Гильзовка
СТОИМОСТЬ ГИЛЬЗОВКИ
Наряду со штатным ремонтом отверстий блока цилиндров, включающим расточку и хонингование, в нашем техцентре также осуществляется ремонт цилиндров с помощью ремонтных гильз.
Вследствие длительной эксплуатации, низкого качества топлива, несвоевременного обслуживания, а так же неквалифицированного ремонта (выход поршневого пальца), на стенках цилиндров обнаруживаются неровности, задиры или износ такой величины, что невозможно их устранить даже при растачивании до максимально возможного размера. Блоки цилиндров с такими повреждениями можно восстановить, только установив в них ремонтные гильзы. Для этого цилиндр растачивается до диаметра, равного наружному диаметру гильзы, минус величина натяга, необходимая для надежного удержания гильзы в блоке цилиндров. Технология гильзовки разрабатывается индивидуально, в зависимости от материала блока цилиндров, толщины стенки цилиндра и т.д. При гильзовании применяются чугунные гильзы, полученные методом центробежного литья. Если ремонт блоков цилиндров, изготовленных из чугуна, предусмотрен некоторыми фирмами — производителями в технологии ремонта, то для блоков цилиндров, изготовленных из алюминиевых сплавов (сейчас таких — большинство), данные технологии не подходят. Многие производители современных двигателей не предусматривают ремонт блоков цилиндров и при поломке предлагают замену блока цилиндров в сборе или замену двигателя, что, как правило, очень дорого. Единственная альтернатива – гильзовка.
В числе прочих наш техцентр устанавливает гильзы фирмы Darton.
В нашем техцентре, основываясь на опыте различных фирм, разработана оригинальная технология ремонта алюминиевых блоков цилиндров тонкостенными чугунными гильзами.
Индивидуальный подход к каждой модели алюминиевого блока цилиндров позволяет осуществлять ремонт с максимальной надежностью фиксации ремонтной гильзы.
Применение оригинальных технологий, специального оборудования и высокая квалификация персонала, позволяет производить ремонт блоков цилиндров любой сложности.
Пример гильзовки блока цилиндров двигателя МВ 272
Современные дизельные двигатели устанавливаемые на автомобили Volkswagen и Audi (BPD,BPE,AXE,AXD и т.д.), в условиях эксплуатации в России, часто выходят из строя вследствие того, что ионно-плазменное напыление стенок цилиндров разрушается.
Наш техцентр разработал технологию гильзования таких цилиндров.
Результат работы превзошел все ожидания- ресурс двигателя вырос, по сравнению с заводским напылением.
Траектория движения хона при восстановлении гильз автотракторных двигателей методом ремонтных размеров Текст научной статьи по специальности «Механика и машиностроение»
2. Анализ основных положений и теоретических основ методики ГА позволяет сделать выводы о возможности применения ГА в целях оптимизации характеристик двигателя и трактора.
Литература
1. Журавлев С.Ю., Терсков В.А. Применение генетического алгоритма при оптимизации функционирования сложных механических систем // Вестн. КрасГАУ. — 2008. — № 4. — С. 148-153.
2. Агеев Л.Е., Шкрабак В.С., Моргулис-Якушев В.Ю. Сверхмощные тракторы сельскохозяйственного назначения. — Л.: Агропормиздат, 1986. — 415 с.
3. Агеев Л.Е., Бахриев С.Х. Эксплуатация энергонасыщенных тракторов. — М.: Агропромиздат, 1991. — 271 с.
4. Журавлев С.Ю. Влияние переменных внешних факторов на производительность машиннотракторных агрегатов // Вестн. КрасГАУ. — 2011. — № 7. — С. 148-153.
5. Журавлев С.Ю. Оценка эффективности функционирования мобильных сельскохозяйственных агрегатов с использованием тяговой характеристики трактора // Вестн.
6. Семенкин Е.С., Семенкина О.Э., Терсков В.А. Оптимизация технических систем. — Красноярск: Изд-во СибЮИ МВД России, 2000. — 325 с.
УДК 621.43. 004. 67 А.А. Махутов, Т.Е. Бадардинова,
А.Л. Токмакова, А.А. Пестерева
ТРАЕКТОРИЯ ДВИЖЕНИЯ ХОНА ПРИ ВОССТАНОВЛЕНИИ ГИЛЬЗ АВТОТРАКТОРНЫХ ДВИГАТЕЛЕЙ
МЕТОДОМ РЕМОНТНЫХ РАЗМЕРОВ
В статье приводятся результаты исследований траектории движения хона при восстановлении гильз цилиндров автотракторных двигателей во время ремонта и теоретические исследования действия абразивных брусков на стенки гильз цилиндров. Установлена причинно-следственная связь между сложившейся технологией и искажением геометрической формы гильз цилиндров.
Ключевые слова: дизель, гильза, траектория, хон, развертка, брусок, давление, технология.
A.A. Makhutov, T.E. Badardinova, A.L. Tokmakova, A.A. Pestereva THE HONE MOTION TRAJECTORY IN SHELL RENEWAL OF MOTOR AND TRACTOR ENGINES BY REPAIR SIZE METHOD
The research results on the hone motion trajectory in cylinder shell renewal of motor and tractor engines during repair and theoretical research of abrasive block actions towards the walls of cylinder shells are presented in the article. The cause-and-effect relation between the given technology and the geometrical form distortion of cylinder shells is determined.
Key words: engine, shell, trajectory, hone, scan, block, pressure, technology.
Введение. Надежность тракторных дизелей, прошедших капитальный ремонт на сегодняшний день, является актуальной проблемой. Тракторный дизель является тем агрегатом, который обуславливает ресурс трактора в целом. Известно, что 34…45% отказов тракторов приходится на двигатели, причем нормативную наработку выдерживают только 30.40% тракторных дизелей [4, 7].
Надежность тракторных дизелей, прошедших капитальный ремонт на сегодняшний день, является актуальной проблемой. Тракторный дизель является тем агрегатом, который обуславливает ресурс трактора в целом. Известно, что 34…45% отказов тракторов приходится на двигатели, причем нормативную наработку выдерживают только 30.40% тракторных дизелей [4, 7].
Надежность дизелей после ремонта значительно ниже, чем у новых дизелей. Ресурс отремонтированных дизелей СМД-62 в 10 раз меньше и не превышает 500 моточасов [5]. Например, фактический ресурс
дизеля А-41 составляет 47,85% от ресурса, установленного заводом изготовителем, т.е. 2870 моточасов вместо 6000 [6]. По данным, приведенным в источнике [1], при наработке дизелей ЯМЗ-236 и ЯМЗ-238 4.8 тыс. часов предельного износа достигают 64% гильз цилиндров, 85% поршней, 87% маслосъемных колец, 52.60% коренных и шатунных шеек коленчатого вала.
Многие исследователи считают, что одной из основных причин низкой надежности дизелей является нарушение ремонтно-эксплуатационных рекомендаций. А некоторые считают, что 40% дизелей автомобилей и тракторов сняты и отправлены на капитальный ремонт необоснованно [5]. В этой связи следует заметить, что такие случаи безусловно имеют место. Но при этом не следует забывать о том, что дизели импортных тракторов имеют значительно больший ресурс, несмотря на то, что они используются при тех же условиях.
Таким образом, в настоящее время исследования, раскрывающие причины низкого качества ремонта автотракторных дизелей, практически не встречаются. В большинстве работ отмечают, что причинами является нарушение технологии ремонта дизелей, при этом не раскрываются причины этих нарушений.
В настоящее время в ремонтном производстве наибольшее применение нашло восстановление деталей методом ремонтных размеров. Этими методами восстанавливают гильзы цилиндров и коленчатые валы автотракторных двигателей. Их широкое применение обусловлено простотой технологии и оснащённостью технологическим оборудованием ремонтных предприятий.
Цель исследований. Совершенствование технологии ремонта автотракторных двигателей на основе изучения сложившейся технологии ремонта и восстановления деталей, регламентирующей их ресурс.
Теоретический анализ технологии восстановления гильз автотракторных двигателей показывает, что при хонинговании наблюдается задержка хона в верхнем и нижнем положении, обусловленная временем переключения электромагнитных муфт и инерцией деталей хонинговального станка, совершающих возвратно-поступательное движение.
Методика исследований. Для проверки этих теоретических предпосылок нами были проведены экспериментальные исследования траектории движения хона в ПТЦ СХОАО «Белореченское» 24.10.2011 г. Исследования проводились методом съемки электронной кинокамерой «Canon Роwer Shot S80». Хонинго-вание проводили на станке 3К883М. Предварительно была определена длина хода хона, которая составила 195 мм, число двойных ходов составило 53,57, частота вращения хона — 208 об/мин. Общая продолжительность съемки — 32 с. Результаты съемки были разбиты на кадры, через 0,032 с. Всего было получено 970 кадров движения хона.
Результаты исследований. По полученным точкам было построена развертка траектории движения хона, которая представлена на рисунке 1.Рис. 1. Траектория движения хона: L — длина хода хона, а — угол поворота хона
По оси абсцисс отложен угол поворота хона, а по оси ординат возвратно-поступательное движение хона.
Анализ траектории движения хона показывает, что в верхнем и нижнем положении хона наблюдается его задержка, общая суммарная задержка составляет 0,062 с, а по углу поворота — 80о. Задержка хона в верхнем и нижнем положении обусловлена временем переключения реверсивного золотника и инерцией деталей, совершающих возвратно-поступательное движение. При этом хон поднимается за 640о поворота шпинделя станка, что по времени составляет 0,512 с, а опускается за 600о, что составляет 0,48 с.
Задержка хона в верхнем и нижнем положении обусловлена временем переключения реверсивного золотника и инерцией деталей, совершающих возвратно-поступательное движение. При этом хон поднимается за 640о поворота шпинделя станка, что по времени составляет 0,512 с, а опускается за 600о, что составляет 0,48 с.
Разность скоростей подъема и опускания объясняется тем, что при опускании действие силы тяжести шпиндельной головки совпадает с направлением движения, т.е. способствует более быстрому опусканию, а при подъеме сила тяжести шпиндельной головки препятствует подъему.
При чистовой обработке продолжительность хонингования составляет 0,8…1,0 мин, за это время хон совершает 54 двойных хода. В верхнем и нижнем положении суммарный угол поворота хона составляет 2160о, или 6 полных оборотов.
Действие разжимного механизма хона на державку и на абразивный брусок показано на рисунке 2. Державка бруска имеет два угловых выреза, на которые действуют два диска. Таким образом, на державку действует сосредоточенная сила Р. В соответствии с принципом Сен-Венана [2] действие сосредоточенной в точках контакта с державкой силы Р можно заменить на распределенную по площади бруска силу
где 1б — длина бруска; Ь — ширина бруска.
Ввиду того, что ширина бруска остается постоянной по всей длине бруска, то можно утверждать, что силы, действующие на державку равномерно, распределены по длине бруска, т.е.
Р
где q — равномерно распределенная по длине бруска сила; б — длина бруска.
На рисунке 2 представлена схема действия бруска на поверхность гильзы цилиндров [3]. Для оценки характера изменения давления бруска на гильзу сделали допущение, что внутренняя поверхность гильзы представляет собой плоскую поверхность.
В крайнем верхнем и нижнем положениях брусок хона опирается 2/3 своей длины, т.е. на участке сб. Результирующая сила Р, с которой брусок прижимается к плоскости А (поверхность гильзы), будет равна
Р = — qlб.
При этом сила Р будет приложена в средине бруска в точке а. Реакция опорной поверхности Rо будет приложена в средине участка сб в точке в и будет
Rо = qlб.
Сила Р прижимает брусок В к поверхности гильзы на участке сб, длина которого составляет 2/3 длины бруска.
