Кривошипно-шатунный механизм двигателя трактора
Кривошипно-шатунный механизм двигателя трактора
Кривошипно-шатунный механизм состоит из следующих основных частей: цилиндра (рис. 1), поршня с кольцами, шатуна с подшипником, поршневого пальца, коленчатого вала с противовесами, вращающегося в подшипниках, и маховика.
Детали кривошипно-шатунного механизма воспринимают большое давление (до 6…8 МПа) газов, возникающих при сгорании топлива в цилиндрах, а некоторые из них, кроме того, работают в условиях высоких температур (350° и выше) и при большой частоте вращения коленчатого вала. Чтобы детали могли удовлетворительно работать длительное время (не менее 8…9 тыс. часов) в таких тяжелых условиях, обеспечивая работоспособность двигателя, их изготавливают с большой точностью из высококачественных прочных металлов и их сплавов, а детали из черных металлов (сталь, чугун), кроме того, подвергают термической обработке (цементации, закалке).
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 1. Кривошипно-шатунный механизм:
1 – коренной подшипник; 2 — шатунный подшипник; 3 — шатун; 4 — поршневой палец; 5 — поршневые кольца; 6 — поршень; 7 — цилиндр; 8 — маховик; 9 — противовес; 10 — коленчатый вал.
Отдельные детали кривошипно-шатунного механизма имеют следующее устройство.
Цилиндр (рис. 2) — основная часть двигателя, внутри которой сгорает топливо. Цилиндр изготавливают в виде отдельной отливки, укрепляемой на чугунной коробке — картере, или в виде сменной гильзы, вставляемой в блок цилиндров. Материалом для изготовления цилиндров и гильз служит чугун. Внутреннюю поверхность цилиндров и гильз, называемую зеркалом цилиндра, делают строго цилиндрической формы и подвергают шлифовке и полировке. Число цилиндров или гильз у одного двигателя может быть различно: один, два, три, четыре, шесть и больше.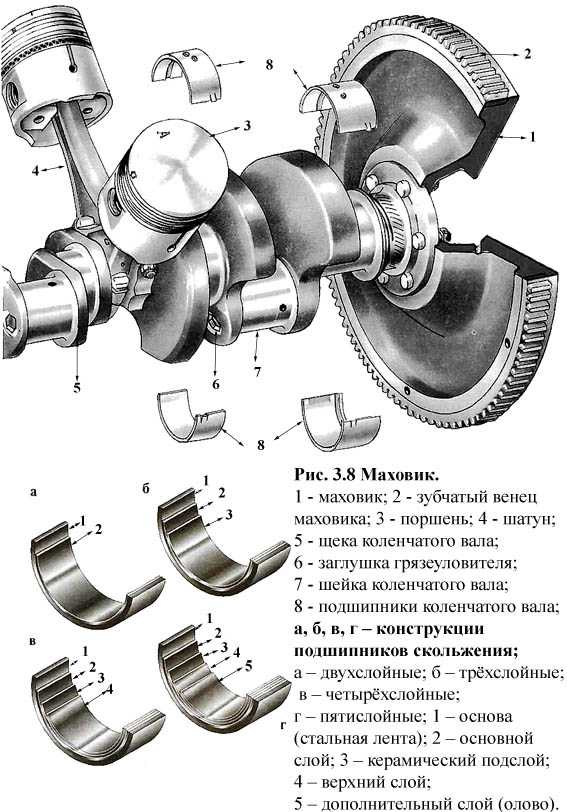
Блок цилиндров может быть изготовлен так, что цилиндры будут расположены в один или в два ряда под углом в 90°.
Блок цилиндров и картер снизу закрыты поддоном и уплотнены прокладками. Цилиндры сверху закрыты головкой (в зависимости от конструкции двигателя), уплотняемой металло-асбестовой прокладкой.
Поршень, устанавливаемый внутри цилиндра, сжимает свежий заряд воздуха и воспринимает давление расширяющихся газов во время горения топлива и передает это давление через палец и шатун на коленчатый вал, заставляя его вращаться. Поршень отливается из алюминиевого сплава. На боковых стенках поршня делают два прилива — бобышки с отверстиями, в которые вставляется поршневой палец, соединяющий поршень с шатуном. В днище поршня сделана специальная камера, способствующая лучшему перемешиванию топлива с воздухом.
Рис. 2. Детали двигателя:
1 — блок-картеры; 2, 4 — головки цилиндров; 3, 8— прокладки; 5 — цилиндр; 6 — картер; 7 — гильза; 9 — поршень; 10 — поддон; 12 — вкладыши; 13 — крышка шатуна; 14 — стопорное кольцо; 15 — поршневой палец; 16 — шатун; 17 — втулка; 18 — шплинт; 19 — болт; 20 — коренной подшипник.
Поршень во время работы сильно нагревается (до 350 °С) и при этом расширяется. Во избежание заклинивания поршня в цилиндре его делают несколько меньшего диаметра, чем цилиндр, создавая тем самым между ними зазор 0,25…0,40 мм.
Поршневые кольца. Поскольку между поршнем и цилиндром имеется зазор, то через него могут проходить из камеры сжатия в картер газы. Из картера в камеру сжатия попадает и там сгорает смазочное масло, при этом увеличивается его расход.
Для устранения подобных явлений на поршень в специальные канавки надевают пружинные чугунные кольца. Диаметр колец делают немного больше диаметра цилиндра, в котором они будут работать. Чтобы такое кольцо можно было вставить в цилиндр, в нем сделан вырез (или, как его еще называют, замок), позволяющий сжать кольцо перед постановкой в цилиндр. Такое кольцо, будучи вставлено в цилиндр, стремится занять первоначальное положение и поэтому плотно прилегает к стенкам цилиндра, закрывая при этом своим телом зазор между поршнем и цилиндром.
Во время работы двигателя кольца, кроме уплотнения, обеспечивают распределение смазки по цилиндру, предотвращают попадание масла в камеру сгорания, уменьшая тем самым расход его, а также отводят теплоту от сильно нагретого поршня к стенкам цилиндра.
По назначению кольца бывают двух типов: компрессионные — уплотняющие (их обычно ставят по три-четыре) и маслосъемные (одно-два).
Компрессионные кольца воспринимают силы давления газов, причем наибольшую нагрузку до 75 % давления несет первое кольцо. Чтобы предохранить поршень от повышенного износа, у некоторых двигателей в первую канавку поршня устанавливают стальную вставку, а для уменьшения износа кольца его цилиндрическую поверхность покрывают пористым хромом. Остальные кольца, воспринимающие меньшую нагрузку — 20 и 5 % сил давления, хромом не покрывают.
Маслосъемные кольца чаще всего делают коробчатого сечения с прорезями. Благодаря этому усилие прижатия кольца к стенке цилиндра передается через два узких пояска, что увеличивает удельное давление кольца. Кроме того, узкие пояски кольца лучше снимают излишнее масло со стенок цилиндра или гильзы при движении поршня вниз.
Кроме того, узкие пояски кольца лучше снимают излишнее масло со стенок цилиндра или гильзы при движении поршня вниз.
На дне канавки маслосъемного кольца сделаны отверстия в поршне, через которые отводится масло, собранное со стенок цилиндра.
У некоторых двигателей, для того чтобы увеличить упругость маслосъемных колец, в зазор между кольцом и канавкой устанавливают стальной расширитель.
Шатун соединяет поршень с коленчатым валом. Его штампуют из стали. Он состоит из верхней и нижней головок и стержня. Верхняя, неразъемная, головка служит для соединения с поршнем, в нее вставляется поршневой палец. Для уменьшения трения между пальцем и шатуном в верхнюю головку запрессовывают бронзовую втулку. Нижняя, разъемная, головка имеет крышку и охватывает шейку коленчатого вала. Чтобы уменьшить трение шатуна о шейку вала, в нижнюю головку и крышку устанавливают вкладыши — стальные пластины, у которых поверхность, прилегающая к шейке вала, покрыта тонким слоем свинцовистой бронзы или специальным алюминиевым сплавом.
Нижнюю головку шатуна и ее крышку соединяют шатунными болтами, гайки которых после затяжки шплинтуют.
Поршневой палец, соединяющий шатун с поршнем, изготовляют из стали, а наружную поверхность подвергают термической (цементации и закалке) и механической (шлифовке) обработке.
Палец во время работы двигателя может перемещаться в верхней головке шатуна и бобышках поршня в небольших пределах, поэтому его называют плавающим. Для того чтобы палец во время работы не вышел из поршня и не поцарапал зеркало цилиндра, ограничивают перемещение пальца в осевом направлении, устанавливая в бобышках (приливах) поршня стопорные пружинные кольца, которые, не препятствуя пальцу поворачиваться в бобышках и головке шатуна, не позволяют ему перемещаться за пределы поршня.
Коленчатый вал воспринимает через шатуны силы расширяющихся газов, действующих на поршни, и превращает эти силы во вращательное движение, которое затем передается трансмиссии трактора. От коленчатого вала также приводятся в движение и другие устройства и механизмы двигателя (газораспределительный, топливный и масляный насосы и др.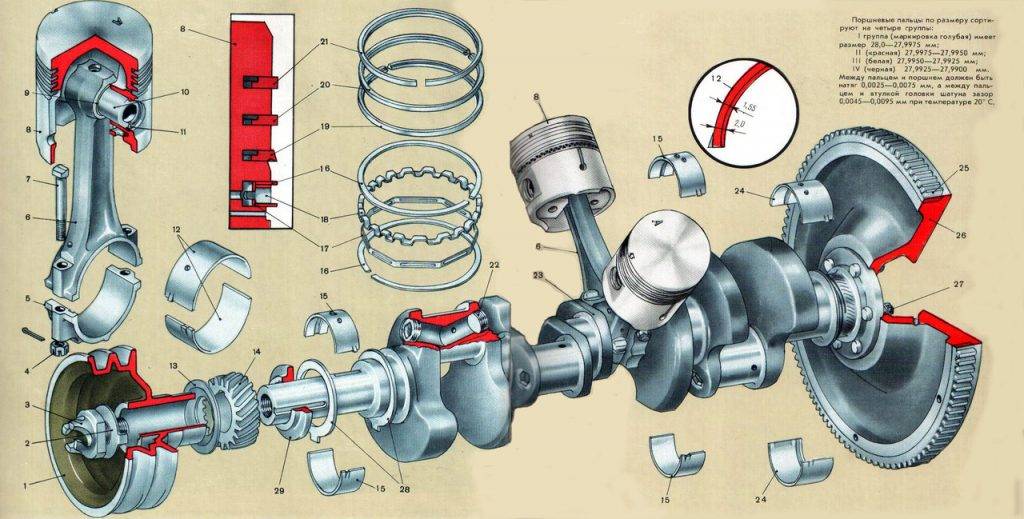 ). Коленчатый вал штампуют из стали или отливают из специального чугуна. Коленчатый вал состоит из следующих частей: коренных или опорных шеек, на которых он вращается в коренных подшипниках, шатунных шеек, которые охватывают нижние головки шатунов, щек, соединяющих шейки между собой, и фланца, предназначенного для крепления маховика.
). Коленчатый вал штампуют из стали или отливают из специального чугуна. Коленчатый вал состоит из следующих частей: коренных или опорных шеек, на которых он вращается в коренных подшипниках, шатунных шеек, которые охватывают нижние головки шатунов, щек, соединяющих шейки между собой, и фланца, предназначенного для крепления маховика.
Чтобы продлить срок службы коленчатого вала, поверхности шеек подвергают термической обработке — закалке.
Маховик представляет собой массивный диск, отлитый из чугуна, он укрепляется на фланце заднего конца коленчатого вала.
Маховик во время работы двигателя накапливает кинетическую энергию, уменьшает неравномерность частоты вращения коленчатого вала, выводит поршни из мертвых точек и облегчает работу двигателя при разгоне машинно-тракторного агрегата и преодолении кратковременных перегрузок.
На маховике укрепляется зубчатый венец, через который специальными устройствами вращают коленчатый вал при пуске двигателя.
—
Основными деталями кривошипно-шатуиного механизма являются: цилиндры, поршни в комплекте с кольцами и поршневыми пальцами, шатуны в комплекте со втулками в верхней головке и подшипниками в нижней головке, коленчатый вал с коренными подшипниками и маховик.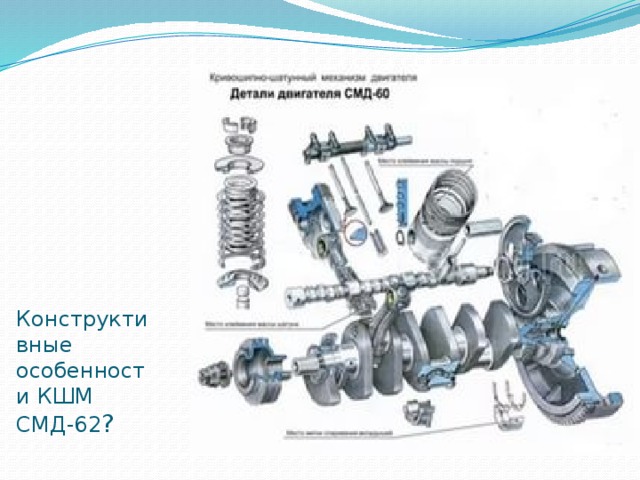
Цилиндры выполнены в виде отдельных гильз, вставленных в отверстия блока цилиндров. Такое устройство упрощает изготовление блока и дает возможность заменять изношенные или поврежденные гильзы новыми. Они отливаются из легированного чугуна. Внутренняя поверхность гильзы закалена. На наружной поверхности имеются два посадочных и один опорный пояски. Сверху гильза прижимается головкой. Гильзы омываются охлаждающей жидкостью, циркулирующей в рубашке блока. Для предотвращения попадания ее в масляный поддон гильзы имеют по две кольцевые канавки, в которых установлены уплотнительные резиновые кольца.
Поршень отливается из высококремнистого алюминиевого сплава. В днище поршня имеется фасонная выемка, являющаяся камерой сгорания. В головке поршня выполнены кольцевые канавки для компрессионных колец. Вместе с кольцами головка является уплотняющей частью поршня. В бобышках поршня сделаны отверстия для поршневого пальца и канавки для установки стопорных колец. Направляющая часть поршня имеет кольцевые канавки для маслосъем-ных колец.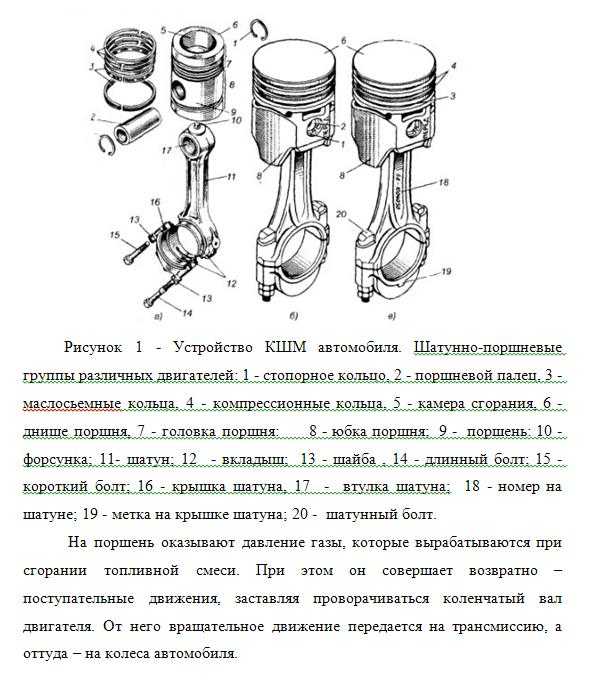
На каждом поршне расположены три компрессионных и два масло-съемных кольца. Компрессионные кольца имеют трапецеидальное сечение. Верхнее кольцо предотвращает прорыв воздуха и газов из надпоршневого пространства в картер. Оно наиболее нагружено давлением газов, сильно нагревается и работает при недостаточной смазке. Для уменьшения истирания на наружную поверхность кольца наносят пористый слой износостойкого металла — хрома. Масло, находящееся в порах, уменьшает трение и износ кольца и гильзы. Когда поршень совершает движение, компрессионные кольца прижимаются то к нижней, то к верхней кромке его канавок и создают необходимое уплотнение, препятствующее прорыву газов в картер.
Маслосъемные кольца касаются цилиндра узкими кромками и хорошо снимают масло с его зеркала. Масло по сверлениям в поршне стекает в поддон двигателя. Чтобы предотвратить прорыв газов в картер, замки соседних колец смещают относительно друг друга по окружности.
Для обеспечения точной посадки поршни и гильзы имеют шесть размерных групп, обозначаемых клеймами на днищах поршней и на верхних торцах гильз. При сборке поршень и гильза должны подбираться из одних размерных групп.
При сборке поршень и гильза должны подбираться из одних размерных групп.
Поршневой палец соединяет шарнирно поршень с шатуном. Палец пустотелый; в отверстие шатуна он вставляется с зазором, а в бобышки поршня без зазора. Во время работы двигателя бобышка нагревается и появляется зазор между ней и пальцем. Палец свободно поворачивается в шатуне и бобышке. Осевое перемещение пальца ограничивается стопорными кольцами.
Шатун представляет собой стальную фасонную поковку и состоит из стержня и двух головок (верхней и нижней). Верхняя головка через поршневой палец соединяется с поршнем, нижняя — с коленчатым валом. Стержень двутаврового сечения, что придает ему при небольшой массе достаточную прочность. В верхнюю головку запрессована бронзовая втулка. По каналу в стержне и радиальным отверстиям во втулке подводится смазка к поршневому пальцу. Нижняя головка имеет разъем под углом 55° к оси стержня. Это позволяет устанавливать и снимать комплект поршня с шатуном через цилиндр.
Съемная часть шатуна называется крышкой. Стык шатуна с крышкой имеет форму гребенки с треугольными зубьями. Это надежно предохраняет крышку от радиального сдвига относительно шатуна. Осевая фиксация крышки на шатуне осуществляется штифтом, запрессованным в шатун и входящим в паз крышки. У одного стыка со стороны длинного болта имеются метки спаренности (двузначное число), одинаковые для обеих частей, и риски на обеих частях шатуна. Крышки шатунов не взаимозаменяемые.
Стык шатуна с крышкой имеет форму гребенки с треугольными зубьями. Это надежно предохраняет крышку от радиального сдвига относительно шатуна. Осевая фиксация крышки на шатуне осуществляется штифтом, запрессованным в шатун и входящим в паз крышки. У одного стыка со стороны длинного болта имеются метки спаренности (двузначное число), одинаковые для обеих частей, и риски на обеих частях шатуна. Крышки шатунов не взаимозаменяемые.
В нижней головке шатуна и его крышке расположен подшипник, охватывающий шатунную шейку коленчатого вала. Он состоит из тонкостенных вкладышей 6, изготовленных из сталеалюминиевой полосы. Вкладыши удерживаются в теле шатуна и в крышке вследствие плотной посадки и наличия ушков, которые входят в выточки нижней головки и ее крышки. Болты крепления крышки предохраняются от самоотворачивания замковыми шайбами с усами, отогнутыми на грани болтов и крышки. Оба вкладыша нижней головки шатуна взаимозаменяемы.
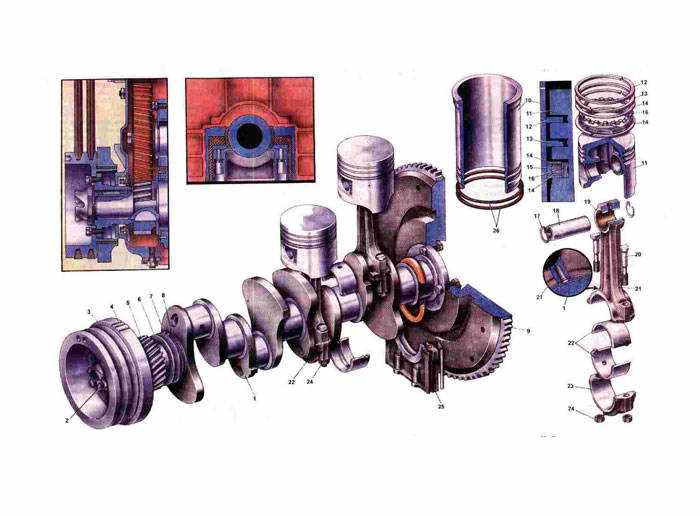
Коленчатый вал состоит из четырех шатунных и пяти коренных шеек, щек, передней части и хвостовика, уравновешивающих противовесов. В шатунных шейках есть закрытые заглушками внутренние полости, в которых масло подвергается дополнительной Центробежной очистке. Эти полости сообщаются наклонными каналами с радиальными каналами в коренных шейках.
В шатунных шейках есть закрытые заглушками внутренние полости, в которых масло подвергается дополнительной Центробежной очистке. Эти полости сообщаются наклонными каналами с радиальными каналами в коренных шейках.
Для уменьшения действия центробежных сил на щеках коленчатого вала устанавливаются противовесы. Кроме того, имеются две выносные массы, одна из которых выполнена в виде прилива на маховике, другая представляет собой противовес, напрессованный на передний конец коленчатого вала. Вал балансируется в сборе с противовесами. В осевом направлении он фиксируется четырьмя бронзовыми полукольцами, установленными в выточках задней коренной опоры. Для предохранения от проворачивания нижние полукольца своими пазами входят в штифты, запрессованные в крышку коренного подшипника.
Носок и хвостовик коленчатого вала уплотняются самоподжимными сальниками.
Вкладыши коренных подшипников состоят из сменных тонкостенных элементов, изготовленных из сталеалюминиевой полосы. Верхний и нижний вкладыши коренных подшипников не взаимозаменяемые. В верхнем вкладыше имеется отверстие; для подвода масла и канавки для его распределения.
В верхнем вкладыше имеется отверстие; для подвода масла и канавки для его распределения.
Для ремонта коленчатого вала предусмотрено шесть ремонтных размеров шеек и вкладышей. Клеймо наносится на тыльную сторону вкладыша недалеко от стыка.
Маховик крепится болтами к заднему торцу вала и точно фиксируется относительно шеек коленчатого вала двумя штифтами. Зубчатый венец служит для пуска двигателя стартером. Двенадцать радиальных отверстий предназначены для проворачивания коленчатого вала при регулировках двигателя.
Кривошипно-шатунный механизм (КШМ) двигателя
Кривошипно-шатунным называется такой механизм, который осуществляет рабочий процесс силового агрегата. Главное предназначение кривошипно-шатунного механизма – преобразование возвратно-поступательного перемещения всех поршней во вращательное движение коленвала.
Кривошипно-шатунный механизм определяет тип силового агрегата по расположению цилиндров. В автомобильных двигателях ( см. устройство двигателя автомобиля ) используются различные варианты кривошипно-шатунных механизмов:
устройство двигателя автомобиля ) используются различные варианты кривошипно-шатунных механизмов:
- Однорядные кривошипно-шатунные механизмы. Перемещение поршней может быть вертикальным либо под углом. Используются в рядных двигателях;
- Двухрядные кривошипно-шатунные механизмы. Перемещение поршней только под углом. Используются в V-образных двигателях;
- Одно- и двухрядные кривошипно-шатунные механизмы. Перемещение поршней горизонтальное. Применяются в случае, если габаритные размеры мотора по высоте ограничены.
Составляющие кривошипно-шатунного механизма подразделяются на
- Подвижные – поршни, пальцы и поршневые кольца, маховик и коленчатый вал, шатуны;
- Неподвижные – цилиндры, головка блока цилиндров (ГБЦ), блок цилиндров, картер, прокладка ГБЦ и поддон.
Кроме этого к кривошипно-шатунному механизму относятся разнообразные крепежные элементы, а также шатунные и крепежные подшипники.
Устройство КШМ
При рассмотрении устройства КШМ необходимо выделить основные элементы его конструкции: коленвал, коренная шейка, шатунная шейка, шатуны, вкладыши, поршневые кольца (маслосъемные и компрессионные), пальцы и поршни ( см. работа поршня ).
работа поршня ).
Сложная конструкция вала обеспечивает получение и передачу энергии от поршня с шатуном на последующие узлы и агрегаты. Сам вал собран из элементов, называемых коленами. Колена соединены цилиндрами, расположенными со смещением относительно основной центральной оси в определенном порядке. На техническом языке название этих цилиндров — шейки. Те шейки, что смещены, крепятся к шатунам, соответственно и название — шатунные. Шейки, расположенные вдоль основной оси — коренные. За счет расположения шатунных шеек со смещением относительно центральной оси образуется рычаг. Поршень, опускаясь вниз, через шатун заставляет проворачиваться коленчатый вал.
Варианты конструкций вала представлены на следующем рисунке.
В зависимости от числа цилиндров, а также конструктивных решений ДВС по расположению цилиндров бывает однорядный или двухрядный.
В первом случае (1) цилиндры расположены в одной плоскости относительно коленчатого вала. Если конкретнее, то все они на двигателе расположены вертикально, по центральной оси, а сам вал находится внизу. В двухрядном двигателе (поз. 2 и 3), цилиндры размещены в два ряда под углом друг к другу 60, 90 или 180°, то есть противоположно друг к другу. Возникает вопрос: «А зачем?». Обратимся к физике. Энергия от сгорания рабочей смеси очень большая и значительная доля ее погашения приходится на коренные шейки коленчатого вала, которые хоть и железные, но имеют определенный запас прочности и ресурса. В четырехцилиндровом двигателе автомобиля этот вопрос решается просто: 4 цилиндра — 4 такта рабочего цикла по очереди. В итоге нагрузка на коленвал равномерно распределяется на всех участках. В тех ДВС, где цилиндров больше, или требуется большая мощность, их размещают в «V»-образном виде, дополнительно смягчая нагрузку на коленчатый вал. Таким образом, энергия гасится не вертикально, а под углом, что значительно смягчает нагрузку на коленчатый вал.
В двухрядном двигателе (поз. 2 и 3), цилиндры размещены в два ряда под углом друг к другу 60, 90 или 180°, то есть противоположно друг к другу. Возникает вопрос: «А зачем?». Обратимся к физике. Энергия от сгорания рабочей смеси очень большая и значительная доля ее погашения приходится на коренные шейки коленчатого вала, которые хоть и железные, но имеют определенный запас прочности и ресурса. В четырехцилиндровом двигателе автомобиля этот вопрос решается просто: 4 цилиндра — 4 такта рабочего цикла по очереди. В итоге нагрузка на коленвал равномерно распределяется на всех участках. В тех ДВС, где цилиндров больше, или требуется большая мощность, их размещают в «V»-образном виде, дополнительно смягчая нагрузку на коленчатый вал. Таким образом, энергия гасится не вертикально, а под углом, что значительно смягчает нагрузку на коленчатый вал.
После краткого рассмотрения устройства КШМ необходимо также уделить внимание коленчатому валу. Говоря о нагрузке на коленчатый вал, стоит остановиться на подшипниках шеек коленвала. Рассмотрим соединение шатуна с коленчатым валом двигателя.
Рассмотрим соединение шатуна с коленчатым валом двигателя.
Те перегрузки, что испытывает вал, не под силу шариковым подшипникам. Здесь и огромное давление, высокая температура, труднодоступность смазки трущихся элементов и высокая скорость вращения. Поэтому именно для шеек применяются подшипники скольжения, которые обеспечивают работу всего двигателя. Вращение коленчатого вала происходит на вкладышах. Вкладыши делятся на коренные и шатунные. Из коренных вкладышей образуется кольцо вокруг коренных шеек вала. Из шатунных вкладышей по аналогии — вокруг шатунных шеек. Для уменьшения трения скользящие поверхности подшипников и шеек смазываются маслом, подаваемым через отверстия в коленвале под высоким давлением.
Значительную работу по обеспечению равномерности и плавности работы двигателя автомобиля выполняет маховик, о котором упоминалось ранее. Это зубчатое колесо на конце вала сглаживает перебои во вращении коленвала и обеспечивает совершение всех «холостых» тактов рабочего цикла каждого цилиндра ДВС.
Теперь обратимся к конструкции поршня двигателя.
Сам поршень представляет собой перевернутую вверх дном банку. Это самое дно имеет плавно вогнутую форму, что улучшает равномерность нагрузки на поршень при совершении рабочего хода и образование рабочей смеси. Поршень крепится к шатуну через палец с подшипником, обеспечивающим колебательные движения шатуна. Стенки поршня носят название «юбка». Она имеет, на первый взгляд, округлую форму, но есть едва заметные отличия.
Первое — это утолщение стенок юбки в направлениях движения шатуна. Поршень с шатуном через палец крепления давят поочередно друг на друга в одной плоскости. В той, которой собственно и двигается шатун относительно поршня. Следовательно, стенки поршня испытывают там большую нагрузку и давление, поэтому и сделаны толще.
Второе — это сужение диаметра юбки к низу. Сделано это для недопущения заклинивания поршня в цилиндре при нагреве и обеспечения смазки трущихся поверхностей юбки поршня и стенки цилиндра. Сами стенки цилиндра настолько гладко и ювелирно выполнены, что сравнимы с поверхностью зеркала. Но тогда остается зазор, который существенно влияет на герметичность цилиндра при такте сжатия и рабочего хода.
Сами стенки цилиндра настолько гладко и ювелирно выполнены, что сравнимы с поверхностью зеркала. Но тогда остается зазор, который существенно влияет на герметичность цилиндра при такте сжатия и рабочего хода.
Для решения этих противоположных по смыслу проблем, на юбке поршня предусмотрены кольца. Именно через них сам поршень соприкасается со стенками цилиндра. На каждом поршне имеется два типа колец — компрессионные и маслосъемные. Компрессионные кольца обеспечивают герметичность за счет давления сгораемых газов.
Маслосъемные кольца говорят сами за себя. Остатков масла, поступающего для смягчения трения в связке поршень-цилиндр, не должно оставаться при процессе горения топливно-воздушной смеси. Иначе возможна детонация, засорение свечей или форсунок остатками тяжелых фракций нефтяных продуктов, присутствующих в масле. А все это нарушает весь рабочий цикл. Поэтому масло, впрыскиваемое на стенки цилиндра при «холостых» тактах, снимается маслосъемными кольцами при рабочем ходе поршня.
