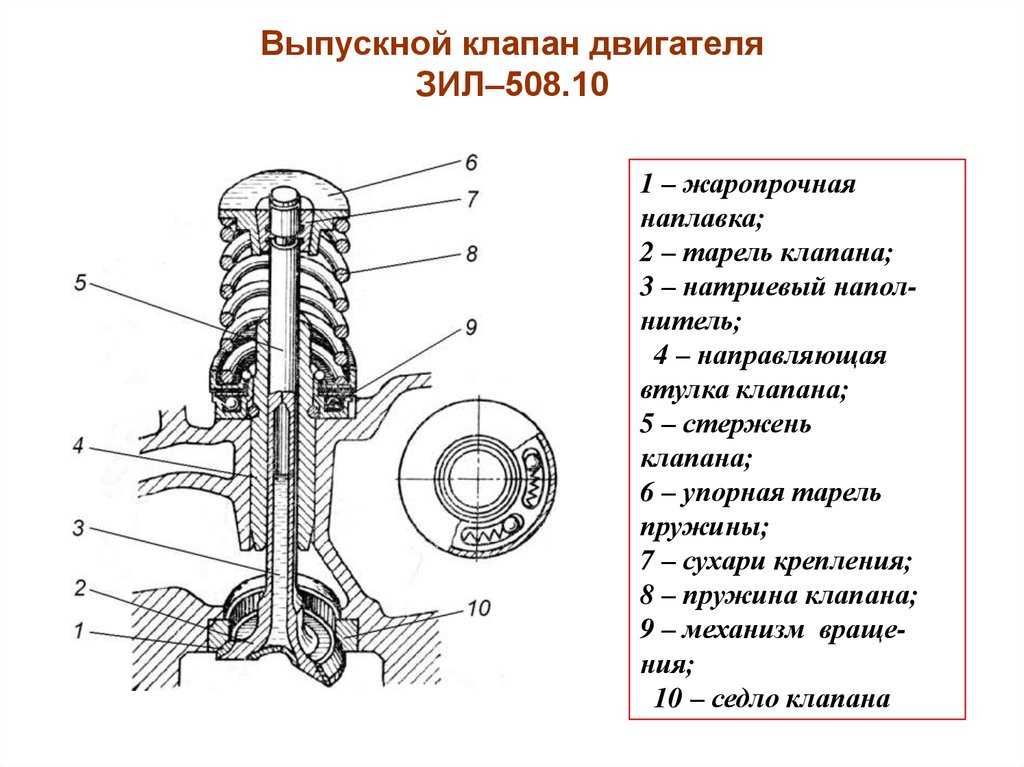
Клапаны и седла — журнал изготовителей двигателей
Клапаны и седла в двигателе внутреннего сгорания играют центральную роль в дыхании двигателя, сжатии, производительности и долговечности. Неважно, имеет ли двигатель два, три, четыре или даже пять клапанов на цилиндр, бензиновый или дизельный двигатель, потому что все клапаны делают одно и то же: они открываются и закрываются, чтобы воздух поступал в цилиндры, а выхлопные газы поступали в цилиндры. выйти из цилиндров. Когда клапаны закрыты, они должны плотно закрываться, чтобы предотвратить потерю компрессии, в противном случае двигатель даст пропуски зажигания и потеряет мощность. Несмотря на то, что основная задача относительно проста, влияние клапанов и седел на компрессию, мощность, экономию топлива и выбросы огромно.
Негерметичный компрессионный клапан может привести к значительному падению мощности – до 25 процентов в четырехцилиндровом двигателе! Неважно, вызвана ли компрессионная утечка погнутым, изношенным, эродированным или треснутым клапаном, или если поверхность или седло клапана не концентричны или имеют овальную форму, конечный результат остается тем же.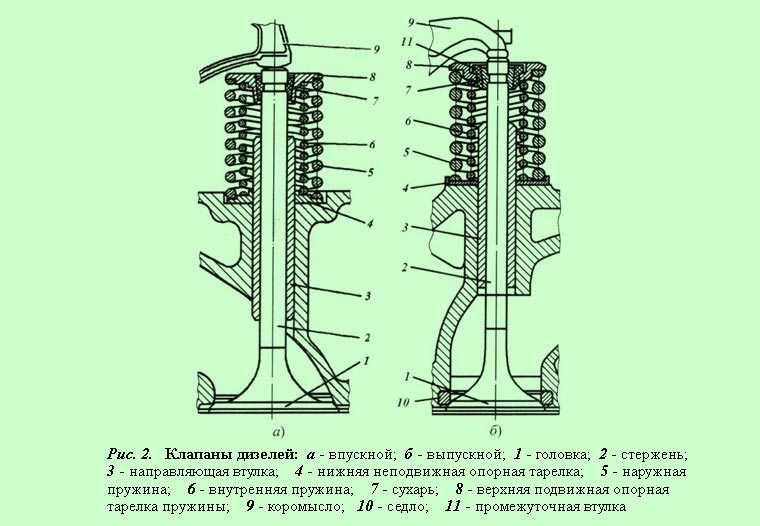
Таких проблем можно избежать, тщательно проверяя все клапаны перед их повторным использованием при капитальном ремонте двигателя. Искушение состоит в том, чтобы сэкономить деньги, повторно используя и восстанавливая как можно больше оригинальных клапанов. Клапаны, которые погнуты, треснуты, эродированы или имеют чрезмерный износ штока, очевидно, должны быть заменены.