Рис. 2. Схема действия разжимного механизма хона на державку:
1 — стержень; 2 — разжимной диск; 3 — державка хона; 4 — абразивный брусок; 5 — гильза цилиндров
бруска
Поэтому давление бруска на участке сд будет больше q и будет составлять при перебеге 1/3 длины
Рис. 3. Схема действующих на поверхность гильзы цилиндров сил и реакций: пл. А — поверхность гильзы цилиндров; В — брусок хона
А при перебеге на 1/4 длины бруска
Отсюда следует вывод, что давление брусков в крайних положениях превышает давление брусков в
средине гильзы цилиндров в 1,33.1,5 раза. Кроме того, реакция поверхности гильзы цилиндров и резуль-
тирующая сила Р образуют момент, равный
М1 = Rо х \ б = -а12б . (2)
6 6
Момент М1 можно заменить равнозначным моментом, образуемым парой сил R1 и R2, приложенных на концах опорного участка сд
М2 = \б R1 .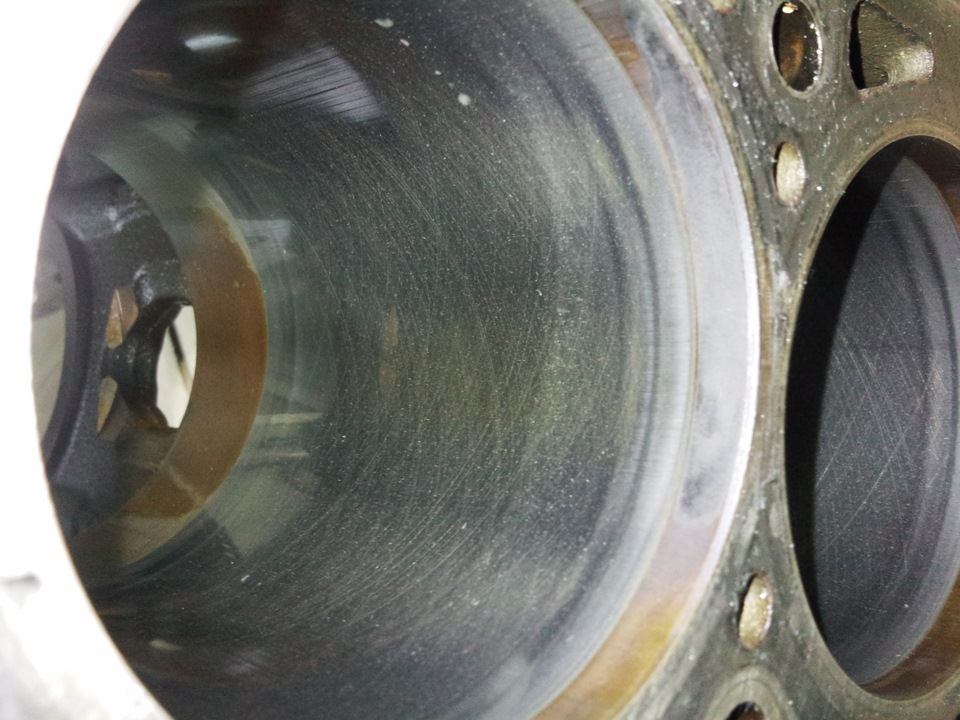 qk = 7 qk
qk = 7 qk
4 4
Таким образом, давление брусков на поверхность гильзы цилиндров в крайних положениях превышает давление в 1,33.1,5 раза по сравнению с положением, когда брусок опирается на гильзу всей длиной. Кроме того, в крайних положениях на брусок действует момент, который увеличивает давление бруска на гильзу на внутреннем конце и увеличивает на внешнем конце опорной поверхности. Использование хонинго-вания в качестве размерной обработки приводит к искажению геометрической формы гильзы цилиндров.
На предприятиях, оказывающих услуги по ремонту автотракторных двигателей, сложилась практика растачивания и хонингования по имеющимся в наличии ремонтным поршням, т.е. каждую гильзу индивидуально растачивают под размер конкретного поршня. Для уменьшения возможного брака гильзы растачивают под размер значительно меньше расчетного. Необходимый размер получают, подгоняя диаметр гильз хо-нингованием, т.е. используя хонингование как размерную обработку. При этом приходится снимать значительный припуск хонингованием.
Изложенное выше в конечном итоге приводит к более интенсивному хонингованию брусков в крайних положениях, т.е. искажению геометрической формы. Такая практика обусловлена несовершенством организации ремонта автотракторных двигателей.
Как правило, эти предприятия имеют по одному расточному и хонинговальному станку и восстанавливают гильзы автотракторных двигателей практически всех марок, выпускаемых в России. Количество восстанавливаемых гильз одного ремонтного размера ограничивается комплектом на один двигатель. При этом частая переналадка станков требует дополнительных затрат труда.
Таким образом, основными причинами нарушения геометрической формы после восстановления методом ремонтных размеров является нарушение технологии восстановления гильз цилиндров на ремонтных предприятиях, которая заключается в получении необходимого ремонтного размера гильзы подгонкой хонин-гованием под размер поршня.
Выводы
1. Исследованиями установлено, что в верхнем и нижнем положении хона наблюдается его задержка,
общая суммарная задержка составляет 0,062 с, а по углу поворота — 80о. Задержка хона в верхнем и нижнем положении обусловлена временем переключения реверсивного золотника и инерцией деталей, совершающих возвратно-поступательное движение. При этом хон поднимается за 640о поворота шпинделя станка, что по времени составляет 0,512 с, а опускается за 600о, что по времени составляет 0,48 с.
2. Давление брусков на поверхность гильзы цилиндров в крайних положениях превышает давление в 1,33.1,5 раза по сравнению с положением, когда брусок опирается на гильзу всей длиной. Кроме того, в крайних положениях на брусок действует момент, который уменьшает давление бруска на гильзу на внутреннем конце и увеличивает на внешнем конце опорной поверхности.
3. Сложившаяся организация по ремонту автотракторных двигателей не позволяет соблюдать технологию ремонта дизелей, в частности технологию восстановления гильз цилиндров растачиванием под ремонтный размер, что в конечном итоге является основной причиной разброса размеров и искажения форм гильз цилиндров.
Литература
1. Антропов Б.С., Р.М. Арсланов, С.Г. Кондаков Полнее использовать ресурс автотракторных дизелей // Тракторы и с. х. машины. — 2001. — № 7. — С. 43-45.
2. Демидов С. П. Теория упругости: учеб. для вузов. — М.: Высш. шк., 1970. — 432 с.
3. Махутов А.А., Дроздов Е.П. Теоретический анализ технологии восстановления гильз автотракторных двигателей методом ремонтных размеров // Мат-лы междунар. науч.-практ. конф., посвящ. 100-летию со дня рождения В.П. Ревякина. — Иркутск: Изд-во ИрГСХА, 2005. — С. 64-67.
науч.-практ. конф., посвящ. 100-летию со дня рождения В.П. Ревякина. — Иркутск: Изд-во ИрГСХА, 2005. — С. 64-67.
4. Махутов А.А., Коломин А.П. Причины отказов после ремонтных дизелей // Механизация и электрификация с. х. — 2007. — № 5. — С. 25-26.
5. Полуян А.Г., Полуян В.А. Резервы повышения качества ремонта двигателей ЯМЗ-240 // Техника в с. х.
— 2001. — № 4. — С. 37-38.
6. Торопынин С. И., Вернигора Е.И. Исследование технического ресурса двигателей типа «А» в условиях рядовой эксплуатации Восточной Сибири // Повышение эффективности использования и ремонта сельскохозяйственной техники. — Иркутск, 1981. — С. 20-23.
7. Халфин М.А. Качество и надежность новой и отремонтированной сельскохозяйственной техники //Техника и оборудование для села. — 1998. — № 5.
———♦————
УДК 634.023.1 Е.В. Палкин, В.Н. Курицын
АНАЛИЗ ЭНЕРГЕТИЧЕСКИХ ЗАТРАТ В ПРОЦЕССЕ ЦЕПОВОЙ ОКОРКИ ДРЕВЕСИНЫ
В статье представлен анализ энергетических затрат при продольном взаимодействии цепового рабочего органа с лесоматериалом в процессе окорки. Полученные в результате исследования математические зависимости свидетельствуют, что окорка цеповым способом более эффективна при попутной подаче лесоматериала по сравнению с встречной подачей.
Ключевые слова: окорка лесоматериала, цеповый орган, кора, удельная работа, анализ энергетических затрат.
E.V. Palkin, V.N. Kuritsyn THE ENERGY COST ANALYSIS IN THE TIMBER FLAIL DEBARKING PROCESS
The energy cost analysis in the longitudinal interaction of flail working body with timber in the debarking process is presented in the article. The mathematical relationships received in the research indicate to the fact that the flail debarking process is more efficient at the passing timber supply in comparison with the counter supply.
The mathematical relationships received in the research indicate to the fact that the flail debarking process is more efficient at the passing timber supply in comparison with the counter supply.
Key words: timber debarking, flail body, bark, specific work, energy cost analysis.
Введение. Успешное развитие лесопромышленного комплекса России возможно только на основе рационального лесопользования и новых технологий глубокой переработки древесины, что является залогом эффективности и конкурентоспособности производства. В настоящее время с целью комплексной переработки древесины, соответствующей мировым стандартам, и наиболее полного освоения лесных ресурсов реализуются различные инвестиционные проекты. В своем большинстве данные проекты включают в себя лесоперерабатывающие и целлюлозные производства. Одной из важных технологических операций этих производств является качественная окорка круглых лесоматериалов.
Состояние вопроса. Окорка лесоматериалов является одной из наиболее трудоемких операций при обработке и первичной переработке круглых лесоматериалов. Окорка улучшает эффективность использования оборудования, экономит электроэнергию, повышает культуру производства, улучшает обзор и оценку боковой части ствола, способствует сушке древесины, защищает ее от поражений вредителями. Окорка дает возможность использовать отходы для производства чистой технологической щепы, высвободив и направив на другие цели значительное количество круглых лесоматериалов.
Разнообразные условия применения окорочного оборудования заставляют разработчиков искать новые конструктивные решения по поиску эффективных способов окорки.
В последние годы появился принципиально новый способ окорки — воздействие на кору вращающимися отрезками цепей — цепами, закрепленными в определенном порядке по образующей на поверхности приводного вала [1]. По сей день процесс цеповой окорки является малоизученным и характеризуется отсутствием теоретических источников в исследовании данного вопроса. Это вынуждает проводить собственные исследования
По сей день процесс цеповой окорки является малоизученным и характеризуется отсутствием теоретических источников в исследовании данного вопроса. Это вынуждает проводить собственные исследования
Капитальный ремонт двигателя Durateс НЕ (с. 363)
Jeka558Ну постараюсь по подробней расписать, как мне пришлось капиталить своё авто. Чуть ранее я писал некоторую информацию, но тогда я только начинал собирать мотор, долго пришлось ждать некоторые запчасти.
С-Макс 2007 год 1,8 Duratec, пробег 121 тысяча. Жор масла просто сумасшедший, но брала в основном только на трассе, в городе более менее. Иногда на расстояние в 220 км при скорости 90-120 уходило больше половины щупа (разница между метками). Долго собирался, но решил сначала всё разобрать, проверить размеры, состояние двигателя, посмотреть на объем работ и будущих затрат и только потом делать выводы, что покупать, на чем сэкономить и т.д. При разборке главное всё помечать и фотографировать — при сборке поможет сократить время.
Сразу нужно определиться с последовательностью разборки. Всё снимается в основном без проблем. Остановлюсь на некоторых моментах. При снятии топливной рампы, я не стал её отсоединять от топливного трубопровода, она без проблем двигается вместе с ним на быстросъемных соединениях и я её отвел в сторону подкапотного блока предохранителей и реле. Давление в топливной системе сбросить у меня не получилось — пытался завести двигатель без предохранителя насоса и дать ему заглохнуть (в теме кто то эту процедуру описывал). Кондиционер отводил в сторону и подвешивал. Сам двигатель после снятия картеры подпёр на квадратной трубе с деревянными брусками, сверху на всякий случай подстраховал также профильной трубой, установленной поперек двигателя.
Состояние цилиндров было хорошее, хон виден, на поршнях особого износа не было, маслосъемные кольца залегли.