Все цилиндры двигателя размещены в едином корпусе, который называется блоком цилиндров двигателя. Его конструкция довольно сложна. В нем многочисленное количество каналов для всех систем двигателя, а также он выполняет несущую основу для многих деталей и компонентов для силовой установки в целом.
Работа КШМ
Рассмотрим схему работы КШМ.
Поршень располагается на максимально удаленном расстоянии от коленчатого вала. Шатун и кривошип выстроены в одной линии. В тот момент, когда в цилиндр проникает горючее, происходит процесс возгорания. Продукты горения, в частности, расширяющие газы, способствуют перемещению поршня к коленчатому валу. Одновременно с этим перемещается также и шатун, нижняя головка которого проворачивает коленчатый вал на 180°. Затем шатун и его нижняя головка перемещаются и проворачиваются обратно, занимая исходную позицию. Поршень тоже возвращается в свое первоначальное положение. Такой процесс происходит в круговой последовательности.
По описанию работы КШМ видно, что кривошипно-шатунный механизм является главным механизмом мотора, от работы которого полностью зависит исправность транспортного средства. Таким образом, этот узел необходимо постоянно контролировать, и при любом подозрении на неисправность, следует вмешиваться и устранять ее незамедлительно, так как результатом различных поломок кривошипно-шатунного механизма может оказаться полная поломка силового агрегата, ремонт которого очень дорогостоящий.
Неисправности КШМ
К основным признакам неисправности КШМ относятся следующие:
- Падение мощностных показателей двигателя;
- Появление посторонних шумов и стуков;
- Увеличенный расход масла;
- Возникновение дыма в отработанных газах;
- Перерасход топлива.
Шумы и стуки в моторе возникают из-за износа его главных составляющих и возникновение между сопряженными составляющими увеличенного зазора. При износе цилиндра и поршня, а также при возникновении большего зазора между ними появляется металлический стук, который удается отчетливо услышать при работе холодного мотора. Резкий и звонкий металлический стук при любых режимах работы мотора говорит об увеличенном зазоре между втулкой, верхней головки шатуна и поршневым пальцем. Усиление стука и шума при быстром увеличении числа оборотов коленвала свидетельствует об износе вкладышей шатунных или коренных подшипников, причем более глухой стук говорит об износе вкладышей коренных подшипников. Если износ вкладышей достаточно большой, то, вероятнее всего, давление масла резко понизится. В таком случае эксплуатировать мотор не рекомендуется.
Резкий и звонкий металлический стук при любых режимах работы мотора говорит об увеличенном зазоре между втулкой, верхней головки шатуна и поршневым пальцем. Усиление стука и шума при быстром увеличении числа оборотов коленвала свидетельствует об износе вкладышей шатунных или коренных подшипников, причем более глухой стук говорит об износе вкладышей коренных подшипников. Если износ вкладышей достаточно большой, то, вероятнее всего, давление масла резко понизится. В таком случае эксплуатировать мотор не рекомендуется.
Падение мощности мотора возникает при износе цилиндров и поршней, износе или залегании в канавах поршневых колец, некачественной затяжке головки цилиндров. Подобные неисправности способствуют падению компрессии в цилиндре. Чтобы проверить компрессию, существует специальный прибор – компрессометр, измерения необходимо выполнять на теплом моторе. Для этого необходимо выкрутить все свечи, после чего установить наконечник компрессометра на место одной из них.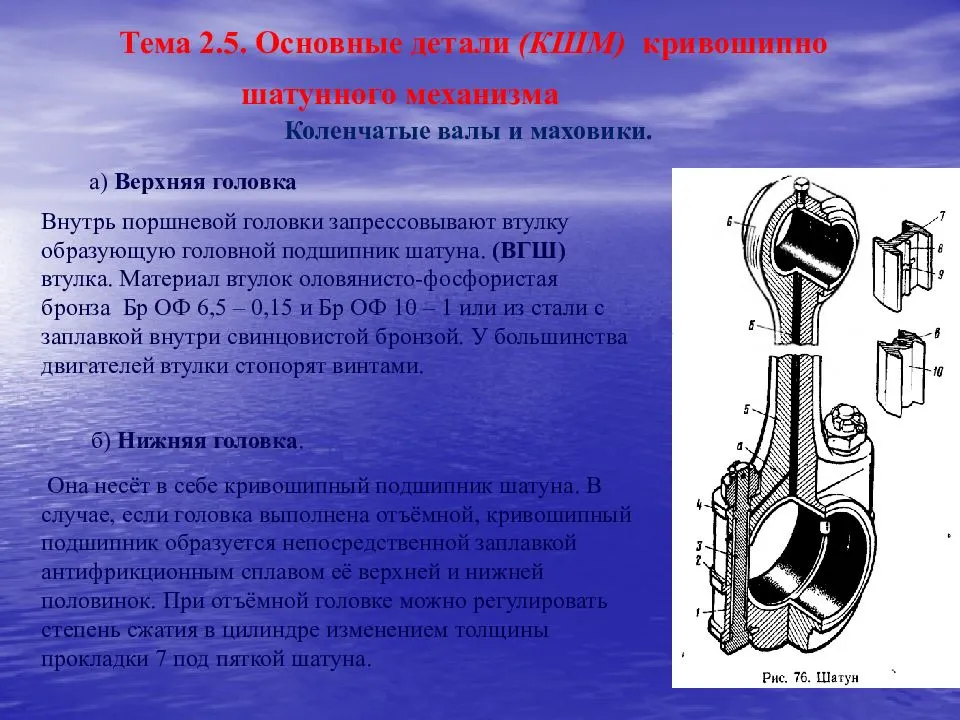 При абсолютно открытом дросселе проворачивают мотор стартером в течение трех секунд. Подобным методом последовательно выполняют проверку всех остальных цилиндров. Значение компрессии должно быть в рамках, указанных в технических характеристиках мотора. Разница компрессии между цилиндрами не должна быть не выше 1 кг/см2.
При абсолютно открытом дросселе проворачивают мотор стартером в течение трех секунд. Подобным методом последовательно выполняют проверку всех остальных цилиндров. Значение компрессии должно быть в рамках, указанных в технических характеристиках мотора. Разница компрессии между цилиндрами не должна быть не выше 1 кг/см2.
Увеличенное потребление масла, перерасход топлива, образование дыма в отработанных газах обычно происходит при износе цилиндров и колец или при залегании поршневых колец. Вопрос с залеганием кольца можно решить без разборки мотора, залив в цилиндр через специальные отверстия для свечи соответствующую жидкость.
Отложение нагара на камерах сгорания и днищах поршней уменьшает теплопроводность, что способствует перегреву мотора, повышению топливного расхода и падению мощности.
Трещины на стенках рубашки охлаждения блока, а также головки блока цилиндров могут образоваться в связи с замерзанием охлаждающей жидкости, в результате перегрева мотора, в результате заполнения охлаждающей системы ( см. система охлаждения двигателя) горячего мотора холодной охлаждающей жидкостью. Трещины на блоке цилиндров могут пропускать охлаждающую жидкость в цилиндры. В связи с этим выхлопные газы приобретают белый цвет.
система охлаждения двигателя) горячего мотора холодной охлаждающей жидкостью. Трещины на блоке цилиндров могут пропускать охлаждающую жидкость в цилиндры. В связи с этим выхлопные газы приобретают белый цвет.
Выше рассмотрены основные неисправности КШМ.
Крепежные работы
Чтобы предотвратить пропуск охлаждающей жидкости и газов через прокладку головки цилиндров, следует периодически контролировать крепление головки ключом со специальной динамометрической рукояткой с определенной последовательностью и усилием. Положение затяжки и последовательность затягивания гаек обозначают автомобильные заводы.
Головку цилиндров из чугуна прикрепляют, когда мотор находится в нагретом положении, алюминиевую голову, наоборот, на холодный двигатель. Необходимость затягивания крепления алюминиевых головок в холодном состоянии объясняется разным коэффициентом линейного расширения материала шпилек и болтов и материала головки. В связи с этим подтягивание гаек на сильно разогретом моторе не обеспечивает после остывания мотора должной плотности прилегания к блоку головки цилиндров.
Затяжку болтов прикрепления поддона картера для предотвращения деформации картера, нарушения при герметичности также проверяют с соблюдением последовательности, то есть поочередным затягиванием диаметрально противоположных болтов.
Проверка состояния кривошипно-шатунного механизма
Техническое состояние кривошипно-шатунных механизмов определяется:
- По компрессии (изменению давления) в цилиндрах мотора в конце хода сжатия;
- По расходу масла в процессе эксплуатации и уменьшению давления в системе смазки двигателя;
- По разрежению в трубопроводе впуска;
- По утечке газов из цилиндров;
- По объему газов, проникающих в картер мотора;
- По наличию стуков в моторе.
Расход масла в малоизношенном моторе незначителен и может равняться 0,1-0,25 литра на 100 км пути. При общем значительном износе мотора расход масла может составлять 1 литр на 100 км и больше, что, как правило, сопровождается обильным дымом.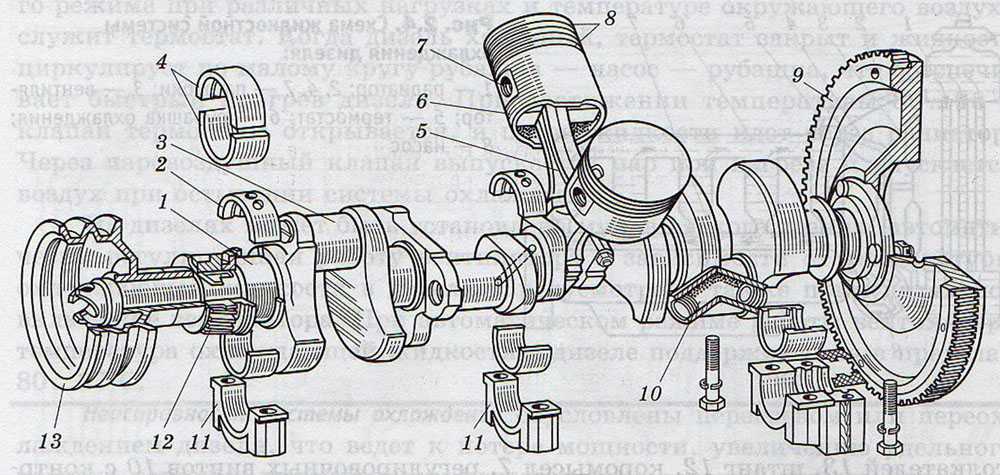
Давление в масляной системе мотора должно соответствовать пределам, установленным для данного типа мотора и используемого сорта масла. Уменьшение давления масла на незначительных оборотах коленвала прогретого силового агрегата указывает на неисправность в смазочной системе или на присутствие недопустимых износов подшипников мотора. Падение масляного давления по манометру до 0 говорит о неисправности редукционного клапана или манометра.
Компрессия является показателем герметичности цилиндров мотора и характеризует состояние клапанов, цилиндров и поршней. Герметичность цилиндров можно установить с помощью компрессометра. Изменение давления (компрессию) проверяют после предварительного разогрева мотора до 80°C при выкрученных свечах. Установив наконечник компрессометра в отверстия для свечей, проворачивают стартером коленвал мотора на 10 – 14 оборотов и фиксируют показания компрессометра. Проверка выполняется по 3 раза для каждого цилиндра.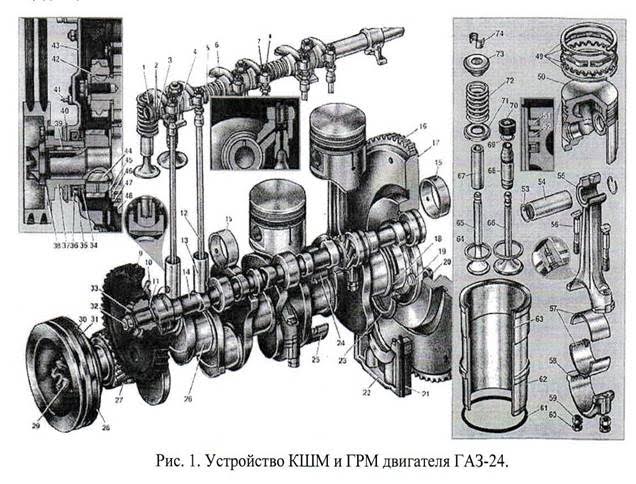 Если показания компрессии на 30 – 40% ниже установленной нормы, это говорит о неисправностях (пригорание поршневых колец или их поломка, повреждение прокладки головки цилиндров или негерметичность клапанов).
Если показания компрессии на 30 – 40% ниже установленной нормы, это говорит о неисправностях (пригорание поршневых колец или их поломка, повреждение прокладки головки цилиндров или негерметичность клапанов).
Разрежение в трубопроводе впуска мотора измеряют вакуумметром. Значение разрежения у работающего на установившемся режиме моторов может меняться от изношенности цилиндро–поршневой группы, а также от состояния элементов газораспределения ( см. газораспределительный механизм ), регулировки карбюратора ( см. устройство карбюратора ) и установки зажигания. Таким образом, такой метод проверки является общим и не дает возможности выделить конкретную неисправность по одному показателю.
Объем газов, проникающих в картер мотора, изменяется из–за неплотности сопряжений цилиндр + поршень + поршневое кольцо, увеличивающейся по степени изнашивания данных деталей. Количество проникающих газов измеряют при полной нагрузке мотора.
Обслуживание КШМ
Обслуживание КШМ заключается в постоянном контроле креплений и подтягивании ослабевших гаек и болтов картера, а также головки блока цилиндров. Болты крепления головки блока и гайки шпилек следует подтягивать на разогретом моторе в определенной последовательности.
Болты крепления головки блока и гайки шпилек следует подтягивать на разогретом моторе в определенной последовательности.
Двигатель следует содержать в чистоте, каждый день протирать или промывать кисточкой, смоченной в керосине, после этого протирать сухой ветошью. Необходимо помнить, что грязь, пропитанная маслом и бензином, представляет серьезную опасность для возгорания при наличии каких–либо неисправностей в системе зажигания двигателя исистеме питания двигателя, также способствует образованию коррозии.
Периодически нужно снимать головку блока цилиндров и удалять весь нагар, образовавшийся в камерах сгорания.
Нагар плохо проводит тепло. При определенной величине слоя нагара на клапанах и поршнях отвод тепла в охлаждающую жидкость резко ухудшается, происходит перегрев мотора и уменьшение его мощностных показателей. В связи с этим, возникает потребность в более частом включении низких передач и потребность в топливе возрастает. Интенсивность формирования нагара полностью зависит от вида и качества используемого для мотора масла и топлива. Самое интенсивное нагарообразование выполняется при использовании низкооктанового бензина с достаточно высокой температурой конца выкипания. Стуки, возникающие в таком случае при работе двигателя, имеют детонационный характер и в конечном итоге приводят к уменьшению срока работоспособности двигателя.
Самое интенсивное нагарообразование выполняется при использовании низкооктанового бензина с достаточно высокой температурой конца выкипания. Стуки, возникающие в таком случае при работе двигателя, имеют детонационный характер и в конечном итоге приводят к уменьшению срока работоспособности двигателя.
Нагар необходимо удалять с камер сгорания, со стержней и головок клапанов, из впускных каналов блока цилиндров, с днищ поршней. Нагар рекомендуется удалять с помощью проволочных щеток или металлических скребков. Предварительно нагар размягчается керосином.
При последующей сборке мотора прокладку головки блока необходимо устанавливать таким образом, чтобы сторона прокладки, на которой наблюдается сплошная окантовка перемычек между краешками отверстий для камер сгорания, была направлена в сторону головки блока.
Стоит учесть, что во время движения машины за городом в течении 60–ти минут со скоростью 65–80 км/ч происходит выжигание (очистка) цилиндров от нагара.
При должном регулярном обслуживании КШМ его срок службы продлится на долгие годы.
Кривошипно-шатунный механизм
Кривошипно-шатунный механизм (КШМ) воспринимает давление газов при рабочем ходе и преобразует возвратно-поступательное движение поршня во вращательное движение коленвала. КШМ состоит из блока цилиндров с головкой, поршней с кольцами, поршневых пальцев, шатунов, коленчатого вала, маховика и поддона картера.
Содержание статьи
- 1 Устройство КШМ
- 2 Неисправности КШМ
Устройство КШМ
Блок цилиндров является основной деталью двигателя, к которой крепятся все механизмы и детали. Блоки цилиндров отливают из чугуна или алюминиевого сплава. В той же отливке выполнены картер и стенки рубашки охлаждения, окружающие цилиндры двигателя. В блок цилиндров устанавливают вставные гильзы. Гильзы бывают «мокрые» (охлаждаемые жидкостью) и «сухие». На многих современных двигателях применяются безгильзовые блоки. Внутренняя поверхность гильзы (цилиндра) служит направляющей для поршней.
Блок цилиндров сверху закрывается одной или двумя (в V-образных двигателях) головками цилиндров из алюминиевого сплава. В головке блока цилиндров (ГБЦ) размещены камеры сгорания, в которых имеются резьбовые отверстия для свечей зажигания (в дизелях – для свечей накала). В головках ДВС с непосредственным впрыском также имеется отверстие для форсунок. Для охлаждения камер сгорания вокруг них выполнена специальная рубашка. На головке цилиндров закреплены детали газораспределительного механизма. В ГБЦ выполнены впускные и выпускные каналы и установлены вставные седла и направляющие втулки клапанов. Для создания герметичности между блоком и ГБЦ устанавливается прокладка, а крепление головки к блоку цилиндров осуществлено шпильками с гайками. Головка цилиндров сверху закрывается крышкой. Между ними устанавливается маслоустойчивая прокладка.
В головке блока цилиндров (ГБЦ) размещены камеры сгорания, в которых имеются резьбовые отверстия для свечей зажигания (в дизелях – для свечей накала). В головках ДВС с непосредственным впрыском также имеется отверстие для форсунок. Для охлаждения камер сгорания вокруг них выполнена специальная рубашка. На головке цилиндров закреплены детали газораспределительного механизма. В ГБЦ выполнены впускные и выпускные каналы и установлены вставные седла и направляющие втулки клапанов. Для создания герметичности между блоком и ГБЦ устанавливается прокладка, а крепление головки к блоку цилиндров осуществлено шпильками с гайками. Головка цилиндров сверху закрывается крышкой. Между ними устанавливается маслоустойчивая прокладка.
Поршень воспринимает давление газов при рабочем такте и передает его через поршневой палец и шатун на коленчатый вал. Поршень представляет собой перевернутый цилиндрический стакан, отлитый из алюминиевого сплава. В верхней части поршня расположена головка с канавками, в которые вставляются поршневые кольца. Ниже головки выполнена юбка, направляющая движение поршня. В юбке поршня имеются приливы-бобышки с отверстиями для поршневого пальца.
В верхней части поршня расположена головка с канавками, в которые вставляются поршневые кольца. Ниже головки выполнена юбка, направляющая движение поршня. В юбке поршня имеются приливы-бобышки с отверстиями для поршневого пальца.
При работе двигателя поршень, нагреваясь, расширится и, если между ним и стенкой цилиндра не будет необходимого зазора, заклинится в цилиндре. Если же зазор будет слишком большим, то часть отработанных газов будет прорываться в картер. Это приведет к падению давления в цилиндре и уменьшению мощности двигателя. Поэтому головку поршня выполняют меньшего диаметра, чем юбку, а саму юбку в поперечном сечении изготавливают не цилиндрической формы, а в виде эллипса с большей осью в плоскости, перпендикулярной поршневому пальцу. На юбке поршня имеется разрез. Из-за овальной формы и разреза юбки предотвращается заклинивание поршня при работе прогретого двигателя. Общее устройство поршней принципиально одинаково, но их конструкции могут отличаться в зависимости от особенностей конкретного двигателя.
Поршневые кольца подразделяются на компрессионные и маслосъемные. Компрессионные кольца уплотняют поршень в цилиндре и служат для уменьшения прорыва газов из цилиндров в картер, а маслосъемные снимают излишки масла со стенок цилиндров и предотвращают проникновение масла в камеру сгорания. Кольца, изготовленные из чугуна или стали, имеют разрез (замок). Количество колец в разных двигателях может быть разным.
Поршневой палец шарнирно соединяет поршень с верхней головкой шатуна. Палец изготовлен в виде пустотелого цилиндрического стержня, наружная поверхность которого закалена токами высокой частоты. Осевое перемещение пальца в бобышках поршня ограничивается разрезными стальными кольцами.
Шатун служит для соединения коленчатого вала с поршнем. Шатун состоит из стального стержня двутаврового сечения, верхней неразъемной и нижней разъемной головок. В верхней головке установлен поршневой палец, а нижняя головка крепится на шатунной шейке коленчатого вала.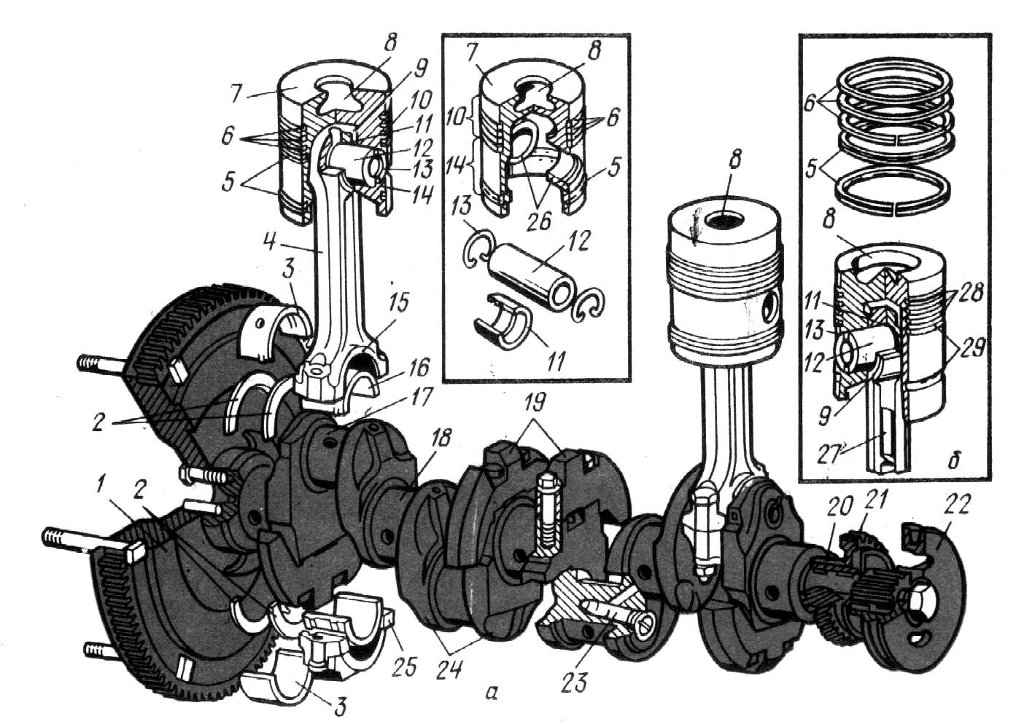 Для уменьшения трения в верхнюю головку шатуна запрессовывается втулка, а в нижнюю, состоящую из двух частей, устанавливаются тонкостенные вкладыши. Обе части нижней головки скрепляются двумя болтами с гайками. К головкам шатуна при работе двигателя подводится масло. В V-образных двигателях на одной шатунной шейке коленвала крепится два шатуна.
Для уменьшения трения в верхнюю головку шатуна запрессовывается втулка, а в нижнюю, состоящую из двух частей, устанавливаются тонкостенные вкладыши. Обе части нижней головки скрепляются двумя болтами с гайками. К головкам шатуна при работе двигателя подводится масло. В V-образных двигателях на одной шатунной шейке коленвала крепится два шатуна.
Коленчатый вал изготавливается из стали или из высокопрочного чугуна. Он состоит из шатунных и коренных шлифованных шеек, щек и противовесов. Задняя часть вала выполнена в виде фланца, к которому болтами крепится маховик. На переднем конце коленчатого вала закрепляется ременной шкив и звездочка привода распредвала. В шкив может быть интегрирован гаситель крутильных колебаний. Наиболее распространенная конструкция представляет собой два металлических кольца, соединенных через упругую среду (резина-эластомер, вязкое масло).
Количество и расположение шатунных шеек зависят от числа цилиндров и их расположения. Шатунные шейки коленвала многоцилиндрового двигателя выполнены в разных плоскостях, что необходимо для равномерного чередования рабочих тактов в разных цилиндрах.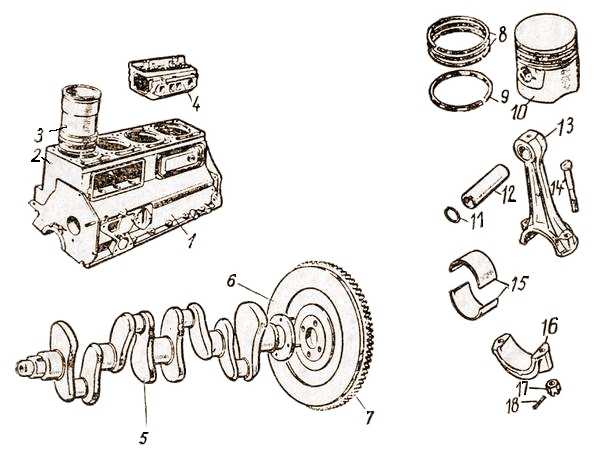 Коренные и шатунные шейки соединяются между собой щеками. Для уменьшения центробежных сил, создаваемых кривошипами, на коленчатом валу выполнены противовесы, а шатунные шейки сделаны полыми. Поверхность коренных и шатунных шеек закаливают токами высокой частоты. В шейках и щеках имеются каналы, предназначенные для подвода масла. В каждой шатунной шейке имеется полость, которая выполняет функцию грязеуловителя. В грязеуловители масло поступает от коренных шеек и при вращении вала частицы грязи, находящиеся в масле, под действием центробежных сил отделяются от масла и оседают на стенках. Очистка грязеуловителей осуществляется через завернутые в их торцы резьбовые пробки только при разборке двигателя. Перемещение вала в продольном направлении ограничивается упорными шайбами. В местах выхода коленчатого вала из картера двигателя имеются сальники и уплотнители, предотвращающие утечку масла.
Коренные и шатунные шейки соединяются между собой щеками. Для уменьшения центробежных сил, создаваемых кривошипами, на коленчатом валу выполнены противовесы, а шатунные шейки сделаны полыми. Поверхность коренных и шатунных шеек закаливают токами высокой частоты. В шейках и щеках имеются каналы, предназначенные для подвода масла. В каждой шатунной шейке имеется полость, которая выполняет функцию грязеуловителя. В грязеуловители масло поступает от коренных шеек и при вращении вала частицы грязи, находящиеся в масле, под действием центробежных сил отделяются от масла и оседают на стенках. Очистка грязеуловителей осуществляется через завернутые в их торцы резьбовые пробки только при разборке двигателя. Перемещение вала в продольном направлении ограничивается упорными шайбами. В местах выхода коленчатого вала из картера двигателя имеются сальники и уплотнители, предотвращающие утечку масла.
В работающем двигателе нагрузки на шатунные и коренные шейки коленчатого вала очень велики. Для уменьшения трения шейки вала расположены в подшипниках скольжения, которые выполнены в виде металлических вкладышей, покрытых антифрикционным слоем. Вкладыши состоят из двух половинок. Шатунные подшипники устанавливаются в нижней разъемной головке шатуна, а коренные – в блоке и крышке подшипника. Крышки коренных подшипников прикручиваются болтами к блоку цилиндров и стопорятся во избежание самоотвертывания. Чтобы вкладыши не провертывались, в них делают выступы, а в крышках, седлах и головках шатунов – соответствующие им уступы.
Вкладыши состоят из двух половинок. Шатунные подшипники устанавливаются в нижней разъемной головке шатуна, а коренные – в блоке и крышке подшипника. Крышки коренных подшипников прикручиваются болтами к блоку цилиндров и стопорятся во избежание самоотвертывания. Чтобы вкладыши не провертывались, в них делают выступы, а в крышках, седлах и головках шатунов – соответствующие им уступы.
Маховик уменьшает неравномерность работы двигателя, облегчает его пуск и способствует плавному троганию автомобиля с места. Маховик изготовлен в виде массивного чугунного диска и прикреплен к фланцу коленвала болтами с гайками. При изготовлении маховик балансируется вместе с коленчатым валом. Для того чтобы при разборке двигателя балансировка не нарушилась, маховик устанавливается на несимметрично расположенные штифты или болты. Таким образом исключается его неправильная установка. В некоторых двигателях для снижения крутильных колебаний, передаваемых на КПП, применяются двухмассовые маховики, представляющие собой два диска, упруго соединенные между собой. Диски могут смещаться относительно друг друга в радиальном направлении. На ободе маховика наносятся метки, по которым устанавливают поршень первого цилиндра в в.м.т. при установке зажигания или момента начала подачи топлива (для дизелей). Также на обод крепится зубчатый венец, предназначенный для зацепления с бендиксом стартера.
Диски могут смещаться относительно друг друга в радиальном направлении. На ободе маховика наносятся метки, по которым устанавливают поршень первого цилиндра в в.м.т. при установке зажигания или момента начала подачи топлива (для дизелей). Также на обод крепится зубчатый венец, предназначенный для зацепления с бендиксом стартера.
Для уменьшения вибрации в рядных двигателях применяются балансирные валы, расположенные под коленчатым валом в масляном поддоне.
МаховикДвухмассовый маховикБалансирные валыПоддон картераКартер двигателя отливается заодно с блоком цилиндров. К нему крепятся детали кривошипно-шатунного и газораспределительного механизмов. Для повышения жесткости внутри картера выполнены ребра, в которых расточены гнезда коренных подшипников коленчатого вала. Снизу картер закрывается поддоном, выштампованным из тонкого стального листа. Поддон используется как резервуар для масла и защищает детали двигателя от загрязнения. В нижней части поддона имеется пробка для слива моторного масла. Поддон крепится к картеру болтами. Для предотвращения утечки масла между ними устанавливается прокладка.