Новые клапаны доступны из различных источников. Придерживайтесь поставщика с торговой маркой, который имеет репутацию качества и постоянства. Некоторые дешевые морские клапаны не являются надежными продуктами из-за сомнительной металлургии, точности размеров или обработки штока. Тот факт, что клапан выглядит хорошо, не означает, что он такой же, как OEM-клапан или качественный клапан послепродажного обслуживания.
Восстановленные клапаны могут быть экономичной альтернативой новым клапанам, если стоимость является проблемой, особенно в дизельных двигателях. Изношенные штоки клапанов можно повторно хромировать, чтобы восстановить стандартные размеры, или хромирование можно нарастить до увеличенного размера, чтобы изношенные направляющие клапанов можно было развернуть для установки штоков клапанов увеличенного размера.
Износ штока клапана очень распространен в двигателях с большим пробегом, независимо от того, бензиновые они или дизельные. Заводское хромовое покрытие на многих стержнях клапанов не очень толстое, всего около 7 микрон, поэтому не требуется большого износа, чтобы стереть хромовое покрытие. Штоки также могут иметь лепестковый рисунок износа в зависимости от того, насколько большую боковую тягу они испытывают внутри двигателя. Слишком большой зазор между штоком и направляющей не годится, потому что он позволяет клапану колебаться каждый раз, когда он открывается и закрывается. Это, в свою очередь, может привести к изгибу головки клапана при закрытии седла. Со временем постоянное изгибание может привести к усталости металла, растрескиванию и выходу клапана из строя.
Обработка штока важна для клапана, так как влияет на трение и износ. Гладкий обычно лучше. Хромирование — хороший материал с точки зрения износостойкости, как и многие новые «высокотехнологичные» покрытия PVD, DLC и покрытия на основе молибдена.
Одна из новых технологий, которую мы видели, — это отделка штока с небольшими волнистыми канавками, нанесенными на поверхность с полимерным наполнителем для удержания масла. Говорят, что отделка «змеиная кожа» снижает трение, повышая износостойкость без изменения допусков штока.
Предотвращение проблем с клапанами
Причиной отказов, связанных с клапанами, часто являются такие факторы, как детонация, низкое качество или дефекты деталей, превышение оборотов двигателя, неспособность конечного пользователя отрегулировать или поддерживать надлежащий зазор клапанов и т. д. Многие из этих вещей могут способствовать или даже вызывать отказы клапанов, но то же самое может быть и с небрежными допусками на обработку.
Концентричность седла клапана по отношению к направляющей клапана и клапану необходима для правильного выравнивания и плотного компрессионного уплотнения. Для точной доводки седла требуется станок для клапана и седла, который находится в хорошем состоянии и может выдерживать жесткие допуски.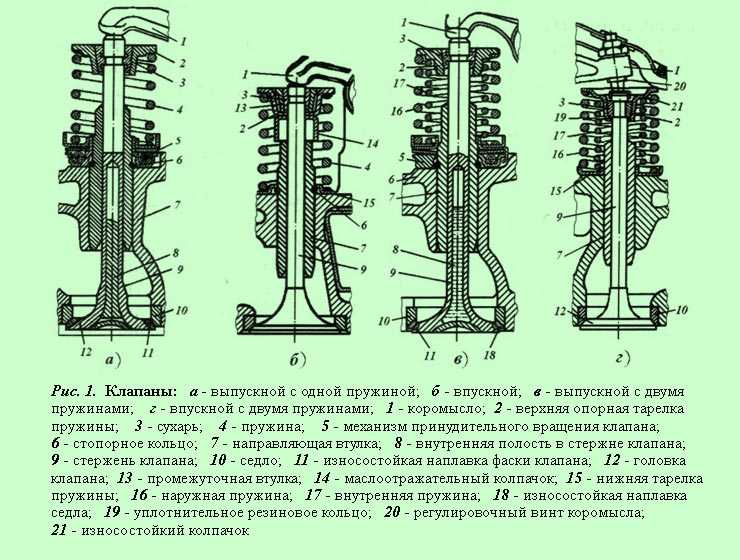 Вы не можете иметь отстой в пару тысячных дюйма и ожидать, что клапаны будут плотно закрываться. Зазор между пилотом и направляющей должен быть не более 0,0002 дюйма для точной обработки. Один из способов добиться этого — использовать смазку высокого давления на пилоте.
Вы не можете иметь отстой в пару тысячных дюйма и ожидать, что клапаны будут плотно закрываться. Зазор между пилотом и направляющей должен быть не более 0,0002 дюйма для точной обработки. Один из способов добиться этого — использовать смазку высокого давления на пилоте.
Резак для сиденья также должен быть острым и вращаться с достаточно высокой скоростью, чтобы обеспечить высококачественную отделку сиденья. Если во время резки седла возникает вибрация, проблема может заключаться в слишком большом зазоре между пилотом и направляющей клапана, скорости фрезы или в том, что станок не выровнен. Использование охлаждающей жидкости при резке жестких седел уменьшит вибрацию.