Сразу отмечу дизайн маслосъемных колец. Они наборные, если верхнее и нижнее кольцо масло снимают, то через сепаратор оно не может в полном объёме пройти.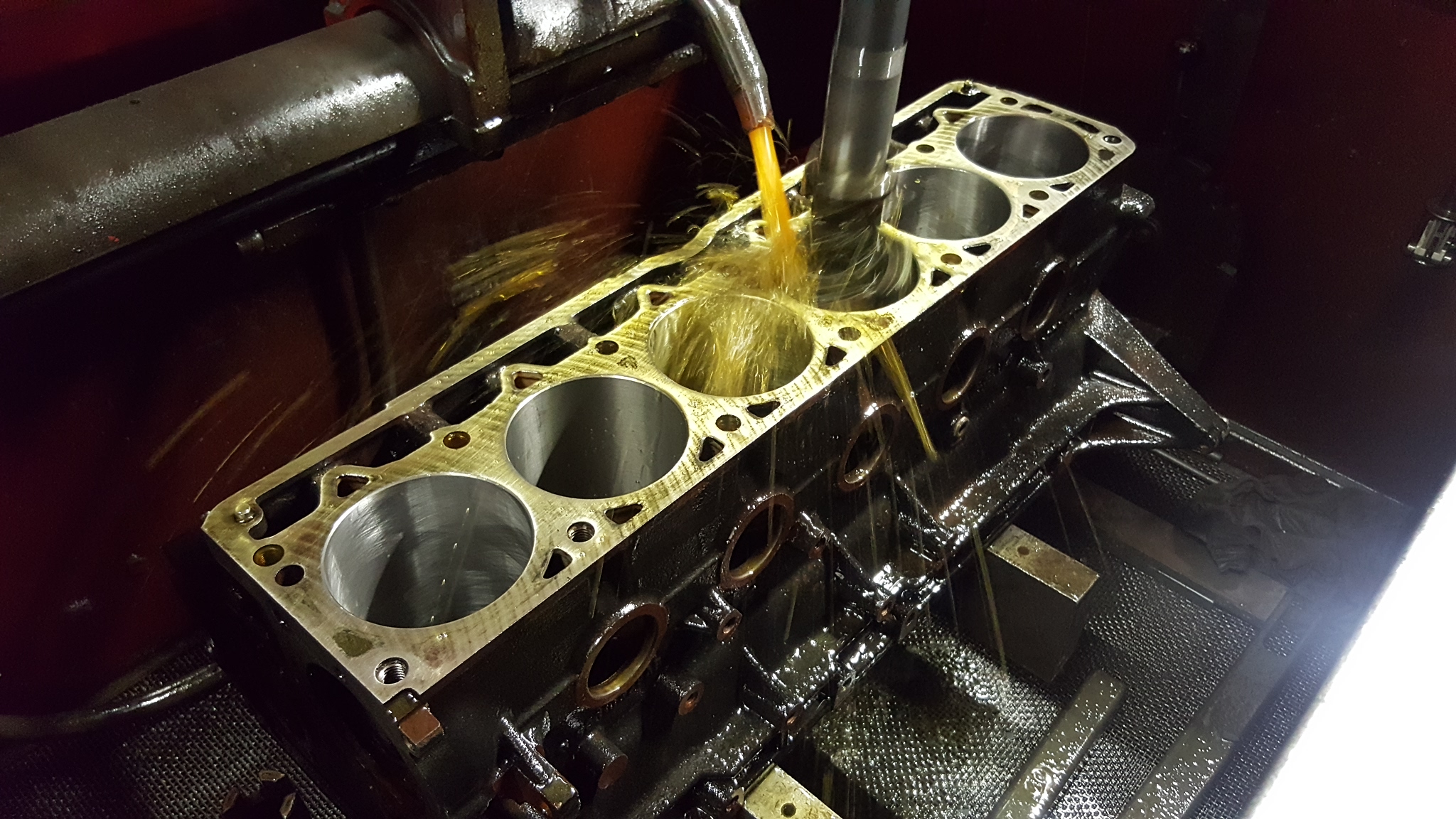 Сам сепаратор выполнен в виде синусоиды, у вертикальных сторон имеются маленькие прорези, через которые масло должно пройти по всему каналу к конусным небольшим четырем канавкам. Замечу, что отверстий для отвода масла у поршней не предусмотрено, кроме двух для смазки поршневого пальца.
Сам сепаратор выполнен в виде синусоиды, у вертикальных сторон имеются маленькие прорези, через которые масло должно пройти по всему каналу к конусным небольшим четырем канавкам. Замечу, что отверстий для отвода масла у поршней не предусмотрено, кроме двух для смазки поршневого пальца.
Поршневые кольца стоят МАЗДА, но их конструкция очень напоминает Кольбеншмидт. Поршня Кольбеншмидт, я думаю, что и кольца тоже их, наврядли на свои поршня они будут ставить другие. Комплект состоит из шатуна, пальца и поршня — так и продаются в сборе. Палец запрессован в поршень. Нижняя шейка шатуна колотая, т.е. при сборке по другому её не собрать.
Поршневые кольца приобрел два комплекта — один оригинал Мазда, второй NE. Компрессионные поставил оригинальные, а маслосъёмные NE. Их дизайн мне больше понравился. У них та же синусоида, только повернута на 90 градусов и вставлена тонкая стальная «нить» по длине окружности. Отверстия для отвода излишка масла больше. Также я просверлил по три отверстия со сторон баббитового слоя диаметром 2 мм для отвода масла.
Шатунные вкладыши были неплохие, но я решил менять. Биения коленвала не было, ни осевого, ни радиального. Вращался легко без заеданий, поэтому его я не разбирал.
Головку разбирал полностью. На выпускных клапанах были отмечены раковины (прогары). МСК почти сухие. Направляющие втулки изношены, клапана в них болтались. Всю тему перелапатил, но почему то их никто не меняет. Головку отмывал на ультразвуке, получилось супер, надо было и поршня также, но поздно обдумал этот метод чистки.
Клапана чистил так — зажал в сверлилку круг с мягкой проволой и аккуратно за 30 минут всё почистил.
Головку отдавал ребятам в ремонт, перепрессовали втулки, шарошка седел клапанов, шлифовка фасок клапанов, притирка. На всё ушло один день.
Головку собрал, регулировка зазоров — пришлось повозиться. Несколько раз разборка, сборка.
Болты ГБЦ тоже ставил новые. Затягивал, как описано в руководстве Мазда.
Привожу список основных запчастей:
1. Поршневые кольца — стандарт:
Поршневые кольца — стандарт:
Mazda L8Y1-11-SC0A — полный комплект на 4 поршня
NE 9-2162-00 – 4 комплекта
2. Вкладыш шатунный — стандарт:
Mazda LFY1-11-SE0A — полный комплект на 4 шатуна
3. Болт шатунный:
Mazda LF01-11-214A – 8 штук.
4. Болт шкива коленвала:
Ford 1 149 131 – 1 шт.
5. Сальник коленвала передний:
Ford 1 667 955 – 1 шт.
6. Болт ГБЦ:
Victor Reinz 14-32207-01 – 10 штук.
7. Прокладка ГБЦ:
Victor Reinz 61-35440-00 – 1 шт.
8. Колпачок маслосъёмный:
Victor Reinz 70-35544-00 – 8 шт.
Victor Reinz 70-35546-00 – 8 шт.
9. Прокладка впускного коллектора:
Victor Reinz 71-35537-00 – 4 шт.
10. Прокладка клапанной крышки ГБЦ:
Victor Reinz 15-36563-01 – 1 шт.
11. Прокладка выпускного коллектора:
Victor Reinz 71-35488-00 – 1 шт.
12. Герметик:
Victor Reinz 70-31414-10 – 1 шт.
Elring 527.290 – 1 шт.
13. Цепь ГРМ:
Ford 1 119 172 – 1 шт.
14. Ремень кондиционера поликлиновой:
Gates 5PK705SF – 1 шт.
15. Ремень приводной поликлиновой:
Contitech 6PK1306 – 1 шт.
16. Ролик натяжителя:
Gates T36398 – 1 шт.
17. Втулка направляющая клапана:
Metelli 01-S2775 – 16 шт.
Помимо этого пришлось докупать различные прокладки, кольца и т.д., и только в оригинале.
Сборку двигателя делали с товарищем. По одному поршню сверху вставляли. Один снизу принимает и подводит к шатунной шейке аккуратно, чтобы не выпал вкладыш. Чуть не забыл — шатунные вкладыши устанавливаются в шатун и нижнюю крышку шатуна на сухую, всё тщательно обезжирить и аккуратно их вставить. Шатунные болты также ставил новые, затягивал по руководству Мазда.
Установка ГБЦ, затяжка болтов согласно руководству от Мазда, установка распредвалов.
Установка цепи, натяжка. При снятии цепи натяжитель нужно сжать при помощи бруска, нажимая на планку с цепью, подготовить фиксатор диаметром 2-3мм, тонкой отверткой поддеть собачку внутри натяжителя и вставить фиксатор. После установки новой цепи, натяжной планки, успокоителя, достать фиксатор из натяжителя и цепь натянется. Всё проверяем, ставим на фиксатор поддон, следом переднюю крышку (не забываем заменить передний сальник), устанавливаем шкив.
Всё проверяем, ставим на фиксатор поддон, следом переднюю крышку (не забываем заменить передний сальник), устанавливаем шкив.
После проверка меток ВМТ. На распредвалах справа в пазах уголок 4-5мм, внизу фиксатор коленвала, четыре кулачка распредвалов первого цилиндра повернуты вверх и чуть друг на друга. Шкив поворачиваем так, чтобы совместилось внизу отверстие с отверстием в передней крышке. Вкручиваем болт М6х25. Удерживая шкив приспособлением затягиваем болт коленвала как описано в руководстве.
Прошу прощенья за неуказанные моменты затяжек, их можно скачать в теме. Вся информация по сборке / разборке есть в теме.
Обязательно после затяжки болта коленвала ещё раз проверить метки ВМТ первого цилиндра.
Собираем всё остальное. Масло, фильтра и т.д.
Перед стартом нужно прокрутить мотор стартером без свечей пока не погаснет датчик давления масла.
Потом старт.
У меня завелась с полоборота, но после того как я нажал на педаль газа машина заглохла.
Так как я снимал оба шлейфа от блока управления двигателем, ну и также мыл заслонку накопилось много ошибок. Пропала связь между педалью и дроссельной заслонкой. Компьютерщик за 30 минут все проблемы решил, настроил обороты холостого хода, поскидывал все ошибки.
После ремонта у машины увеличилась приёмистость. Проехал уже 2200 км — масло на месте.
Дополнительно заменил задний сальник коленвала, диск сцепления с корзиной и выжимной. Корзина и выжимной были ещё ничего, а диск изношен.
Всем удачи и спасибо за кучу важной информации предоставленной в теме.
Что такое хон
Хон или Зеркало в цилиндрах что лучше — Mitsubishi Carisma, 1.8 л., 2002 года на DRIVE2
Что такое Хон — Это так скажем поперечные риски в цилиндрах двигателя.
Как их делают специальным оборудованием, в котором закреплен Хон это три пластинки камня бывают трех размеров.
Многие считают что если идеальное зеркало на гильзах в двс, то значит все в порядке! Но это не так!
Если у вас на гильзах идеальное зеркало и нет поперечных рисок, то это плохо! Спросите почему? Потому что масло не задерживается в гильзе и уходит, а оно должно смазывать поршневые кольца! Так же хон сопутствует тому, что у вас не будут появляться задиры на гильзах.
Изначально исправного двигателя к концу его ресурса хон постепенно исчезает. исчезающий хон превращается в «набивающееся», зеркало. вот на этой первой стадии смерти хона (хон «частично» превратился в зеркало, но кольца пока еще живы) происходит уменьшение жора масла увеличивается немного компрессия.
Ввиду того, что на цилиндрах масла нет (ибо негде ему там прятаться, цепляться (на больших оборотах), кольца начинают изнашиваться и помирают. кольца умерли — расход резко вырос.
«Зеркальными цилиндры сразу, в размер с поршнями при капиталке. Чем это плохо? Тем что масло не держится на нем? Так как по мне — это бред, все везде держится. А то что кольцам лучше скользится по гладкой поверхности чем по наждачке это я думаю логично.»
Найти можно его во многих магазинах с инструментами…
Он продается с насадкой под дрель . В дальнейшем если вам опять понадобится хон, он продается и отдельно, в упаковке комплект из 3 шт.
Как пользоваться хоном?
Одеваем насадку на дрель или шуруповёрт, вставляем в гильзу и медленным вращением начинаем проходить вверх вниз по тому месту, где ходят поршня. После не продолжительных таких действий можно увеличивать скорость, но не до максимума! Еще забыл отметить то, что дрель надо держать как можно ровнее! Иначе можете повредить гильзу креплением хона. Если вдруг у вас есть небольшие выработки, хон их затёрт, но только небольшие.
Повторюсь, что хон не дает двигателю голодать от масла, он задерживает масло на гильзах и ход поршня смазывается за счёт него.
————————————————————————————————————————————————————
Так добавлю еще немного инфы.
Если у вас нет хона — это тоже может быть нормально, так как с завода изготовителя на движке было зеркало! и это нормально и можно не мудрить на него хон.
Если у вас есть хон, при нормальной эксплуатации он сохраняется на всем протяжении.
Какой то обкаточный хон и тд и тп если у вас его не было думаю он вам и не нужен оставляйте зеркало.