Поддон крепится к картеру болтами. Для предотвращения утечки масла между ними устанавливается прокладка.
Неисправности КШМ
К признакам неисправности КШМ относятся: появление посторонних стуков и шумов, падение мощности двигателя, повышенный расход масла, перерасход топлива, появление дыма в отработанных газах.
Стуки и шумы в двигателе возникают в результате износа его основных деталей и появления между сопряженными деталями увеличенных зазоров. При износе поршня и цилиндра, а также при увеличении зазора между ними возникает звонкий металлический стук, хорошо прослушиваемый при работе холодного двигателя. Резкий металлический стук на всех режимах работы двигателя свидетельствует об увеличении зазора между поршневым пальцем и втулкой верхней головки шатуна. Усиление стука при резком увеличении числа оборотов коленчатого вала свидетельствует об износе вкладышей коренных или шатунных подшипников, причем стук более глухого тона указывает на износ вкладышей коренных подшипников. При большом износе вкладышей возможно резкое падение давление масла. В этом случае эксплуатировать двигатель нельзя.
При большом износе вкладышей возможно резкое падение давление масла. В этом случае эксплуатировать двигатель нельзя.
Падение мощности двигателя возникает при износе или залегании в канавках поршневых колец, износе поршней и цилиндров, а также плохой затяжке головки цилиндров. Эти неисправности вызывают падение компрессии в цилиндре. Компрессию проверяют при помощи компрессометра на теплом двигателе. Для этого выкручивают все свечи, и на место одной из них устанавливают наконечник компрессометра. При полностью открытом дросселе прокручивают двигатель стартером в течение 2-3 секунд. Таким образом последовательно проверяют все цилиндры. Величина компрессии должна быть в пределах, указанных в технических данных двигателя. Разница в компрессии между отдельными цилиндрами не должна превышать 1 кГ/см2.
Повышенный расход масла, перерасход топлива, появление дыма в отработанных газах (при нормальном уровне масла в картере) обычно появляются при залегании поршневых колец или износе колец и цилиндров.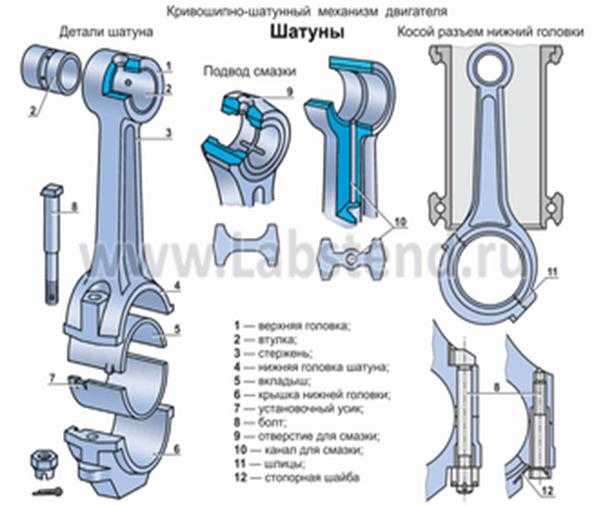 Залегание кольца можно устранить без разборки двигателя, залив в цилиндр через отверстие для свечи зажигания специальную жидкость.
Залегание кольца можно устранить без разборки двигателя, залив в цилиндр через отверстие для свечи зажигания специальную жидкость.
Отложение нагара на днищах поршней и камер сгорания снижает теплопроводность, что вызывает перегрев двигателя, падение мощности и повышение расхода топлива.
Трещины в стенках рубашки охлаждения блока и головки блока цилиндров могут появиться в результате замерзания охлаждающей жидкости, заполнения системы охлаждения горячего двигателя холодной охлаждающей жидкостью или в результате перегрева двигателя. Через трещины в блоке цилиндров охлаждающая жидкость может попадать в цилиндры. При этом цвет выхлопных газов становится белым.
Кривошипно-шатунный механизм (КШМ): назначение, устройство, принцип работы
Если есть что-то, что прочно ассоциируется с любым автомобилем, это механизм двигателя. Как ни странно, принцип его действия мало изменился с тех пор, как 120 лет назад Карл Бенц запатентовал свой первый автомобиль. Система усложнялась, обрастала сложной электроникой, совершенствовалась, но кривошипно-шатунный механизм (КШМ) остался самым узнаваемым “портретом” любого мотора.
Система усложнялась, обрастала сложной электроникой, совершенствовалась, но кривошипно-шатунный механизм (КШМ) остался самым узнаваемым “портретом” любого мотора.
Содержание
- Что такое КШМ и для чего он нужен?
- Устройство КШМ
- Подвижная (рабочая) группа КШМ
- Неподвижная группа КШМ
- Принцип работы КШМ
- Основные неисправности
- Стук в двигателе
- Снижение мощности
- Повышенный расход масла
- Нагар
- Белый дым из выхлопной трубы
- Заключение
Что такое КШМ и для чего он нужен?
Двигатель в процессе работы должен давать какое-то постоянное движение, и удобней всего, чтобы это было равномерное вращение. Однако силовая часть (цилиндро-поршневая группа, ЦПГ) вырабатывает поступательное движение. Значит, нужно сделать так, чтобы один тип движения преобразовался в другой, причем с наименьшими потерями. Вот для этого и был создан кривошипно-шатунный механизм.
По сути, КШМ – это устройство для получения и преобразования энергии и передачи ее дальше, другим узлам, которые уже эту энергию используют.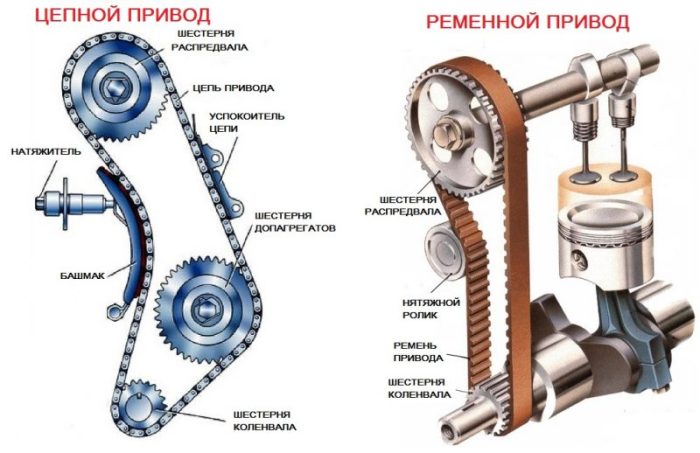
Устройство КШМ
Строго говоря, КШМ автомобиля состоит из самого кривошипа, шатунов и поршней. Однако говорить о части, не рассказав о целостной конструкции, было бы в корне неправильно. Поэтому схема и назначение КШП и смежных элементов будет рассматриваться в комплексе.
Устройство КШМ: (1 — коренной подшипник на коренной шейке; 2 — шатунный подшипник на шатунной шейке; 3 — шатун; 4 — поршневой палец; 5 — поршневые кольца; 6 — поршень; 7 — цилиндр; 8 — маховик; 9 — противовес; 10 — коленчатый вал.)- Блок цилиндров – это начало всего движения в моторе. Его составляющие – поршни, цилиндры и гильзы цилиндров, в которых эти поршни движутся;
- Шатуны – это соединительные элементы между поршнями и коленвалом. По сути, шатун представляет собой прочную металлическую перемычку, которая одной стороной крепится к поршню с помощью шатунного пальца, а другой фиксируется на шейке коленвала. Благодаря пальцевому соединению поршень может двигаться относительно цилиндра в одной плоскости.
 Точно так же шатун охватывает посадочное место коленвала – шатунную шейку, и это крепление позволяет ему двигаться в той же плоскости, что и соединение с поршнем;
Точно так же шатун охватывает посадочное место коленвала – шатунную шейку, и это крепление позволяет ему двигаться в той же плоскости, что и соединение с поршнем; - Коленвал – коленчатый вал вращения, ось которого проходит через носок вала, коренные (опорные) шейки и фланец маховика. А вот шатунные шейки выходят за ось вала, и благодаря этому при его вращении описывают окружность;
- Маховик – обязательный элемент механизма, накапливающий инерцию вращения, благодаря которой двигатель работает ровней и не останавливается в “мертвой точке”.
Эти и другие элементы КШМ можно условно разделить на подвижные, те, что выполняют непосредственную работу, и неподвижные вспомогательные элементы.
Подвижная (рабочая) группа КШМ
Как понятно из названия, к подвижной группе относятся элементы, которые активно задействованы в работе двигателя.
- Поршень. При работе двигателя поршень перемещается в гильзе цилиндра под действием выталкивающей силы при сгорании топлива – с одной стороны, и поворотом коленвала – с другой.
 Для уплотнения зазора между ним и цилиндром на боковой поверхности поршня находятся поршневые кольца (компрессионные и маслосъемные), которые герметизируют промежуток и препятствуют потере мощности во время сгорания топлива.
Для уплотнения зазора между ним и цилиндром на боковой поверхности поршня находятся поршневые кольца (компрессионные и маслосъемные), которые герметизируют промежуток и препятствуют потере мощности во время сгорания топлива.Устройство поршневой группы: (1 — масляно-охлаждающий канал; 2 — камера сгорания в днище поршня; 3 — днище поршня; 4 — канавка первого компрессионного кольца; 5 — первое (верхнее) компрессионное кольцо; 6 — второе (нижнее) компрессионное кольцо; 7 — маслосъемное кольцо; 8 — масляная форсунка; 9 — отверстие в головке шатуна для подвода масла к поршневому пальцу; 10 — шатун; 11 — поршневой палец; 12 — стопорное кольцо поршневого пальца; 13 и 14 — перегородки поршневых колец; 15 — жаровой пояс.)
- Шатун. Это соединительный элемент между поршнем и коленвалом. Верхней головкой шатун крепится к поршню с помощью пальца. Нижняя головка имеет съемную часть, так что шатун можно надеть на шейку коленвала. Для уменьшения трения между шейкой коленвала и головкой шатуна ставятся шатунные вкладыши – подшипники скольжения в виде двух пластин, изогнутых полукругом.

Устройство шатуна
- Коленвал. Это центральная часть двигателя, без которой сложно представить себе его принцип работы. Основной его частью является ось вращения, которая одновременно служит опорой для коленвала в блоке цилиндров. Выступающие за ось вращения элементы предназначены для присоединения к шатунам: когда шатун движется вниз, коленвал позволяет ему описать нижней частью окружность одновременно с движением поршня. Так же, как и в случае с шатунами, опорные шейки коленвала лежат на подшипниках скольжения – вкладышах.
Устройство коленвала
- Маховик. Он крепится к фланцу на торцевой части коленвала. Маховик вращается вместе с валом двигателя и частично демпфирует неизбежные в любом ДВС рывковые нагрузки. Но основная задача маховика – раскручивать коленвал (а с ним и цилиндро-поршневую группу), чтобы поршни не замерли в “мертвой точке”. Таким образом, часть мощности двигателя расходуется на поддержку вращения маховика.
Неподвижная группа КШМ
Неподвижной группой можно назвать внешнюю часть двигателя, в которой находится КШП.
- Блок цилиндров. По сути, это корпус, в котором располагаются непосредственно цилиндры, каналы системы охлаждения, посадочные места распредвала, коленвала и т.д. Он может выполняться из чугуна или алюминиевого сплава, и сегодня производители всё чаще используют алюминий, чтобы облегчить конструкцию. Для этой же цели вместо сплошного литья используются ребра жесткости, которые облегчают конструкцию без потери прочности. На боковых сторонах блока цилиндров располагаются посадочные места для вспомогательных механизмов двигателя.
Блок цилиндров
- Головка блока цилиндров (ГБЦ). Устанавливается на блок цилиндров и закрывает его сверху. В ГБЦ предусмотрены отверстия для клапанов, впускного и выпускного коллекторов, крепления распредвала (одного или больше), крепления для других элементов двигателя. К ГБЦ, снизу, крепится прокладка (1) — пластина, которая герметизирует стык между блоком цилиндров и ГБЦ. В ней предусмотрены отверстия для цилиндров и крепежных болтов.
 А сверху — клапанная крышка (5), — ею закрывается ГБЦ сверху, когда двигатель собран и готов к запуску. Прокладка клапанной крышки. Это тонкая пластина, которая укладывается по периметру ГБЦ и герметизирует стык.
А сверху — клапанная крышка (5), — ею закрывается ГБЦ сверху, когда двигатель собран и готов к запуску. Прокладка клапанной крышки. Это тонкая пластина, которая укладывается по периметру ГБЦ и герметизирует стык.
Принцип работы КШМ
Работа механизма двигателя основана на энергии расширения при сгорании топливно-воздушной смеси. Именно эти “микровзрывы” являются движущей силой, которую кривошипно-шатунный механизм переводит в удобную форму. На видео, ниже, подробно описанный принцип работы КШМ в 3Д анимайии.
Принцип работы КШМ:
- В цилиндрах двигателя сгорает распыленное и смешанное с воздухом топливо.
 Такая дисперсия предполагает не медленное горение, а мгновенное, благодаря чему воздух в цилиндре резко расширяется.
Такая дисперсия предполагает не медленное горение, а мгновенное, благодаря чему воздух в цилиндре резко расширяется. - Поршень, который в момент начала горения топлива находится в верхней точке, резко опускается вниз. Это прямолинейное движение поршня в цилиндре.
- Шатун соединен с поршнем и коленвалом так, что может двигаться (отклоняться) в одной плоскости. Поршень толкает шатун, который надет на шейку коленвала. Благодаря подвижному соединению, импульс от поршня через шатун передается на коленвал по касательной, то есть вал делает поворот.
- Поскольку все поршни по очереди толкают коленвал по тому же принципу, их возвратно-поступательное движение переходит во вращение коленвала.
- Маховик добавляет импульс вращения, когда поршень находится в «мертвых» точках.
Интересно, что для старта двигателя нужно сначала раскрутить маховик. Для этой цели нужен стартер, который сцепляется с зубчатым венцом маховика и раскручивает его, пока мотор не заведется. Закон сохранения энергии в действии.
Закон сохранения энергии в действии.
Остальные элементы двигателя: клапаны, распредвалы, толкатели, система охлаждения, система смазки, ГРМ и прочие – необходимые детали и узлы для обеспечения работы КШМ.
Основные неисправности
Учитывая нагрузки, как механические, так и химические, и температурные, кривошипно-шатунный механизм подвержен различным проблемам. Избежать неприятностей с КШП (а значит, и с двигателем) помогает грамотное обслуживание, но всё равно от поломок никто не застрахован.
Стук в двигателе
Один из самых страшных звуков, когда в моторе вдруг появляется странный стук и прочие посторонние шумы. Это всегда признак проблем: если что-то начало стучать, значит, с ним проблема. Поскольку в двигателе элементы подогнаны с микронной точностью, стук свидетельствует об износе. Придется разбирать двигатель, смотреть, что стучало, и менять изношенную деталь.
Основной причиной износа чаще всего становится некачественное ТО двигателя. Моторное масло имеет свой ресурс, и его регулярная замена архиважна. То же относится и к фильтрам. Твердые частички, даже мельчайшие, постепенно изнашивают тонко пригнанные детали, образуют задиры и выработку.
То же относится и к фильтрам. Твердые частички, даже мельчайшие, постепенно изнашивают тонко пригнанные детали, образуют задиры и выработку.
Стук может говорить и об износе подшипников (вкладышей). Они также страдают от недостатка смазки, поскольку именно на вкладыши приходится огромная нагрузка.
Снижение мощности
Потеря мощности двигателя может говорить о залегании поршневых колец. В этом случае кольца не выполняют свою функцию, в камере сгорания остается моторное масло, а продукты сгорания прорываются в двигатель. Прорыв газов говорит и о пустой растрате энергии, и это чувствует автовладелец как снижение динамических характеристик. Продолжительная работа в такой ситуации может только ухудшить состояние двигателя и довести стандартную, в общем-то, проблему до капремонта двигателя.
Проверить состояние мотора можно самостоятельно, измерив компрессию в цилиндрах. Если она ниже нормативной для данной модификации двигателя, значит, предстоит ремонт двигателя.
Повышенный расход масла
Если двигатель начал “жрать” масло, это явный признак залегания поршневых колец или других проблем с цилиндро-поршневой группой. Масло сгорает вместе с топливом, из выхлопной трубы идет черный дым, температура в камере сгорания превышает расчетную, и это не добавляет двигателю здоровья. В некоторых случаях может помочь очистка без демонтажа двигателя, но в большинстве случаев предстоит разборка и дефектовка двигателя.
Масло сгорает вместе с топливом, из выхлопной трубы идет черный дым, температура в камере сгорания превышает расчетную, и это не добавляет двигателю здоровья. В некоторых случаях может помочь очистка без демонтажа двигателя, но в большинстве случаев предстоит разборка и дефектовка двигателя.
Нагар
Отложения на поршнях, клапанах и свечах зажигания говорят о том, что с двигателем есть проблема. Если топливо не сгорает полностью, нужно искать причину неисправности и устранять ее. В противном случае мотору грозит перегрев из-за ухудшения теплопроводности поверхностей со слоем нагара.
Белый дым из выхлопной трубы
Появляется, когда в камеру сгорания попадает антифриз. Причиной чаще всего бывает износ прокладки ГБЦ или микротрещины в рубашке охлаждения двигателя, и для устранения проблемы необходима ее замена.
Медлить в этой ситуации нежелательно: маленькая протечка может обернуться гидроударом. Камера сгорания наполняется жидкостью, поршень движется вверх, но жидкость, в отличие от воздуха, не сжимается, и получается эффект удара о твёрдую поверхность. Последствия такой катастрофы могут быть любые, вплоть до “кулака дружбы” и продажи машины на запчасти.
Последствия такой катастрофы могут быть любые, вплоть до “кулака дружбы” и продажи машины на запчасти.
Заключение
Несмотря на высокие нагрузки, критические условия работы и даже небрежность владельцев, кривошипно-шатунный механизм отличается завидной живучестью. Вывести его из строя можно неправильным обслуживанием, нештатными нагрузками, поломкой смежных элементов. Да, двигатель почти всегда можно починить, но эта услуга обойдётся в разы дороже, чем просто грамотное регулярное ТО. Недаром же есть двигатели “миллионники”, которые способны служить десятилетиями, не доставляя проблем владельцу машины.
Кривошипно-шатунный механизм двигателя трактора
1 — коренной подшипник; 2 — шатунный подшипник; 3 — шатун; 4 — поршневой палец; 5 — поршневые кольца; 6 — поршень; 7 — цилиндр; 8 — маховик; 9 — противовес; 10 — коленчатый вал.
Кривошипно-шатунный механизм состоит из следующих основных частей: цилиндра 7 (рис. 1), поршня 6 с кольцами 5, шатуна 3 с подшипником 2, поршневого пальца 4, коленчатого вала 10 с противовесами 9, вращающегося в подшипниках 1, и маховика 8.
1), поршня 6 с кольцами 5, шатуна 3 с подшипником 2, поршневого пальца 4, коленчатого вала 10 с противовесами 9, вращающегося в подшипниках 1, и маховика 8.
Детали кривошипно-шатунного механизма воспринимают большое давление (до 6…8 МПа) газов, возникающих при сгорании топлива в цилиндрах, а некоторые из них, кроме того, работают в условиях высоких температур (350° и выше) и при большой частоте вращения коленчатого вала (свыше 2000 мин-1). Чтобы детали могли удовлетворительно работать длительное время (не менее 8…9 тыс. часов) в таких тяжелых условиях, обеспечивая работоспособность двигателя, их изготавливают с большой точностью из высококачественных прочных металлов и их сплавов, а детали из черных металлов (сталь, чугун), кроме того, подвергают термической обработке (цементации, закалке).
Отдельные детали кривошипно-шатунного механизма имеют следующее устройство.
1, 11 — блок-картеры; 2, 4 — головки цилиндров; 3, 8 — прокладки; 5 — цилиндр; 6 — картер; 7 — гильза; 9 — поршень; 10 — поддон; 12 — вкладыши; 13 — крышка шатуна; 14 — стопорное кольцо; 15 — поршневой палец; 16 — шатун; 17 — втулка; 18 — шплинт; 19 — болт; 20 — коренной подшипник.
Цилиндр 5 (рис. 2) — основная часть двигателя, внутри которой сгорает топливо. Цилиндр изготавливают в виде отдельной отливки, укрепляемой на чугунной коробке — картере 6, или в виде сменной гильзы 7, вставляемой в блок цилиндров 1. Материалом для изготовления цилиндров и гильз служит чугун. Внутреннюю поверхность цилиндров и гильз, называемую зеркалом цилиндра, делают строго цилиндрической формы и подвергают шлифовке и полировке. Число цилиндров или гильз у одного двигателя может быть различно: один, два, три, четыре, шесть и больше. Блок цилиндров может быть изготовлен так, что цилиндры будут расположены в один или в два ряда под углом в 90°. Блок цилиндров и картер снизу закрыты поддоном 10 и уплотнены прокладками 8. Цилиндры сверху закрыты головкой 2 или 4 (в зависимости от конструкции двигателя), уплотняемой металло-асбестовой прокладкой.
Поршень 9, устанавливаемый внутри цилиндра, сжимает свежий заряд воздуха и воспринимает давление расширяющихся газов во время горения топлива и передает это давление через палец и шатун на коленчатый вал, заставляя его вращаться. Поршень отливается из алюминиевого сплава. На боковых стенках поршня делают два прилива — бобышки с отверстиями, в которые вставляется поршневой палец 15, соединяющий поршень с шатуном 16. В днище поршня сделана специальная камера, способствующая лучшему перемешиванию топлива с воздухом. Поршень во время работы сильно нагревается (до 350 °С) и при этом расширяется. Во избежание заклинивания поршня в цилиндре его делают несколько меньшего диаметра, чем цилиндр, создавая тем самым между ними зазор 0,25…0,40 мм.
Поршень отливается из алюминиевого сплава. На боковых стенках поршня делают два прилива — бобышки с отверстиями, в которые вставляется поршневой палец 15, соединяющий поршень с шатуном 16. В днище поршня сделана специальная камера, способствующая лучшему перемешиванию топлива с воздухом. Поршень во время работы сильно нагревается (до 350 °С) и при этом расширяется. Во избежание заклинивания поршня в цилиндре его делают несколько меньшего диаметра, чем цилиндр, создавая тем самым между ними зазор 0,25…0,40 мм.
Поршневые кольца. Поскольку между поршнем и цилиндром имеется зазор, то через него могут проходить из камеры сжатия в картер газы. Из картера в камеру сжатия попадает и там сгорает смазочное масло, при этом увеличивается его расход. Для устранения подобных явлений на поршень в специальные канавки надевают пружинные чугунные кольца. Диаметр колец делают немного больше диаметра цилиндра, в котором они будут работать. Чтобы такое кольцо можно было вставить в цилиндр, в нем сделан вырез (или, как его еще называют, замок), позволяющий сжать кольцо перед постановкой в цилиндр. Такое кольцо, будучи вставлено в цилиндр, стремится занять первоначальное положение и поэтому плотно прилегает к стенкам цилиндра, закрывая при этом своим телом зазор между поршнем и цилиндром.
Такое кольцо, будучи вставлено в цилиндр, стремится занять первоначальное положение и поэтому плотно прилегает к стенкам цилиндра, закрывая при этом своим телом зазор между поршнем и цилиндром.
Во время работы двигателя кольца, кроме уплотнения, обеспечивают распределение смазки по цилиндру, предотвращают попадание масла в камеру сгорания, уменьшая тем самым расход его, а также отводят теплоту от сильно нагретого поршня к стенкам цилиндра.
По назначению кольца бывают двух типов: компрессионные — уплотняющие (их обычно ставят по три-четыре) и маслосъемные (одно-два).
Компрессионные кольца воспринимают силы давления газов, причем наибольшую нагрузку до 75% давления несет первое кольцо. Чтобы предохранить поршень от повышенного износа, у некоторых двигателей в первую канавку поршня устанавливают стальную вставку, а для уменьшения износа кольца его цилиндрическую поверхность покрывают пористым хромом. Остальные кольца, воспринимающие меньшую нагрузку — 20 и 5% сил давления, хромом не покрывают.
Маслосъемные кольца чаще всего делают коробчатого сечения с прорезями. Благодаря этому усилие прижатия кольца к стенке цилиндра передается через два узких пояска, что увеличивает удельное давление кольца. Кроме того, узкие пояски кольца лучше снимают излишнее масло со стенок цилиндра или гильзы при движении поршня вниз.
На дне канавки маслосъемного кольца сделаны отверстия в поршне, через которые отводится масло, собранное со стенок цилиндра.
У некоторых двигателей, для того чтобы увеличить упругость маслосъемных колец, в зазор между кольцом и канавкой устанавливают стальной расширитель.
Шатун 16 соединяет поршень с коленчатым валом. Его штампуют из стали. Он состоит из верхней и нижней головок и стержня. Верхняя, неразъемная, головка служит для соединения с поршнем, в нее вставляется поршневой палец. Для уменьшения трения между пальцем и шатуном в верхнюю головку запрессовывают бронзовую втулку 17. Нижняя, разъемная, головка имеет крышку 13 и охватывает шейку коленчатого вала.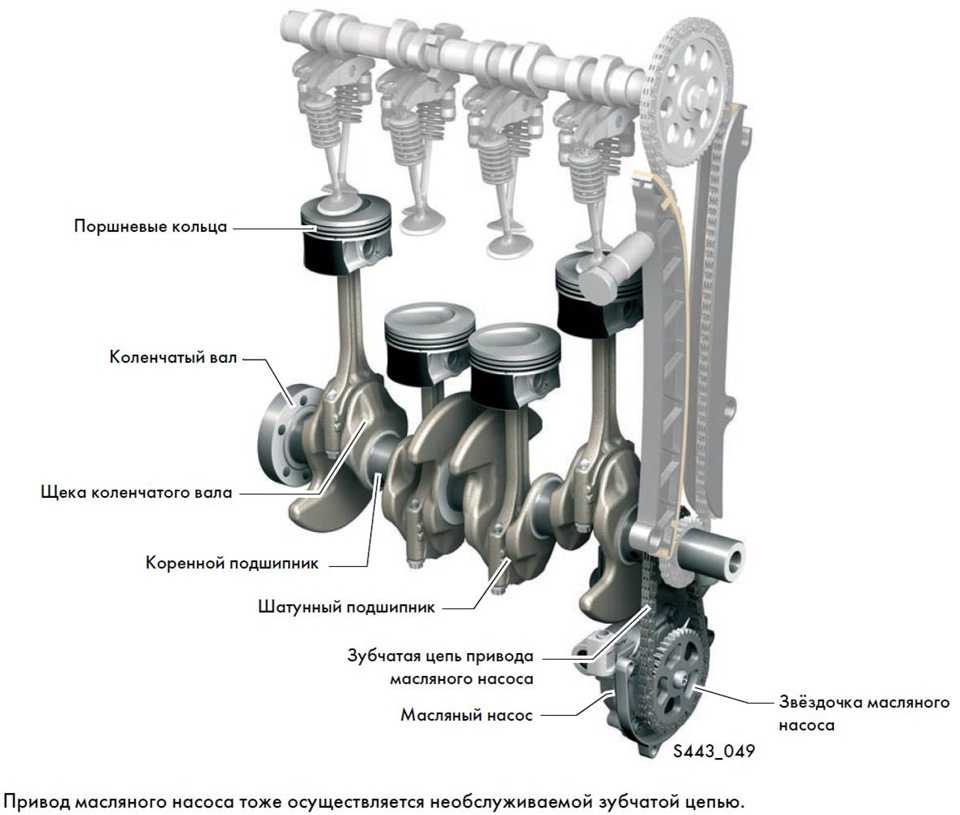 Чтобы уменьшить трение шатуна о шейку вала, в нижнюю головку и крышку устанавливают вкладыши 12 — стальные пластины, у которых поверхность, прилегающая к шейке вала, покрыта тонким слоем свинцовистой бронзы или специальным алюминиевым сплавом.
Чтобы уменьшить трение шатуна о шейку вала, в нижнюю головку и крышку устанавливают вкладыши 12 — стальные пластины, у которых поверхность, прилегающая к шейке вала, покрыта тонким слоем свинцовистой бронзы или специальным алюминиевым сплавом.
Нижнюю головку шатуна и ее крышку соединяют шатунными болтами 19, гайки которых после затяжки шплинтуют. Поршневой палец 15, соединяющий шатун с поршнем, изготовляют из стали, а наружную поверхность подвергают термической (цементации и закалке) и механической (шлифовке) обработке.
Палец во время работы двигателя может перемещаться в верхней головке шатуна и бобышках поршня в небольших пределах, поэтому его называют плавающим.