Насколько хорошо сопрягаются клапаны и седла после их механической обработки, можно легко проверить с помощью ручного насоса, создающего вакуум на каждом из портов головки с установленными клапанами. Если есть полный контакт между поверхностью клапана и седлом, порт должен удерживать вакуум. Если вы не можете создать вакуум на порте, клапан и седло не концентричны или не имеют полного контакта по всему периметру.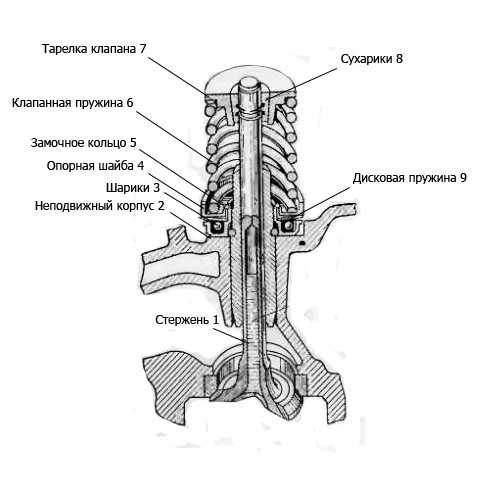 Вам нужно исправить проблему до того, как головка или двигатель выйдут из строя. Ручная притирка клапанов к седлам может помочь улучшить краевое уплотнение, но в этом нет необходимости, если клапаны и седла изначально были обработаны аккуратно.
Вам нужно исправить проблему до того, как головка или двигатель выйдут из строя. Ручная притирка клапанов к седлам может помочь улучшить краевое уплотнение, но в этом нет необходимости, если клапаны и седла изначально были обработаны аккуратно.
Некоторые заводы по ремонту серийных двигателей, а также сборщики нестандартных характеристик используют машину Spintron для проверки компрессии и работы клапанного механизма в только что собранном двигателе. Spintron использует электродвигатель для вращения двигателя, как если бы он работал. Число оборотов в минуту можно варьировать по мере необходимости вплоть до красной линии. Программное обеспечение и контрольно-измерительные приборы Spintron отслеживают, что происходит с клапанным механизмом, поэтому любые проблемы, которые могут повлиять на надежность или производительность двигателя, могут быть обнаружены и устранены до того, как он покинет цех.
Чем выше содержание никеля в клапане, тем дороже сплав и тем больше тепла он может безопасно выдерживать в условиях гонок.
Типы клапанов и материалы
Для серийных бензиновых двигателей в качестве клапанов оригинального оборудования обычно используется какой-либо тип одно- или двухкомпонентного сплава из нержавеющей стали. К ним относятся впускные клапаны из низколегированного сплава NV и высоколегированного сплава HNV, аустенитные выпускные клапаны EV и высокопрочный сплав выпускного клапана HEV. Выпускной клапан должен выдерживать гораздо более высокие температуры, чем впускные, поэтому они обычно изготавливаются из более прочного жаропрочного сплава.
Большинство клапанов вторичного рынка изготовлены из нержавеющих сплавов 21-2N или 21-4N, хотя некоторые поставщики также предлагают клапан из сплава 23-8N или свой собственный сплав для высокотемпературных выпускных клапанов. Специфика некоторых из этих сплавов держится в секрете, но мы можем сказать вам, что нержавеющая сталь 21-2N содержит 21% хрома и 2% никеля. 21-4N имеет такое же содержание хрома, но содержит почти в два раза больше никеля (3,75%) для большей термостойкости.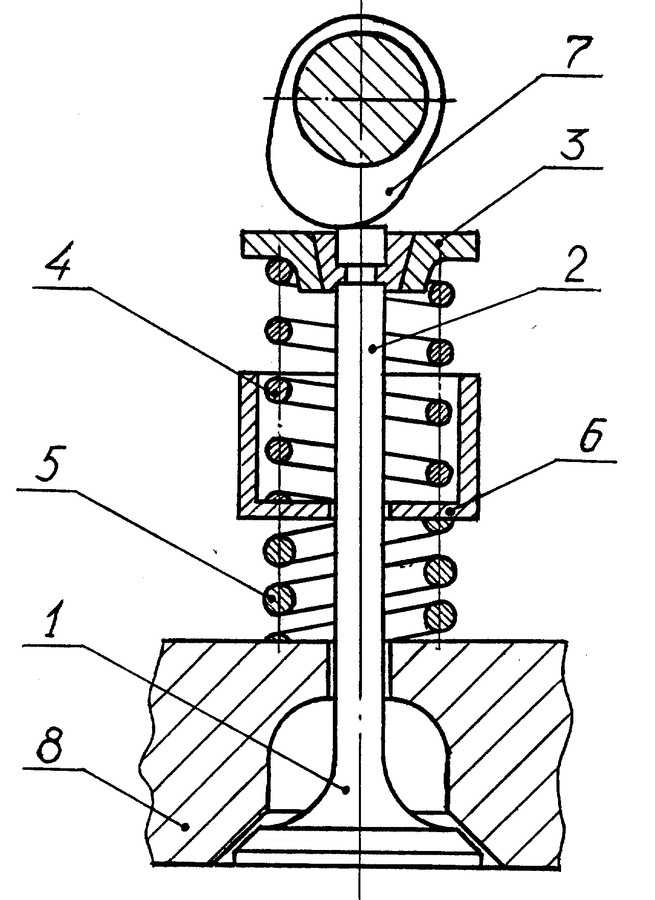 23-8N содержит 23% хрома и 8% никеля. Чем выше содержание никеля, тем дороже сплав и тем больше тепла он может безопасно выдержать в сложных гоночных условиях. Клапаны из 21-4N могут выдерживать температуры до 1600 градусов по Фаренгейту.
23-8N содержит 23% хрома и 8% никеля. Чем выше содержание никеля, тем дороже сплав и тем больше тепла он может безопасно выдержать в сложных гоночных условиях. Клапаны из 21-4N могут выдерживать температуры до 1600 градусов по Фаренгейту.