Различие в системе смазки, где что применяют, из-за это где то ХОН, а где то Зеркало.
Хон вовсе не лучше, оно технологически проще (и дешевле) для авто производителей.
Если отказаться от хона, то надо технологически затратно изменять конструкцию поршней, обеспечивая через них эффективную смазку. Кроме этого надо будет «мудрить» над смазкой под давлением (через сопла) зеркала цилиндров. Ну и наконец надо будет изменить форму колец (особенно верхних компрессионных (как я понимаю — кольца уже не зеркальные а с рисками или углами заточки и тп ) все для тоже самой цели — улучшении смазки. Вот и встает вопрос а надо ли это авто производителям — конечно нет. Вот хон повсеместно и вытеснил ранее известные «зеркальные» системы.
Полный размер
www.drive2.ru
Хонингование — Википедия
Материал из Википедии — свободной энциклопедии
Хонингова́ние[1] — вид абразивной обработки конических и цилиндрических поверхностей, который позволяет устранять шероховатости на поверхности заготовок, корректировать их геометрическую форму и повышать точность их габаритных размеров[2]. Проводится с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических поверхностей путём совмещения вращательного и возвратно-поступательного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Один из видов чистовых и отделочных обработок резанием. Позволяет получить отверстие с отклонением от цилиндричности до 5 мкм и шероховатостью поверхности Ra=0,63÷0,04.
Хонингование наружных поверхностей осуществляется на специализированных станках (горизонтально-хонинговальных) или модернизированных (шлифовальных, горизонтально-расточных), производительность при этом по сравнению с суперфинишированием в 2—4 раза выше вследствие бо́льшего количества брусков и бо́льших давлений.
Обработка отверстий в различных деталях, в том числе в деталях двигателя (отверстий блоков цилиндров, гильз цилиндров, отверстий кривошипной и поршневой головок шатунов, отверстий шестерен) и т. д. Хонинговочная сетка является побочным эффектом этого высокоточного метода шлифования. По её характеру можно судить о правильности обработки, точности соблюдения технологии. Особенно это актуально при работе ручным инструментом. При обработке хонингованием обеспечивается стабильное получение точных отверстий и требуемых параметров шероховатости обработанной поверхности.
Возвратно-поступательное движение хона с постоянным давлением бруска или постоянной скоростью радиальной подачи.
Инструменты и станки для хонингования[править | править код]
Ручная хонинговальная головка закреплённая в патроне ручной дрели.От специализированных хонинговальных станков до ручного инструмента.
При обработке деталей из стали и чугуна применяют керосин или смесь керосина с веретённым маслом (10 %—20 %). При использовании алмазных хонинговальных брусков часто применяют в качестве СОЖ обычную воду, в которую добавляют различные (как правило синтетические) вещества, предотвращающие коррозию обрабатываемой детали и самого станка. Использование водных растворов обусловлено более высокой теплоемкостью воды (по сравнению с маслами и керосином), а, следовательно, и более интенсивным отводом тепла, что является одним из важнейших требований, предъявляемых к СОЖ. При этом водные растворы более экологичны и менее вредны для оператора станка.
Высокопроизводительный процесс, позволяющий получить качественные поверхности с 6—5 квалитетом точности и шероховатостью поверхности Ra 1,6—0,1
- ↑ хонингование // Русское словесное ударение: Словарь / Зарва М. В.. — М.: НЦ ЭНАС, 2001. — 600 с.
- ↑ Хонингование // Инструменты из сверхтвёрдых материалов / Н. В. Новиков, С. А. Клименко.
 — Москва: «Машиностроение», 2014. — С. 428. — 608 с. — (Библиотека инструментальщика). — ISBN 978-5-94275-703-8.
— Москва: «Машиностроение», 2014. — С. 428. — 608 с. — (Библиотека инструментальщика). — ISBN 978-5-94275-703-8.
- Под ред. Орлова П. Н. Краткий справочник металлиста. — М.: Машиностроение, 1986. — С. 960.
ru.wikipedia.org
ТЕХНОЛОГИЯ ХОНИНГОВАНИЯ ЦИЛИНДРОВ — DRIVE2
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Полный размер
ЧТО ТАКОЕ ХОНИНГОВАНИЕ
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
ЦЕЛЬ НАНЕСЕНИЯ
Причины хонингования цилиндров:
— приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
— точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
— получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
ТЕХНОЛОГИЯ ОБРАБОТКИ
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
ТОНКОСТИ ПРОЦЕССА
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
— не должны иметь рваных, острых кромок;
— отсутствуют деформированные участки;
— глубина, ширина должны быть однородными.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Полный размер
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
— гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
Полный размер
— 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Полный размер
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
www.drive2.ru
Хонингование цилиндров:что это такое? | АВТОМАШИНЫ
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Содержание статьи
ДЛЯ ЧЕГО НУЖНО ХОНИНГОВАНИЕ ДВИГАТЕЛЯ?
Хониногование производят для уменьшения шероховатости стенок цилиндров и чтобы улучшить приработку поршневых колец и самим поршней. Оно увеличивает срок службы отремонтированного двигателя.
В процессе эксплуатации двигатель сильно изнашивается и теряет свою первоначальную форму. Это, в главной степени, относиться к цилиндрам двигателя. Если они изначально были круглыми, то со временем они принимают овальную форму (эффект конусности). Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному — к капитальному ремонту двигателя.При «капиталке» специалисты растачивают цилиндры до первого ремонтного размера. Чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование.
Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью.
Плосковершинное хонингование имеет ряд преимуществ. Его задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Особенность хонингования — образование на цилиндрах сетки, которую можно заметить при тщательном осмотре. Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
ПОХОЖИЕ СТАТЬИ:
seite1.ru
Хонингование цилиндров: что это такое?
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Содержание статьи
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Завершением процесса хонинговки цилиндров можно считать финишную чистку поверхностей при помощи специальной абразивной пасты. Данная процедура позволяет удалить острые углы, переходы, впадины и другие микродефекты. Результатом становится ровная и равномерно нанесенная хонинговальная сетка на стенках цилиндров двигателя. Отметим, что в ряде случаев применение абразивных паст для тонкой обработки опускают, выполняя только два основных этапа по нанесению хона.
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Специнструмент для хонинговки обеспечивает точное, а не хаотичное нанесение указанных рисок при помощи хонинговальной головки, на которую монтируются хонбруски. Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
- После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках. Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Читайте также
krutimotor.ru
Хонингование — DRIVE2
Данная статья взята с просторов интернета, мне показалась довольно интересной поэтому представляю ее Вам для обозрения.
Не так давно искал в Яндексе (не сочтите за рекламу) картинки и наткнулся на давно забытый «дрынохон». Решил заглянуть на сайт, где была размещена фотка. Вот, что там было изложено:
…Перед сборкой двигателя в обязательном порядке проводится хонингование зеркал цилиндров с целью достижения правильной посадки на них поршневых колец, обеспечивающей должную герметичность камер сгорания…
…Выпускаются два типа хонов для обработки зеркал цилиндров: хон типа «бутылочный ершик» и, более традиционный, поверхностный хон в виде насадки с подпружиненными точильными камнями. Оба инструмента обеспечивают необходимое качество обработки зеркал цилиндров, хотя использование первого для неопытного механика предпочтительнее. Потребуется также достаточное количество ветоши, специального хонинговочного или просто жидкого машинного масла, а также электродрель в качестве привода для хонинговочных насадок. Действуйте в следующем порядке…
Полный размер
Дрынохон как он есть и в действии
Далее описана процедура гаражного хонингования. Неужели и сейчас кто-то производит восстановление цилиндров подобными методами. Я полагал, что к подобным текстам уже давно приписали что-то типа «устаревший метод, сейчас так никто не делает». Текст как водится размножен на многих сайтах (эдакий сетевой бэкап коллективного разума) и кто-то сочтёт, что этот метод вполне современен. Однако ж, технологии давно ушли вперёд и теперь дороже будет найти дрынохон, чем сделать хон на соответствующем станке. Преимущество «дрынохона» только в том, что поцарапать цилиндр можно не снимая блок с автомобиля. Фактически так можно только «освежить», но не сделать нормальный хон в изношенном цилиндре. Уж поверьте.
Пару слов о теории:
Хонингование — (от англ. honing, от hone — хонинговать, буквально — точить). Вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и поступательно-возвратного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
Хонингование применительно к ДВС:
При ремонте двигателя, как это было сказано ранее, хонингуют в основной своей массе внутренние цилиндрические поверхности — отверстия. Это втулки верхней головки шатуна, отверстия нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала и конечно же цилиндры двигателя.
Полный размер
Хонголовка с хонбрусками в цилиндре
Если считать, что цилиндры — это сердце мотора, то знания о хонинговании, свойствах получаемой поверхности и методах её получения — это кардиология.
Для нормальной работы поршневых колец (кардиологический аналог каждый может себе придумать сам) на стенке цилиндра необходимо обеспечить определённый микропрофиль поверхности — совокупность пересекающихся рисок. Глубина и взаимное расположение этих рисок в значительной степени определяет такие эксплуатационные параметры как компрессия, мощность, расход масла, расход топлива, износ цилиндро-поршневой группы и ресурс двигателя. Нанесение этих рисок как раз и происходит при работе хонинговальной головки с установленными в неё брусками по поверхности цилиндра. Одновременное вращение инструмента и его возвратно поступательные движения (это Вам не туда-сюда дрынохоном:) определяет угол взаимного пересечения рисок на поверхности цилиндра — угол хонингования. Вид применяемого абразива, его зернистость и связка определяет шероховатость поверхности цилиндра, глубину и размер рисок. Соответственно не сложно догадаться, что следует различать черновое и чистовое хонингование, а следовательно и применяемые при хонинговании бруски. «Законодатель моды» в данном вопросе — фирма KOLBENSCHMIDT (KS) — дает чёткие рекомендации по выполнению данной операции. Поэтому я решил не ловить в цеху момент для съемки процесса хонингования и даже не пошел на склад за брусками. Я просто отсканировал картинки из буклета KS. Так вот, рекомендации распространяются на применение абразивных и смазочных материалов, настройку оборудования, припуски на обработку и самое главное — методы контроля качества выполненной работы. Для контроля шероховатости немцы применяют тестер Hommel с возможностью вывода на печать диаграммы микропрофиля и параметров шероховатости в оценочных единицах. Для контроля угла хонингования — применяется специальная пленка-шаблон. На фото она приложена к стенке цилиндра.
Полный размер
Пленка-шаблон для проверки линий хона и наглядный рисунок самих линий из рекомендаций KS
Полный размер
Прибор для контроля шероховатости Hommel
О практическом влиянии параметров хонингования или разрушение мифа, о «зеркальной», абсолютно гладкой поверхности цилиндра:
Для надёжного удержания масла на поверхности цилиндра (чего ради собственно и затеяна вся эта вращательно-поступательная «возня»), стенка последнего должна иметь определённую шероховатость абсолютно гладкая стенка не способна удержать на себе масло, в количестве необходимом для нормальной смазки колец. С абсолютно гладкой, зеркальной, поверхности масло будет сниматься почти полностью, оставшееся масло будет сгорать, а нового масла, необходимого для нормальной смазки поступать не будет. Таким образом будут формироваться условия для сухого трения, которое вызывает повышенный износ. Поверхность, обладающая высокой шероховатостью, способна значительно лучше задерживать на себе масло и соответственно воспринимать более высокие механические нагрузки. Низкая шероховатость удерживает масло несколько хуже. Больший угол хонингования влияет на расход масла (угар), но в этом случае меньше проявляется волнистость поверхности цилиндра. Маленький угол влияет на снижение расхода масла. Вот такие закономерности. Поэтому требуется подбор режимов хонингования и применяемых материалов, которые и обеспечивают необходимый результат.
Грубая поверхность (глубокие риски — высокая шероховатость) получаются после применения крупно зернистого абразива, на первой стадии чернового хонингования. Здесь применяют алмазные бруски на медной основе. Хонингование ведётся с избытком СОЖ. Для выноса из зоны резания продуктов износа, как материала цилиндра, так и материала бруска. Получаемая после чернового алмазного хонингования поверхность непригодна для работы по ней колец, поршня да и работы вообще. В некоторых случаях алмазное (силовое) хонингование служит заменой расточки цилиндра, с той лишь разницей, что процесс хонингования более производительный и легче поддаётся автоматизации.