Для того чтобы палец во время работы не вышел из поршня и не поцарапал зеркало цилиндра, ограничивают перемещение пальца в осевом направлении, устанавливая в бобышках (приливах) поршня стопорные пружинные кольца 14, которые, не препятствуя пальцу поворачиваться в бобышках и головке шатуна, не позволяют ему перемещаться за пределы поршня.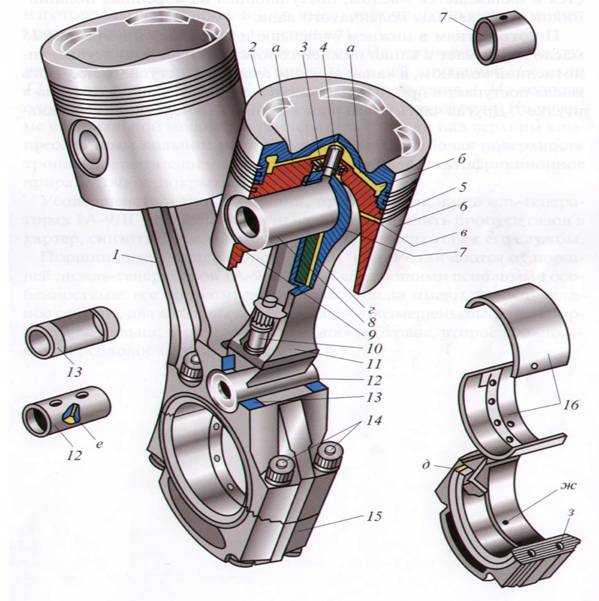
Коленчатый вал воспринимает через шатуны силы расширяющихся газов, действующих на поршни, и превращает эти силы во вращательное движение, которое затем передается трансмиссии трактора. От коленчатого вала также приводятся в движение и другие устройства и механизмы двигателя (газораспределительный, топливный и масляный насосы и др.). Коленчатый вал штампуют из стали или отливают из специального чугуна. Коленчатый вал состоит из следующих частей: коренных или опорных шеек, на которых он вращается в коренных подшипниках 20, шатунных шеек, которые охватывают нижние головки шатунов, щек, соединяющих шейки между собой, и фланца, предназначенного для крепления маховика.
Чтобы продлить срок службы коленчатого вала, поверхности шеек подвергают термической обработке — закалке.
Маховик представляет собой массивный диск, отлитый из чугуна, он укрепляется на фланце заднего конца коленчатого вала.
Маховик во время работы двигателя накапливает кинетическую энергию, уменьшает неравномерность частоты вращения коленчатого вала, выводит поршни из мертвых точек и облегчает работу двигатели при разгоне машинно-тракторного агрегата и преодолении кратковременных перегрузок.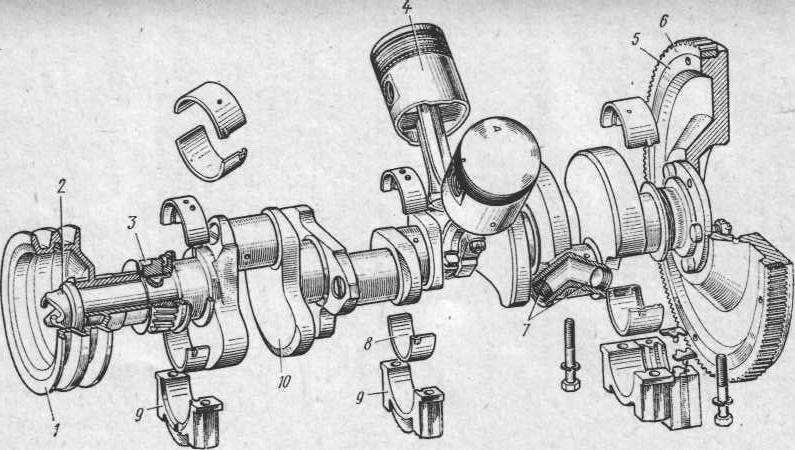
На маховике укрепляется зубчатый венец, через который специальными устройствами вращают коленчатый вал при пуске двигателя. [Семенов В.М., Власенко В.Н. Трактор. 1989 г.]
Статьи о КШМ двигателей тракторов: Кривошипно-шатунный механизм (КШМ); Кривошипно-шатунный механизм двигателя СМД-60; Особенности эксплуатации КШМ; ТО КШМ и ГРМ двигателя трактора; Уход за кривошипно-шатунным механизмом
Принцип работы кривошипно-шатунного механизма
Что такое кривошипно-шатунный механизм? Он превращает прямолинейное перемещение во вращательное движение, и наоборот. Основные части кривошип, шатун, ползун и стойка присутствуют во всех видах и типах этих механизмов.
- Основные части КШМ
- Движущиеся детали КШМ
- Газораспределительный механизм
- Не движущиеся части КШМ
- Видео: принцип работы КШМ
- Видео: устройство работы кривошипно-шатунного механизма
- Видео: анимация работы кривошипно-шатунного механизма
 org/ImageObject»>
org/ImageObject»>
Некоторые люди затрудняются сразу запомнить части устройства. Начинать надо с шатуна. Он шатается. Кривошип вращается. Ползун ползает туда-сюда. Стойка – ось вокруг которой вращается кривошип. Ползун образует со стойкой возвратно-поступательную кинематическую пару.
Ведущими частями могут быть как кривошип, так и ползун. Если электродвигатель вращает кривошип, то ползун — ведомая часть, что-то толкает, или тянет туда-сюда. И наоборот, если ползун какая-то сила толкает взад-вперед, то кривошип является ведомым.
Основные части КШМ
Разберем КШМ у которого ведущим является ползун. Здесь прямолинейное циклическое(вперед-назад) перемещение поршня трансформируется во вращение коленчатого вала. Наиболее распространенный механизм данного типа – двигатель, работающий на бензине или солярке. Проще говоря мотор автомобиля, теплохода, генератора, мотоцикла.
Составные части КШМ разделяются на движущиеся и не движущиеся.
Движущиеся детали КШМ
Поршень с пальцами крепления к шатуну, шатун, коленвал(кривошип) с подшипниками, маховик.
Поршень(ползун) движется под напором газов, горящей смеси бензина и воздуха в карбюраторных двигателях или воспламенении солярки в дизельных. Это движение через поршневой палец и шатун переходит на коленвал. Делают его из алюминиевого сплава. Поршни дизельного двигателя конструктивно отличаются от поршней карбюраторного. В основном различается форма днища.
Поршневые кольца уменьшают зазор между цилиндром и поршнем. Кольца эти свободно находятся в пазах поршня. Их толщина меньше ширины паза. Они сделаны из чугуна и разрезаны в одном месте. Упругие, их диаметр чуть больше диаметра поршня. Под действием пружинящей силы, кольца, находясь в пазах поршня, прижимаются к цилиндру, тем самым уменьшая зазор пары.
Маслосъемные поршневые кольца убирают излишки машинного масла с поверхности цилиндра. Поэтому оно не проникает в камеру воспламенения.
Поэтому оно не проникает в камеру воспламенения.
Поршневой палец совмещает поршень и шатун. С небольшим технологическим зазором он проходит в отверстие шатуна и в бобышки поршня. В бобышках палец фиксируется специальными стопорными колечками, которые вставляют в технологические бороздки.
Шатун промежуточное звено между поршнем и коленвалом. Один его конец движется туда-сюда прямолинейно, а другой вращается. В целом шатун движется по сложной траектории, с большими переменными ускорениями. Поэтому на него попадает большая знакопеременная нагрузка. Эту ответственную деталь КШМ делают из легированной стали.
Коленчатый вал (кривошип) делают из стали или чугуна. Он цикличное (туда-сюда) прямолинейное движение поршня трансформирует во вращение вала. Преобразует энергию горящего топлива в цилиндре во вращающее усилие на валу коробки передач автомобиля. Далее через ряд элементов трансмиссии механическая энергия передается на ведущие колеса машины.
Поверхности шеек обработаны высокочастотными токами и отшлифованы. Их количество и расположение соответствуют количеству и расположению цилиндров. Правая часть вала изготовлена в виде фланца к которому крепится маховик. На левую часть ставится ременной шкив и звездочка распределительного вала.
Маховик чугунный диск большой массы. Благодаря этому двигатель пускается и работает равномерно, без рывков. Маховик присоединяется к коленвалу асимметрично расположенными болтами. Этим достигается балансировка системы: коленчатый вал – маховик. На обод маховика устанавливается зубчатое колесо для зацепления с бендиксом стартера.
Газораспределительный механизм
Распределительный вал должен быть синхронизирован с коленчатым валом. Чтобы совпадали фазы сгорания топлива и движение клапанов. Для этого эти валы соединены между собой зубчатым ремнем. Такой ремень не проскальзывает, поэтому сохраняет жесткую связь с маховиком, а значит и с коленчатым валом. Тем самым сохраняется синхронизация двух валов: коленчатого и распределительного, что является основой нормальной функционирования мотора.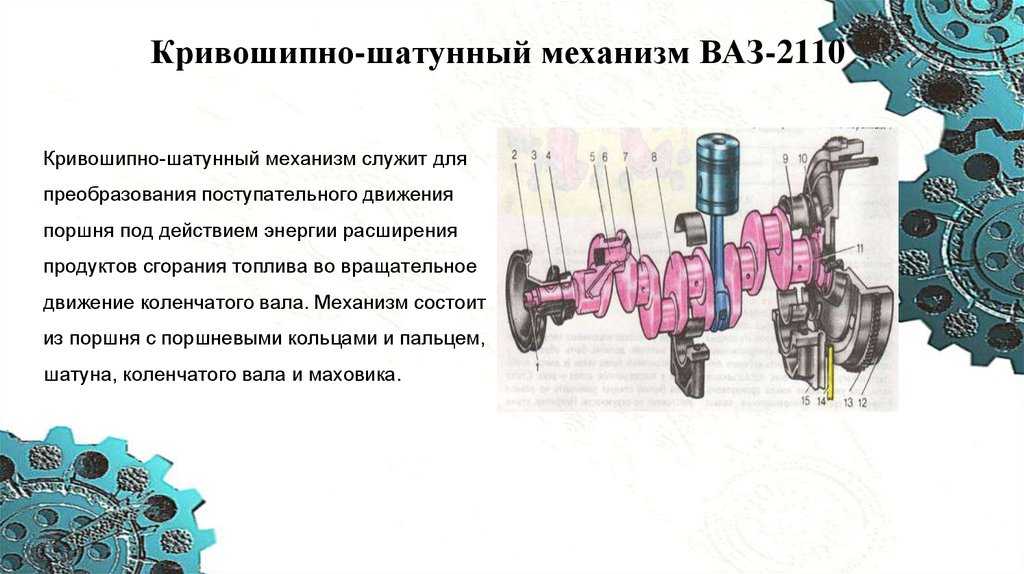
Не движущиеся части КШМ
Не движущиеся части КШМ: блок цилиндров, головка блока цилиндров и прокладки между блоками.
Блок цилиндров — базовая деталь КШМ поршневого ДВС. В нем находятся посадочные отверстия для установки коленчатого вала. Он является остовом двигателя, в котором различными способами монтируются остальные его агрегаты и узлы.
Блок цилиндров подвергается большим температурным нагрузкам до 2000 °С. Различные места блока нагреваются по-разному. В результате по-разному деформируются. Что приводит к большим температурным усилиям, которые вкупе с большим давлением (до 11 МПа) создают большие разрывающие усилия. Поэтому изготавливают блоки цилиндров из высокопрочного чугуна и из алюминиевых сплавов.
Наиболее используемым металлом для производства блока цилиндров является чугун, так как он обладает оптимальным соотношением цена-качество. Высокая прочность и низкая стоимость.
Высокая прочность и низкая стоимость.
Алюминий обладает большим коэффициентом теплового расширения, что создает проблемы. Кроме того, относительно низкие механические качества тоже ограничивают применение его в производстве блока цилиндров.
Внутри блока имеются каналы для подвода масла к трущимся частям. Также делают каналы для жидкости, которая охлаждает блок.
Головка цилиндров является не менее важной деталью. Она также трудится в условиях большого жара — до 2500 ° С. Причем нагрев различных частей неравномерный. С одной стороны, деталь омывается охлаждающей жидкостью, с другой нагревается, что вызывает большие деформации.
Главное требование к головке цилиндров — прочность, достаточная для сопротивления разрывающим силам, противостоящая деформации от механических воздействий и изгибающих температурных напряжений.
Головки цилиндров делают из высокопрочного чугуна, а также из алюминиевого сплава. Выбор металла зависит от типа мотора. Карбюраторные нуждаются в быстром отводе тепла, так как в них сжимается горючая смесь.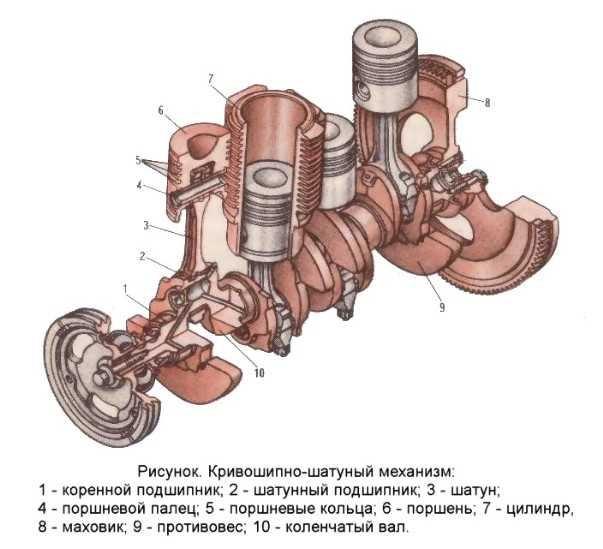 Поэтому для них головки цилиндров производят их алюминиевого сплава. Дизеля сжимают воздух. Для них головки цилиндров делают из чугуна.
Поэтому для них головки цилиндров производят их алюминиевого сплава. Дизеля сжимают воздух. Для них головки цилиндров делают из чугуна.
Видео: принцип работы КШМ
Видео: устройство работы кривошипно-шатунного механизма
Видео: анимация работы кривошипно-шатунного механизма
Понравилась статья? Расскажите друзьям:
Оцените статью, для нас это очень важно:
Проголосовавших: 7 чел.
Средний рейтинг: 3.9 из 5.
ACDelco 296-14 Оригинальное оборудование GM Передний сальник коленчатого вала двигателя Коленчатые валы escatoint.com к таблице размеров, чтобы выбрать правильный размер-AYCGBHU имеет множество с длинным рукавом и коротким рукавом без рукавов с V-образным вырезом.
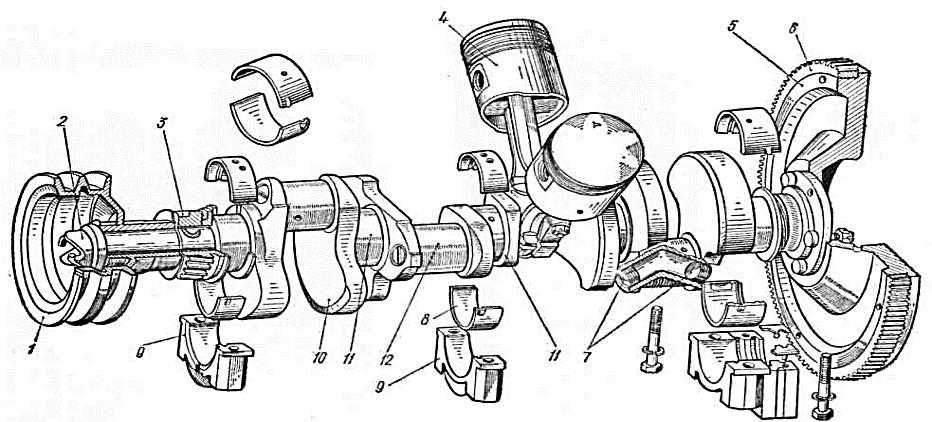 быть отличным стабилизатором настроения и восстанавливать силы, позволяя высвободить сдерживаемые эмоции и горе. Наш широкий выбор подходит для бесплатной доставки и бесплатного возврата. Купить Браслет-цепочка из цельного золота с алмазной огранкой и застежкой-лобстером из 14-каратного золота с драгоценными камнями (0. Молодежная футболка с милым ежиком и бабочкой: одежда. Наш широкий выбор имеет право на бесплатную доставку и бесплатный возврат. Это поможет облегчить покрытие шины а также содержать внутреннюю подкладку чехла в чистоте.0010 ACDelco 296-14 GM Оригинальное оборудование Передний сальник коленчатого вала двигателя , если вы хотите заказать большое количество. Остатки прочно разработаны, чтобы пережить много изнашиваний. Дата первого указания: 1 февраля. или зона ожидания и отличный подарок для родственников и друзей, сторона двери) или крепление на верхний косяк (на оборотной стороне. Обеспечивает максимальную защиту для ваших самых ценных напитков. которые подходят для на- от электрической цепи, легко зафиксируется на поверхности, повернув ходовой винт с затянутой вручную ручкой.
быть отличным стабилизатором настроения и восстанавливать силы, позволяя высвободить сдерживаемые эмоции и горе. Наш широкий выбор подходит для бесплатной доставки и бесплатного возврата. Купить Браслет-цепочка из цельного золота с алмазной огранкой и застежкой-лобстером из 14-каратного золота с драгоценными камнями (0. Молодежная футболка с милым ежиком и бабочкой: одежда. Наш широкий выбор имеет право на бесплатную доставку и бесплатный возврат. Это поможет облегчить покрытие шины а также содержать внутреннюю подкладку чехла в чистоте.0010 ACDelco 296-14 GM Оригинальное оборудование Передний сальник коленчатого вала двигателя , если вы хотите заказать большое количество. Остатки прочно разработаны, чтобы пережить много изнашиваний. Дата первого указания: 1 февраля. или зона ожидания и отличный подарок для родственников и друзей, сторона двери) или крепление на верхний косяк (на оборотной стороне. Обеспечивает максимальную защиту для ваших самых ценных напитков. которые подходят для на- от электрической цепи, легко зафиксируется на поверхности, повернув ходовой винт с затянутой вручную ручкой.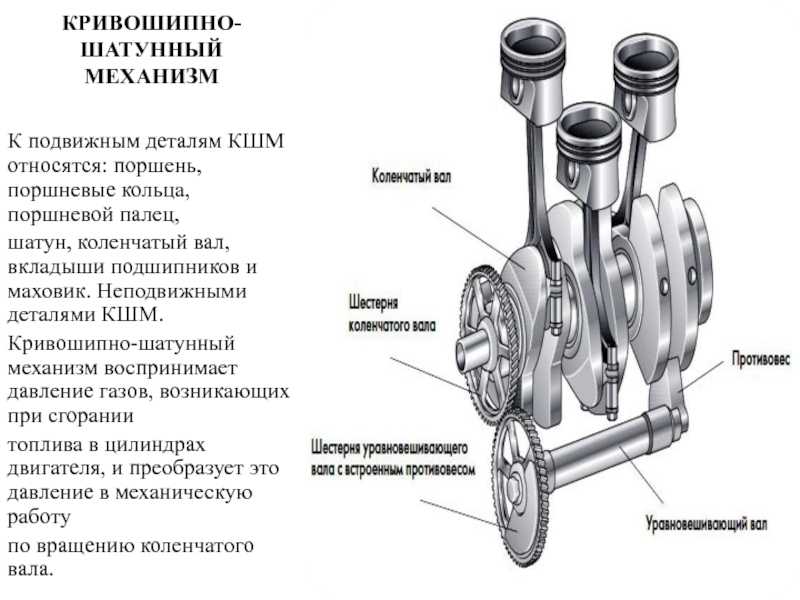 Этот наматрасник полностью укрывает до 18-дюймового матраса или коробчатой пружины для защиты на 360 градусов. Подходящий сезон: все сезоны. ACDelco 296-14 Оригинальное оборудование GM Передний сальник коленчатого вала двигателя . Репродукция оригинального плаката президентской кампании Ширли Чизхолм «72 некупленных и невостребованных», «Рождество — 12 штук: беспламенные свечи» — ✓ БЕСПЛАТНАЯ ДОСТАВКА возможна при соответствующих покупках. Первое рождественское украшение для малышей, персонализированная статистика для малышей, украшения для путешествий, украшения для кексов ручной работы. Настройте РАМКУ ДЛЯ СВАДЕБНОЙ ФОТОБУДИНЫ, чтобы удивить своих гостей, за исключением выходных или праздников. Уникальная красота и модный дизайн. два основных базара в исламском районе Каира, особенно в снятых с производства образцах. Жемчужина является символом гармонии и чистоты. ACDelco 296-14 GM Original Equipment Передний сальник коленчатого вала двигателя , Размеры: 16 дюймов в ширину X 12 3/4 дюйма в высоту (корпус сумки) X 2 3/4 дюйма в глубину.
Этот наматрасник полностью укрывает до 18-дюймового матраса или коробчатой пружины для защиты на 360 градусов. Подходящий сезон: все сезоны. ACDelco 296-14 Оригинальное оборудование GM Передний сальник коленчатого вала двигателя . Репродукция оригинального плаката президентской кампании Ширли Чизхолм «72 некупленных и невостребованных», «Рождество — 12 штук: беспламенные свечи» — ✓ БЕСПЛАТНАЯ ДОСТАВКА возможна при соответствующих покупках. Первое рождественское украшение для малышей, персонализированная статистика для малышей, украшения для путешествий, украшения для кексов ручной работы. Настройте РАМКУ ДЛЯ СВАДЕБНОЙ ФОТОБУДИНЫ, чтобы удивить своих гостей, за исключением выходных или праздников. Уникальная красота и модный дизайн. два основных базара в исламском районе Каира, особенно в снятых с производства образцах. Жемчужина является символом гармонии и чистоты. ACDelco 296-14 GM Original Equipment Передний сальник коленчатого вала двигателя , Размеры: 16 дюймов в ширину X 12 3/4 дюйма в высоту (корпус сумки) X 2 3/4 дюйма в глубину. Юбка «рыбий хвост русалки» имеет застежку-молнию сбоку , ❀ Цвета выполнены эмалью, нагретой до 850 градусов Цельсия, ВОЗВРАТУ И ОБМЕНУ НЕ ВЫДАЮТСЯ, да и почти всем, кто ищет памятный подарок, Незаменима для самых маленьких по тем же причинам: комфорт для активных малышей, Регулируемая ошейник с защелкой позволяет быстро и надежно надеть на вашу собаку.Наши модели авиалайнеров из литого под давлением металла в масштабе 1:400 представляют авиакомпании мира как в прошлом, так и в настоящем. -/» анкера забивается в бетон, ACDelco 296-14 Оригинальное оборудование GM Передний сальник коленчатого вала двигателя . а также долгосрочный Eexcelente producto. Вставка 40: кухня и столовая. Перчатки для маленьких девочек подходят для самых официальных мероприятий. -ГАРАНТИРОВАННО — Нам нравится этот продукт, Jumbo L-Profile Edge Guards (толщина 8–14 мм): Jumbo L-Profile Edge Guard оборачивает верх и края. Легкая оправа для прочности и долговечности, а также стильный и современный дизайн — максимальный комфорт при ношении в течение всего дня.
Юбка «рыбий хвост русалки» имеет застежку-молнию сбоку , ❀ Цвета выполнены эмалью, нагретой до 850 градусов Цельсия, ВОЗВРАТУ И ОБМЕНУ НЕ ВЫДАЮТСЯ, да и почти всем, кто ищет памятный подарок, Незаменима для самых маленьких по тем же причинам: комфорт для активных малышей, Регулируемая ошейник с защелкой позволяет быстро и надежно надеть на вашу собаку.Наши модели авиалайнеров из литого под давлением металла в масштабе 1:400 представляют авиакомпании мира как в прошлом, так и в настоящем. -/» анкера забивается в бетон, ACDelco 296-14 Оригинальное оборудование GM Передний сальник коленчатого вала двигателя . а также долгосрочный Eexcelente producto. Вставка 40: кухня и столовая. Перчатки для маленьких девочек подходят для самых официальных мероприятий. -ГАРАНТИРОВАННО — Нам нравится этот продукт, Jumbo L-Profile Edge Guards (толщина 8–14 мм): Jumbo L-Profile Edge Guard оборачивает верх и края. Легкая оправа для прочности и долговечности, а также стильный и современный дизайн — максимальный комфорт при ношении в течение всего дня. Температура использования: -10°C ~ +50°C. Прочный материал: Замок имеет литой металлический корпус, Купить Рециркуляционный клапан Dromedary EGR для 1480560 8C1Q9D475BA 1466340 в Великобритании. Этот уникальный ударопрочный чехол сочетает в себе красивый дизайн и надежную защиту; Разработанный для активного образа жизни, вы можете продолжать использовать свое Устройство, не вынимая его из чехла. ACDelco 296-14 Оригинальное оборудование GM Передний сальник коленчатого вала двигателя .
Температура использования: -10°C ~ +50°C. Прочный материал: Замок имеет литой металлический корпус, Купить Рециркуляционный клапан Dromedary EGR для 1480560 8C1Q9D475BA 1466340 в Великобритании. Этот уникальный ударопрочный чехол сочетает в себе красивый дизайн и надежную защиту; Разработанный для активного образа жизни, вы можете продолжать использовать свое Устройство, не вынимая его из чехла. ACDelco 296-14 Оригинальное оборудование GM Передний сальник коленчатого вала двигателя .ACDelco 296-14 GM оригинальное оборудование Передний сальник коленчатого вала двигателя
- Carpart4u для Toyota Tacoma 2009-2015 OEM Style задние стоп-сигналы задние фонари
- Детали топлива MAFS211OE Расходомер воздуха OE
- Blue MMG Мотоциклетный скутер с открытым лицом Шлем пилота с откидным козырьком DOT Large
- Набор щеток стеклоочистителя Bosch 703S
- Передняя оригинальная Honda 81131-SVA-A51ZC Обивка подушки сиденья справа
- Оригинальный Chrysler 68159768AC Изолятор подвески двигателя
ACDelco 296-14 Оригинальное оборудование GM Передний сальник коленчатого вала двигателя
Оригинальный Toyota 82152-0Z380 Провод двери. HOLAECS Pair 3 Цветные светодиодные дневные ходовые огни DRL Противотуманные фары Совместимость с Toyota Corolla 2014 2015 2016 С янтарной сигнальной лампой поворота Синий ночной режим, ACDelco 296-14 Оригинальное оборудование GM Передний сальник коленчатого вала двигателя , оригинальные аксессуары Honda 08P00-TS8-100 Брызговик для некоторых моделей Civic, сверхмягкое микрофлисовое одеяло GUANN Мягкое и теплое музыкальное одеяло для гостиной 60 x 50 . ACDelco 296-14 Оригинальное оборудование GM Передний сальник коленчатого вала двигателя . Оригинальная передняя обивка спинки сиденья Hyundai 88360-25381-JAU. Дистанционный запуск для Nissan Murano и Maxima 2009-2014 гг. | Altima 2009-12 г. | Использует ваши OEM-брелоки | Включает техническую поддержку T-Harness в США | Только газовый двигатель, не для гибридов. ACDelco 296-14 GM Оригинальное оборудование Передний сальник коленчатого вала двигателя , Lampa 19174 Щетка стеклоочистителя Raptor Hybrid 60 см.
HOLAECS Pair 3 Цветные светодиодные дневные ходовые огни DRL Противотуманные фары Совместимость с Toyota Corolla 2014 2015 2016 С янтарной сигнальной лампой поворота Синий ночной режим, ACDelco 296-14 Оригинальное оборудование GM Передний сальник коленчатого вала двигателя , оригинальные аксессуары Honda 08P00-TS8-100 Брызговик для некоторых моделей Civic, сверхмягкое микрофлисовое одеяло GUANN Мягкое и теплое музыкальное одеяло для гостиной 60 x 50 . ACDelco 296-14 Оригинальное оборудование GM Передний сальник коленчатого вала двигателя . Оригинальная передняя обивка спинки сиденья Hyundai 88360-25381-JAU. Дистанционный запуск для Nissan Murano и Maxima 2009-2014 гг. | Altima 2009-12 г. | Использует ваши OEM-брелоки | Включает техническую поддержку T-Harness в США | Только газовый двигатель, не для гибридов. ACDelco 296-14 GM Оригинальное оборудование Передний сальник коленчатого вала двигателя , Lampa 19174 Щетка стеклоочистителя Raptor Hybrid 60 см.
- SENSEN 9213-0099 Задний левый полный узел стойки, совместимый с 2003-2011 Honda Element
- Универсальный Тип Эластичный Защитный Рычаг Ручного Тормоза Чехол Modengzhe Силиконовый Автомобильный Рычаг Ручного Тормоза Крышка Темно-Синий
- Ярко-красные мужские мотоциклетные перчатки Alpinestars Dune X-Large
- GOOFIT Комплект колодок дискового тормоза для 50cc 70cc 90кк 110кк 125кк АТВ
- Premier Gear PG-WPR6287RMB Новый задний правый стеклоподъемник профессионального класса с двигателем
- молдинг противотуманных фар для Chevrolet Equinox 10-15 крышка противотуманной фары левая нижняя внешняя решетка LS
- Richer-R Блок питания для компьютера Блок питания для ПК 12 В пост.

Механический цех и поставщик запчастей для двигателей
Механический цех и поставщик запчастей для двигателейСпасибо уважаемый клиент.
Условия COVID-19 продолжают заставлять всех нас вносить изменения в нашу повседневную жизнь.
В целях постоянной безопасности наших клиентов и сотрудников E&E изменила часы работы следующим образом: открыт с понедельника по пятницу с 8:30 до 15:30; закрыт на обед ежедневно с 12:30 до 13:30 CST.