Для более требовательных применений (двигатели с закисью азота, турбокомпрессоры или нагнетатели) можно использовать высокотемпературный суперсплав, такой как Inconel 751 или Nimonic 80A. Inconel включает в себя ряд жаропрочных сплавов, которые обычно содержат 15–16 % хрома и 2,4–3,0 % титана.
Один поставщик головок блока цилиндров послепродажного обслуживания сообщил нам, что они используют впускные и выпускные клапаны 21-4N во всех своих головках цилиндров, от уличных до полноразмерных гоночных головок. «Клапаны имеют гладкую поверхность с хромированными штоками и используются с седлами клапанов из ковкого чугуна. Мы не заметили проблем с долговечностью клапана при использовании этих деталей, но мы предлагаем модернизацию, если покупателю нужны выпускные клапаны из инконеля или легкие титановые клапаны (для которых также требуются медные седла клапанов)».
Титановые клапаны являются дорогой альтернативой клапанам из нержавеющей стали, но являются одним из лучших усовершенствований, которые кто-либо может сделать для обеспечения стабильности и производительности клапанного механизма при высоких оборотах. Титан уменьшает массу клапана почти на 40 процентов, что означает, что вы можете использовать гораздо меньшее давление пружины при той же частоте вращения двигателя или большее число оборотов в минуту, используя те же пружины, что и раньше. Уменьшение веса клапанов увеличивает срок службы пружины и снижает нагрузку на коромысла, толкатели, толкатели, кулачок и кулачковый привод.
Насколько прочны титановые клапаны? Они используются в некоторых серийных двигателях, таких как Corvette Z06 и ZR1, поэтому нет никаких сомнений в способности выдерживать длительные дорожные или гоночные условия. Для повышения износостойкости титановые клапаны могут быть покрыты различными материалами, включая желтый нитрид титана (TiN), молибден или нитрид хрома.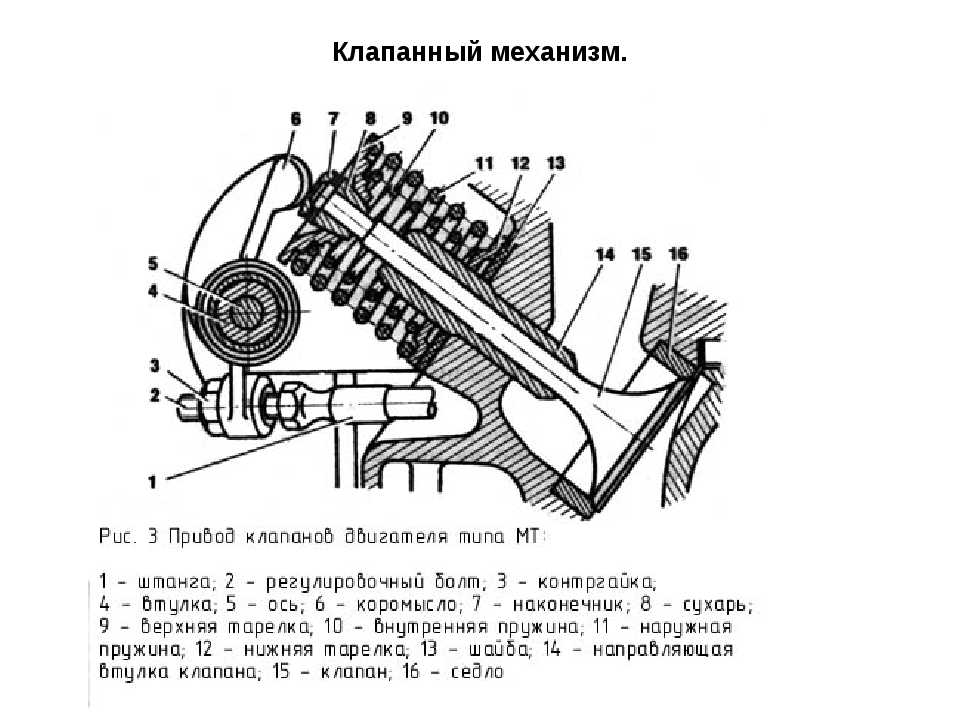 Покрытия уменьшают трение, помогают рассеивать тепло и улучшают твердость поверхности и износостойкость клапана.
Покрытия уменьшают трение, помогают рассеивать тепло и улучшают твердость поверхности и износостойкость клапана.
Титановые клапаны, как правило, удерживают больше тепла, чем клапаны из нержавеющей стали, поэтому их седла необходимо заменить на какой-либо тип медного сплава. Медь обеспечивает хорошую теплопроводность, отводя тепло от клапана, когда клапан закрыт. В течение многих лет с титановыми клапанами использовались седла из медно-бериллиевого сплава. Медно-бериллиевые сплавы обычно содержат менее 3% бериллия. Тем не менее, бериллиевая пыль опасна и требует особых мер предосторожности при обработке седел. Рекомендуется использовать смазочно-охлаждающую жидкость или охлаждающую жидкость вместе с пылезащитной маской, одобренной OSHA.
В последние годы были разработаны медные сплавы, не содержащие бериллия, с дополнительным содержанием никеля и кремния, которые обеспечивают такие же характеристики без риска для здоровья. Moldstar 90 — это медный сплав, не содержащий бериллия, который можно использовать с ЛЮБЫМ типом клапана (титановым или нержавеющим) или любым топливом, где требуется высокая теплопередача.