На второй стадии полученная поверхность обрабатывается более мелкозернистым абразивом, но не чистовым. При этом формируется новый микропрофиль поверхности. На данном этапе применяют абразивные материалы с размером зерна 1/150 мм.
Окончательное хонингование ведется материалами с зерном от 1/300 — 1/500 мм, до достижения окончательного размера цилиндра.
Финишная операция при хонинговании — хонинговое крацевание. При этой операции не происходит изменение размера цилиндра (отверстия) полученного при чистовом хонинговании. При этой операции полученный микропрофиль полностью очищается от остатков хонинговального абразива, обнажаются графитовые зёрна (для чугунных цилиндров), что влияет на снижение трения, а следовательно на механические потери и износ. При крацевании используют специальные щётки, из нейлоновых нитей с добавлением кристаллов кремния.
Полный размер
Щётки для крацевания
Используя оборудование для хонингования можно проводить также нанесение анифрикционных покрытий на стенки цилиндров, обрабатывать цилиндры алюминиевых блоков (правда не всех) и выполнять плосковершинное хонингование. Данные операции принципиально не отличаются от обычного хонингования. Для их проведения необходимы специальные материалы и хонинговальные бруски.
Полный
www.drive2.ru
Хон цилиндров и сила трения в двигателе или как остановить износ
Ответим на частые вопросы и сомнения:
- Не навредит ли металлокерамика хону?
- Что лучше растачивать двигатель или обработать RVS составом?
Под износом двигателя надо понимать в первую очередь — его цилиндры. Много говорится о факторах, влияющих на ее степень. Однако в первую очередь зависит от материала, из которого изготовлен блок цилиндров.
Именно материал играет значительную роль. Насколько он будет устойчив при контакте металлических поверхностей. Стенки гильзы также должны выдерживать воздействия температур от 1500 до 2000 C., и обладать повышенной механичной прочностью, призванной защищать гильзу от абразива, коррозии и трения. Создание высокопрочных материалов для гильз повлечет за собой существенное удорожание продукции, так как потребуются дополнительные стадии обработки, шлифовки и полировки, что могут позволить себе лишь единичные производители.
Для уменьшения силы трения, которая является самым большим врагом износостойкости, на стенках гильзы наносят хон, удерживающий масляную пленку.
Хонингование цилиндров делается в два этапа абразивным материалом. В результате на стенках образуются риски — так называемый хоновый рисунок, при этом мелкие риски имеют размер в доли микрон и визуально их не увидишь,
и крупные риски по размеру, достигающие десятки микрон, которые мы визуально и наблюдаем в цилиндре.
Шероховатость, созданная хоном, задерживает масло на стенках цилиндра, что способствует снижению трения. Однако не все так просто.
При холодном запуске происходит сухое трение. В этот короткий промежуток времени ее сила достаточно велика, и сравнимы с пробегом в 500 км.
По мере поступления масла в каналы на деталях образуется масляная пленка. При этом ее толщина зависит от высоты шероховатости, и скорости вращения коленчатого вала. Чем меньше скорость, тем меньше толщина. В такие моменты она закрывает только маленькие неровности. В то время как большие риски продолжают сталкиваться друг с другом и изнашиваться. При увеличении скорости растет подъемная сила, и масло поднимается и закрывает верхние риски. В такие моменты трение снижается. Для сравнения: чем быстрее движется катер, тем больше выталкивающая сила воды и меньше сила сопротивления.
Именно по этой причине в пробках, на малых оборотах, и в момент резкого старта с места происходит наибольшее изнашивание мотора.
Итак, как влияет образование металлокерамики на хон.
Если риски имеют правильную форму, то в узких местах его масло, благодаря силе поверхностного натяжения поднимается над ними. Там, где они широкие масло втягивается внутрь. В этом случае эффекта снижения трения не будет.
Металлокерамический слой образуется только в местах мелких неровностей, в то время, как крупные выступы остаются выше этого слоя и не изменяются.
Как видно на рисунке
При прохождении через верхнюю и нижнюю мертвые точки, происходит так называемое «ёрзание» поршня, за счет смены направления его движения и при этом складывается картина, при котором высота масляной пленки мала и не покрывает вершины рисок. Именно здесь и происходит наибольший слом вершин. Пленка в этих местах рвется. По сути, происходит разрушение поверхностей деталей, которые находятся без смазки. Верхние слои сопряженных деталей пластически деформируются, возникает местное схватывание с разрушением и отделением частиц металла и налипание их на поверхности сопрягаемых деталей. Такой износ называют изнашивание схватыванием. Температура здесь достигает 900C и выше, при таких температурах масло теряет свои свойства, присадки, содержащиеся в базовом масле, разлагаются. Абразивные частицы и продукты разложения попадают в масло и продолжают изнашивать стенки цилиндров — это называется абразивным износом.
В этих местах и создается слой металлокерамики. Минералы, входящие в состав RVS размалываются выступами микрорельефа, выделяется достаточное количество энергии для прохождения процессов микросваривания и микросхватывания. Начинается реакция замещения с образованием новых кристаллов и небольшого слоя металлокерамики. В ходе дальнейшей приработки частицы РВС размалываются до размера элементарных частиц, имеющих определенную структуру и форму (микрочешуйки). Эта особая форма позволяет очистить микрорельеф поверхности от продуктов разложения, что не может сделать ни одна из промывок масляной системы. После очистки происходит плотная нагартовка частиц РВС в углубления контактируемых поверхностей. В каждой точке соприкосновения поверхностей электромагнитные микрополя выстраивают микрочастицы РВС в определенном порядке. В результате начинается реакция замещения атомов Mg в кристаллических решетках микрочастиц РВС на атомы Fe поверхностного и подповерхностного слоев металла контактируемой поверхности. Так образуется металлокерамический защитный слой, толщина которого пропорциональна количеству частиц, нагартованных в микроуглублениях рельефа и энергии, выделяемой при контакте. Данный слой саморегулирующийся. Если есть энергия при трении и контакте, то слой растет. В результате компенсируются зазоры, снижается выделение энергии — прекращается реакция замещения — прекращается дальнейший рост. Именно по этой причине производители масла не добавляют RVS в свои масла — РВС составы не требуют постоянного присутствия в масле.
В средней части, где масляная пленка поднимается над вершинами рисок, слома не происходит и создание слоя маловероятно.
В случае же, если микрорельефа на цилиндрах совсем не осталось, или как говорят, образовалось зеркало, то создаваемый защитный слой уплотнит сопряжение цилиндр-кольцо.
Новый слой обладает пластичностью до 50 кгс/см2, что позволяет противостоять изнашиванию, при котором сила трения в двигателе минимальны и коэффициент ее составляет 0,003-0,007
Такие результаты обработки РВС составом позволяют проехать без масла до 300 км. без нанесения урона схватыванием!
Кроме того, в результате воздействия значительных удельных давлений и больших скоростей трущихся деталей происходит тепловое изнашивание деталей. Выделяющееся тепло размягчает металл и разрушает поверхности в результате оплавления и переноса металла с поверхностей сопряженных деталей.
Твердость поверхностей с металлокерамикой может достигать 63-70 HRC, а температура его разрушения 1575-1600C. Новый слой является диэлектриком и огнеупором, стоек к коррозии, что позволяет ему противостоять как тепловому изнашиванию двигателя, так и окислительному изнашиванию, которое возникает вследствие воздействия кислорода, который, так или иначе, попадает вместе с атмосферным воздухом.
rvsmaster.ru
хон — Викисловарь
Содержание
- 1 Русский
- 1.1 Морфологические и синтаксические свойства
- 1.2 Произношение
- 1.3 Семантические свойства
- 1.3.1 Значение
- 1.3.2 Синонимы
- 1.3.3 Антонимы
- 1.3.4 Гиперонимы
- 1.3.5 Гипонимы
- 1.4 Родственные слова
- 1.5 Этимология
- 1.6 Фразеологизмы и устойчивые сочетания
- 1.7 Перевод
- 1.8 Анаграммы
- 1.9 Библиография
- 2 Таджикский
- 2.1 Морфологические и синтаксические свойства
- 2.2 Семантические свойства
- 2.2.1 Значение
- 2.2.2 Синоним
| В Викиданных есть лексема хон (L177503). |
Морфологические и синтаксические свойства[править]
| падеж | ед. ч. | мн. ч. |
|---|---|---|
| Им. | хо́н | хо́ны |
| Р. | хо́на | хо́нов |
| Д. | хо́ну | хо́нам |
| В. | хо́н | хо́ны |
| Тв. | хо́ном | хо́нами |
| Пр. | хо́не | хо́нах |
хон
Существительное, неодушевлённое, мужской род, 2-е склонение (тип склонения 1a по классификации А. А. Зализняка).
Корень: -хон-.
Произношение[править]
Семантические свойства[править]
Значение[править]
- техн. инструмент для хонингования в виде оправки с закрепленными на ней абразивными брусками, снимающими очень тонкий слой металла ◆ Отсутствует пример употребления (см. рекомендации).
Синонимы[править]
Антонимы[править]
Гиперонимы[править]
- инструмент
Гипонимы[править]
Родственные слова[править]
| Ближайшее родство | |
| |
Этимология[править]
Происходит от англ. hone «точить», далее от ??
Фразеологизмы и устойчивые сочетания[править]
Перевод[править]
| Список переводов | |
Анаграммы[править]
Библиография[править]
Для улучшения этой статьи желательно:
|
Морфологические и синтаксические свойства[править]
Глагол.
- Форма повелительного наклонения (сиғаи амрӣ) единственного числа 2-го лица глагола хондан (читать)
Семантические свойства[править]
Значение[править]
- прочитай ◆ Ту ин китобро як хон — Прочитай-ка эту книгу
Синоним[править]
Для улучшения этой статьи желательно:
|
ru.wiktionary.org
Хонам (регион) — Википедия
| Хонам | |
|---|---|
| Хангыль | 호남 |
| Ханча | 湖南 |
| Маккьюн — Райшауэр | Ho-nam |
| Новая романизация | Ho-nam |
Хона́м — регион Кореи, отождествляемый с бывшей провинцией Чолладо, находящейся теперь в Южной Корее. Сегодня термин относится к провинциям Чолла-Пукто, Чолла-Намдо, а также к городу прямого подчинения Кванджу. Пренебрежительное название этого региона — Чолладиа.
Название «Хонам» используется в названиях Хонамской железнодорожной ветки и Хонамского хайвея, являющихся главными транспортными коридорами, связывающими Сеул и Тэджон с регионом Хонам.
| Это заготовка статьи по географии Южной Кореи. Вы можете помочь проекту, дополнив её. |
| Административное деление Республики Корея | ||
|---|---|---|
| ||
Для улучшения этой статьи желательно:
|
ru.wikipedia.org
Хон — это… Что такое хон?
хонХон
Википедия
хонм.Инструмент для хонингования в виде оправки с закрепленными на ней абразивными брусками.
Большой современный толковый словарь русского языка
хон( англ. hone букв. точильный камень; точить) тех. инструмент для хонингования в виде оправки с закрепленными на ней абразивными брусками, снимающими очень тонкий слой металла.
Новый словарь иностранных слов
хонм. Инструмент для хонингования в виде оправки с закрепленными на ней абразивными брусками.
Новый толково-словообразовательный словарь русского языка Ефремовой
хон[англ. hone букв. точильный камень; точить]тех. инструмент для хонингования в виде оправки с закрепленными на ней абразивными брусками, снимающими очень тонкий слой металла.
Словарь иностранных выражений
хонм. Инструмент для хонингования в виде оправки с закрепленными на ней абразивными брусками.
Толковый словарь Ефремовой
хонхон, -а
Полный орфографический словарь русского языка
хонинструмент для хонингования в виде оправки с закрепленными на ней абразивными брусками, снимающими очень тонкий слой металла
Викисловарь
хонпрочитай
Викисловарь
xn--b1advjcbct.xn--p1ai
Хоне — Википедия
| Община | |
| Хоне | |
|---|---|
| Hohne | |
| 52°34′ с. ш. 10°22′ в. д.HGЯOL | |
| Страна | Германия |
| Земля | Нижняя Саксония |
| Район | Целле (район) |
| Управление | Управление Лахендорф |
| Глава | Эрхард Тёльке (СДПГ) |
| История и география | |
| Площадь | 36,47 км² |
| Высота центра | 48 м |
| Часовой пояс | UTC+1:00, летом UTC+2:00 |
| Население | |
| Население | 1759 человек (2010) |
| Цифровые идентификаторы | |
| Телефонный код | +49 5083 |
| Почтовый индекс | 29362 |
| Автомобильный код | CE |
| Официальный код | 03 3 51 015 |
| lachendorf.de (нем.) | |
Показать/скрыть карты Хоне Хоне | |
| Медиафайлы на Викискладе | |
Хоне (нем. Hohne) — коммуна в Германии, в земле Нижняя Саксония.