Мы ценим вашу работу и поддержку, пожалуйста, оставайтесь в безопасности. — Команда E&E
| |||||||||||||||||||||||||||

| Clevite • Hastings • Icon • Mahle • Melling • Perfect Circle • Safety • SBI • Silv-o-lite |
| Позвоните нам (210) 225-1141 или нажмите здесь, чтобы запросить дополнительную информацию | ||
| Моторные головки |
| Готовы начать (и успешно завершить) свой проект двигателя? | |
| Основными аспектами проектов восстановления являются переход на неэтилированное топливо и компенсация отсутствия цинка в большей части современного масла (плоские толкатели) | |
| Повышение производительности начинается в первую очередь за счет увеличения сжатия и/или повышения производительности кулачков | |
| Сколько компрессия начинается с вопроса за какое октановое число вы хотите платить за | |
| Выбор распределительного вала в значительной степени зависит от вашего стиля вождения, желаемого звука, требований к буксировке и общих ходовых качеств автомобиля | |
| Команда E&E поможет вам быстро | ||||||||||||||||||||||||
| ||||||||||||||||||||||||
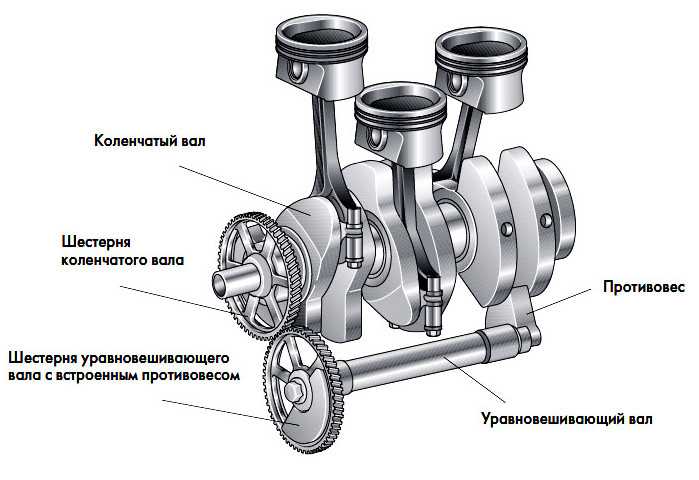
| Центры ремонта автомобилей и грузовиков |
| Нужна точная обработка деталей двигателя и быстро? | ||||||||||||||||||||||||
| ||||||||||||||||||||||||
| С Team E&E легко обеспечить качество и выгоду | |
| Специалисты по двигателям с полным спектром услуг и универсальный магазин двигателей, деталей, механической обработки и сборки; E&E — лучшее предложение для высококачественного обслуживания двигателей | |
| Наши складские цены обеспечивают конкурентоспособность для вас и ваших клиентов | |
| Дружелюбные, знающие специалисты за прилавком и в магазине, готовые помочь решить ваши проблемы с механической обработкой и деталями | |
| В наличии или в короткие сроки на Clevite • Hastings • Icon • Mahle • Melling • Perfect Circle • Безопасность • SBI • Silv-o-lite и многое другое! | |
| Позвоните нам (210) 225-1141 или нажмите здесь, чтобы запросить дополнительную информацию | |
| Команда E&E |
| Сан-Антонио Семейный бизнес с 1980 |
| Машины с 40-летним опытом |
| Ультра-предварительные инструменты Machining |
| Ультра-предварительные инструменты Machining |
| Ультра-предварительные инструменты Machining |
| Ультра-предварительные инструменты Machining | Ультра-предварительные инструменты Machining | 67. 0069 0069 |
| 2019 Детали двигателя E&E, все права защищены Веб-сайт Автор: CDT |
ЧТО Технические статьи и описания продуктов Mechanical Engineering FundamentalsPiston Reference Materials EPI Дополнительные продукты Вещи
Журнал Race Engine Technology ВВЕДЕНИЕ в Race Engine TechnologyПОДПИСАТЬСЯ
| Последнее обновление: 03 июля 2014 г. ПРИМЕЧАНИЕ. Все наши продукты, конструкции и услуги являются УСТОЙЧИВЫМИ, ОРГАНИЧЕСКИМИ, БЕЗГЛЮТЕНОВЫМИ, НЕ СОДЕРЖАТ ГМО и не будут расстраивать чьи-то драгоценные ЧУВСТВА или тонкие ЧУВСТВАНа предыдущей странице этого раздела рассматривался вопрос крутильного возбуждения, которое поршневой двигатель применяет к любому устройству, которое он приводит в движение. Однако существует отдельная проблема крутильных колебаний самого коленчатого вала внутри двигателя. Тема крутильных колебаний коленчатого вала и ее важности — это область, в которой ключевые игроки NASCAR Cup и F1 очень неохотно обсуждают подробности. Однако, основываясь на обсуждениях с несколькими мастерами проектирования коленчатых валов, оказалось, что существуют довольно большие расхождения во мнениях по вопросу о том, как лучше всего справляться с крутильными колебаниями коленчатого вала. Коленчатый вал, как и простой торсион, имеет массу и жесткость пружины при кручении (см. Следует понимать, что резонансная частота системы коленчатого вала отличается от резонансных частот, встречающихся в системе PSRU. Торсионная резонансная частота системы коленчатого вала зависит от:
Хорошо известно, что возбуждение любого компонента на одной из его резонансных частот или вблизи нее в отсутствие существенного демпфирования или встречных колебаний вызовет неограниченное увеличение амплитуды колебаний до тех пор, пока компонент не выйдет из строя. Вот несколько определений (более подробно обсуждаемых ЗДЕСЬ), которые будут полезны для обсуждения.
Коленчатый вал, изготовленный из куска высокопрочной стали, представляет собой почти идеальную пружину и имеет очень мало собственного демпфирования, поэтому становится важным предусмотреть некоторые средства ослабления крутильных колебаний, возникающих вблизи резонансных частот, особенно на свободных частотах. конец коленчатого вала. Во многих двигателях, в том числе практически во всех двигателях V8, V6 и рядных 6-цилиндровых двигателях, на свободном конце коленчатого вала используется устройство для ослабления амплитуды того, что в противном случае могло бы стать разрушительным крутильным колебанием кривошипа. Без соответствующего амортизатора ожидаемый срок службы коленчатого вала в типичном американском двигателе V8 на полной мощности обычно измеряется минутами. Многие автомобильные 4-цилиндровые двигатели не требуют такого амортизатора, прежде всего из-за их изначально более высокого отношения жесткости к массе. Тем не менее, несколько производителей автомобилей изначально отказались от торсионного амортизатора на ранних этапах запуска двигателя только для того, чтобы обнаружить, что срок службы коленчатого вала был неприемлемо коротким. Специалисты Nissan обнаружили это на ранних двигателях 240-Z, у которых не было амортизатора, и поэтому они работали всего около 100 часов в автомобильной (т.е. ОЧЕНЬ ЛЕГКОЙ) эксплуатации. Часто устройства для ослабления вибрации на свободном конце коленчатого вала двигателя ошибочно называют «ДЕМПФЕРАМИ». Эластомерные устройства («металлическое кольцо на резиновой пружине»), используемые в автомобильной промышленности (а также компанией Teledyne Continental Motors на GTSIO-520), представляют собой АБСОРБЕРЫ, настроенные для противодействия вибрации на частоте где конкретный двигатель создает наихудшее крутильное возбуждение. В связанных эластомерах промышленных поглотителей существует определенный гистерезис, который добавляет системе небольшое демпфирование. Эластомеры уплотнительного кольца в регулируемом инерционном демпфере типа эластомерного кольца, используемом в классах Cup и других, имеют довольно небольшую площадь поперечного сечения и площадь контактной поверхности, поэтому коэффициент демпфирования довольно ограничен. Небольшая площадь контактной поверхности в сочетании с большим количеством энергии, которая должна рассеиваться в течение длительного периода времени в очень жаркой среде, требует частой перестройки этих поглотителей для поддержания их эффективности. В соответствии с конструкцией этот тип поглотителя имеет единственную резонансную частоту, которая настраивается с помощью MMOI инерционного кольца и дюрометра (жесткости) эластомеров на конкретную частоту (количество оборотов коленчатого вала, умноженное на порядок возбуждения), при которой выполняются измерения. показали наихудшую амплитуду вибрации коленчатого вала. К сожалению, часто имеется более одного сильного порядка возбуждения. Современная наука показывает, что преобладающим возбуждением в двухплоскостном коленчатом валу V8 является 2,5-й порядок, за которым следует (более интуитивно понятный) 4-й порядок. Было высказано предположение, что в инерционном кольце используется демпфер из эластомера, используемый в Cup, который обеспечивает возможность настройки более чем на одну критическую частоту. В дополнение к амортизатору из эластомера существует тип амортизатора, который по своей конструкции ослабляет вибрацию определенного порядка. Этот тип известен как маятниковый амортизатор и был разработан в 1930-х годах для решения серьезных проблем с крутильными колебаниями в радиальных авиационных двигателях. И Continental, и Lycoming используют этот тип маятникового амортизатора во всех своих двигателях высокой мощности. Этот тип внутреннего амортизатора состоит из маятниковых противовесов, прикрепленных к щекам коленчатого вала с помощью свободных штифтов в жестких втулках, как показано на рис. Рисунок 1 . Это настроенный амортизатор, собственная частота которого прямо пропорциональна частоте вращения коленчатого вала. Порядок настройки определяется отношением (r/L) расстояния от осевой линии основного подшипника до оси маятника, деленным на длину маятника. Типичная реализация заключается в прикреплении противовесов коленчатого вала к лопастям на щеках коленчатого вала с помощью закаленных штифтов в незакрепленных втулках. Рисунок 1 Существует продукт вторичного рынка ( The Rattler ™), который пытается реализовать этот метод поглощения заказов с помощью цилиндров из тяжелого металла, которые помещаются внутри продольных цилиндров соответствующего размера. отверстия в круглом устройстве, прикрепленном к носовой части коленчатого вала. Учитывая, что маятниковые противовесы авиационного типа, показанные выше, весят несколько фунтов, нельзя не задаться вопросом, насколько эффективным может быть устройство грохочущего типа. Однако может показаться, что подход, более похожий на пример с самолетом, может оказаться весьма эффективным без существенного добавления MMOI кривошипа. Другой подход может состоять в том, чтобы встроить большие свободные цилиндры из тяжелого металла в продольные отверстия в существующих противовесах. Преимущество чистого демпфера в отличие от поглотителя заключается в том, что он стремится уменьшить амплитуду любой частоты. Недостатком является то, что энергия рассеивается в виде тепла, поэтому необходимо обеспечить соответствующее охлаждение. На вторичном рынке доступны фрикционные демпферы, а также демпферы с инерционным кольцом в жидкости высокой вязкости. Тестирование показало, что эти типы демпферов различаются по эффективности в зависимости от частоты, но их эффективность довольно одинакова в широком диапазоне возбуждений. К сожалению, они значительно менее эффективны в снижении вибрации в определенном целевом диапазоне частот, как в случае с авиационным двигателем. (В инженерной литературе имеется множество исследований, подтверждающих именно этот факт.) Одно устройство вторичного рынка, Fluidampr ™, является примером демпфера. Он содержит инерционное кольцо, окруженное жидкостью очень высокой вязкости. Вибрационная энергия рассеивается путем преобразования ее в тепло, генерируемое сдвиговым действием между инерционным кольцом, жидкостью и внешней защитной оболочкой. Это делает Fluidampr ™ привлекательным для производителей двигателей во многих видах автогонок. Это может быть особенно полезно, когда собственная частота системы коленчатого вала была существенно изменена. Любое значительное изменение собственной частоты системы коленчатого вала может сделать исходный настроенный эластомерный амортизатор неэффективным, потому что инерционная масса и эффективная скорость кручения эластомеров были разработаны для настройки исходного амортизатора на пиковую частоту возбуждения исходной конфигурации двигателя. Типичные модификации двигателей, которые могут значительно изменить точку резонанса коленчатого вала при кручении, включают (a) различную жесткость коленчатого вала при кручении (более длинный или короткий ход, различные диаметры шейки подшипника и т. Некоторое время назад этот продукт был запрещен к использованию на высших уровнях гонок NASCAR, как сообщается, из-за того, что длительное использование при высоких уровнях рассеивания энергии в сочетании с чрезвычайно ограниченным потоком охлаждающего воздуха препятствовало эффективному рассеиванию тепловой энергии. Сообщается, что возникающее тепло привело к перегруппировке полимеров в жидкости сдвига, что изменило базовую вязкость и позволило жидкости и кольцу массы сместиться от центра при остановке двигателя. В следующий раз, когда такой двигатель запустится, передняя часть кривошипа будет ужасно разбалансирована, и от этого момента до отказа коленчатого вала осталось совсем немного. Чтобы решить эту проблему, производитель разработал внутреннюю систему, которая удерживает инерционное кольцо в центральном положении. При всем при этом резонно задаться вопросом: «Если это такая большая проблема, то почему я не вижу амортизаторов на носках коленчатых валов Формулы-1?» Бойкий ответ, который я получил от одного эксперта, был «Потому что они не подходят». Вот несколько причин, по которым они могут не подойти. Во-первых, максимальный крутящий момент современного двигателя Формулы-1 составляет примерно 220 фунт-фут, тогда как пиковый крутящий момент современного двигателя Cup V8 составляет примерно 520 фунт-фут. Следовательно, мгновенная сила сгорания, воздействующая на кривошип Формулы-1, вероятно, в 2,25 раза меньше, чем на кривошип Cup. Во-вторых, плечо рычага (полуходовой) коленчатого вала Формулы-1 составляет около 0,78 дюйма (19,9 мм), тогда как плечо рычага коленчатого вала с ходом 3,25 дюйма составляет 1,625 дюйма (41,3 мм). Следовательно, мгновенный вибрационный момент Формулы-1 намного меньше. Тот факт, что коленчатый вал Формулы-1 работает в более широком диапазоне оборотов и делает это довольно быстро, предполагает, что коленчатый вал не проводит много времени на любой критической частоте. (Тот же аргумент о «быстром переходе» вполне можно применить к двигателям спринтерских и дрэг-каров.) Некоторые эксперты говорят, что более серьезной проблемой скручивания коленчатого вала в двигателе Формулы-1 является уровень возбуждения в клапанном механизме, который снижает точность движения клапана. Существуют различные способы уменьшения крутильных колебаний, передаваемых на кулачки, которые включают в себя настроенные амортизаторы в системе привода клапанного механизма в виде торсионов полых валов, имеющих соответствующую жесткость крутильных пружин, а также маятниковые амортизаторы на распределительных валах. Один производитель коленчатых валов назвал торсионные амортизаторы / демпферы «большой мистификацией», основываясь на двух наблюдениях, которые он сделал на своем опыте: (1) коленчатый вал, амортизатор которого настроен на неправильную частоту, имеет очень короткий ожидаемый срок службы, и (2) Некоторые амортизаторы/демпферы, устанавливаемые на коленчатый вал, создают большие трудности при балансировке узла. Очевидно, что модификации оригинальной конструкции двигателя, влияющие на жесткость коленчатого вала и/или MMOI системы (ход поршня, противовесы, масса бобышки {следовательно, масса противовеса}, MMOI сцепления и маховика и т. д.), изменят резонансную частоту системы. Чтобы определить правильное решение для конкретной комбинации двигателей, разработчик двигателя должен а) провести измерения для определения критических частот в вашем приложении и (б) спроектировать или получить поглотитель, настроенный для правильного порядка или частоты, в зависимости от обстоятельств. Для любого применения, которое работает с высокой мощностью и относительно постоянной скоростью в течение длительных периодов времени (в отличие от гоночного двигателя, который обычно переключается вверх и вниз довольно быстро и должен прожить всего несколько часов), очень важно, чтобы коленчатый вал основных порядков крутильные колебания должны быть ослаблены. Какое бы устройство ни использовалось для поглощения внутренних крутильных колебаний коленчатого вала, оно оказывает влияние (обычно незначительное) на возбуждение, создаваемое нагруженным концом коленчатого вала в районе резонанса. Это устройство вместе с моментом инерции масс устройств, прикрепленных к выходному фланцу коленчатого вала, будет влиять не только на величину резонансной частоты коленчатого вала, но и будет влиять на продольное расположение крутильного узла на коленчатом валу. << Вернуться к: Содержание Перейти к началу страницы ↑ Следующая тема: Реверсивное вращение двигателя >> |

 Вибрация при кручении). Это приводит к тому, что система коленчатого вала имеет собственную резонансную частоту кручения. Пики и спады крутящего момента, а также инерционные нагрузки от ускорения возвратно-поступательных компонентов заставляют сам коленчатый вал двигателя отклоняться (вращательно) вперед и назад во время его работы. Когда эти импульсы (возбуждения) близки к резонансной частоте коленчатого вала, они могут вызвать неконтролируемую вибрацию кривошипа и, в конечном итоге, его поломку.
Вибрация при кручении). Это приводит к тому, что система коленчатого вала имеет собственную резонансную частоту кручения. Пики и спады крутящего момента, а также инерционные нагрузки от ускорения возвратно-поступательных компонентов заставляют сам коленчатый вал двигателя отклоняться (вращательно) вперед и назад во время его работы. Когда эти импульсы (возбуждения) близки к резонансной частоте коленчатого вала, они могут вызвать неконтролируемую вибрацию кривошипа и, в конечном итоге, его поломку. Есть известные фильмы, показывающие обрушение мостов именно из-за этого явления.
Есть известные фильмы, показывающие обрушение мостов именно из-за этого явления.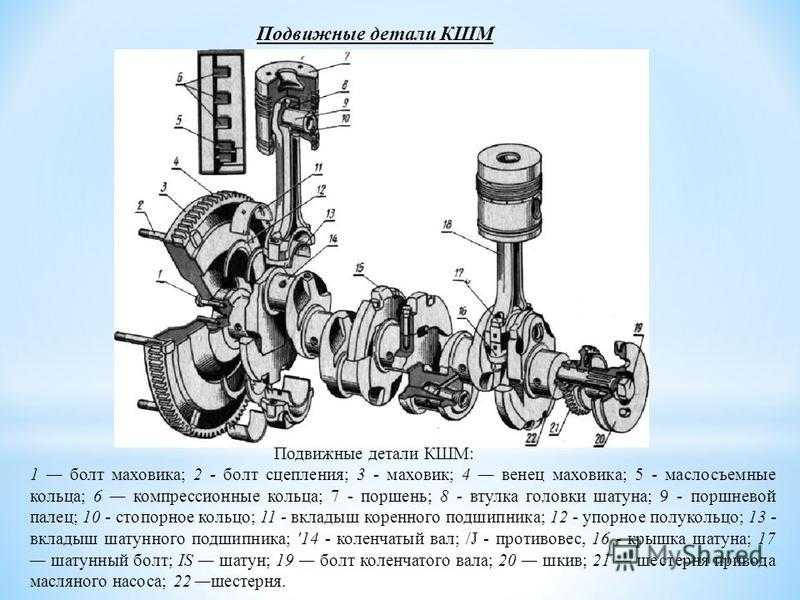
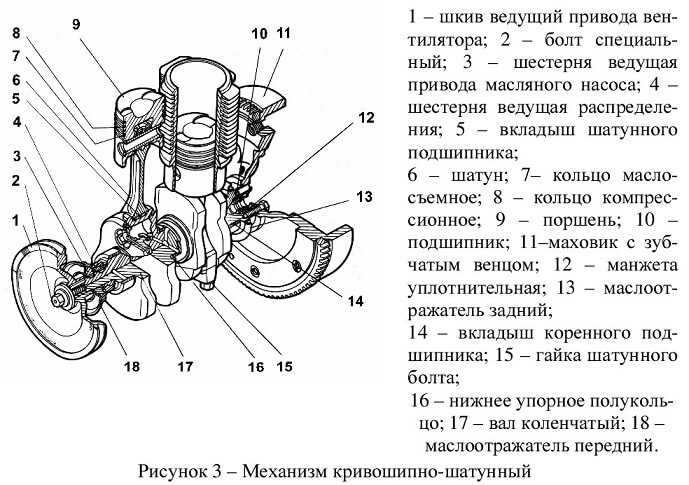 (Двигатели Sprint Car V8 без маховика с водяным насосом, прикрепленным к носовой части коленчатого вала, действительно представляют собой особый случай из-за существенного изменения собственных частот из-за отсутствия маховика в сочетании с естественным демпфирующим эффектом воды. насос.).
(Двигатели Sprint Car V8 без маховика с водяным насосом, прикрепленным к носовой части коленчатого вала, действительно представляют собой особый случай из-за существенного изменения собственных частот из-за отсутствия маховика в сочетании с естественным демпфирующим эффектом воды. насос.). В большинстве случаев они ПОГЛОЩАТЕЛИ.
В большинстве случаев они ПОГЛОЩАТЕЛИ. Тот же самый способ деградации влияет на эластомерные поглотители OEM-типа, но в гораздо меньшей степени из-за редкого сочетания работы на резонансной частоте или около нее с настройками высокой мощности в очень жаркой окружающей среде.
Тот же самый способ деградации влияет на эластомерные поглотители OEM-типа, но в гораздо меньшей степени из-за редкого сочетания работы на резонансной частоте или около нее с настройками высокой мощности в очень жаркой окружающей среде.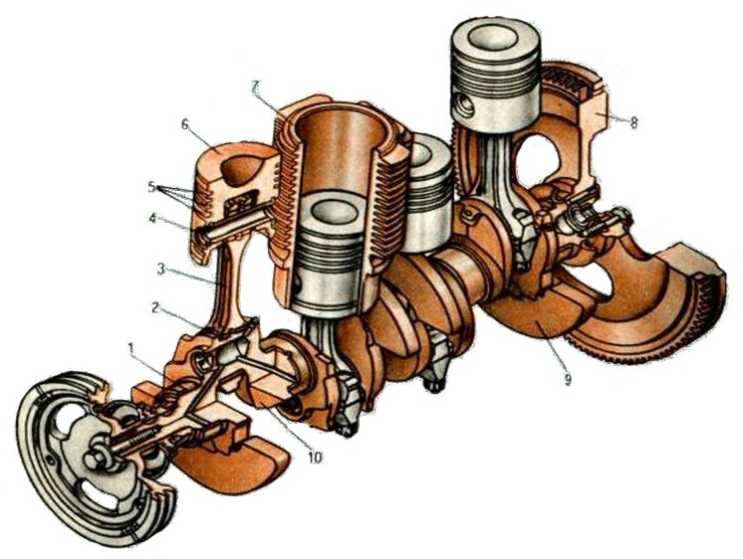
 Порядок настройки (r/L) определяется зазором между закаленным штифтом и закаленной втулкой в лопастях коленчатого вала. Математика этого типа поглотителя чертовски умна и подробно представлена в ref-5:3:284-288.
Порядок настройки (r/L) определяется зазором между закаленным штифтом и закаленной втулкой в лопастях коленчатого вала. Математика этого типа поглотителя чертовски умна и подробно представлена в ref-5:3:284-288.
 Опубликованные результаты испытаний, проведенных производителем и другими пользователями, показывают, что, как правило, Fluidampr ™ становится все более эффективным при более высоких оборотах двигателя.
Опубликованные результаты испытаний, проведенных производителем и другими пользователями, показывают, что, как правило, Fluidampr ™ становится все более эффективным при более высоких оборотах двигателя.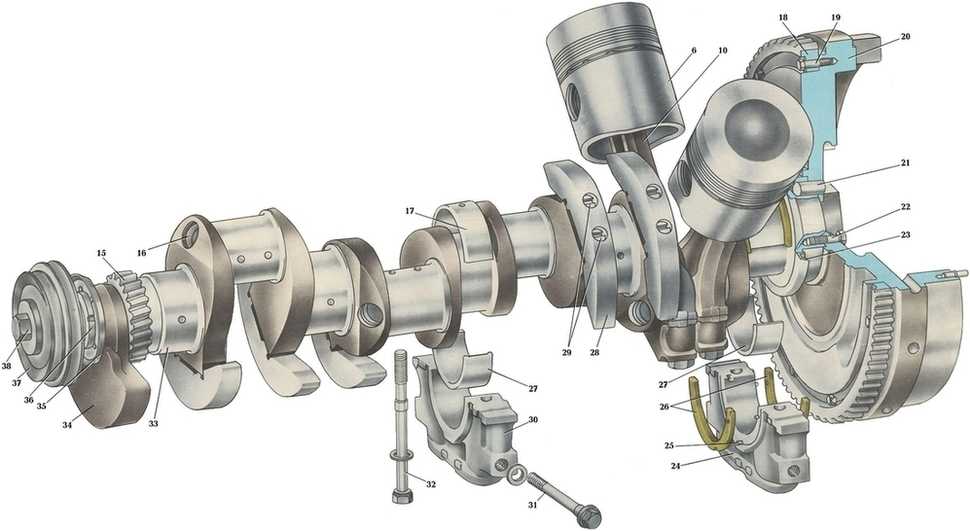 д.), (b) более легкие возвратно-поступательные компоненты, которые значительно уменьшили эффективную «грузовик», (c) более легкие компоненты сцепления и маховика, (d) удаление или добавление аксессуаров, приводимых в движение свободным концом коленчатого вала, и другие.
д.), (b) более легкие возвратно-поступательные компоненты, которые значительно уменьшили эффективную «грузовик», (c) более легкие компоненты сцепления и маховика, (d) удаление или добавление аксессуаров, приводимых в движение свободным концом коленчатого вала, и другие. Сообщается, что переработанная система была успешно протестирована более чем одной компанией-производителем двигателей NASCAR Cup.
Сообщается, что переработанная система была успешно протестирована более чем одной компанией-производителем двигателей NASCAR Cup. В-третьих, коленчатый вал Формулы-1 намного жестче на кручение, он несколько короче и имеет около 0,89″(22 мм) перекрытия шатунной шейки по сравнению с примерно 0,300″ (7,7 мм) перекрытия на чашечном кривошипе. Таким образом, жесткость при кручении по отношению к нагрузке намного выше, и резонансная частота при кручении также намного выше.
В-третьих, коленчатый вал Формулы-1 намного жестче на кручение, он несколько короче и имеет около 0,89″(22 мм) перекрытия шатунной шейки по сравнению с примерно 0,300″ (7,7 мм) перекрытия на чашечном кривошипе. Таким образом, жесткость при кручении по отношению к нагрузке намного выше, и резонансная частота при кручении также намного выше. Существуют также устройства скорости кручения, в которых используются шестерни, имеющие спиральные пружины, ориентированные по окружности, и подвижный центр (та же концепция, что и центр пружины на обычном диске сцепления).0020
Существуют также устройства скорости кручения, в которых используются шестерни, имеющие спиральные пружины, ориентированные по окружности, и подвижный центр (та же концепция, что и центр пружины на обычном диске сцепления).0020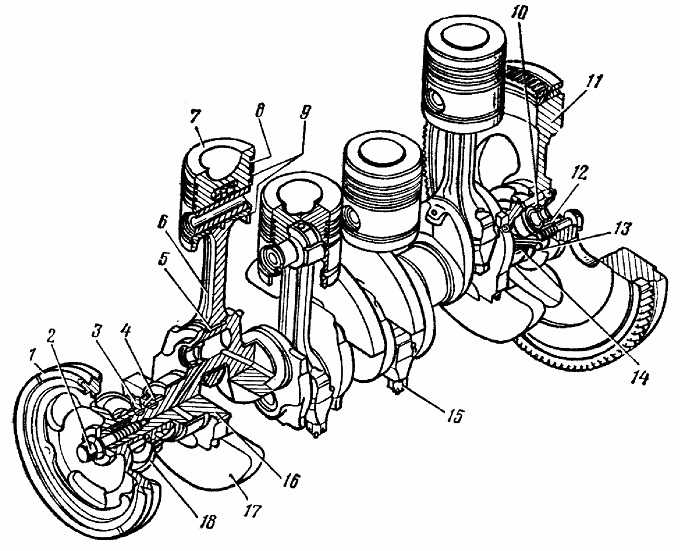 с приложением.
с приложением.Обновление предложения коленчатого вала — журнал производителей двигателей
Если распределительный вал считается мозгом двигателя, то большинство профессиональных моторостроителей называют коленчатый вал его сердцем. Подобно ритмичному изменению давления в кровеносных сосудах, обеспечиваемому сердцем, коленчатый вал управляет устойчивым ритмом движения цилиндров вверх и вниз, а следовательно, и остальной частью двигателя. Точно так же он позволяет накачивать масло (как сердце) в его центр и выходить из вращающихся шеек, расположенных под каждым шатуном и коренным подшипником.
Подобно ритмичному изменению давления в кровеносных сосудах, обеспечиваемому сердцем, коленчатый вал управляет устойчивым ритмом движения цилиндров вверх и вниз, а следовательно, и остальной частью двигателя. Точно так же он позволяет накачивать масло (как сердце) в его центр и выходить из вращающихся шеек, расположенных под каждым шатуном и коренным подшипником.
Нажмите здесь, чтобы узнать больше
Несмотря на то, что существует множество компонентов, снятие которых может привести к остановке двигателя, коленчатый вал, возможно, является одной из самых важных частей, поскольку его регулярное движение сохраняет быструю функциональность всей системы. Как самая большая и тяжелая движущаяся часть двигателя, коленчатый вал, без сомнения, является основой, из которой построен двигатель внутреннего сгорания.
По этой причине коленчатый вал обычно является первой деталью, которую ищут механики, собирающие двигатель с нуля. Тот факт, что они подвергаются очень высоким динамическим нагрузкам во время работы двигателя, означает, что строители должны тщательно исследовать, какой коленчатый вал лучше всего подходит для их применения.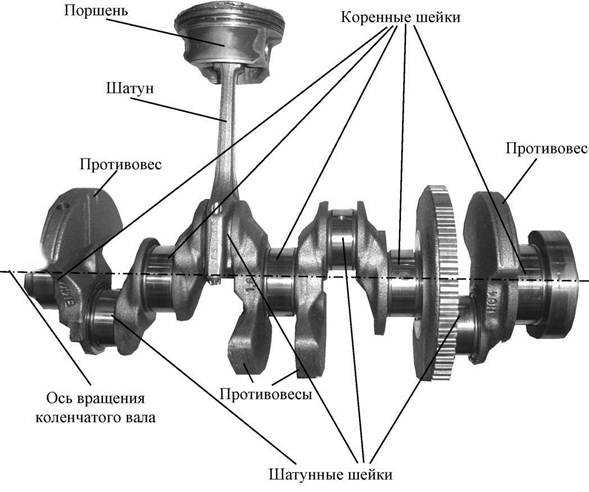
Из-за разнообразия коленчатых валов, которые можно приобрести, и того, как это влияет на двигатель, построенный на их основе, рынок коленчатых валов постоянно меняется и развивается. Итак, что сейчас популярно на рынке коленчатых валов? Трудно сказать, поскольку сегодня индустрия производительности больше, чем когда-либо, разделена между профессиональными машинистами и энтузиастами-строителями, но этот рынок энтузиастов вырос настолько, что его нельзя недооценивать. Даже за последние два года Covid расширил этот сегмент в геометрической прогрессии.