Если заказчик не может позволить себе титановые клапаны, другим способом значительно снизить вес клапана является использование клапанов с полым штоком из нержавеющей стали. Клапаны с полым штоком могут снизить вес на 10% и более, чтобы получить те же преимущества, что и титановые клапаны, но без затрат. Для улучшения охлаждения полые стержни выпускных клапанов могут быть частично заполнены натрием. Натрий плавится при температуре 200 градусов по Фаренгейту и улучшает поток тепла через шток клапана на 40% и более. Это помогает отводить тепло от головки клапана, продлевая срок службы клапана и повышая его надежность. Это также позволяет двигателю выдерживать больший нагрев и опережение зажигания.
ОСТОРОЖНО: Натрий очень реактивен при контакте с водой. Если клапан, заполненный натрием, треснул и был помещен в резервуар для очистки с водой, натрий может выплеснуться из клапана или даже заставить клапан лопнуть и треснуть пополам.
Клапаны с полым штоком, заполненные натрием, являются хорошим улучшением производительности, но мы слышали о некоторых отказах клапанов в некоторых серийных двигателях, в которых используются эти клапаны. Если вы просматриваете форумы Corvette, вы найдете множество сообщений, в которых говорится о неисправностях выпускных клапанов с небольшим пробегом с заводскими клапанами с полым штоком, заполненными натрием. Некоторые возлагают вину за проблему на проблему контроля качества в процессе производства клапана. Есть фотографии разрезанных клапанов, на которых видно, что центральное отверстие было просверлено значительно не по центру, что привело к неравномерной толщине стенки: одна сторона была намного тоньше другой. На некоторых полых штоках также видны царапины внутри от процесса сверления, что создает концентраторы напряжения, которые могут привести к трещинам и поломке клапана. Вот почему важно тщательно осматривать каждый клапан на наличие трещин перед его повторным использованием, независимо от его пробега. Другие винят проблему отказа клапана в проблемах концентричности седла клапана, чрезмерном износе направляющей клапана или плохом контроле допусков штока к направляющей на заводе.
Если вы просматриваете форумы Corvette, вы найдете множество сообщений, в которых говорится о неисправностях выпускных клапанов с небольшим пробегом с заводскими клапанами с полым штоком, заполненными натрием. Некоторые возлагают вину за проблему на проблему контроля качества в процессе производства клапана. Есть фотографии разрезанных клапанов, на которых видно, что центральное отверстие было просверлено значительно не по центру, что привело к неравномерной толщине стенки: одна сторона была намного тоньше другой. На некоторых полых штоках также видны царапины внутри от процесса сверления, что создает концентраторы напряжения, которые могут привести к трещинам и поломке клапана. Вот почему важно тщательно осматривать каждый клапан на наличие трещин перед его повторным использованием, независимо от его пробега. Другие винят проблему отказа клапана в проблемах концентричности седла клапана, чрезмерном износе направляющей клапана или плохом контроле допусков штока к направляющей на заводе.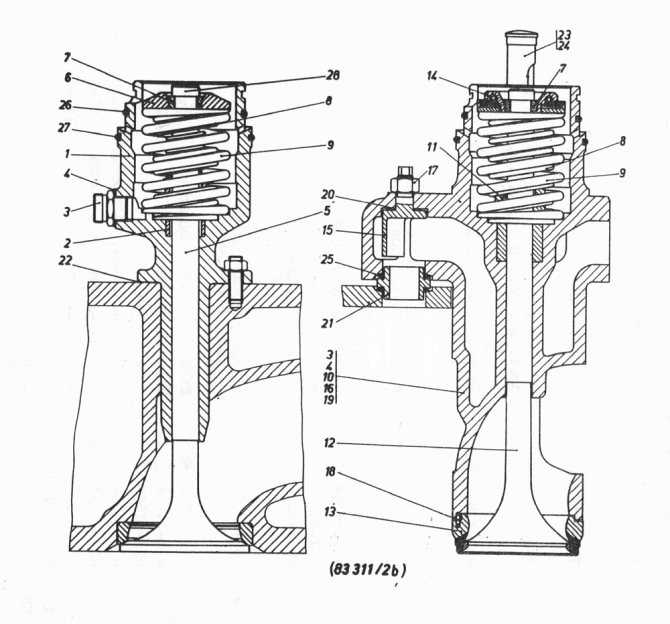 Избыточный направляющий зазор позволяет клапану колебаться и изгибаться при каждом цикле клапана. Некоторые владельцы Corvette заменили свои стандартные направляющие на неоригинальные бронзовые направляющие клапанов.
Избыточный направляющий зазор позволяет клапану колебаться и изгибаться при каждом цикле клапана. Некоторые владельцы Corvette заменили свои стандартные направляющие на неоригинальные бронзовые направляющие клапанов.
В дизельных двигателях клапаны с покрытием из стеллита часто используются для работы при высоких температурах выхлопных газов. Стеллит также можно использовать на впускных клапанах. Стеллит представляет собой сплав кобальта и хрома, который увеличивает поверхностную твердость поверхности клапана примерно до 55–59 единиц по шкале Роквелла. или аналогичный материал). Покрытие Stellite значительно повышает износостойкость при высоких температурах. Если вы восстанавливаете дизельный двигатель, который на заводе оснащен клапанами с покрытием из стеллита, используйте для замены клапаны того же типа, а не обычные клапаны.