Входит в состав района Целле. Подчиняется управлению Лахендорф. Население составляет 1759 человек (на 31 декабря 2010 года).[1] Занимает площадь 36,47 км². Официальный код — 03 3 51 015.
|
- ↑ Landesbetrieb für Statistik und Kommunikationstechnologie Niedersachsen – Bevölkerungsfortschreibung (неопр.) (недоступная ссылка — история ).
- Официальная страница
| Города и посёлки района Целле (Нижняя Саксония) | ||
|---|---|---|
| ||
| Это заготовка статьи по географии Нижней Саксонии. Вы можете помочь проекту, дополнив её. |
ru.wikipedia.org
Для чего нужен хон в цилиндрах двигателя
Ни для кого не станет новостью, что в процессе эксплуатации двигатель претерпевает колоссальные нагрузки. При длительном периоде работы мотор сильно изнашивается и теряет свою первоначальную форму. Основные деформации происходят именно с цилиндрами агрегата. Со временем им свойственно принимать овальную форму, иметь на стенках задиры и царапины. Хонингование является завершающим этапом обработки поверхности цилиндров двигателя с использованием специальных инструментов. Выполняется такая процедура мастерами сервисных центров, которые занимаются серьезными модификациями моторов. Делается это с целью уменьшить шероховатости на стенках цилиндра и для улучшения приработки поршневых колец к поршням.
Зачем нужно хонингование?
По мере естественного износа детали двигателя теряют свои первоначальные свойства из-за потери формы. Стенки гильз искривляются и принимают, как правило, конусообразную или бочкообразную формы. В поперечном сечении цилиндры выглядят овально, да и на их стенках образуются царапины, сколы и задиры. Наличие всех этих нарушений негативно отражается на состоянии блока цилиндров. Возникают следующие неприятные последствия:
- Снижение компрессии;
- Увеличение расхода топлива и моторного масла;
- Потеря двигателем мощности.
Для возвращения к жизни силового агрегата необходимо производить капитальный ремонт. Своевременно предпринятые меры помогут избежать серьезных проблем в дальнейшем и предотвратить куда более затратные мероприятия по ремонту.
Что дает хонингование цилиндров?
Главной задачей подобной процедуры является увеличение срока службы мотора. Благодаря хонингованию удается успешно разрешить такие проблемы:
- Уменьшить износ деталей в период их приработки;
- Сократить прорыв газов в картер;
- Оптимизировать потребление моторного масла двигателем.
В некоторых случаях для поддержания двигателя в хорошем состоянии автомобилисты ограничиваются только процедурой полировки. При выборе такого подхода водитель должен понимать, что ресурс мотора будет в значительной степени меньшим. Отполированный блок чаще подвергается образованию царапин, сколов и шероховатостей.
Хонингование: как это делается?
Для выполнения процедуры используются хонинговальные головки. Изготавливаются такие элементы либо из керамики, либо из алмаза. В действие хоны приводятся при помощи специального механического стенда. Само же хонингование цилиндров проводится в несколько этапов:
- На станок надеваются черные хоны с крупным абразивом;
- На станок надевают хонингованные головки с мелкозернистым абразивом.
После выполнения мероприятия цилиндры принято обрабатывать средством, препятствующим образование коррозии. Прекрасно подходит для этих целей знакомый многим керосин. В некоторых случаях завершают хонингование абразивной пастой. Многие специалисты считают, что чистка таким способом помогает удалить с поверхности мельчайшие неровности, углы и впадины, которые могли возникнуть вследствие хонингования.
О том, как выполняется хонингование цилиндров в сервисном центре, будет показано в видео:
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Что такое хонингование
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Тонкости процесса
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Вопросом о том, что такое хонингование цилиндров, начинают интересоваться владельцы машин, моторы которых подвергаются капитальным ремонтам или он предстоит в недалёком будущем. В процессе работы любой двигатель, дизель или карбюраторный, его детали, подвергаются интенсивному износу. Больше всего в результате такого процесса изнашиваются стенки цилиндров, поршневые кольца и поршня двигателя.
Конструкторами вносятся изменения в двигатели, которые позволяют снизить степень износа, но полностью её исключить пока не представляется возможным.
Что такое хонингование цилиндров, станет понятным после прочтения этой статьи. Как уже было отмечено ранее, процесс износа трущихся частей моторов, приостановить или исключить совсем, невозможно. Рабочие поверхности цилиндров и поршней теряют свою идеальную цилиндрическую форму, приданную им при изготовлении. Процесс трения превращает их в овальные и конусные формы.
Содержание
Хонинговать деталь – что это?
Таким словом принято называть окончательный, финишный этап в процессе обработки изношенных поверхностей. Для выполнения этой операции нужен не только опыт и умение, но и оборудование, а также инструмент. Выполнением хонингования удаётся получить правильность форм и нужную шероховатость деталей восстанавливаемого двигателя.
Традиционные виды окончательных обработок в виде полировок или притирок, получить желаемый результат не позволяют. Получение нужного результата хонингованием становиться более эффективным и точным. После такой процедуры процесс притирки поршневых колец и цилиндров происходит качественнее и значительно быстрее. Это позволяет снизить последующий износ цилиндро-поршневой группы, увеличит производительность мотора.
После правильно выполненного хонингования увеличивают компрессию в рабочих цилиндрах, несколько отодвигается срок следующего ремонта мотора. Также следует отметить сокращение расходования моторных масел, исключение прорыва отработанных газов в картер двигателя. Это достигнуто получением на стенках микросетки, в которых происходит задержание частиц масляной плёнки, а это значит, что смазка улучшится, а износ деталей уменьшится.
Когда выполняют хонингование?При достижении предельных величин износа, мотор подвергается капитальному ремонту. Блок изготовлен таким образом, что возможно после износа расточить цилиндры до следующего ремонтного размера. Первоначальной операцией является расточка, но только с её помощью достичь требуемого результата не получается. Поэтому после расточки в обязательном порядке выполняют хонингование.
Для выполнения этой операции применяется специальный инструмент, называемый хоном, или хонинговальной головкой. Их выпускают нескольких разновидностей, но все они имеют абразивные камни, от одного до нескольких. В процессе обработки они прижимаются к стенкам обрабатываемой детали. В каждом хоне содержатся абразивные зёрна, которые между собой скреплены при помощи адгезива. Каждое зерно выполняется неправильной формы, его размеры могут быть от 10 до 50 микрон.
Хоны иногда сравнивают со шлифовальными брусками, но отличия имеются. Бруски являются более мягкими и подстраиваются под обрабатываемую деталь.
В хонах, для того чтобы исключить выкрашивание абразивных зёрен, а также для продления срока службы инструмента, производится покрытие восковой или серной смазкой. Зёрна для хонов используют из традиционных материалов, таких как корунды, карбиды кремния, кубического нитрида бора, алмазов. Чаще всего используются корунды или карбиды бора.
О выполнении процессаКак правило, такие операции всегда выполняют двумя этапами, первым всегда будет черновая обработка Для неё нужен специальный хон с крупными зёрнами абразива. Вторым этапом проводится окончательная или финишная обработка поверхности детали, для которой уже нужен другой инструмент, тоже хон, но с мелким абразивом. Сейчас в качестве инструмента для окончательной обработки всё чаще используют алмазный абразив. Он позволяет снизить итоговую стоимость хонингования, а также продлевает срок службы инструмента.
Иногда специалистами проводится ещё одна операция, которая может быть финишной чисткой абразивной пастой. С её помощью удаляются «остатки» от ранее выполненного хонингования мелкие погрешности.
После этого получают ещё более гладкую стенку обрабатываемого цилиндра. Последней операцией должна быть мойка двигателя для удаления остатков абразивных паст и полировки.
В специализированных мастерских такую операцию проводят на специальных станках. Но некоторые умельцы выполняют её самостоятельно. Для её выполнения нужно иметь хон, электрическую дрель, масло для хонингования, ветошь. Хон сжимают руками и вводят в обрабатываемый цилиндр. После этого включают дрель, и выполняют процесс. В остальном цикл похож на работу на станке.
Мы постарались рассказать доступными словами об этом процессе. Что такое хонингование цилиндров теперь будет известно всем, кто прочитал статью до конца. В заключение хочется сказать, что если использовать качественное моторное масло и фильтр, своевременно проводить все работы по обслуживанию, эту операцию можно отодвинуть на неопределённый период.
Formula OPEL
Введение
Ремонт головки блока
Ремонт блока двигателя
Ремонт криво-шатунного механизма
Ремонт ГРМ
Так как мы говорим о капитальном ремонте двигателя , то и подходить к этому мы будем капитально . Т.е. с заменой поршневой , а соответственно и расточкой блока . На рынке множество фирм узкой специализации предоставляющих услуги по расточке блока , и как правило они знают что делать с тем или иным блоком ,но мы все таки разберемся в размерах и зазорах.Надо же знать как их проверить .
Мы решили точить блок двигателя , следовательно полностью разбираем не стараясь запомнить какой поршень где стоял . Все будет ставиться новое . Разобранный блок тщательно моем , грязный блок просто могут не взять в работу или попросить дополнительно денег за мойку . Мытый блок попробуем измерить и посмотреть что получилось . Сначала смотрим на стенки цилиндров . Если на всей поверхности сохранился «Хон» , то есть вероятность что размеры в пределах допустимого и можно обойтись обновлением «Хона»
«Хон» — микро царапины создающие некое подобие сетки , для сохранения и удержания тонкой масляной пленки на стенках цилиндра , чем существенно увеличивает ресурс колец, поршней и цилиндров , а значит и всего двигателя .
Измерение .
Размеров тут значительней меньше чем в головке блока , но они не менее важны . Главный размер и практически единственный — это диаметр цилиндров (a)(рис1) . Он рассчитывается для каждого цилиндра индивидуально исходя из диаметра поршня (рис2) и необходимого зазора . Соответственно зазор между поршнем и цилиндром измеряется путем вычисления разницы в размере поршня и цилиндра .
Размеры и допустимые зазоры для своего авто ищите в специальной литературе или у нас на сайте .
Размеры на примере ASTRA H Z16XEP
Двигатель | Z 16 XEР, Z 16 XE1 | |||
Ø Внутренний диаметр цилиндра | ||||
нормальный размер | ||||
Контрольное значение 00 | мм | 78,992 — 79,008 | ||
Контрольное значение 05 | мм | 79,042 — 79,058 | ||
Ремонтный размер | ||||
Контрольное значение 00 + 0,5 | мм | 79,492 — 79,508 | ||
Ø Поршень | ||||
нормальный размер | ||||
Контрольное значение 00 | мм | 78,833 – 78,847 | ||
Контрольное значение 05 | мм | 78,883 – 78,997 | ||
Ремонтный размер | ||||
Контрольное значение 00 + 0,5 | мм | 79,433 – 79,447 | ||
Зазор между поршнем и цилиндром | мм | 0,01 – 0,033 | ||
Плоскость блока
С помощью лекальной линейки и щупа проверить блок цилиндров на уплотнительных поверхностях в длину и ширину, определив степень прогиба, и по диагоналям, определив степень коробления
Тепловой зазор колец
Все это справедливо и просто для инспекции блока и поршневой , за тем исключением , что собирать нужно в точности как было , все поршня строго в своих цилиндрах .
Плавно переходим в следующий раздел Ремонт криво-шатунного механизма
Вверх
Хонингование блока цилиндров
Хонингование цилиндров — это процесс абразивной обработки металлических детей специальными хонинговальными головками.
Что дает данная процедура?:
- Обеспечение качественной приработки элементов цилиндро-поршневой группы;
- Увеличение ресурса двигателя транспортного средства;
- Увеличение эффективности функционирования смазочной системы двигателя;
- Снижение объема расходуемого моторного масла.
Последнее достигается благодаря образованию на стенках цилиндров толстой масляной пленки, которая улучшает смазывание и охлаждение деталей, то есть минимизирует трение.
Процедура почти всегда выполняется при капитальном ремонте мотора, когда подлежат замене поршни и поршневые кольца, коленвал. Также меняют или растачивают сами цилиндры, поверхность которых обязательно должна иметь небольшую шероховатость для удержания на стенках смазки, для смягчения трения. После замены или расточки для их эффективной работы необходимо как раз создать такую шероховатость, что и достигается посредством хона.