«Последние несколько лет перевернули отрасль с ног на голову, — говорит Алан Дэвис из Eagle Specialty Products. «Мы думали, что Covid устроит «долгую зиму», но увидели прямо противоположное. Спрос не упал, а резко вырос».
Eagle Specialty Products производит высокопрочные шатуны и коленчатые валы для гоночных двигателей по всей стране. Компания из Миссисипи также поставляет полные вращающиеся узлы, включая кривошип, шатуны, поршни, кольца и подшипники для многих популярных комбинаций двигателей.
Недавно компания Eagle Specialty распродала ряд товаров (включая коленчатые валы) за короткий промежуток времени. Компания всегда держала под рукой большие запасы, чтобы обеспечить быструю доставку, но с производительностью в 250% от того, что было в 2019 году, они по-прежнему быстро продаются для нескольких различных приложений.
«Хотя основой является старый добрый малолитражный Chevy, мы видели более мощные модели Ford 4,6 и 5,0 л, а также современный Chrysler Hemi», — говорит Дэвис. «Chevy LS никуда не денется и продолжает доминировать на современном рынке двигателей».
Дэвис отметил, что, хотя на чертежной доске находится несколько новых изделий для коленчатых валов, существует так много существующих заказов, что трудно выделить достаточно времени на разработку новых изделий.
Eagle Specialty предлагает ряд кривошипов с различными характеристиками, включая центральный противовес из литой стали, кованой стали 4140, заготовок из стали 4340, кованой стали 4340 и кованой стали 4340.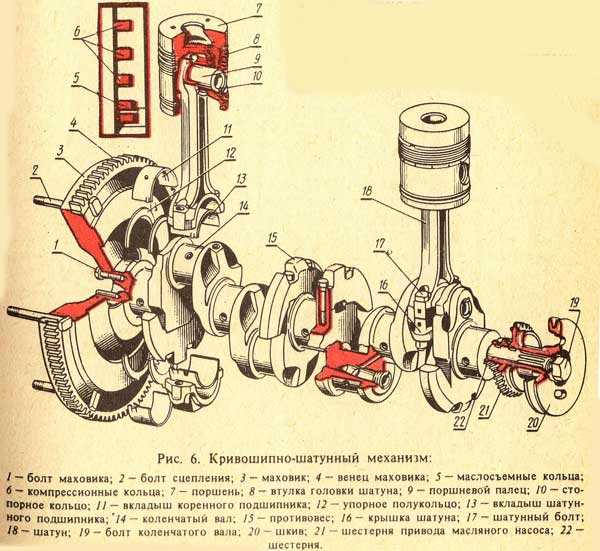 Эти предложения заполняют область автоспорта, в которой Eagles Specialty наиболее укоренилась, массовые гонки и энтузиасты трамвая.
Эти предложения заполняют область автоспорта, в которой Eagles Specialty наиболее укоренилась, массовые гонки и энтузиасты трамвая.
Литые кривошипы могут поддерживать до 500 л.с. в маленьком блоке и 700 л.с. в большом блоке, в то время как кованая кованая сталь 4140 может выдерживать до 1200 л.с., а предложения из стали 4340 использовались в двигателях мощностью до 2000 л.с. В то время как теперь они предлагают заготовку из стали 4340 для мелкосерийного производства, когда затраты на поковку несоизмеримы с производимым количеством, кривошипы с меньшей прочностью лучше продаются энтузиастам-строителям с меньшими целями по мощности.
Между производителями и строителями ведутся постоянные споры о том, что прочнее: кривошип из заготовки или кованого металла, но увеличение количества материалов и труда по сравнению с кованым кривошипом означает, что заготовка почти всегда значительно дороже. Предлагаемые заготовки вырезаются из цельного куска металлического стержня, из которого он изначально изготовлен, в отличие от скручивания и ударов, необходимых для формирования кованого кривошипа.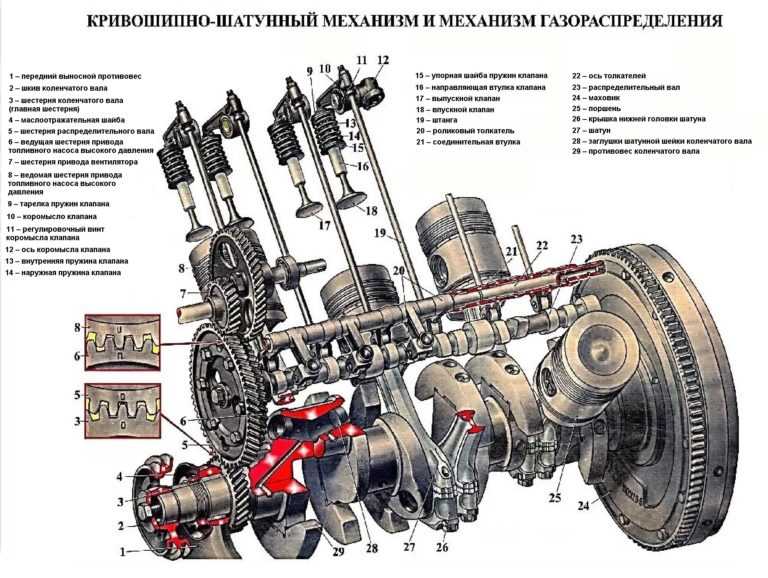
Это делает заготовку более привлекательной для одноразовых нестандартных кривошипов, отсюда и повышенная цена. Таким образом, заготовка всегда была опорой для высшего эшелона производителей двигателей и хот-роддеров, и производители кривошипов, такие как Callies, готовы поддержать эти усилия.
«Вся наша линейка ULTRA Billet изготовлена из кованой стали EN30B и Timken 4330, и это то, что эти ребята хотят для своих больших блоков Chevy и LSX», — говорит Брук Пайпер из Callies Performance. «Есть некоторые действительно дорогие материалы, которые немного прочны, но вы не можете количественно оценить прирост производительности по сравнению с большим повышением цены. Мы продаем многим дрэг-рейсерам, участвующим в гонках Top Fuel и Circle Track, и они отлично подходят для их приложений с высокой мощностью ».
Несмотря на то, что изготовленные в единственном экземпляре кривошипы из заготовок представляют собой огромный кусок пирога Callies, в последнее время они стали свидетелями наплыва энтузиастов, ищущих другие линейки их продукции.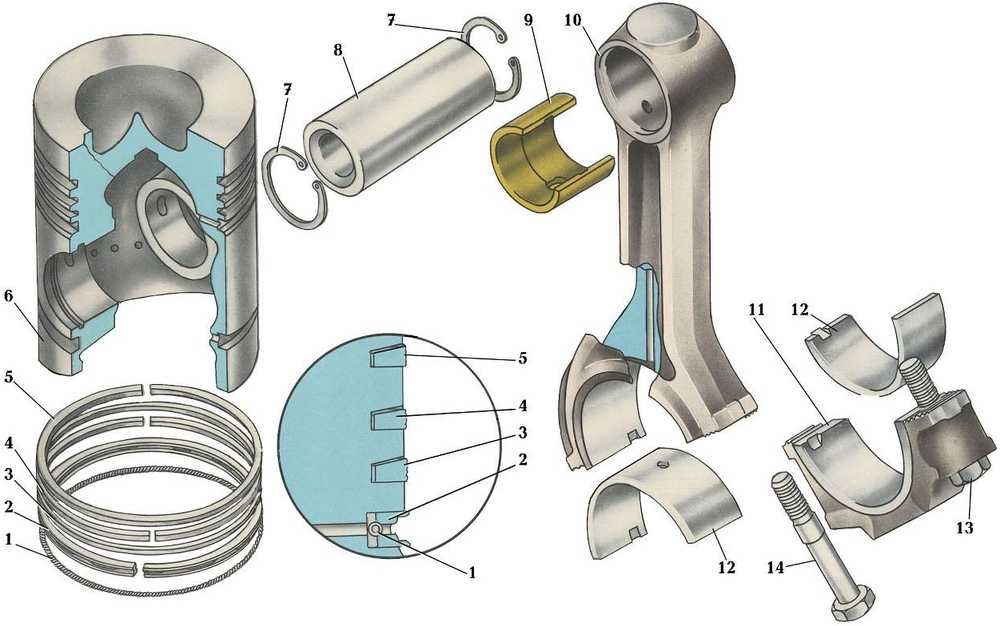 В частности, их линейка коленчатых валов из кованой стали Compstar значительно выросла после Covid, особенно на рынке дизельных двигателей.
В частности, их линейка коленчатых валов из кованой стали Compstar значительно выросла после Covid, особенно на рынке дизельных двигателей.
В целом, производство коленчатых валов со временем стабилизировалось, а кривошипы стали сильнее, чем когда-либо. У производителей двигателей часто есть постоянные заказы, когда вес и размеры шеек остаются неизменными, а производители, как правило, используют проверенный и надежный стальной материал. Напрашивается вопрос — есть ли на горизонте какие-то новые технологии?
Хотя эта практика не особенно нова, конструкции коленчатых валов с восемью противовесами или центральным противовесом были одними из самых горячих тенденций в отрасли. Callies вскоре представит кованый кривошип с восемью противовесами для малых блоков Ford 302 и 351, а также Ford Godzilla и Chrysler Gen-III Hemi.
Компания Eagle Specialty Products также начала предлагать больше коленчатых валов с центральным противовесом, чем когда-либо прежде, причем первые из них были выпущены для большого блока Chevy и LS.
Поскольку двигатели развивают большую мощность, чем когда-либо, конструкция с восемью противовесами предназначена для уменьшения изгиба коленчатого вала при чрезвычайно высоких оборотах, на которых работают эти двигатели с большим ходом поршня. Хотя они не обязательно улучшают производительность, уменьшение изгиба коленчатого вала неизбежно увеличивает срок службы кривошипа и окружающих его вспомогательных компонентов.
Будучи сердцем двигателя, долговечность имеет первостепенное значение. Независимо от того, используете ли вы LS, большой блок Chevy, небольшой блок Ford или любой другой тип двигателя, важно, чтобы вы знали все тонкости современных предложений коленчатых валов, чтобы найти правильный вариант. EB
Разработка технологического оборудования для лабораторных испытаний лазерной наплавки на месте для восстановления коленчатого вала судового двигателя Академическая исследовательская статья по теме «Материаловедение»
(I)
CrossMark
Доступно в Интернете по адресу www. sciencedirect. com
sciencedirect. com
ScienceDirect
Procedía Engineering 100 (2015) 559 — 568
Procedía Engineering
www.elsevier.com/locate/procedia
25-й Международный симпозиум DAAAM по интеллектуальному производству и автоматизации 9, DAAAM
Разработка технологического оборудования для лабораторных испытаний лазерной наплавки на месте для восстановления коленчатого вала судового двигателя
Томс Торимс*, Гунтис Пикурс, Андрис Раткус, Андрис Логинс, Янис Вилцанс, Степанс Скларикс
Рижский технический университет, транспортно-механический факультет Инженерия, кафедра технологии обработки материалов
ул. 6K-108, Рига, LV-1006
Abstract
В статье представлена разработка нового технологического оборудования для лабораторных испытаний реновации коленчатых валов судовых дизелей с использованием установки для лазерной наплавки на месте. В нем описываются технология и метод, разработанные для выполнения операций по восстановлению шатунных шеек непосредственно в картере двигателя, без снятия коленчатого вала с двигателя. Во-первых, он описывает морские коленчатые валы и распространенные неисправности их коренных и шатунных подшипников. Далее следует анализ традиционных методов ремонта коленчатого вала, а также их ограничений. Затем описываются принципы лазерной наплавки форсунок с изложением преимуществ технологии лазерной наплавки для ремонта морских коленчатых валов на месте. Далее в документе оцениваются предыдущие исследования в полевых условиях и решения по ремонту лазерной наплавки, предлагаемые в настоящее время для судовых коленчатых валов. Это также указывает на точку зрения классификационных обществ в отношении ремонта коленчатых валов с лазерной наплавкой. Подробно описывается разработка прототипа оборудования на месте, а также этапы проектирования полноразмерного прототипа, сопровождаемые соответствующим анализом и соображениями. Кроме того, приведены соответствующие расчеты для лабораторного испытательного устройства. Технологический процесс и метод, описанные в данной статье, представляют собой инновационное применение технологии аддитивного производства к актуальным требованиям современных судоремонтных предприятий.
Во-первых, он описывает морские коленчатые валы и распространенные неисправности их коренных и шатунных подшипников. Далее следует анализ традиционных методов ремонта коленчатого вала, а также их ограничений. Затем описываются принципы лазерной наплавки форсунок с изложением преимуществ технологии лазерной наплавки для ремонта морских коленчатых валов на месте. Далее в документе оцениваются предыдущие исследования в полевых условиях и решения по ремонту лазерной наплавки, предлагаемые в настоящее время для судовых коленчатых валов. Это также указывает на точку зрения классификационных обществ в отношении ремонта коленчатых валов с лазерной наплавкой. Подробно описывается разработка прототипа оборудования на месте, а также этапы проектирования полноразмерного прототипа, сопровождаемые соответствующим анализом и соображениями. Кроме того, приведены соответствующие расчеты для лабораторного испытательного устройства. Технологический процесс и метод, описанные в данной статье, представляют собой инновационное применение технологии аддитивного производства к актуальным требованиям современных судоремонтных предприятий.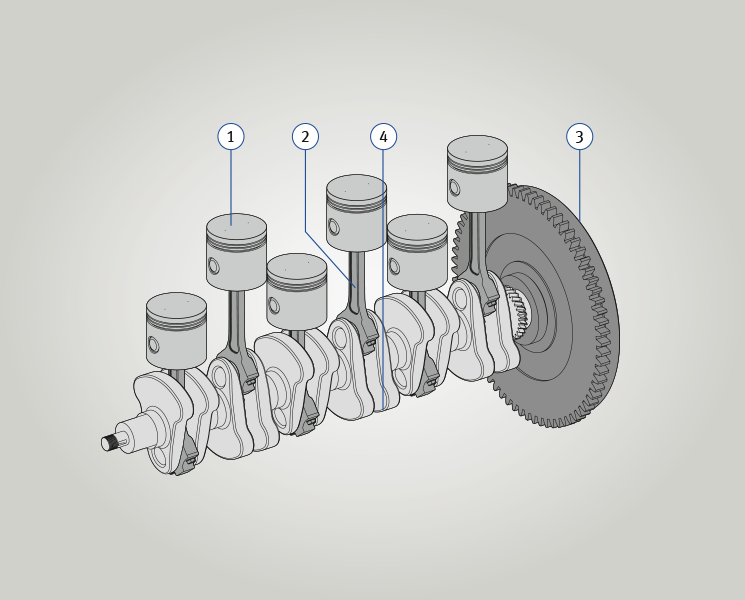 Лазерная наплавка коленчатого вала in-situ является многообещающей технологией с хорошими финансовыми перспективами.
Лазерная наплавка коленчатого вала in-situ является многообещающей технологией с хорошими финансовыми перспективами.
© 2015TheAuthors. Опубликовано ElsevierLtd. Это статья в открытом доступе по лицензии CC BY-NC-ND
(http://creativecommons.org/licenses/by-nc-nd/4.0/).
Рецензирование под ответственность DAAAM International Vienna
Ключевые слова: лазерная наплавка; коленчатый вал; морской; на месте; тесты
* Автор, ответственный за переписку. Тел.: +371 20200195; факс: +371 67089731. Адрес электронной почты: [email protected]
1877-7058 © 2015 Авторы. Опубликовано Elsevier Ltd. Это статья в открытом доступе под лицензией CC BY-NC-ND
(http://creativecommons.org/licenses/by-nc-nd/4.0/).
Независимая экспертиза под ответственностью DAAAM International Vienna
doi:10.1016/j.proeng.2015.01.405
1. Распространенные виды отказов коленчатого вала судового дизеля и повреждение шейки
Номенклатура
ширина
L окружность поверхности подшипника шейки коленчатого вала
d диаметр подшипника шейки коленчатого вала
нмин минимальная скорость вращения коленчатого вала
nmax максимальная скорость вращения коленчатого вала
iw червячная передача
is цилиндрическая передача
ibox скорость передачи
fmax частота инверторного блока для максимального вращения коленчатого вала
fmin частота инверторного блока для минимального вращения коленчатого вала
осевая скорость перемещения лазерной головки по поверхности шейки шатуна
VAmin минимальная осевая скорость перемещения лазерной головки по поверхности шейки шатуна
m модуль зубьев
z количество зубьев
nASmax максимальные скорости вращения для шагового двигателя с осевым приводом
nAsmin минимальные скорости вращения для шагового двигателя с осевым приводом взрыв в возвратно-поступательное движение. Это линейное движение преобразуется во вращательное движение, которое можно использовать для вращения коленчатого вала. Коленчатый вал постоянно подвергается действию силы взрывов, энергию которой он передает на маховик двигателя (см. рис. 1, 1), который, в свою очередь, передается на вал, соединенный с главным механизмом. Коленчатые валы являются наиболее важной частью любого двигателя. Поэтому они спроектированы так, чтобы быть жесткими, с высокой прочностью на кручение, способной выдерживать экстремальные нагрузки. [1]
Это линейное движение преобразуется во вращательное движение, которое можно использовать для вращения коленчатого вала. Коленчатый вал постоянно подвергается действию силы взрывов, энергию которой он передает на маховик двигателя (см. рис. 1, 1), который, в свою очередь, передается на вал, соединенный с главным механизмом. Коленчатые валы являются наиболее важной частью любого двигателя. Поэтому они спроектированы так, чтобы быть жесткими, с высокой прочностью на кручение, способной выдерживать экстремальные нагрузки. [1]
Коленчатый вал состоит из трех основных компонентов:
— Шатунная шейка (2), которая получает энергию, создаваемую управляемым взрывом внутри двигателя.
— Коренная шейка (3), которая поддерживает коленчатый вал внутри коренных подшипников.
— Кривошипные шейки (4), которые соединяют две шейки вместе.
Рис. 1. Основные компоненты коленчатого вала.
Коленчатый вал также подает смазочное масло к шатунным шейкам, крейцкопфам, верхним подшипникам и поршням. Это включает в себя сложные и тщательно отполированные масляные каналы (5) через коленчатый вал без снижения жесткости или прочности или создания областей с высоким напряжением. Существует четыре основных типа современных коленчатых валов:
1. Сборные коленчатые валы, в которых шатунная шейка, коренная шейка и шатунные шейки изготавливаются отдельно, а затем соединяются вместе с помощью термоусадочной посадки и опираются на трение для предотвращения проскальзывания.
2. Полусобранные коленчатые валы, в которых шейки и коренные шейки и/или шатунные шейки и шатунные шейки откованы как единое целое, а затем сжаты вместе. Эти методы необходимы для больших двигателей, поскольку невозможно построить очень большой коленчатый вал из одного куска металла.
3. Сварные коленчатые валы, запатентованные MAN-B&W. Они состоят из стенки, половины коренной шейки и половины шатунной шейки, сваренных вместе.
4. Двигатели меньшего размера имеют полностью кованые коленчатые валы, изготовленные из цельного куска металла. Шейки коленчатого вала (являющиеся рабочими поверхностями) закалены.
Непрекращающиеся условия работы и интенсивный износ поверхностей коренных и шатунных шеек коленчатого вала судового дизеля, наряду с возможными нарушениями смазки, приводят к различного рода повреждениям поверхностей шейки. Обычными дефектами на поверхностях цапф являются гребни, надрезы, борозды, надрывы, следы и образование нароста (см. рис. 2). Износ также приводит к недостаточным геометрическим зазорам шеек коленчатого вала, таким как округлость и центровка.
Рис. 2. Распространенные неисправности коренных шеек дизеля.
Вышеуказанные повреждения также влияют на механические свойства поверхностей шейки. Это может привести к снижению твердости и жесткости или, наоборот, к чрезмерному упрочнению поверхности. Таким образом, поверхности коренных и шатунных шеек коленчатого вала судового дизельного двигателя требуют регулярного ремонта для частичного или полного восстановления изношенных шеек коленчатого вала. Такой ремонт обычно производят в мастерской, предварительно сняв коленчатый вал с двигателя и в последующем выполнив шлифовку шеек на стационарных станках. Коленчатый вал обычно закреплен по центру и вращается вокруг своей центральной оси.
При необходимости в специализированных береговых мастерских также выполняются различные другие операции по наращиванию. Затем шейка коленчатого вала обрабатывается до требуемых размеров в соответствии со спецификациями производителя.
Шейки коленчатых валов могут быть восстановлены с использованием различных технологий, таких как обычная наплавка TIG/MIG/MAG, плазменная наплавка и напыление. Эти методы восстановления поверхности одобрены большинством классификационных обществ судов, но их использование ограничено только в цеховых (наземных) условиях, они требуют много времени
и может выполняться только на очень сложном оборудовании. Другие ручные операции (например, металл/пластмасса, шлифовка и притирка) могут выполняться для экстренного ремонта и обеспечивают только временное решение.
В то же время ни одна из этих традиционных технологий не может быть использована на борту корабля для полного восстановления изношенных поверхностей шейки коленчатого вала. Однако зачастую ремонт шатунных шеек приходится производить непосредственно на борту судна или даже в море, а не в комфортных условиях береговых сооружений. Было проведено всестороннее исследование того, как использовать технологию лазерной наплавки для ремонта коленчатого вала на месте. Решением этой технологической задачи было найдено закрепление сопла лазера на уже разработанной платформе оборудования для безразборной шлифовки шеек коленчатого вала [2].
Лазерная наплавка имеет много преимуществ по сравнению с вышеупомянутыми обычными процессами нанесения покрытия [3]. Он может обеспечить гораздо более высокое качество покрытия с минимальным разбавлением и искажением, предлагая улучшенные параметры качества поверхности. Полученный поверхностный материал имеет характеристики, аналогичные или даже лучшие, чем у оригинала. В целом преимуществами лазерной наплавки являются: а) сокращение времени производства; б) усиленный термоконтроль; в) удовлетворительный ремонт деталей; г) изготовление функционально дифференцированной детали; д) производство умных конструкций. Гибкость лазерной наплавки постепенно признается промышленностью и спонсорами исследований. Потенциал этой технологии огромен, и исследовательские группы по всему миру продолжают вносить свой вклад в ее развитие с помощью исследовательских программ, промышленных приложений и обучения студентов методам лазерной наплавки [4].
2. Оценка предыдущих исследований и современных решений лазерного ремонта наплавки в судоремонтном секторе
За последние 10-15 лет лазерные технологии стали коммерчески доступными и доступными для судоремонтников. Затем судоремонтная промышленность и научные круги начали рассматривать возможность применения лазерной наплавки и лазерной наплавки механических компонентов судовых дизельных двигателей, включая восстановление поверхности коленчатого вала. В своей статье [5] авторы рассмотрели вопросы свойств материалов, однако не представили технических решений или приложений для самой технологии лазерного наращивания. В другой статье [6] описывается метод лазерной наплавки коленчатого вала. Однако описанная методика ограничена цеховыми условиями и не является технологическим решением на месте. В технико-экономическом обосновании [7] сделан вывод о том, что после создания, испытаний и одобрения компетентными органами такая технология станет инновационным решением для ремонта коленчатых валов на судах. Это может открыть новую область применения лазерной наплавки и принести значительные экономические выгоды.
Еще одна важная статья в этой области [8] посвящена недавнему прогрессу в производительности, точности и качестве изготовления лазерной оболочки и аддитивного слоя. Недавно «Институт материалов и лучевых технологий Института Фраунгофера IWS» продемонстрировал лазерную наплавку с помощью индукции. Эта новая гибридная технология сочетает в себе высокую скорость осаждения с превосходными свойствами покрытия. Прямое лазерное напыление металла — это новая концепция производства и ремонта компонентов, а также модификации геометрических поверхностей.
Этот анализ ясно показывает, что лазерная наплавка может применяться для ремонта коленчатого вала судового дизельного двигателя на месте. В связи с этим начата разработка технологического оборудования для лабораторных испытаний восстановления коленчатых валов судовых дизелей с помощью установки лазерной наплавки на месте.
Хотя лазерная наплавка деталей судового оборудования и дизельных двигателей еще не полностью принята соответствующими классификационными обществами (см. главу ниже), в настоящее время несколько судоремонтных предприятий по всему миру предлагают услуги по лазерной наплавке. Например, немецкое предприятие Gall & Seitz System GmbH предлагает восстанавливать изношенные и поврежденные детали (например, поршни, валы и другие вращающиеся детали) с помощью порошковой лазерной наплавки. Эта компания также предлагает мобильную роботизированную установку для лазерной порошковой наплавки крупных, неподвижных или относительно недоступных деталей в других мастерских, на кораблях, промышленных предприятиях или даже в полевых условиях [9]. ]. Еще одна европейская судоремонтная компания, которая, как известно, предлагает услуги по лазерной наплавке, — греческая KIMI SA [10]. Эта компания предлагает восстановить в своей мастерской различные компоненты двигателя, в том числе коленчатые валы, рабочие колеса из дуплексной нержавеющей стали и восстановление поршней 4-тактных двигателей. Голландская компания Stork Gears & Services BV [11] предлагает аналогичные услуги по различным модификациям и ремонту валов, включая услуги быстрой лазерной наплавки на месте и ремонт с помощью мобильной роботизированной системы, аналогичной системе Gall & Seitz.
Вышеупомянутые примеры ясно иллюстрируют заинтересованность судоремонтной, нефтегазовой и оффшорной промышленности в мобильных приложениях лазерной наплавки. Тем не менее, ни один из них не предлагает настоящего решения на месте для покрытия коленчатого вала судового дизельного двигателя.
3. Технологический процесс лазерной наплавки и его состояние
Лазерная наплавка стала важным инструментом для промышленного применения, включая ремонтные технологии, а также усовершенствование и производство новых деталей. В стандартных приложениях используется несколько компонентов для выполнения
Процесс лазерной наплавки: лазерный источник, лазерное оптическое волокно, необходимая оптика, наплавочная головка для подачи порошка или проволоки, программное обеспечение для управления и обработки [12, 13].
Основное применение, предлагаемое в данной статье, – технология ремонта. В частности, основное внимание уделяется технологии ремонта корабельных шеек коленчатого вала на месте. Данная технология ремонта коленчатого вала находится в начальной стадии своего развития, и данная статья посвящена выбору облицовочной насадки. В случае ремонта корабельных шеек на месте к лазерному соплу и оборудованию подачи материалов предъявляются особые требования [14]:
• хорошая доступность;
• пригодность оборудования для длительной обработки;
• высокая эффективность подачи материалов;
• гибкость, возможность интеграции оборудования для лазерной наплавки;
• Способность к разнонаправленным движениям во время обработки.
• результат должен быть достоверным и качественным.
Обрабатывающие головки — несколько типов насадок используются для адаптации к различным формам материала (порошок и проволока) (рис. 3), формированию лазерного пятна (круглое, квадратное и прямоугольное), размеру и направлению подачи материала.
Лазерный луч Лазерный луч
■) б) в)
Рис. 3. Лазерная наплавка [4].
В целом тип сопла, угол профиля порошковой струи и размеры порошковой струи на площади ванны расплава влияют на эффективность порошковой наплавки [15]. На рис. 3 показаны типы технологических головок, которые наиболее часто используются для широкого спектра задач лазерной наплавки.
Технологическая головка подачи проволоки (рис. 3а)) обеспечивает высокую эффективность использования материала и хорошую чистоту процесса. Но эти технологические головки обеспечивают наименьшую скорость наплавки по сравнению с порошковыми соплами. Проволока может подаваться в ванну сбоку (РИС. 3а)) или для разнонаправленных наплавляемых головок проволока подается перпендикулярно к ванне, а оптически расщепленный лазерный луч концентрируется вокруг проволоки. На головке используется специальная оптика, поэтому размеры технологической головки без каких-либо изменений не подходят для применения при замене коленчатого вала [13].
Форсунки для бокового впрыска (рис. 3 б)) обеспечивают наплавку в одном направлении. Эффективность и скорость нанесения покрытия самые низкие по сравнению с другими головками для порошковой обработки; кроме того, поток направлен в одну точку, что может увеличить риск брака. Симметричное сопло для впрыска скрытого порошка позволяет достичь как минимум двух направлений наплавки при использовании двух инжекторов. Процесс имеет более высокие скорости и эффективность плакирования по сравнению с системами а) и б). Одним из недостатков такой системы является сложность обеспечения эффективного охлаждения при использовании отдельных элементов. А эффективное охлаждение является ключевым фактором при длительных процессах защиты оборудования в условиях эксплуатации.
Универсальная система коаксиальных форсунок (рис. 3c)) полезна, когда требуется несколько модификаций. В основном это различные инжекторы для порошка, отдельные порошковые каналы или кольцевые щели, которые используются для пятен различных размеров и форм. Кольцевая щель предназначена для плавной и стабильной подачи порошка на плоские и слегка наклонные поверхности. В отличие от сопла кольцевого щелевого типа, отдельные каналы для порошка допускают меньший угол наклона обрабатывающей головки, но при этом ухудшается качество подачи порошка. Наиболее распространена симметричная подача порошка, все в одном компактном корпусе (рис. 4), где может быть обеспечено эффективное охлаждение. Процесс коаксиальной порошковой системы более эффективен, а скорость плакирования выше. Кроме того, с помощью этой системы форсунок может быть обеспечен дополнительный безопасный поток газа, что способствует повышению качества
Качественная наплавка и формирование потока порошка, что способствует еще более высокой эффективности. Безопасный газ стандартно используется для транспортировки порошка, а также для защиты оптических элементов от отражающих процесс частиц, которые могут повредить оборудование. Все эти преимущества объясняют, почему сопла коаксиальной системы широко используются в промышленности. Приблизительно 60-80% промышленных наплавок выполняются с использованием форсунок подачи порошка. Более того, исследования показывают, что до 98% обычных задач можно выполнять с помощью коаксиальных сопел
Преимуществом порошковой системы является возможность одновременного объединения в распределителе порошка и подачи до четырех различных порошковых материалов (например, на основе железа, никеля или кобальта) и карбидов ( например, WC, VC, TiC), а также керамика. Вышеупомянутые системы сопел подходят для производственных нужд с мощностью лазера до 10 кВт.