Материалы седел клапанов
Седла клапанов должны соответствовать типу клапанов двигателя. В большинстве чугунных головок седла являются цельными и подвергаются индукционной закалке для повышения износостойкости.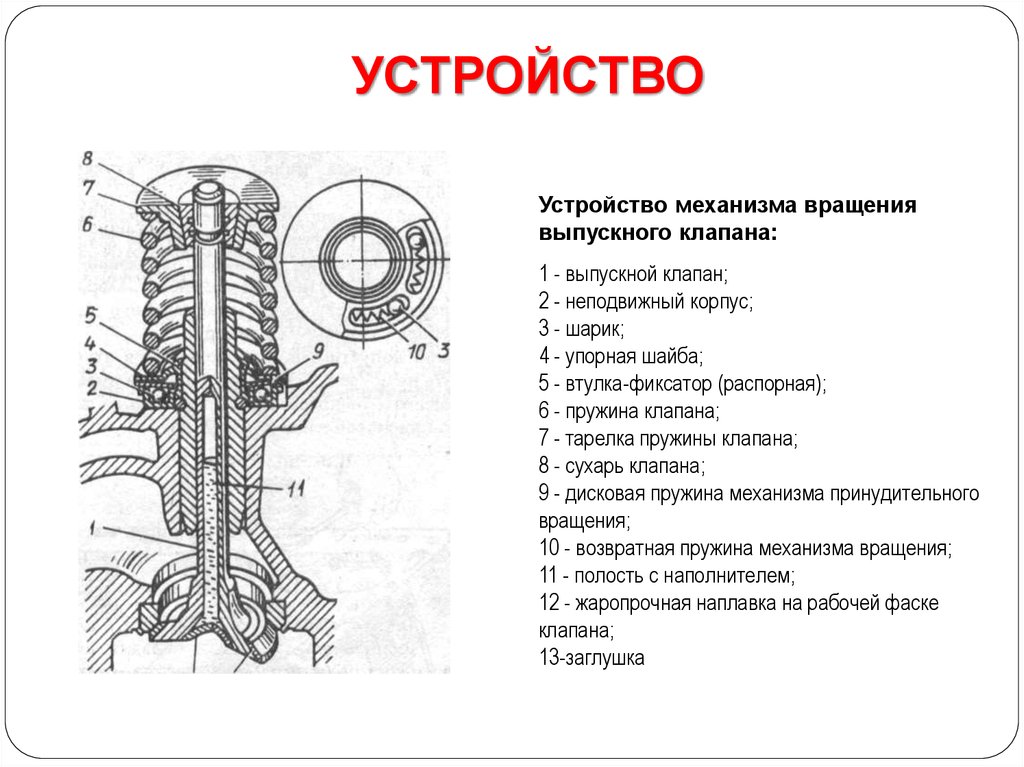 С алюминиевыми головками седла могут быть изготовлены из сплава чугуна, порошкового металла или меди с высоким содержанием меди (для высокотемпературных двигателей или титановых клапанов).
С алюминиевыми головками седла могут быть изготовлены из сплава чугуна, порошкового металла или меди с высоким содержанием меди (для высокотемпературных двигателей или титановых клапанов).
Поставщики седла клапана предлагают различные материалы седла, поэтому посоветуйтесь с вашим поставщиком, какой сплав лучше всего подходит для вашего двигателя.
Железный сплав с высоким содержанием хрома и твердостью по Роквеллу RC40 должен быть более чем достаточным для вашего типичного бензинового двигателя, работающего на неэтилированном топливе, запаса или производительности. Этот тип сплава хорошо работает при температуре выхлопных газов до 1150 градусов по Фаренгейту.
Для двигателей, работающих на природном газе или пропане, а также двигателей с турбонаддувом, наддувом или закиси азота рекомендуется использовать более высокотемпературный сплав на основе никеля. Такой материал может выдерживать температуру выхлопных газов до 1600 градусов по Фаренгейту.
Для применений, где требуется дополнительная износостойкость при высоких температурах (например, для тяжелонагруженных дизелей), может потребоваться сплав седла с покрытием из стеллита.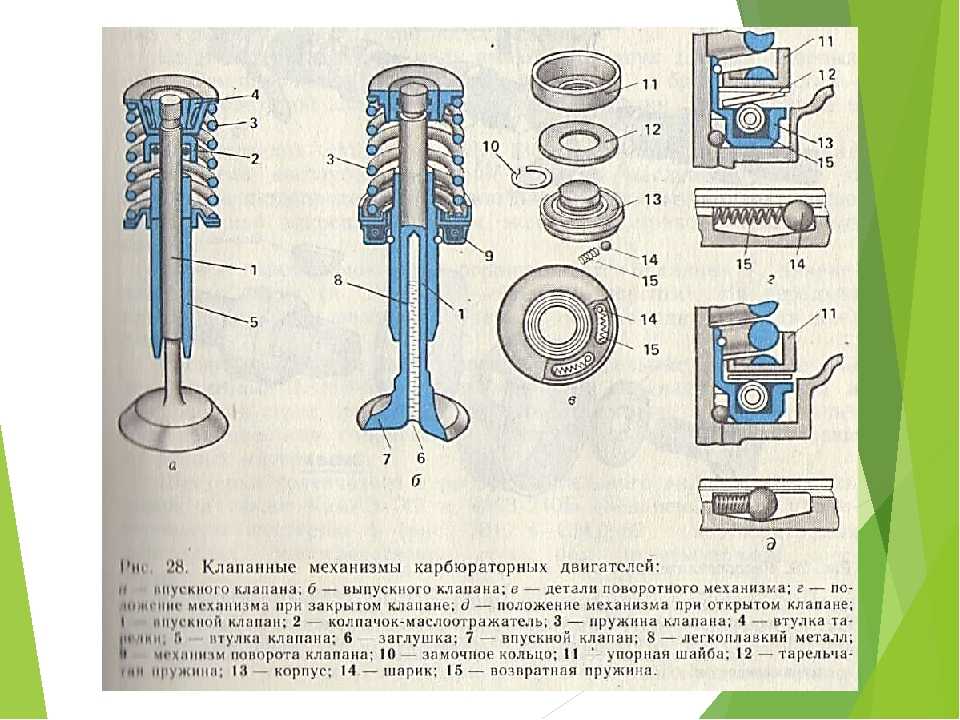
Переходя к седлам из порошкового металла (PM), они используются в качестве оригинального оборудования во многих последних моделях бензиновых (и некоторых дизельных) двигателей. Автопроизводителям нравятся сиденья PM, потому что они дешевле, чем сиденья из сплава, их можно формовать близко к готовым размерам и их легко обрабатывать (когда они новые). Седла PM затвердевают по мере старения, что хорошо для износостойкости, но также усложняет обработку сидений, если их нужно будет подправить позднее. Седла PM можно заменить на такие же или на чугунные седла или седла из другого сплава, если это необходимо.