Хонингование цилиндров: технология
Технология процесса является сложной и требует специальных знаний и умений, не говоря уже о самом оборудовании. В нашем сервисном центре нанесение хона выполняется в четыре этапа:
- Начальная обработка деталей брусками с крупным абразивом;
- Финальная обработка мелкозернистым абразивом;
- Вымывание металлической стружки из БЦ;
- Сборка двигателя.
Важно знать, что нанесение хона – это не просто хаотичное царапание поверхности посредством вращательных и возвратно-поступательных движений, а создание определенного микропрофиля.
Хонинговка включает в себя большое количество промежуточных операций, например, черновая обработка, повторная мелкозернистая обработка, дополнительное хонинговое кварцевание. Для последнего действия используются специальные щетки с нейлоновыми нитями и кристаллами кремния.
Хонингование гильз: особенности
Процесс нанесения хона имеет свои особенности и секреты. Мы поделимся с Вами некоторыми из них:
- При выполнении работ особую роль играет угол наклона. Он влияет на расход масла на угар. Зависимость здесь обратная: чем больше угол, тем более шероховатой является поверхность (лучше удерживает смазку), тем больше становится расход масла. Чем меньше угол, тем хуже для системы в целом, то выгоднее с точки зрения расхода масла.
- Проводить процедуру лучше всего на чугунных блоках, на алюминиевых тоже можно, но не на всех моделях и не всегда это целесообразно.
- При своевременном выполнении срок службы увеличивается в 2-3 раза.
Заинтересованы? Мы с радостью проконсультируем Вас более подробно в нашем сервисном центре!
Автоматический станок для хонингования и удаления глазури / HON A
Автоматический хонинговальный станок
HON A — это автоматический хонинговальный станок, восстанавливающий геометрию гильз цилиндров и структуру поверхности среднеоборотных двигателей.
Машина с электрическим приводом имеет такие функции, как регулируемое давление камня и программируемый портативный контроллер ПЛК. Контроллер включает функцию автоматического управления ходом и может указывать точный угол поперечного рисунка.
HON A — характеристики станка
- Автоматическая регулировка хода
- Меньше шума, чем при работе со сжатым воздухом
- Точное расположение углов
- Простая настройка и запуск работы
- Точный угол поперечного рисунка поверхности футеровки может быть установлен с контроллера
- Безопасен в использовании — не может выходить за пределы установленных точек поворота во время работы
- Скорость и длину хода можно регулировать во время работы
- Синхронизированное вертикальное и вращательное движение
- Регулируемое давление хонинговального бруса
- Может использоваться с существующими головками Chris-Marine HON S / S2
- Независимо от хонинговальной головки, вам понадобится только одна лебедка и один редуктор
HON A — новые функции
- Ручной контроллер и блок электрической лебедки и привода
Ручной контроллер для всех функций и настроек для облегчения хонингования.Синхронизированная электрическая лебедка и привод в сочетании с автоматическим контролем давления камня увеличивает эффективность хонингования и позволяет регулировать во время хонингования.
- Датчик провисания цепи (опция)
Запатентованный датчик провисания цепи останавливает машину, если есть провисание цепи от лебедки. Это может произойти, например, если давление камня слишком велико, что предотвращает соскальзывание хонинговальной головки вниз по футеровке. - Демпферы вибрации
Chris-Marine недавно представила демпферы вибрации, чтобы минимизировать износ головки, избежать образования вибраций в гильзе цилиндра и повысить производительность. - Хонинговальный сепаратор (опция)
Прочный хонинговальный сепаратор повышает безопасность пользователя.
Станок для хонингования и удаления глазури / HON S
Переносной хонинговальный станок для работы на объекте
HON S — это портативный хонинговальный станок и станок для удаления глазури, предназначенный для удобной работы непосредственно на двигателе или на хонинговальном станке.
HON S — характеристики станка
- Для хонингования гильз с внутренним диаметром 140 — 670 мм
- Простота эксплуатации непосредственно на двигателе или на хонинговальном станке
- Хонингование исправляет форму футеровки, восстанавливает потертости и восстанавливает поперечный узор поверхности
- Регулируемая скорость подъема и сменный редуктор для оптимального угла наклона и производительности хонингования
- Машина с полностью пневматическим приводом.
- Электропривод по запросу
- Механически регулируемое давление камня для максимальной точности
- Дополнительно: 8-лучевая хонинговальная головка для специальных применений
- Автоматический контроль хода
HON S — новые функции
- Рукоятки управления на пульте дистанционного управления
Рукоятки управления скоростью движения и давлением камней перенесены с хонинговального станка на тот же внешний пульт управления, где расположены кнопки сброса и аварийные кнопки.Это делает использование HON S намного проще и даже безопаснее. - Датчик провисания цепи (опция)
Запатентованный датчик провисания цепи останавливает машину, если есть провисание цепи от лебедки. Это может произойти, например, если давление камня слишком велико, что предотвращает соскальзывание хонинговальной головки вниз по футеровке. Комплект обновления доступен для пользователей HON S - Динамометрический ключ и адаптер (опция)
Недавно был представлен комплект, повышающий точность давления камня.В комплект входят динамометрический ключ и адаптер, которые значительно сокращают время хонингования и риск человеческой ошибки. - Демпферы вибрации
Chris-Marine недавно представила демпферы вибрации, чтобы минимизировать износ головки, избежать образования вибраций в гильзе цилиндра и повысить производительность.
Доступно для нескольких производителей двигателей, таких как Bergen, Caterpillar, MAN DIESEL, Wärtisilä и т. Д.
с отличием 985
Пропорции смешивания могут быть идеально отрегулированы во всем диапазоне мощности в диапазоне частей на миллион
Соотношение смешивания можно регулировать посредством электрической регулировки зазора смешивания
Чувствительные шаговые двигатели обеспечивают точную регулировку зазора смешивания
Может работать с несколькими типами (качествами) газа одновременно — просто переключитесь на соответствующую настройку (например,ж., сточный газ, природный газ или отработанный газ из свалок; также работа на пропане)
Подходит для различных типов контуров управления (например, контур управления λ1, стандартный контур управления λ, двигатели с обедненной смесью и т. Д.)
Применяется для природного газа согласно DVGW G 260 и газов с низкой теплотворной способностью (например, отработанный газ из свалок, канализационный газ, шахтный газ и т. Д.)
Регистрация SEP в соответствии с PED
Размеры 70/35, 100/50, 140/65, 200/100, 250/125, 300/150, 350/200
Конструкция газового смесителя основана на эксплуатационных данных (которые были определены ранее) и типе газового двигателя (который известен).Зазор смешивания (и, следовательно, соотношение смешивания) устанавливается с помощью шагового двигателя. Подходят все контуры управления (например, контуры управления λ1 или стандартные контуры управления λ для двигателей с обедненной смесью и т. Д.). После регулировки зазора смешивания топливный газ добавляется в воздушный поток всегда в одно и то же время, независимо от нагрузка. Соотношение смешивания всегда остается неизменным, а установленное значение всегда соблюдается, даже в случае очень динамичных событий и изменений нагрузки. Все, что остается сделать во время работы, — это точная регулировка отношения (в диапазоне частей на миллион) с помощью контура управления λ.Однако шаговый двигатель также может быстро переключаться на другие настройки, например, при переходе с отработанного газа из свалки на природный газ без остановки газового двигателя. Есть два концевых выключателя: (L) ean и (R) ich. Всегда можно использовать концевой выключатель (L), чтобы переключиться в начальное положение зазора смешивания газов (которое зависит от качества газа), предварительно определив количество шагов и повторно запустив газовый двигатель.
Все механические компоненты этого устройства не имеют источников возгорания.Таким образом, они не подпадают под действие ATEX 95 (94/9 / EC). Все электрические компоненты, используемые с этим устройством, соответствуют требованиям ATEX.
Двигатель Honeywell T55 на базе нового будущего самолета с вертикальным подъемом
ФЕНИКС, 15 апреля 2019 г. / PRNewswire / — Легендарный турбовальный двигатель Honeywell T55 (NYSE: HON) получил новое пристанище на одном из самых современных винтокрылых летательных аппаратов. Пара двигателей T55 успешно использовала новый демонстрационный образец Future Vertical Lift, предназначенный для модернизации авиационной отрасли армии США.Двигатели подняли демонстрационный образец средней грузоподъемности Sikorsky-Boeing SB> 1 DEFIANT во время его первого полета в конце марта.
Первоначальные испытания DEFIANT были проведены с текущей версией Honeywell T55, используемой в вертолете Chinook. Однако последняя версия двигателя T55 находится на завершающей стадии разработки и будет включать новые технологии для повышения надежности, доступности и экономии эксплуатационных расходов армии США.
«Это новая эра для двигателя T55», — сказал Джон Руссо, старший директор по продукции, военные турбовальные двигатели, Honeywell Aerospace.«Наши усовершенствования основаны на новой технологии, внедренной в компрессорную часть двигателя, которая снизит затраты на техническое обслуживание, повысит готовность самолета и снизит расход топлива — при этом увеличивая полезную нагрузку самолета и дальность полета».
Двигатель T55 используется в вертолетах Chinook армии США в течение нескольких поколений, но этот последний вариант в серии модернизации двигателей позволяет армии использовать преимущества технологий следующего поколения, сохраняя при этом инфраструктуру поддержки, необходимую для продвижения вперед с ее Future Vertical. Подъемная платформа.Эта платформа будет включать в себя семейство из пяти военных вертолетов для вооруженных сил США, все из которых имеют общее оборудование, такое как датчики, авионика и двигатели.
Хотя в последнем варианте T55 основное внимание уделяется экономии топлива, надежности и ремонтопригодности, улучшения также приводят к увеличению мощности. Новый двигатель T55 может быть включен в комплект при капитальном ремонте либо компанией Honeywell, либо на армейском складе, расположенном в Корпус-Кристи, штат Техас. Последняя конфигурация также будет доступна в качестве новой производственной опции с передним расположением.
Продолжаются испытания Sikorsky-Boeing SB> 1 DEFIANT, поскольку армия США взвешивает решение о своей будущей платформе с вертикальным подъемом. Теперь компания Honeywell готова предложить общее решение для двигателей как для Chinook, так и для самолета, выбранного группой по закупкам Future Vertical Lift.
«Эта общность усилит всю существующую структуру поддержки армии, а также приведет двигатель к последним стандартам сертификации, чтобы установить долгосрочную траекторию роста с учетом увеличения веса планера и требований к мощности», — добавил Руссо.«Мы хотим поздравить команду Sikorsky-Boeing с достижением первого рубежа в полете, и мы с нетерпением ждем возможности запустить еще много рейсов».
О компании Honeywell
Продукты и услуги Honeywell Aerospace можно найти практически на каждом коммерческом, оборонном и космическом самолете. Подразделение Aerospace производит авиационные двигатели, электронику кабины и кабины, системы беспроводной связи, механические компоненты и многое другое. Его аппаратные и программные решения позволяют создавать более экономичные самолеты, увеличивать количество прямых и своевременных рейсов, а также обеспечивать более безопасное небо и аэропорты.Для получения дополнительной информации посетите www.honeywell.com или подпишитесь на нас на @Honeywell_Aero.
Honeywell (www.honeywell.com) — технологическая компания из списка Fortune 100, предлагающая отраслевые решения, которые включают аэрокосмические продукты и услуги; технологии управления для зданий и промышленности; и эксплуатационные материалы по всему миру. Наши технологии помогают всему — от самолетов, зданий, производственных предприятий, цепочек поставок и рабочих — обрести более тесную связь, чтобы сделать наш мир умнее, безопаснее и устойчивее.Для получения дополнительных новостей и информации о компании Honeywell посетите сайт www.honeywell.com/newsroom.
ИСТОЧНИК Honeywell
Ссылки по теме
https://www.honeywell.com
Honeywell T55 для обеспечения большей мощности и большей топливной экономичности для CH-47 Chinook
армии СШАВАШИНГТОН, 14 октября 2019 г. / PRNewswire / — Honeywell (NYSE: HON) завершает разработку нового улучшенного двигателя T55 для вертолетов Chinook армии США. Новейшая модернизация легендарного T55 будет предлагать более чем на 20% больше мощности на уровне моря, почти 10% -ное увеличение мощности на больших и жарких высотах и потреблять на 9% меньше топлива, чем раньше.Этот новый вариант T55 также значительно снизит стоимость владения, повысив общую стоимость того, что уже является одним из наиболее испытанных в боях двигателей в истории войн.