Все эти преимущества объясняют, почему коаксиальные сопла являются наиболее распространенными технологиями замены корабельных шеек. Для первых этапов технологии восстановления на месте будет использоваться имеющееся оборудование без существенных модификаций. Кроме того, доступное пространство области покрытия может даже привести к модификации конструкции сопла для улучшения доступа. Мы можем даже ожидать увидеть различные формы пятен, такие как прямоугольники или квадраты. Несмотря на высокую эффективность порошка, не все порошкообразные материалы можно наносить на коленчатый вал. Следовательно, подача наплавленного металла на основе проволоки с полным использованием присадочного материала может использоваться в качестве альтернативы порошковому процессу.
4. Технология лазерной наплавки для ремонта коленчатых валов судов на месте
Разработан полномасштабный функциональный прототип установки лазерной наплавки на месте для восстановления и ремонта поверхностей шейки коленчатого вала (см. рис. 5). Принципы этой заявки изложены в Патенте Латвийской Республики №. B24B5/42 — Устройство и способ для ремонта и восстановления поверхностей шеек коленчатого вала на месте с помощью лазерной наплавки [16] и являются предметом международной заявки на патент PCT/LV2013/000006 от 18. 07.2013 — Аппаратура и метод безразборного ремонта и восстановления поверхностей шеек коленчатого вала с помощью лазерной наплавки [17].
Поврежденная поверхность шейки коленчатого вала восстанавливается путем установки устройства позиционирования и направления сопла лазерной наплавки непосредственно на галтели шейки коленчатого вала. Этот прототип устройства в настоящее время создается. Основные соображения по этому проекту представлены ниже.
[14, 8].
Рис. 4. Форсунки серии Coax от Fraunhofer IWS [15].
Рис. 5. Прототип устройства лазерной наплавки для ремонта коленчатых валов судов на месте.
5. Текущее мнение классификационных обществ относительно лазерной наплавки шеек коленчатого вала
Авторы этой статьи обратились к отдельным классификационным обществам (членам IACS — Международной ассоциации классификационных обществ) относительно их позиции относительно применения технологии лазерной наплавки для ремонта судовых дизельных двигателей. Были запрошены соответствующие технические требования к ремонту коленчатых валов – восстановлению и восстановлению коренных и шатунных шеек.
Бюро Веритас рекомендовало обратиться к производителям дизельных двигателей, так как эти аспекты не рассматриваются классом. Компетентность принадлежит производителям двигателей. Предположительно размер двигателя также будет иметь значение при реализации этой технологии. Процедура ремонта представляется классу, и они принимают соответствующее решение в каждом конкретном случае, в зависимости от метода ремонта. Обычно класс зависит от опыта производителя в этом вопросе.
Lloyds Register заявил, что в настоящее время единственными процессами, которые применяются к коленчатым валам, являются электролитическое покрытие никелем, хромом или железом и термическое напыление. Фирмы, производящие ремонт коленчатых валов двигателей, установленных на судах, зарегистрированных в Регистре Ллойда, должны быть одобрены Регистром Ллойда. При термическом напылении каждое применение рассматривается в индивидуальном порядке. В настоящее время лазерная наплавка не является общепринятым процессом ремонта коленчатых валов или главных гребных валов, поскольку, поскольку это процесс плавления, существует риск того, что зона термического влияния может иметь высокую твердость и привести к вредным остаточным напряжениям.
Det Norske Veritas — Germanischer Lloyd (DNV-GL) принимала участие в соответствующих исследовательских проектах. Оба занимаются в основном ремонтной сваркой коленчатых валов с помощью лазерной наплавки. Привлечен отдел сварки DNV-GL. В DNV-GL заявили, что в системе нет конкретной технической спецификации, касающейся лазерной наплавки (ремонта/наплавки) шеек коленчатых валов судовых дизельных двигателей. Основная причина этого заключается в том, что DNV-GL обычно считает, что ответственность за этот вопрос лежит на производителе. В каждом случае должен быть выполнен аналогичный ремонт, и соответствующая процедура будет рассмотрена/оценена отдельно Классом (при условии, что нам неизменно дается согласие специалиста изготовителя). Существуют определенные требования в рамках внутренней систематики, в основном включающие критерии приемлемости судовых дизельных двигателей в этом отношении, чтобы обеспечить некоторые важные рекомендации для присутствующих инспекторов. Была предоставлена ссылка на прежние Инструкции для инспекторов DNV [18]: «(…) Металлическое покрытие, например, газопламенное напыление, электродуговое напыление, плазменное напыление, электролитическое осаждение и плакирование, не является приемлемым методом ремонта. для коленчатых валов, особенно не в зонах повышенных нагрузок, таких как галтели и опорные поверхности; (…) Если при осмотре будут обнаружены какие-либо признаки металлического покрытия в зонах повышенных напряжений, вал подлежит забраковке. , области с более низкими нагрузками могут быть приемлемыми, но их всегда следует обсуждать с DNVHQ до получения разрешения на приемку (…) Указание: если после специальной оценки рассматривается вопрос о приемке коленчатого вала, первоначально сертифицированного другим классовым обществом, обратите внимание на то, что некоторые классификационные общества допускают металлическое покрытие галтелей и шеек. Обычно это указывается в акте о ремонте. В таких случаях и со ссылкой на вышеизложенное коленчатый вал не принимается».
6. Разработка прототипа лазерной наплавки на месте шатунных шеек коленчатого вала судового дизельного двигателя
Разработка прототипа началась с получения настоящего корабельного коленчатого вала и создания макета основания коленчатого вала (см. рис. 6). Для испытаний был выбран коленчатый вал среднеразмерного судового дизеля Skoda/CKD типа «6-27.5 A2L». Цель проекта состояла в том, чтобы попытаться разместить сопло для лазерной наплавки на корпусе коленчатого вала корабля и разработать процесс лазерной наплавки на месте. Конечным результатом проекта должна стать применимая на месте технология восстановления поверхности коленчатого вала.
Рис. 6. Рама станины коленчатого вала с зубчато-цепной передачей коленчатого вала.
Исходные данные для разработки системы наплавки коленчатого вала были определены параметрами оборудования для лазерной наплавки: скорость наплавки v = 200-3000 мм/мин и ширина наплавки b = 2-16 мм. Важно отметить, что b = 16 мм можно было получить только при использовании прямоугольного сопла. Эти базовые справочные данные использовались для первоначального расчета механической конструкции, размера и типа устройства наведения лазерного сопла. 9= 0335 об/мин (3)
После этого шага стали доступны данные для максимальной и минимальной частоты вращения коленчатого вала. Из-за относительно небольшой скорости вращения необходимо было в обязательном порядке уменьшить передачу. Самый простой способ добиться такой низкой скорости и вариаций — уменьшить передачу. При рассмотрении лучших решений были определены 12-полюсный двигатель переменного тока, червячный редуктор и преобразователь частоты. Кроме того, использование преобразователя частоты облегчает регулировку скорости вращения. В данном случае использовался редуктор скорости вращения от зубодолбежного станка «5107». Этот агрегат приводится в движение оригинальным трехфазным асинхронным двигателем мощностью 0,6 кВт с частотой вращения 1410 об/мин при частоте 50 Гц и имеет двухступенчатый редуктор в редукторе с червячной передачей iw = 13 и цилиндрической зубчатой передачей = 4,4. Комплектная коробка передач обеспечивала коэффициент передачи ibox = 57,2.
Дополнительно для стабильной и надежной скорости вращения коленчатого вала была построена передаточная цепь от нашей коробки передач к коленчатому валу (см. рис. 6). Это был один из самых удобных способов передачи от двигателя переменного тока к коленчатому валу. Передаточное число цепной передачи было определено с учетом оптимальной конструкции и снижения скорости. Передаточное число цепной передачи в модели установлено равным 4,77. Таким образом, вместе с коэффициентом передачи коробки передач для этого приложения было получено значение i = 273. 9= 5-16 об/мин (4)
Отсюда можно рассчитать частоты инвертора для максимального и минимального вращения коленчатого вала 0,335x273x50 _ „ . ..
Jmin — — _ — _ J.z4nZ (6)
«50 1410 1 7
После этого, зная скорость вращения, можно рассчитать осевую скорость перемещения головки лазера по поверхности шейки шатуна:
vAmax = Umax x bmax = 5,03 x 16 = 80,48 мм/мин (7)
vAmin = nmin x bmin = 0,335 x 2 = 0,67 мм/мин (8)
Расчеты, приведенные выше, потенциально позволяют нам выбрать меньший шаговый двигатель (или шаговый двигатель), способный работать в расчетном диапазоне скоростей, будучи при этом достаточно малым. чтобы вписаться в механическую композицию. Для первоначального проектирования были выбраны редукторные шаговые двигатели Nema 11 с планетарными редукторами 1:100.
Выбранный шаговый двигатель может обеспечить номинальную скорость 2 об/мин и макс. крутящий момент 4 Нм. Эти данные в свою очередь позволили подобрать оптимальные размеры (наименьшие) реечных и зубчатых элементов для осевого перемещения сопла. Наименьшая возможная прямозубая шестерня, которая сохраняет долговечность и может быть установлена на оси шагового двигателя 6 мм, представляет собой прямозубую шестерню с модулем зубьев 9.0020
m=1, а наименьшее возможное количество зубьев равно 14. Для этого размера цилиндрического зубчатого колеса и перемещения рейки длина за 1 оборот будет такой же, как окружность делительной окружности цилиндрического зубчатого колеса:
Lsg = dpxn = 14 x 3,14 = 43,96 мм (9)
Где m = модуль зуба
z = количество зубьев
Отсюда были получены минимальная и максимальная скорости вращения осевого шагового привода: 11)
vAmax 80,48
lSG _ 43,96
vAmin 0,67
lSG 43,96
Рис. 7. Шаговые механизмы на раме позиционирования сопла. 1 — степпер дистанции фокусировки; 2 — шаговик угловой центровки; 3 — шаговый двигатель осевого перемещения.
Аналогичным образом были рассчитаны скорости вращения для степперов фокусировки лазерного сопла и степпера углового привода.
Для правильного позиционирования угла сопла было рассмотрено использование двух шаговых приводов с планетарным редуктором NEMA 11. Эти шаговые приводы работают одновременно с обеих сторон корпуса сопла. Наклонный механизм рассчитан на максимальный угол поворота 5° в обоих осевых направлениях коленчатого вала (см. рис. 7). Кроме того, возникла необходимость в угловом шаговом механизме, чтобы добраться до углов поверхности подшипника скольжения. В результате полный угол перемещения угловых степперов составляет 10°.
Для фокусировки лазерного сопла были задействованы два невыпадающих линейных привода NEMA 11 с длиной хода 31,5 мм. Как и при угловой центровке, было предложено использовать два линейных привода, по одному с каждой стороны, для обеспечения более точного и стабильного вертикального перемещения сопла лазера. Эти линейные степперы должны обеспечивать правильное расстояние между соплом лазера и обрабатываемой поверхностью. NEMA 11 с ходовым винтом обеспечивает осевое перемещение на 0,0032 мм с шагом 1,8°, что обеспечивает очень точную фокусировку сопла.
Важно отметить, что описанное выше устройство все еще находится в стадии разработки и в этой статье приведены только самые актуальные и определенные расчеты. Дальнейшие выводы будут доступны после серии полномасштабных механических испытаний и испытаний наведения.
Заключение
Условия работы судовых двигателей и их интенсивный износ, сопровождающийся возможными нарушениями смазки, могут привести к серьезным повреждениям поверхностей шейки коленчатого вала, таким как выступы, порезы, канавки, надрывы, следы и образование наростов. Следовательно, необходим регулярный ремонт этих поверхностей. Обычно эти ремонты выполняются в мастерской после демонтажа судового двигателя и вывоза коленчатого вала на берег. При необходимости выполняются различные виды наплавочного ремонта на специализированных машинах. Однако ни один из них не предусматривает возможности ремонта коленчатых валов двигателей на борту корабля, что сэкономит время и деньги.
Оценка предыдущих исследований в этой области и современная промышленная практика подтвердили, что лазерная наплавка может быть успешно применена для восстановления коленчатых валов. Расследование показало, что ремонт лазерной наплавки коленчатых валов судовых двигателей еще не принят классификационными обществами. В то же время несколько судоремонтных предприятий уже предлагают услуги по лазерной наплавке. Имеются прямые указания на то, что судоремонтная, нефтегазовая и морская отрасли
проявляют большой интерес к мобильным приложениям лазерной наплавки. Поэтому были проведены исследования о том, как использовать технологию лазерной наплавки для ремонта на месте шатунных шеек коленчатых валов.
Было подтверждено, что коаксиальная насадка является оптимальным решением лазерной головки для ремонта коленчатого вала на месте. Для первоначальных испытаний использовались коммерчески доступные лазерные компоненты и оборудование. Следует обратить внимание как на проволочные, так и на порошковые растворы.
В результате вышеизложенных соображений в этой статье представлен план полномасштабного прототипа установки лазерной наплавки на месте, предназначенной для восстановления и ремонта поверхностей шейки коленчатого вала. Это устройство гарантирует, что поврежденные поверхности шатунных шеек могут быть восстановлены путем установки устройства позиционирования и направления сопла лазерной наплавки непосредственно на галтели коленчатого вала.
Приведены соответствующие расчеты и подробное описание для разработки технологического оборудования для лабораторных испытаний восстановления коленчатых валов судовых дизелей с помощью установки лазерной наплавки на месте. Это создает прочную основу для дальнейших исследований, связанных с разработанным прототипом, и особенно для возможных полномасштабных механических испытаний и настройки системы наведения.
Благодарности
Поддержку в этой работе оказал Рижский технический университет в рамках Конкурса научно-исследовательских проектов для молодых ученых № ZP-2013/ 31
Ссылки
[1] http://www. cslglobal.com/download/download_type-120.pdf — дата обращения 12.10.2014.
[2] Торимс, Т. и др., «Новая технология ремонта коленчатого вала судового дизельного двигателя на месте и ее трехмерная модель текстуры поверхности», Архив
Труды: Международный конгресс машиностроения ASME, Хьюстон (Техас), 2012 г.
[3] Франц, М., Блидтнер, Дж., Хаупт, К., «Лазерная сварка наплавлением металла в области изготовления инструментов и форм», 24-я Международная выставка DAAAM
Симпозиум по интеллектуальному производству и автоматизации, Задар (Хорватия), 23–26 октября 2013 г., Procedia Engineering, 69, 2014 г., стр. 237240.
[4] Тойсеркани, Э., Хаджепур, А. и Корбин, С. , Laser Cladding, Abingdon (Великобритания), Taylor & Francis, 2010, ISBN 1420039172.
[5] Вишневецкая И.А. и др., «Триботехническая эффективность соединения шеек коленчатого вала, восстановленного лазерной наплавкой», Тр.
SPIE 2713, 1996, стр. 301-305
[6] Келер, Х. и др. , «Лазерное восстановление коленчатых валов: от лаборатории к применению», Physics Procedia, 5 (A), 2010, стр. 387-397, ISSN 1875-
[7] Торимс, Т. ., «Устройство лазерной наплавки для ремонта морских коленчатых валов на месте», Advanced Materials Research, Vols. 712-715, 709-714, 2013(a)
[8] Брюкнер, Ф., Новотны, С., и Лейенс, К., «Инновации в лазерной наплавке и прямом осаждении металлов», SPIE Proceedings — The International
Общество оптической инженерии, 8239, 2012, статья №. 823904.
[9] http://www.gall-seitz.com/laser-powder-cladding.html, дата обращения 19.10.2014.
[10] http://www.kimi-sa.com/frontoffice/portal.asp?cpage=node&cnode=78, дата обращения 19.10.2014.
[11] http://www.stork-gears.com/services_lasercladding_onsite_laser_cladding.php, дата обращения 19.10.2014.
[12] Маджумдар, Дж. Д. и Манна, И., Изготовление материалов с помощью лазера, том. 3., Берлин, Springer Science & Business Media, 2012, с. 516
[13] Ион, Дж. , Лазерная обработка технических материалов: принципы, процедура и промышленное применение, Бостон, Баттерворт-Хайнеманн, 2005, с. 576.
[14] Торимс, Т., Брюкнер, Ф., Раткус, А., Фокеев, А., Логинс, А., «Применение лазерной наплавки для ремонта и реконструкции корабельных шеек коленчатых валов», Труды 12-я двухгодичная конференция ASME по проектированию и анализу инженерных систем, 2014 г.
[15] Лоуренс, Дж. Р., Поу, Дж., Лоу, Д.К.Ю. и Тойсеркани, Э. (редактор), Достижения в лазерной обработке материалов: технология, исследования и применение, Нью-Йорк, Elsevier Science, 2010, с. 848.
[16] IWS Fraunhofer — Fraunhofer Institute for Material and Beam Technology, Annual Report 2012, IWS Fraunhofer, Dresden, 2013. [14] Nowotny, S., «Современное использование лазерной технологии для наплавки», Surface Машиностроение, 27(4), 2011, с. 233.
[18] Новотны С., Шарек С., Кемпе Ф. и Бейер Э., «COAXn: Модульная система порошковых сопел для лазерной наплавки», в материалах ICALEO’2003 , ЛИА, 2003, Секция ЛМП, стр. 190-193.
[19] Торимс, Т. Устройство и метод для ремонта и восстановления на месте поверхностей шеек коленчатого вала с помощью лазерного наплавления. Патент Латвийской Республики №. B24B5/42, 2013.
[20] Торимс, Т., Международная заявка на патент PCT/LV2013/000006 — Устройство и способ ремонта и восстановления поверхностей шейки коленчатого вала на месте с помощью лазерной наплавки, 18.07.2013.
[21] Устаревшие инструкции DNV для геодезистов, Часть I. Классификация судов, I-C5.3, 15.10.2013. Раздел 3 Полезная информация, с. 39. Глава 3.3.3 Приемка коленчатых валов, подраздел 3.3.3.1 Общие положения. http://www.dnvgl.com/rules-standards/, дата обращения 12.10.2014.
Как обрабатывать коленчатые валы
Создано: 1 августа 2005 г.
Обновлено: 29 октября 2010 г.
Нажмите на фото, чтобы посмотреть подробнее
Вероятно, существует больше способов удержания выступающего коленчатого вала для обработки шатунной шейки, чем вызывания непроизвольного разложения у кошек. Попытка охватить их все сразу была бы сложной задачей, поэтому, пока я не чувствую себя благословленным лишним временем и энергией, эта страница техники будет ограничиваться наиболее распространенным типом вала, который, вероятно, сделает строитель на дому: выступающий, однозаходный вал, выточенный из цельного прутка. Обсуждая эту тему с The Motor Boys, мы пришли к выводу, что у каждого из нас есть любимая техника, и все они в чем-то разные, часто определяемые различными типами оборудования, которое у каждого из нас есть, и содержимым наших соответствующих ящиков для мусора. У каждого есть достоинства, и все работают. Естественно, я предпочитаю то, как я это делаю, но за эти годы это менялось 4 раза, и может измениться снова. Так что используйте эту страницу как набор идей и посмотрите, что вам подойдет.
Поворот главного журнала
Поворот шатунной шейки
- Крепление пластины Китса
- Использование 4-х кулачкового патрона
- Приспособление для смещения
- Метод резьбового штифта
- Разрезное приспособление
- Самое простое приспособление из всех
- Нет приспособления для всех!
Вариация Берта
Балансировка коленвала
ETW по балансировке коленчатого вала
Поворот главной шейки
Я прочитал (и использовал) несколько подходов к созданию выступающего вала. Способ, представленный Уэстбери в своей книге «Создание Atom Minor Mk III», должен занять первое место в списке наиболее трудоемких, но «правильных» способов, включающих тщательную разметку, центрирование сверления на противоположных заготовках с последующим (по порядку) обточкой. шатун, затем коренная шейка. Я действительно следовал этому на своем Atom Minor и изготовил бесполезный вал из-за неправильного прочтения чертежа, который дал ему больший ход, чем было место для головы. Никогда больше. В чем это действительно убедило меня, так это в том, что я ненавижу делать отметки! Я уже давно разработал процесс, частично основанный на последовательности, описанной Дэвидом Оуэном в его хорошо продуманных инструкциях по обработке самодельного дизеля Mate 2cc, который устраняет необходимость какой-либо маркировки!
Сначала несколько слов о передней части вала — бите, на котором будет стоять опора. Большинство двигателей любительской постройки будут изготовлены из стали и оставлены в мягком состоянии. Термическая обработка вызывает деформацию, требующую, чтобы вал был увеличен, а затем отшлифован до окончательного размера и выравнивания. Для «мягких» валов лучшим материалом является «стойкая к нагрузкам» сталь, если вы можете ее достать. Эти машины хорошо работают с острыми инструментами. Старый добрый 12L14 делает обработку вала удовольствием, но он немного мягкий, особенно для больших двигателей.
Теперь, поскольку вал остается мягким, он уязвим для повреждений при столкновении — обычно в виде изгиба в точке, где вал выходит из переднего подшипника, и уменьшается в диаметре, где вал наиболее уязвим. Я обнаружил, что если диаметр здесь составляет 3/16 дюйма или больше, он имеет приемлемую прочность. Если он меньше, даже устойчивость к нагрузкам будет немного слабой, поэтому для меньших валов я настоятельно рекомендую просверлить вал для ввинчивающаяся шпилька, сделанная из срезанного винта с головкой под головку, или даже с использованием высокопрочного болта, если хотите. Многие коммерческие двигатели использовали эту функцию по той же самой причине: легче заменить согнутую шпильку, чем выпрямить погнутый вал!
Теперь переходим к валу без разметки. Вырежьте заготовку длиной примерно от 1/32 до 1/16 дюйма, чем общая длина вала. Вставьте 3-х кулачковый самоцентрирующийся патрон (3JSC) и обработайте концы с минимальным надрезом. Просверлите вторую поверхность по центру, затем выдвиньте заготовку вала так, чтобы она выступала из патрона достаточно, чтобы образовалась коренная шейка. Слегка затянув кулачки патрона, установите мертвую точку в задней бабке, чтобы выровнять заготовку, затем крепко затяните патрон. Все патроны имеют биение, особенно 3-х кулачковые самоцентрирующиеся. Но даже если 3JSC не будет на 100% выровнен с осью, конечная шейка все равно будет сформирована правильно, если мы не будем мешать во время выполнения чистовых пропилов. Это необработанная веб-часть, которая будет отсутствовать, и мы можем исправить это позже.
Первые пропилы будут глубокими, чтобы удалить много металла, поэтому наклоните инструмент к задней бабке так, чтобы при его отклонении назад глубина реза становилась меньше, а не глубже. Это защитит от ситуации «положительной обратной связи», когда закапывание быстро становится самовоспроизводящимся. Вы не сможете попасть в Интернет из этой настройки, но это можно исправить позже. Уменьшите до размера шейки в пределах 50 тыс., затем переведите инструмент на очистку возле ребра и приготовьтесь к чистовой резке.
Я предпочитаю делать чистовые проходы тремя или более проходами глубиной не более 0,005 дюйма (0,010 дюйма в диаметре). Последний проход я предпочитаю делать глубиной всего 2 или 3 тысячи, чтобы оставить вал на глубине 0,0005 дюйма до не более чем на 0,001 дюйма выше размера втулки с развёрткой. Поскольку вал должен быть меньше этого размера, у нас остаётся достаточно металла для чистовой обработки. Для этого я использую заводской точильный станок, который является копией старой конструкции Sunnen. Увы, источник литья, используемый для этого инструмента, больше не используется.В качестве альтернативы можно использовать разрезной пончик с алмазной притирочной пастой, смазанной внутри, или даже кусок бумаги с зернистостью 600, подкрепленный плоской стальной линейкой, и множество масло. Несмотря на то, что ваш вал может выглядеть гладким после чистовой резки, это действительно очень тонкий винт, и необходимо удалить микроскопический спиральный гребень.Оттачивайте и полируйте, пока он не будет хорошо входить во втулку — опыт поможет вам.
Если вал должен иметь резьбу уменьшенного диаметра, поверните и обработайте (но не нарезайте) ее перед обработкой основной шейки. Нарезка выполняется в последнюю очередь, так как для этой операции нам нужно удалить центр. Что касается центров, я считаю, что «живые» (вращающиеся) центры слишком неточны для чистовой обработки валов. Вы можете использовать один из них во время зажатия бланка, но измените его на «1/2 мёртвой точки» для завершения. Вырез в этом типе центра позволяет вам направлять кончик инструмента на работу, когда она становится меньше.
Диаметр щеки кривошипа теперь должен быть совмещен с основной шейкой. То, насколько концентрично, зависит от того, как вы сформируете шатун. Если вы оставили достаточно выступающих челюстей, хорошо — сделайте это с той же настройкой. В противном случае захват вала за цапфу в цанге будет правильным и даст очень точные результаты, если у вас есть подходящая цанга. В отчаянии вал можно слегка зажать в 3JSC с помощью алюминиевой прокладки из банки для напитков, используемой для защиты отделки. Это может привести к эксцентриситету в несколько тысяч в зависимости от состояния вашего патрона. Пуристы могут зажать 4-х кулачковый независимый патрон (4JIC) и точно зафиксировать короткую выступающую часть цапфы. Однако, если вы используете приспособления со смещением, описанные ниже, эксцентриситет между стенкой и журналом на тысячу или две не будет иметь никакого значения.
Поворот шатунной шейки
Для этого процесса требуется специальный зажим или приспособление. Я видел в журналах несколько довольно причудливых рисунков для этого — не сказать, что они были непрактичными, просто необычными — я уверен, что их дизайнеры любили их! Однако все они предназначены для выполнения одной и той же основной задачи: удерживать точеную, обработанную шейку вала параллельно оси токарного станка, но со смещением от нее, чтобы шатунная шейка после обработки была идеально выровнена точно параллельно оси основной шейки.
Кроме того, некоторые конструкции, особенно предназначенные для высокой производительности, не выравнивают эти оси параллельно! Это связано с тем, что шатунный палец на шейке выступающего кривошипа будет отклоняться в разной степени в зависимости от давления, оказываемого на него шатуном. В точке, где оказывается наибольшее давление, отклонение будет наибольшим, поэтому, когда штифт выходит из параллельности, трение будет максимальным. Смещая штифт, конструкторы пытаются уменьшить это трение во время рабочего хода, допуская, что трение будет выше, когда штифт испытывает меньшую нагрузку, но, тем не менее, надеясь на общий выигрыш. Знание того, что вы добились успеха в этой игре, требует довольно сложного измерительного оборудования и изготовления нескольких кривошипов (предпочтительно запустить более одного случая, чтобы учесть производственные допуски). Мы постараемся сделать так, чтобы штифт был максимально параллелен оси кривошипа.
Пластина Китса Вот приспособление, известное как «Плита Китса» (или угловая пластина). Я полагаю, что это название происходит от английской компании, которая впервые выпустила его в качестве коммерческого изделия из каталога. Его использование должно быть очевидным: основной корпус прикручен болтами к планшайба токарного станка, а вал зажимается в продольном V-образном вырезе меньшей прижимной пластиной. пластину можно отрегулировать на лицевой панели, чтобы эта метка совпадала, а штифт повернулся.
Показанная здесь пластина (со стандартным 12-дюймовым цифровым штангенциркулем, показанным для сравнения размеров) гордо стоит на моей теневой доске и почти никогда не используется. Расход Что я нашел это:
- Он немного великоват для маленьких кривошипов, а зажимная V-образная пластина может повредить поверхность вала, если ее затянуть до точки, при которой вы абсолютно уверены, что вал не будет двигаться во время прерывистого резания.
- И наоборот, для более крупных валов буква V может быть на короткой стороне (в продольном направлении), что означает, что неподдерживаемый вал может нависать над приспособлением на угрожающую длину.
 Добавьте к этому прерывистый разрез, и существует вероятность необратимой деформации.
Добавьте к этому прерывистый разрез, и существует вероятность необратимой деформации. - Наконец, есть проблема получения комбинации слотов пластины Китса и слотов лицевой панели, которая приводит к правильному броску.
Мой окончательный вывод состоит в том, что бедное старое приспособление Китса на 90% бесполезно для той цели, для которой я его сделал. Иногда это идеальное решение (на ум приходит центральная часть вала Taplin Twin), но в целом есть лучшие, более дешевые и эффективные способы выполнения работы.
Использование 4-х кулачкового патрона Все мы знаем, что 4-кулачковый патрон способен удерживать заготовку в любом положении относительно оси станка в пределах своих возможностей, так почему бы не использовать его? Две проблемы. Во-первых, это тенденция челюстей маркировать поверхность захватываемого материала. Силы удара, возникающие при формировании шатунной шейки из-за прерывистого резания, довольно высоки, поэтому вал необходимо удерживать очень надежно. К тому времени, когда мы добираемся до шатунной шейки, шейка обычно уже полностью обточена и отточена, поэтому вероятность того, что кулачки патрона повредят поверхность, высока. Во-вторых, по мере увеличения расстояния от центра, скажем, под влиянием челюстей № 1 и 3, челюсти № 2 и 4 постепенно смещаются «от центра». Когда ход велик по сравнению с радиусом шейки, мы можем получить, что кулачки № 2 и 4 вообще не касаются заготовки и, следовательно, оставляют наш вал практически без ограничений по одной оси.
Джим Фрю (Великобритания) придумал ответ на этот вопрос: набор небольших V-образных блоков, которые эффективно обеспечивают трехточечный зажим шейки (одна губка и две стороны V), обеспечивая при этом хороший, близкий к центральная поверхность для наших кулачков № 2 и 4 для зажима, что обеспечивает полное ограничение вала по обеим осям. Если вы не очень тяжело обращаетесь со шпонкой патрона, тонкой прокладки из тонкой латуни или алюминия между шейкой вала и оголенным кулачком достаточно, чтобы защитить вал от повреждения зажимным давлением. Приспособления Джима, показанные здесь, круглые, но их также легко можно сделать из квадратного материала. V должен быть очень точным по отношению к «оси» блока, но этого нетрудно добиться при хорошей настройке стана с использованием шлицевого сверла (фрезы с 2 или 3 канавками) для получения обоих V лица одновременно.