Установка седла клапана
Большой вопрос здесь заключается в том, насколько посадку с натягом следует использовать при установке нового седла клапана? Седла в некоторых головках OEM могут иметь посадку с натягом всего 0,002 дюйма — этого достаточно, когда вы работаете с совершенно новыми головками и новыми седлами. Но обычно требуется больше посадки с натягом для головок с большим пробегом или головок, которые будут подвергаться воздействию высоких уровней мощности. Обычная рекомендация по установке новых седел в бывшие в употреблении головки или головки послепродажного обслуживания: натяг от 0,005 до 0,006 дюйма для алюминиевых головок или от 0,003 до 0,005 дюйма для головок из чугуна. В дополнительной штамповке или закреплении посадочных мест не должно быть необходимости, если используется правильная посадка с натягом.
Обычная рекомендация по установке новых седел в бывшие в употреблении головки или головки послепродажного обслуживания: натяг от 0,005 до 0,006 дюйма для алюминиевых головок или от 0,003 до 0,005 дюйма для головок из чугуна. В дополнительной штамповке или закреплении посадочных мест не должно быть необходимости, если используется правильная посадка с натягом.
Чтобы упростить установку, предварительно нагрейте головки в духовке примерно до 200 градусов по Фаренгейту (больше не нужно нагревать) и охладите сиденья в морозильной камере. Кроме того, убедитесь, что седла имеют фаску на нижней внешней кромке, и используйте смазку, если седла плотно прилегают. Используйте направляющую и направляющую при установке сидений, чтобы они входили прямо и не взводились.
Ремонт клапанов и седел
Углы на поверхности клапана и седла могут реально увеличить или уменьшить потенциал производительности двигателя. Одиночный вырез под углом 45 градусов на клапанах и седлах не обеспечит такой же поток воздуха, приемистость и мощность, как работа клапана с тремя углами (30-45-60), работа клапана с четырьмя углами или седло под углом 45 градусов с подрезка радиуса.
Существует множество переменных, влияющих на поток воздуха через отверстия и чашу головки блока цилиндров. Клапаны с подрезанным штоком непосредственно над головкой или с меньшим наружным диаметром штока теоретически улучшают поток за счет уменьшения ограничения в отверстии клапана. Тем не менее, они могут или не могут обеспечить ощутимый прирост мощности по сравнению с обычным клапаном с прямым штоком. То же самое касается клапанов с вихревой полировкой на верхней части головки клапана, головкой в форме тюльпана или коническим штоком непосредственно над головкой. Иногда эти «улучшения» повышают мощность, а иногда нет. Каждый двигатель реагирует по-разному, поэтому нет однозначного ответа на вопрос, какой тип клапана всегда обеспечивает наилучшую производительность.
У нас нет места, чтобы погружаться в теорию воздушного потока, за исключением того, что хорошо сделанная высокопроизводительная работа клапана с правильными клапанами и углами для применения может иметь большое значение в приемистости и мощности. Сделайте это правильно, и ваш клиент будет любить результаты. Сделайте это неправильно, и двигатель никогда не будет работать в полную силу.
Сделайте это правильно, и ваш клиент будет любить результаты. Сделайте это неправильно, и двигатель никогда не будет работать в полную силу.
Максимальное увеличение воздушного потока в CFM на стенде потока не гарантирует пиковую мощность и производительность. На самом деле, слишком большой поток воздуха может повредить мощности и приемистости из-за снижения скорости воздуха. Цель состоит в том, чтобы оптимизировать поток воздуха в диапазоне оборотов, при котором двигатель получает наибольшую выгоду. Поиск оптимальных углов клапана и седла часто требует большого количества экспериментов методом проб и ошибок.