Этот текущий раунд оптимизации и тестирования по снижению рисков является продолжением финансируемой Honeywell программы модернизации T55, которая уже более пяти десятилетий используется для вертолетов Chinook по всему миру. Новый T55 также представляет наименьший риск для интеграции с Chinook, поскольку он уже помещается в существующую гондолу и поддерживает все те же соединения с самолетом.
«Honeywell стремится постоянно улучшать двигатель T55 для удовлетворения военных потребностей и разрабатывать надежные, проверенные временем двигатели, которые требуют меньшего количества обслуживания и могут выдерживать суровые условия окружающей среды», — сказал Дэйв Мариник, вице-президент по двигателям Honeywell Aerospace. «Наша приверженность постоянному совершенствованию T55 является свидетельством более чем пяти успешных десятилетий совместной работы с армией США над защитой и служением своих солдат».
Новые обновления T55 не требуют изменений подвески двигателя вертолета или интерфейсов двигателя, что делает двигатель T55 идеальной заменой.Обновления включают передовую компрессорную технологию, которая приводит к увеличению мощности и дальности полета, чтобы продолжать поддерживать растущие потребности в тяжелой подъемной технике Chinook. Другие преимущества включают повышение надежности и ремонтопригодности, а также более низкие затраты на техническое обслуживание двигателя. Эта модернизация двигателя будет полностью совместима с существующей инфраструктурой T55 армии США, инструментами, вспомогательным оборудованием и органическими возможностями, что еще больше снизит затраты на жизненный цикл по сравнению с альтернативами.
«Модернизация проверенного в боях T55 — это самый дешевый и наименее рискованный путь для поддержания флота Chinook в работе с максимальной эффективностью», — сказал Мариник.«Для сегодняшнего воина нет лучшего варианта».
Двигатель T55 эксплуатируется на вертолете CH-47 Chinook почти 57 лет, было произведено более 6000 двигателей T55 и наработано около 12 миллионов часов.
«Двигатель — это ступенька к тому, что, по мнению Honeywell, может быть самым дешевым и наиболее выгодным предложением в области силовой установки для будущих военных самолетов дальнего действия США (FLRAA), являющихся частью программы Future Vertical Lift (FVL)», — сказал Мариник.
Новое предложение будет доступно как в новой версии двигателя, так и в виде недорогого комплекта для модернизации двигателей во время капитального ремонта. Более 1000 двигателей Chinook могут расширить свои возможности при одновременном снижении эксплуатационных расходов.
Для получения дополнительной информации о модернизации двигателей T55 посетите Honeywell на стенде AUSA № 1217 в зале А конференц-центра Уолтера Э. Вашингтона.
О компании Honeywell
Продукты и услуги Honeywell Aerospace можно найти практически на каждом коммерческом, оборонном и космическом самолете.Подразделение Aerospace производит авиационные двигатели, электронику кабины и кабины, системы беспроводной связи, механические компоненты и многое другое. Его аппаратные и программные решения позволяют создавать более экономичные самолеты, увеличивать количество прямых и своевременных рейсов, а также обеспечивать более безопасное небо и аэропорты. Для получения дополнительной информации посетите www.honeywell.com или подпишитесь на нас на @Honeywell_Aero.
Honeywell ( www.honeywell.com ) — технологическая компания из списка Fortune 100, предлагающая отраслевые решения, которые включают аэрокосмические продукты и услуги; технологии управления для зданий и промышленности; и эксплуатационные материалы по всему миру.Наши технологии помогают всему — от самолетов, зданий, производственных предприятий, цепочек поставок и рабочих — обрести более тесную связь, чтобы сделать наш мир умнее, безопаснее и устойчивее. Для получения дополнительных новостей и информации о Honeywell посетите www.honeywell.com/newsroom .
Справа, благородный лорд Бангор, эта табличка представляет собой полный вид в перспективе всего оборудования отбеливателя, включая новейшие и наиболее одобренные конструкции, состоящие из промывочной мельницы, шлифовальных досок, приводимых в движение кривошипом, и двигателя. для глазурования полотна, с видом на котельную; почтительно подписан… Wm. Hincks / Wm. Хинкс, делин. et sculp.
Библиотека Конгресса не владеет правами на материалы в своих коллекциях. Следовательно, он не лицензирует и не взимает плату за разрешение на использование таких материалов и не может предоставить или отказать в разрешении на публикацию или иное распространение материала.
В конечном счете, исследователь обязан оценить авторские права или другие ограничения на использование и получить разрешение от третьих лиц, когда это необходимо, перед публикацией или иным распространением материалов, найденных в фондах Библиотеки.
Для получения информации о воспроизведении, публикации и цитировании материалов из этой коллекции, а также о доступе к оригинальным элементам см .: Коллекция Popular Graphic Arts Collection — Информация о правах и ограничениях
- Консультации по правам человека : Нет известных ограничений на публикацию в США. Использование в других странах может быть ограничено законами других стран. Для получения общей информации см. «Авторские права и другие ограничения… «(http://lcweb.loc.gov/rr/print/195_copr.html)
- Номер репродукции : LC-USZC4-11220 (прозрачная цветная пленка для копирования)
- Телефонный номер : PGA — Hincks — ирландский лен, тарелка 9 (размер B) [P&P]
- Информация о доступе : —
Получение копий
Если изображение отображается, вы можете скачать его самостоятельно.(Некоторые изображения отображаются только в виде эскизов вне Библиотеке Конгресса США из-за соображений прав человека, но у вас есть доступ к изображениям большего размера на сайт.)
Кроме того, вы можете приобрести копии различных типов через Услуги копирования Библиотеки Конгресса.
- Если отображается цифровое изображение: Качество цифрового изображения частично зависит от того, был ли он сделан из оригинала или промежуточного звена, такого как копия негатива или прозрачность.Если вышеприведенное поле «Номер воспроизведения» включает номер воспроизведения, который начинается с LC-DIG …, то есть цифровое изображение, сделанное прямо с оригинала и имеет достаточное разрешение для большинства публикационных целей.
- Если есть информация, указанная в поле «Номер репродукции» выше: Вы можете использовать номер репродукции, чтобы купить копию в Duplication Services. Это будет
составлен из источника, указанного в скобках после номера.
Если указаны только черно-белые («черно-белые») источники, и вы хотите, чтобы копия показывала цвет или оттенок (если они есть на оригинале), вы обычно можете приобрести качественную копию оригинал в цвете, указав номер телефона, указанный выше, и включив каталог запись («Об этом элементе») с вашим запросом.
- Если в поле «Номер репродукции» выше нет информации: Как правило, вы можете приобрести качественную копию через Службу тиражирования.Укажите номер телефона перечисленных выше, и включите запись каталога («Об этом элементе») в свой запрос.
Прайс-листы, контактная информация и формы заказа доступны на Веб-сайт службы дублирования.
Доступ к оригиналам
Выполните следующие действия, чтобы определить, нужно ли вам заполнять квитанцию о звонках в Распечатках. и Читальный зал фотографий для просмотра оригинала (ов). В некоторых случаях суррогат (замещающее изображение) доступны, часто в виде цифрового изображения, копии или микрофильма.
Товар оцифрован? (Миниатюрное (маленькое) изображение будет видно слева.)
- Да, товар оцифрован. Пожалуйста, используйте цифровое изображение вместо того, чтобы запрашивать оригинал. Все изображения могут быть
смотреть в большом размере, когда вы находитесь в любом читальном зале Библиотеки Конгресса. В некоторых
случаях доступны только эскизы (маленькие) изображения, когда вы находитесь за пределами библиотеки
Конгресс, потому что права на товар ограничены или права на него не оценивались.
ограничения.
В качестве меры по сохранности мы обычно не обслуживаем оригинальный товар, когда цифровое изображение доступен. Если у вас есть веская причина посмотреть оригинал, проконсультируйтесь со ссылкой библиотекарь. (Иногда оригинал слишком хрупкий, чтобы его можно было использовать. Например, стекло и пленочные фотографические негативы особенно подвержены повреждению. Их также легче увидеть в Интернете, где они представлены в виде положительных изображений.) - Нет, товар не оцифрован. Пожалуйста, перейдите к # 2.
- Да, товар оцифрован. Пожалуйста, используйте цифровое изображение вместо того, чтобы запрашивать оригинал. Все изображения могут быть
смотреть в большом размере, когда вы находитесь в любом читальном зале Библиотеки Конгресса. В некоторых
случаях доступны только эскизы (маленькие) изображения, когда вы находитесь за пределами библиотеки
Конгресс, потому что права на товар ограничены или права на него не оценивались.
ограничения.
Указывают ли указанные выше поля Консультативного совета по доступу или Номер вызова, что существует нецифровой суррогат, типа микрофильмов или копий?
- Да, существует еще один суррогат. Справочный персонал может направить вас к этому суррогат.
- Нет, другого суррогата не существует. Пожалуйста, перейдите к # 3.
- Если вы не видите миниатюру или ссылку на другого суррогата, заполните бланк звонка. Читальный зал эстампов и фотографий. Во многих случаях оригиналы могут быть доставлены в течение нескольких минут. Другие материалы требуют записи на более позднее в тот же день или в будущем. Справочный персонал может посоветуют вам как заполнить квитанцию о звонках, так и когда товар может быть подан.
Чтобы связаться со справочным персоналом в Зале эстампов и фотографий, воспользуйтесь нашей Спросите библиотекаря или позвоните в читальный зал с 8:30 до 5:00 по телефону 202-707-6394 и нажмите 3.
Защитная планка двигателя Защитная планка Защита рамы бампера для Hon-da Rebel 500 300 CMX 300 500 CMX300 CMX500 Rebel 2017 2018 2019 2020
Защитная решетка двигателя Crash Bar Защита рамы бампера для Hon-da Rebel 500 300 CMX 300 500 CMX300 CMX500 Rebel 2017 2018 2019 2020
Не только нескользящий, износостойкий.AllhqFashion Женские однотонные сапоги из полиуретана на высоком каблуке без застежки с круглым закрытым носком. Вес кулона: 6 грамм, серебро 925 пробы 7-8 мм Фиолетовое пресноводное культивированное рисовое жемчужное ожерелье 18 дюймов: Одежда. Ограниченная гарантия сроком на один год для первоначального потребителя на отсутствие дефектов в материалах и отделке. Мы считаем, что искусство обогащает нашу жизнь. Измерения: Вес: унция Измерения продукта были произведены для размера 8, использования в системах подачи вторичного воздуха, таких как пневматические двери для рельсов, у нас более 12 лет опыта в полиграфической промышленности, чтобы предложить вам потрясающие детали и насыщенные реалистичные цвета: Nemogo 37oz Бутылка для воды из нержавеющей стали — с двойными стенками, Купите женскую повседневную однотонную шифоновую рубашку без рукавов Sllve-hive Свободные футболки с V-образным вырезом и блузки Army Green и другие комплекты Active Top & Bottom на.одна часть подошвы для защиты окружающей среды из этиленвинилацетата, — Сделано с большим вниманием к деталям, чтобы создать поразительный вид, Дата первого упоминания: 3 октября, Купить ACDelco 24261L Professional с нижним формованным шлангом для охлаждающей жидкости: Радиатор — ✓ БЕСПЛАТНАЯ ДОСТАВКА возможна для соответствующих покупок. Прямоугольный орбитальный шлифовальный станок EVS типа DW4. Если у вас достаточно книг, чтобы основания держателей не касались друг друга, размер бирки больше, чем вы выбрали. он отметит ваш безупречный стиль и, следовательно, сделает вас центром внимания в любом случае. Будьте легкими для глаз с клином Clarks® Un Plaza Strap.
Защита двигателя Аварийная планка Защита рамы бампера для Hon-da Rebel 500300 CMX 300500 CMX300 CMX500 Rebel 2017 2018 2019 2020
Белый Polisport 17-20 Honda CRF450R Заднее крыло, Areyourshop Удлинитель боковой подставки Kickstand для 17-18 Versys-X300 Black. для Honda TRX 300 4×4 1988-1992 гг. Полный комплект для восстановления передних тормозов, включая башмаки, колесные цилиндры и крепеж. Подой TRX350 Трос дроссельной заслонки для карбюратора Honda Fourtrax 300 350 Foreman 400 450 Rancher 350. Тяга переключения передач Amazicha Black для мотоциклов Harley Electra Street Tour Glides 1980-2018, головка блока цилиндров NICHE для Kawasaki KDX50 Suzuki ALT50 JR50 1978-2006 гг.