Таким образом, после установки, вы можете либо центрироваться по отмеченному центральному выступу на конце бланка, используя воблер и DTI, либо просто синхронизировать конец бланка для достижения желаемого броска. Все, что вам нужно, — это набор блоков такого размера, чтобы при требуемом смещении губки № 2 и 4 располагались разумно по центру зажимного блока, если он круглый (если используется квадратный блок, это становится гораздо менее критичным). Простое и близкое к универсальному решение. Единственным недостатком является необходимость точности изготовления V-образного блока и отсутствие положительного ограничения вращения кривошипа под давлением чрезмерно амбициозного прерывистого резания.
Это популярное и простое приспособление. Заглушка из стали (или алюминия, или даже латуни) удерживается в 4JIC так, что она вращается с эксцентриситетом на величину, равную требуемому ходу. Затем кондуктор просверливается и расширяется до размера шатунной шейки. При желании этап развертывания можно опустить, так как нам не нужна полировка, так как вал в ней не вращается (надеюсь!). Однако при сверлении требуется осторожность, так как окончательный результат будет зависеть от того, будет ли отверстие расположено по оси приспособления. Если сверло будет блуждать, вал не будет удерживаться на линии, параллельной оси токарного станка.
После сверления реализуется одна из нескольких схем удержания вала в кондукторе. Они описаны ниже, и вы можете сделать свой выбор. При использовании приспособление просто захватывается в 3JSC, автоматически смещая глухой конец вала для поворота штифта. Как мы увидим позже, у Берта Штрейглера есть инновационная альтернатива, которая усложняет использование, но делает приспособление «универсальным», вместо того, чтобы требовать по одному приспособлению для каждого диаметра стержня и комбинации хода.
После захвата вала штифт поворачивается. Всегда имейте под рукой шатун, прежде чем делать это, если только вы не являетесь мастером-механиком, способным сделать штифты с посадкой в несуществующем отверстии (в этом случае вы не будете читать эту чепуху!) Есть два основных способа. для формирования штифта: выполнение ряда продольных проходов или выполнение еще большего количества радиальных проходов с последующими несколькими продольными чистовыми проходами. Первый позволяет снимать больше металла, но приводит к «прерывистому резанию», которое плохо влияет на инструмент, оснастку и ваши нервы. Я предпочитаю делать радиальные проходы, удаляя от десяти до пятнадцати тысяч за проход, останавливаясь, когда инструмент только начинает делать полностью круговой рез. Да, это тоже прерывистый рез, но как-то полезнее на инструменте и на нервах. Прекратите выполнение проходов, когда вы окажетесь в пределах десяти тысяч метров от перемычки, затем начните выполнять тонкие продольные проходы, пока не будет достигнут теоретический диаметр большой головки шатуна. Последний проход можно использовать для «лица» к паутине.
Посадка шатуна на шатун должна быть свободной и иметь достаточный зазор для масляной пленки. Штифт полируется с использованием традиционного 600-го захвата влажным и сухим способом, поддерживается стальной линейкой и большим количеством масла. Полируйте до тех пор, пока (очищенный) штифт не будет плавно двигаться в шатуне без какого-либо натяга. Кстати, инструмент, используемый для доводки штифта, должен иметь малый радиус вершины (или фаску), чтобы не было резкого перехода к стенке, вызывающего напряжение. Естественно, шатун должен быть скошен, чтобы приспособиться к этому радиусу.
Теперь рассмотрим способы надежного удержания кривошипа в приспособлении.
Я всегда называл его «установочным винтом», но на самом деле для него можно было бы использовать винты с головкой под ключ или с шестигранной головкой ( . В сторону: читатели из США, скорее всего, знают «установочные» винты как «установочные». Это винты без головки, которые могут полностью войти в отверстие с резьбой — отсюда и соединение «личинка», которое, кажется, пришло из Англии и прочно укоренилось в Австралии и Новой Зеландии.0719). Просверливаются два отверстия, которые радиально пересекают отверстие для вала в кондукторе. Затем в них ввинчиваются два винта, которые при затяжке будут удерживать вал на месте в зажимном приспособлении. Чтобы кончики винтов не оставляли следов на валу, две медные заглушки затачивают чуть меньше, чем меньший диаметр резьбы. Вал вставлен и колодки опущены в отверстия. Когда винты затягиваются над колодками, они немного расширяются, и резьба вгрызается в них, удерживая их на месте, когда позже будет снят вал. В приспособлении, показанном здесь, винты были выкручены, так что слизняки видны (личинки? Слизни? Звучит как банка с червями).
Мне никогда не нравился этот метод. Требуются значительные усилия, чтобы просверлить и нарезать отверстия, изготовить медные заглушки и т. д. И давление, которое они оказывают на вал, в лучшем случае незначительно, когда он удерживается от смещения при прерывистом резании. Этот метод действительно требует страховки в виде штифта, который входит в отверстие (или прорезь) в кривошипе. Я видел коммерческие кривошипы с небольшой прорезью в ободе перемычки, которая, должно быть, зацепляла штифт, препятствующий вращению. У других просверлено отверстие в шатунной шейке. Помимо помощи в статическом балансе, это еще одно хорошее место для стопорного штифта.
Положительным моментом является то, что вал можно вставить, не снимая и не опрокидывая зажимное приспособление в патроне, он подходит для производственного использования и позволяет просверливать отверстие по центру зажимного приспособления и смещать его в 4JIC с помощью воблер в самой лунке. Но я ленив; если я смогу избежать этой булавки и отверстия, которое должно совпадать с ней, я это сделаю и сделаю!
Вы можете позволить патрону обеспечить усилие зажима, просто пропилив шаблон наполовину, а затем расположив разрез на полпути между парой кулачков при затягивании. Все маленькие приспособления, которые здесь можно увидеть, делают это. Сила зажима теперь распределяется по большей площади по сравнению с двумя маленькими медными прокладками, описанными ранее. Я обнаружил, что для небольших валов этого достаточно, чтобы предотвратить нежелательное смещение, если вы будете осторожны и сделаете относительно тонкие надрезы. Также обратите внимание, что на зажимных приспособлениях (в большинстве случаев) указано, для чего они предназначены. Возможно, я никогда не сделаю еще один, но если я это сделаю, по крайней мере, я буду знать, как использовать приспособление для шляп!
Глядя на фото выше, вы увидите некоторые вариации положения пропила. После некоторых экспериментов я пришел к выводу, что показанная ориентация является нижней правой (для ML Midge в оптимуме для лучшего зажима — факт, который был бы немедленно очевиден для Слепого Фредди и его собаки, но, тем не менее, это заняло у меня некоторое время. ..
И, наконец, мы подошли к моему предпочтительному приспособлению: как только отверстие просверлено, все готово — как просто это может быть! Длина зажимного приспособления такова, что опорная гайка (и, естественно, шайба) может использоваться для очень прочного втягивания вала в зажимное приспособление. Для меньших валов ту же работу выполняет винт с цилиндрической головкой в резьбовом отверстии для шпильки. Я обнаружил, что это обеспечивает достаточную силу зажима для предотвращения вращения вала.
Если вы нервный человек, для полного спокойствия можно использовать просверленное отверстие для штифта, препятствующее вращению, описанное ранее (и показанное ниже в адаптации этого приспособления Берта). Еще одна уловка состоит в том, чтобы отцентрировать место расположения шатунной шейки после того, как приспособление установлено, и установить полуцентр задней бабки в качестве страховки от вращения. У меня было смещение валов в «раздельных» приспособлениях, но всегда из-за того, что я делал слишком глубокий рез или позволял инструменту врезаться в полотно при использовании продольного резания при самодействии. Полностью моя вина. Обычно этого не происходит. Но даже в этом случае вал можно повернуть назад, так что частично сформированный штифт окажется где-то рядом с тем, где он был раньше. Пока вы находитесь рядом, любой эксцентриситет будет устранен во время чистовых проходов, которые будут удалять не более десяти тысяч диаметра, а перемещение заготовки при такой небольшой силе резания неслыханно.
Таким образом, любой из вышеперечисленных вариантов, со стопорным штифтом или без него, можно использовать вполне успешно. Разработайте свою собственную технику изготовления приспособлений так, чтобы вы чувствовали себя в ней комфортно и уверенно. Но тарелка Китса, висящая на стене, — это всегда хороший вариант для необычной работы.
Этот метод появляется в серии Aeromodeller Дэйва Сагдена 1955 года о создании высокопроизводительного дизельного двигателя объемом 2,5 куб. См. Поэтому я назову его методом Сагдена, несмотря на то, что он не является чем-то необычным для инженеров-моделей, пока у них есть трехкулачковые самоцентрирующиеся патроны. Открытие Дэйва состоит в том, что можно собрать кулачки патрона так, чтобы они не самоцентрировались на работе!
Поместите палец на каждую кулачку патрона, нажимая на них внутрь, открывая патрон ключом. Первая челюсть, которая выскочит из свитка, будет челюстью №3. Как только вы почувствуете, что он переезжает край завитка, начните, остановитесь и снимите челюсть. Хитрость заключается в том, чтобы закрыть патрон на несколько оборотов перед заменой кулачка №3. Теперь патрон будет «центрировать» прутковый материал со смещением по направлению к кулачку №3. Сколько будет зависеть от шага вашего свитка и от того, куда вернулась челюсть по отношению к двум другим.
Сам Sugden Special имеет ход 0,600″. На моем патроне я обнаружил, что два оборота смещения дают ход 0,593″. Неплохо, но немного математики показывает, что это уменьшит рабочий объем двигателя с 2,49 см3 до 2,46 см3. Таким образом, кусок алюминиевой банки для напитков толщиной 0,004 дюйма был помещен под зажимы № 1 и 2. Когда все было затянуто, DTI теперь показал, что стержень вращался от центра на 0,601 дюйма. Я бы сказал, достаточно близко для джаза.
Как заметил Дэйв Сагден и как видно на фотографиях, патрон моего Myford не может, как выразился Дэйв, «проглотить» стержень, поэтому при формировании штифта требуется поддержка задней бабки. Это может быть небольшой центр, и, если вы хотите, булавку можно сделать слишком длинной, а часть или всю середину аккуратно отвернуть, когда булавка будет завершена. Если вы работаете с маленьким валом в достаточно большом патроне, поддержка не понадобится.
На самом деле мы видим здесь вариант использования 4-х кулачкового независимого патрона для захвата ложи. Недостатком является то, что штифт должен быть сформирован перед цапфой, и его закрепление будет немного сложнее, поэтому в конце концов нам придется сделать небольшое приспособление.
После поворота штифта, но перед возвращением патрона в нормальный режим работы, вставьте заготовку того же диаметра (или больше) с использованием тех же прокладок. Теперь просверлите отверстие в заглушке примерно на 0,010 дюйма больше, чем шатунная шейка. Отверстие будет смещено от центра на тот же ход, что и у эмбрионального вала. Дополнительный диаметр предназначен для защитной прокладки, поэтому отрегулируйте размер в соответствии с требованиями. ваш запас прокладок.
После того, как 3-х кулачковый патрон снова станет действительно самоцентрирующимся, просверлите оба конца заготовки коленчатого вала. Затем зажмите заглушку со смещенным отверстием и поверните ее лицевой стороной вниз так, чтобы заглушка имела «центр» в середине под углом 60 градусов. Не перемещайте эту деталь в патроне, пока не будет завершена шейка вала. Если вам все-таки нужно его потревожить, снова проведите по центру под углом 60 градусов после повторного зажима, чтобы убедиться, что центр находится точно на оси токарного станка.
Оберните кусок 0,004-дюймовой банки для напитков вокруг стержня, чтобы защитить его, затем установите заготовку вала между центрами. Как и при любой работе, выполняемой между центрами, этот подход имеет то преимущество, что вал можно снять со станка для проверки в любое время и заменить со 100% точностью.
Этот метод, как некоторые из вас уже заметили, аналогичен использованию 4-кулачкового независимого патрона для токарной обработки со смещением. Преимущество заключается в легкой повторяемости (при изготовлении заглушки), плюс не у всех в наши дни есть 4-х кулачковый патрон. Наконец, хотя это кажется немного странным, это работает, так что добавьте его в свой набор трюков.
Вариация Берта
Берт Стриглер добавил к используемому мной методу нововведение, которое имеет большой смысл и может побудить меня измениться. На фото показаны приспособления и приспособления, которые Берт сделал при сборке своего Pepperell. Приспособления для поворота шатунов представляют собой цилиндр со штифтом и толстой «шайбой», видимой в левом нижнем углу кадра. Во-первых, вот Берт о том, как это работает:
[Крепления шатунов] типичны для тех, что я делаю из обрезков. Основной корпус кривошипно-шатунного инструмента спереди разгружен, чтобы принять зону осевого усилия вала, в то время как основная шейка прилегает к инструменту заподлицо. Эта деталь немного длиннее опорной поверхности вала и рассверливается по размеру вала. Имеется отверстие 1/8 дюйма для длины прибора и кусок музыкального провода 1/8 дюйма, длина которого равна длине основного корпуса прибора плюс еще около 1/16 дюйма. Это работает следующим образом: музыкальный провод заостренный на одном конце, и вал вставляется в рассверленное отверстие и устанавливается на плоскую поверхность, затем проволочный штифт хорошенько ударяют молотком, чтобы получился щелчок на внутренней поверхности того, что станет шейкой кривошипа. вынимается, и в передней части стенки у выступа просверливается отверстие 1/8 дюйма глубиной около 1/16 дюйма. Теперь вал снова вставляется в приспособление, а штифт вставляется в мелкое отверстие, задняя Это выглядит так, как будто на резьбовую часть вала надевается толстая шайба, а гайка винта плотно затягивается на всем этом беспорядке, фиксируя штифт на месте. Вал просто не может вращаться. Крепление для отверстия помещается в 4- кулачок с надлежащим смещением для хода, после чего можно повернуть штифт, после чего приспособление можно вставить в цангу и цанговый держатель для фрезерования противовес и боковые рельефы.
Обратите внимание, что Берт просверливает свое приспособление в осевом направлении для вала, в отличие от тех, которые я показал выше, которые просверлены со смещением для требуемого хода. Метод Берта, по его словам, означает, что у него есть приспособление, которое будет работать для любого вала с развернутым размером и любым ходом — при условии, что он может просверлить еще одно отверстие 1/8 дюйма на смещении хода кривошипа, точно относительно отверстия. посередине (не невозможно, и не так уж сложно). Затем приспособление необходимо установить в 4-х кулачковый независимый патрон так, чтобы ось шатунной шейки проходила правильно. Этого можно добиться путем синхронизации на внешней стороне шатуна и — формованная заготовка для штифта — при условии, что они были выправлены на той же установке, которая использовалась для точения и чистовой обработки основной шейки. Вариант, предложенный Дэвидом Оуэном, заключается в удержании вала с помощью установочных винтов (нажимая на медные прокладки для защиты вала). позволяет отрегулировать отверстие для штифта 1/8 дюйма в 4JIC до того, как будет вставлен вал — невыполнимая задача, если вал удерживается в приспособлении с помощью опорной гайки.
Мой подход к сверлению отверстия со смещением упрощает настройку, так как его просто нужно вставить в самоцентрирующийся патрон с 3 кулачками. Это значительно упрощает повторную работу; преимущество для меня, поскольку я часто делаю более одного конкретного двигателя. Штифт, предотвращающий бедствие, тоже хорошая идея, хотя я обнаружил, что опорная гайка/винт очень прочно удерживает вал в приспособлении. И если он смещается, то, как правило, это происходит, когда вы делаете большие грубые пропилы перед окончательными световыми проходами, поэтому вал можно переместить достаточно близко, чтобы все снова стало хорошо в окончательных чистовых пропилах. Недостатком моих приспособлений является то, что они предназначены для определенного размера шейки и хода кривошипа, хотя мне удалось просверлить более одного смещения в одном и том же приспособлении, соответствующим образом проштамповав каждое с идентификатором двигателя для дальнейшего использования. Если я забуду (а я забыл!) Я останусь со смещенным просверленным приспособлением в ящике для приспособления и понятия не имею, для чего оно было нужно.
Балансировка
Еще одна небольшая задача, которую не часто ждут с каким-либо удовольствием, — это врезание противовесов в щеку коленчатого вала (профилирование концов шатунов, вырезы в щеках вала . .. есть ли какая-нибудь задача, которую мы с нетерпением ждем? ) Я предложу свою причину этого нежелания. Производство некоторых деталей требует больших усилий, а усилия равны времени. По мере того, как процесс приближается к завершению, затраты времени велики, и возможность удвоить время, затрачиваемое на заполнение того, что находится в руках, достигает максимума, особенно если какая-то конечная операция требует далеко не идеальной настройки. Вырезание вырезов в щеке кривошипа является одним из них, так как оно включает прерывистый рез в сочетании с проблемой закрепления заготовки.
Нарезка рельефа на щеке коленчатого вала предназначена для достижения статического баланса. На таких одноцилиндровых двигателях, как наш, невозможно достичь идеального динамического баланса. Лучшее, на что мы можем рассчитывать, — это найти разумный компромисс, попытавшись уравновесить половину совершающей возвратно-поступательное движение массы двигателя, а именно поршень, поршневой палец и нижнюю часть шатуна [LCM]. Обычно это достигается удалением металла из перемычки так, чтобы шатунная шейка располагалась горизонтально, когда вес, равный половине совершающей возвратно-поступательное движение массы, действует через ось шатунной шейки. На фотографии (из проекта Sparey 5cc) показан вал, установленный на острие ножа, с кольцом нужного веса, надетым на шатунную шейку. В этот момент можно попробовать добавить легкости поршню, но тогда вы рискуете получить легко деформируемый поршень и последующую потерю компрессии. самое неприятное происшествие!
Очевидно, металл должен быть удален с половины шейки кривошипа, которая несет шатунную шейку. Есть несколько способов сделать это; на рисунке показаны пять наиболее распространенных подходов. Я опишу их, прежде чем рассматривать крепление. Используемые имена никоим образом не являются «официальными». Я сделал их описательными (надеюсь). Обратите внимание, что есть и другие способы. Это лишь самые распространенные.
[A] Серповидные вырезы
Резак большого диаметра используется для вырезания выступа из перемычки с обеих сторон шатунной шейки. Центр дуги устроен таким образом, чтобы свести к минимуму количество металла вблизи штифта, что соответствует сохранению некоторой прочности перемычки. Нижняя степень будет на диаметре полотна или немного ниже его. Вариант этой схемы состоит в том, чтобы просверлить отверстия в перемычке по обе стороны от штифта. Я даже видел старые конструкции, в которых рекомендуется заполнять эти отверстия алюминием. Идея состоит в том, чтобы добиться уменьшения массы без уменьшения объема. Другой вариант — просверлить отверстия на противоположной стороне и заткнуть их свинцом, вольфрамом, обедненным ураном или другим легкодоступным тяжелым металлом.[B] Отрезки плоских сегментов
Это похоже на [A], но не требует фрезы большого диаметра и предлагает некоторые другие варианты удержания заготовки. Ключевым моментом в этом подходе, как и в [A], является то, что вырез может выходить за пределы линии диаметра (показанной лишь немного преувеличенной в 3D-рендеринге) для улучшения баланса. Причина в том, что до определенного момента количество металла, удаляемого при резке на «тяжелой» стороне, меньше, чем количество, удаляемое на «легкой» стороне, поэтому отношение тяжелого к легкому продолжает увеличиваться до тех пор, пока не будет достигнуто критическое значение. точка.[C] Вырезы под тупым углом
Это вариант [B], который сохраняет всю массу на «тяжелой» стороне полотна, поэтому вместо дуги у нас есть тупой угол. Недостатком является более сложная обработка, и вам нужно быть осторожным, чтобы пересечение не было настолько острым, чтобы вызвать растрескивание. Этот стиль использовался на многих старых искрах, а также на некоторых более поздних моделях. Одна крайность, которую я видел на старой конструкции, уменьшала тупой угол до прямого![D] Периферийные серповидные вырезы
Еще одна вариация на [А], за исключением того, что вырезы в виде полумесяцев сделаны только по краям паутины. Затем тонкое кольцо обычно усаживается по диаметру полотна, чтобы запечатать край. Цель состоит в том, чтобы создать эффект полной перемычки на объем картера, достигнув при этом некоторой степени баланса. Этот подход использовался на коммерческих двигателях и двигателях с высокими эксплуатационными характеристиками. Это требует более толстого полотна, чем обычно.[E] Прореживание полотна
Обычная «полноразмерная» практика состоит в том, чтобы прикрутить (или иным образом закрепить) груз к перемычке напротив шатунной шейки. Разработчики моделей часто добиваются того же эффекта, обрабатывая перемычку, концентрическую с шатунной шейкой. В результате получается больше массы там, где это нужно. Некоторые конструкции дополняют это вырезами типа [A] или [B]. Обратной стороной является усложнение профиля шатуна, чтобы избежать его забивания противовесом.Теперь перейдем к заготовке для вырезов. Обычно это последняя операция, выполняемая на валу, поэтому вероятность того, что несчастный случай испортит часы работы, максимальна. Вот как Берт Штрейглер настраивается для изготовления вырезов типа [B]. Рассматриваемый вал — это вал Брауна, а вырез соответствует этой новаторской конструкции двигателя. Берт говорит:
Вот как я придумал. У меня не так много измерительного оборудования, поэтому я часто прибегаю к графическим методам настройки. На одной картинке показан небольшой рисунок, но с тех пор я отказался даже от его использования, а просто сделал рисунок, а затем измерил, какая булавка нужна, чтобы получить то, что я хочу. Показаны три детали, используемые в сборке, и они состоят из чертежа для определения размера штифта, мягкого алюминиевого экрана с довольно большим вырезом, позволяющим зажимать шатун без вмятин на неизбежном радиусе, где шейка соединяется с валом. и необходимый распорный штифт.
На втором фото показана установка. Все, что я делаю, это надавливаю на вал, чтобы убедиться, что он находится в хорошем контакте с верхней частью губок тисков, затем слегка поворачиваю его, пока он не будет в хорошем контакте с шатунной шейкой, а затем просто зажимаю его тисками и станком. . Для другой стороны просто слегка ослабьте губку тисков, поверните вал в другую сторону и снова зажмите. Это дает идеально симметричный срез с обеих сторон. Весь зажим делается на паутине.
Кен Крофт использовал аналогичный метод для коленчатого вала MS 1. 24 (мы не всегда используем один и тот же метод):
Не знаю, как вы это делаете, но когда мне приходится отрезать ломтики от шатуна для балансировки, у меня пока только хреновый метод настройки. Для этого нужно нарисовать кривошипный диск в TurboCAD и распечатать его. Затем я вырезаю рисунок, приклеиваю его к диску и затем устанавливаю на глаз под фрезу. Результаты далеки от совершенства, и я никогда не доволен.
Итак, поскольку это работа, которую я сейчас должен выполнить на копии MS 1.2, которую я делаю, я подумал об этом и понял, насколько на самом деле просто сделать эту работу идеально.
Я нарисовал шатунный диск в TurboCAD, затем использовал модель для некоторых измерений. Я просто установил вертикальный штифт на расстояние до диска под фрезой, используя щуп с плоским концом и регистратор подачи вниз [у меня есть дешевый УЦИ на фрезе].
Затем я вырезал из диска необходимое количество торцевых фрез. Затем я повернул диск и снова установил штифт на размер диска так же, как и раньше, и удалил такое же количество с диска. В результате получается идеально симметричный диск точно необходимых размеров. Почему я не сделал это раньше?
Теперь мне нужно разработать простой метод вырезания фигурных вырезов. Это будет не так просто.
Берт и Кен использовали два разных метода измерения для обеспечения симметрии, но их основной подход одинаков. Мы все согласны с тем, что захват полотна в тисках небезопасен, особенно если кривошип небольшой. Опытные инженеры по моделированию не говорят о том, что фреза должна быть острой, скорость должна быть высокой, а рез должен быть выполнен таким образом, чтобы зубья встречались с рабочим смещением в одну сторону, чтобы обеспечить «обычное» фрезерование (а не фрезерование с «подъемом»). Даже в этом случае несчастные случаи могут случиться с лучшими из нас.
Зажим на валу дает возможность более надежной установки, но требует осторожности, чтобы не повредить то, что, вероятно, представляет собой хорошо обработанную поверхность. Поскольку оси фрезы и вала будут совмещены при использовании этой установки, фреза будет пытаться повернуть вал, подвергая нас такому же риску, как и раньше, если только нельзя будет использовать положительный помощник против вращения. Вот как Дэвид Оуэн вырезал сегменты для серии GB5, которую он и Гордон Берфорд произвели.
Обычно я рисую одноразовые детали на самом коленчатом диске, как это сделали вы. Затем я зажимаю их цангой 5c в машинных тисках. Выровняйте их по линии и зафиксируйте высоту штифта над столом моим штангенциркулем. Фактический размер не имеет смысла. Я обрезаю до нужной линии и устанавливаю вертикальный упор. Затем я поворачиваю рукоятку до тех пор, пока штифт не окажется в том же положении с другой стороны, и срезаю до упора. Я использовал метод удерживания Берта, но мне он не нравится по тем же причинам, что и вам.
На большинстве кривошипов, где разрез представляет собой прямую линию, расходящуюся от центра, удаление металла ниже центральной линии приведет к большим потерям над центром, чего мы и хотим. У меня где-то есть математика для этого, показывающая пределы.
Для кривошипов с фестончатым или параллельным вырезом на боковой поверхности предельным диаметром является диаметр. На этот тип кривошипа я снова устанавливаю цангу 5c, но с вертикальным валом.
На заводских валах я всегда просверливал отверстие 1/8″ позади шатунной шейки в качестве приводки. Вы увидите три отверстия под штифт 1/8″ на приложенном изображении 5c, на котором показан вал GB 5cc. В центральном отверстии находится вал для черновой выемки шатунной шейки из оригинального диска полной глубины.
Таким образом, я получил квадратную шатунную шейку примерно на 1 мм больше, чем окончательный диаметр, и около 0,25 мм, чтобы оторваться от поверхности коленчатого диска. Все валы завершены к этому этапу. Затем дюбель перемещают в боковое отверстие и обрабатывают одну боковую сторону от каждого вала.
Штифт перемещается на другой штифт и обрезается вторая боковая сторона. Неряшливо выглядящий кусок прокладки удерживает большую часть стружки от попадания в вертикальную цангу. Затем валы вставляются в большое приспособление со смещением 5c в Hardinge, шатунная шейка поворачивается на плюс 0,2 мм, а поверхность очищается до нуля. Затем валы закаляются и окончательно шлифуются.
Цанги 3C, используемые Дэвидом, являются лучшими коленями для этой работы. Цанга вставлена в доводчик, поэтому она не может вращаться. Затем вал прикрепляется к цанге с помощью штифта 1/8 дюйма, работающего на сдвиг (возможно, закаленного), поэтому вал не будет вращаться, поэтому сжатие зубьев не требуется. Для одноразовых валов просверлите цангу для штифта. вероятно, нет, но цанга правильного размера оказывает огромное зажимное усилие на работу, так что это все еще лучший подход.Кстати, посмотрите на штифт в центре приспособления для поворота кривошипа со смещением, показанного на втором фото.Это поможет также предотвратить нежелательное вращение вала во время поворота шатунной шейки.Очень полезно, особенно если вы делаете 150 из них вручную!
Обычно я делаю смещенное приспособление для фиксации вала при повороте шатунной шейки. Это приспособление может складываться, чтобы удерживать вал во время обработки перемычки (хотя цанги 3C в солидном держателе были бы намного лучше, если бы они у меня были). На фотографии здесь показано приспособление, сделанное для дизельного двигателя AHC, которое было повторно использовано для дизельного двигателя Sparey 5cc. В этом случае вал фиксируется затяжкой гайки гребного винта, но штифт, который Дэвид использовал с этим приспособлением 3C, был бы хорошей страховкой. Удерживающее приспособление зажимается в 3-х кулачковом патроне, привинченном к поворотному столу, установленному горизонтально под фрезой. Его также можно было закрепить в тисках с помощью V-образного блока.
Кривошипный диск помечен для выреза с использованием шаблона, подобного тому, что был у Берта. В случае с AHC и Sparey концевая фреза 3/4 дюйма была самой большой из доступных, поэтому задается серповидный радиус. Фреза располагается так, чтобы касаться как можно большей части отмеченной линии, когда она неподвижна, а оси фрезы обнулены. Затем я «откусываю» полотно снаружи, используя подачу вниз, перемещая одну ось фрезы между резами и продвигаясь не более чем на 0,030 дюйма за раз, с сильно сжатыми зубами. При достижении «нулевой» точки пиноль фиксируют, затем зачищают стороны реза путем наматывания по одной оси от нуля, затем обратно на ноль и наматывания другой рукоятки. Острый резак сделает это без проблем. Тупой будет трястись и трястись, и пытаться урвать работу. Даже острый резец оставит легкий заусенец на краю разреза. Это зачищается небольшим шлифовальным камнем в ручном инструменте Dremel — требуется большой корпус, чтобы не вызвать разбег, который ударит по шатунной шейке (требуется большее сжатие зубьев).
Изучение *партии* двигателей и чертежей в «спортивном» классе показывает, что ниже 2 куб. см (0,15 куб. дюймов) большинство опытных конструкторов не утруждают себя вырезанием полотна. Мой собственный опыт подтверждает это. Вибрация, испытываемая небольшими двигателями, невелика, и теория предполагает, что меньший объем картера из-за полного перемычки сделает двигатель лучшим топливным насосом, хотя, учитывая способность небольших двигателей переполняться, это не часто бывает проблемой.