Линия по производству клапанов двигателя | Производственная линия термообработки Цена | Ленты для отрезания клапанов | Станок для сверления наконечников клапанов Сделано в Китае
Перетащите изображение, чтобы увидеть всю линию
1
Станок для обрезки клапанов: для контроля общей длины
2
Бесцентровая шлифовальная машина: для грубой шлифовки штока
34
9 Клапан Шлифовальный станок для головки и седла: для шлифования наружного диаметра головки, фаски и грубой шлифовки поверхности седла56
Многоцелевой шлифовальный станок: для шлифования профиля и шейки
7
Станок для шлифования головок и седел клапанов: для шлифования поднутрений
8
Станок для шлифования канавок и наконечников клапанов: для шлифования канавок и фасок наконечников
Бесцентровая шлифовальная машина: для окончательной шлифовки штока
11
Станок для шлифовки концов штока: для окончательной шлифовки торцевой поверхности штока
1213
Станок для шлифовки седла клапана: для окончательной шлифовки поверхности седла
| The Needed Machines List Of Production Line | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Machine name | Specification | Qty | Usage | | | |||||||||||
| Single automation machines(Not connection with other machines) | ||||||||||||||||
| 1 | Стержневой пробойник | ST23-40T | 1 | Для обрезки сырья | | | ||||||||||
| 2 | Rod chamfer Machine | CM-180 | 1 | To grind the chamfer of rod | | | ||||||||||
| Blank production Line | ||||||||||||||||
| 1 | Servo electrical upsetting machine | EUM-30 | 4 | Forging blank | | | ||||||||||
| 2 | Press Machine | JM31-200 | 1 | Press blank | | | ||||||||||
| 3 | Robot | MH-12 | 1 | | | |||||||||||
| 4 | Control master | | | |||||||||||||
| 5 | Loading&unloading&spraydevice | | | |||||||||||||
| 6 | Die | | | |||||||||||||
| Heat treatment production line | ||||||||||||||||
| 1 | Heat treatment production line | RCW-1050-3 | Quenching & temper | | | |||||||||||
| Одинарные автоматические машины (не связанные с другими машинами) | ||||||||||||||||
| 1 | Машина для отсечки клапана | VEC-380 | 1 | Перед сваркой трением отрежьте клапан, чтобы контролировать длину | | | ||||||||||
| 2 | Friction Welding Machine | FM-80 | 1 | Different material weld | | | ||||||||||
| 3 | Crawler sandblasting machine | CSBM-1 | 1 | Пескоструйная обработка | | | ||||||||||
| 4 | Заготовка Автоматическая просеивающая машина | 9015 95 | 5 | 5 | 5 | 5 | 50155 | Машина используется для проверки биения седла и биения штока. Then automatic classification processing according to inspect result | | | ||||||
| 5 | Straightening Machine | TSM-9-180 | 1 | Straightening stem and head at the same time | | | ||||||||||
| 6 | Станок для сверления наконечников клапанов | ZK-32 | 1 | To drill the hole on tip for powder | | | ||||||||||
| 7 | Plasma Tip Welding Machine | PTA-T | 1 | Tip plasma welding | | | ||||||||||
| 8 | Станок для шлифовки концов штока | ВЭГ-500 | 1 | Для шлифовки торца после плазменной сварки | | | 9 9 01548 | Valve Head & Seat Grinding Machine | MUG-B | 2 | To grind the groove before seat plasma weld | | | |||
| 10 | Plasma seat welding machine | PTA-S | 1 | Сторонная сторона сварного шва | | | | |||||||||
| Machining production line (check the above connection proposal) | ||||||||||||||||
| 1 | Valve cut off machine | VEC-380 | 1 | To control the total length | | | ||||||||||
| 2 | Centerless grinding machine | CLG-600 | 1 | Rough grinding stem | | | ||||||||||
| 3 | Машина для шлифования клапана и шлифования сиденья | MUG-B | 2 | TOGRIND OD, MALED MALID SEAD MAILE DIST | | | | | | 9015 9015 9015 9015 9015 9015 9015 9015 9015 9015 9015 9015 9015 9015 9015 | ВРГ-400 | 2 | Для шлифования профиля и шейки | | | |
| 5 | Станок для шлифовки седел клапанов 5 9 5 ГМУ 5 9015154 1 | To grind undercut | | | ||||||||||||
| 6 | Valve groove & tip radius grinding machine | MUG-A | 1 | To grind groove and tip chamfer | | | ||||||||||
| 7 | Centerless grinding machine | CLG-600 | 1 | Semi-finish grinding stem | | | ||||||||||
| 8 | Centerless grinding machine | CLG-600 | 1 | Finish grinding stem | | | ||||||||||
| 9 | Stem end grinding machine | VEG-300 | 1 | Finish grinding stem end face | | | ||||||||||
| 10 | Станок для шлифовки седел клапанов | VFG-600 | 2 | 9015 шлифовка торца 440163 | ||||||||||||
| 11 | Vibrator | 1 | | | ||||||||||||
| 12 | Lift | 9 | | | ||||||||||||
| 13 | Doublelayer | 1 | | | ||||||||||||
| 14 | .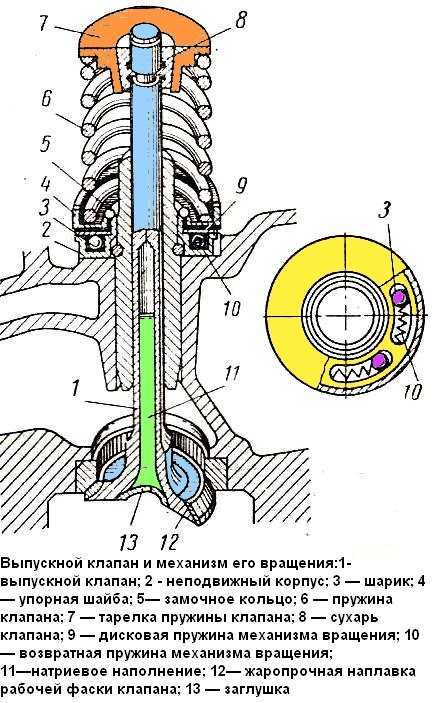 Наверх
| |||||||||||||||
 0155
0155