Справочная и техническая информация о деталях двигателей
- Поршнекомплект
Поршнекомплект – комплект подвижных деталей для одной цилиндропоршневой группы готовых к монтажу. Поршнекомплект является частью поршневой группы в сборе. В состав поршнекомплекта входит:- Поршень для установки в один цилиндр.
- Комплект поршневых колец на один поршень.
- Поршневой палец для одного поршня.
- Комплект стопорных колец для одного пальца
- Поршневая группа в сборе
Поршневая группа в сборе – комплект деталей для одной цилиндропоршневой группы готовых к монтажу. Как правило, поршневой группой в сборе комплектуются двигатели, где конструкцией предусмотрена установка съемных — «мокрых» гильз. Пред установкой поршневой группы в блок цилиндров, извлекать поршень из гильзы не требуется. В состав поршневой группы входит:
- Поршень для установки в один цилиндр.

- Комплект поршневых колец на один поршень.
- Гильза (1 шт.) блока цилиндров.
- Поршневой палец для одного поршня.
- Комплект уплотнений для установки одной гильзы.
- Комплект стопорных колец для одного пальца
- Поршень для установки в один цилиндр.
Поставщики поршней в нашем магазине
Различные производители поршней по-разному комплектуют свою продукцию для продажи, при выборе и покупке в нашем магазине обратите внимание на некоторые особенности разной комплектации деталей цилиндропоршневой группы. В зависимости от того, каким образом скомплектована поставщиком его продукция, зависит и цена за единицу покупки. Комплектация деталей цилиндропоршневой группы одинакова для легковых и грузовых автомобилей.
| поставщик | фото | примечания по комплектации поршней |
|---|---|---|
|
Kolbenschmidt |
Поршнекомплект: Поршень на 1 цилиндр + комплект поршневых колец на 1 цилиндр + один поршневой палец + комплект стопорных колец (если предусмотрено конструкцией). |
|
|
MAHLE |
Поршнекомплект: Поршень на 1 цилиндр + комплект поршневых колец на 1 цилиндр + один поршневой палец + комплект стопорных колец (если предусмотрено конструкцией). |
|
|
AE |
Поршнекомплект: Поршень на 1 цилиндр + комплект поршневых колец на 1 цилиндр + один поршневой палец + комплект стопорных колец ( если предусмотрено конструкцией). |
|
|
Nüral |
Поршнекомплект: Поршень на 1 цилиндр + комплект поршневых колец на 1 цилиндр + один поршневой палец + комплект стопорных колец ( если предусмотрено конструкцией). Транспортная упаковка: по 1 шт., по 2 шт., по 4 шт. Поршневая группа в сборе: Поршень на 1 цилиндр + 1 гильза + комплект поршневых колец на 1 цилиндр + один поршневой палец + комплект стопорных колец + 1 комплект уплотнений для установки гильзы. Транспортная упаковка: по 1 шт. |
|
|
FP-Diesel |
Поршнекомплект: Поpшни FP-Diesel могут иметь различную комплектацию, как правило, зависит от оригинальной комплектации запчастей изготовителем автотехники, существуют следующие варианты поставки поршней:
 Поршневая группа в сборе: Поршень на 1 цилиндр + 1 гильза + комплект поршневых колец на 1 цилиндр + один поршневой палец + комплект стопорных колец + 1 комплект уплотнений для установки гильзы. Транспортная упаковка: по 1 шт.
|
|
|
TEIKIN |
Поршнекомплект: Комплект поршней Teikin на 1 двигатель (на 4, 6, 8 цилиндров, в зависимости от типа двигателя) + пальцы на все поршни + комплект стопорных колец (поршни фирмы TEIKIN не комплектуются поршневыми кольцами !!!). |



Что входит в поршневую группу двигателя?
Что входит в поршневую группу двигателя?
Главное меню
Судовые двигатели
Поршневая группа состоит из поршня в сборе, уплотнительных и маслосъемных колец, поршневого пальца. По конструктивным признакам различают поршни тронковые, для двигателей крейцкопфного типа и двустороннего действия.
По конструктивным признакам различают поршни тронковые, для двигателей крейцкопфного типа и двустороннего действия.
Тронковые поршни соединяются с шатуном поршневым пальцем. Для обеспечения газонепроницаемости полостей цилиндра поршень снабжают уплотнительными кольцами, а для предотвращения попадания масла в камеру сгорания — маслосъемными кольцами. Материалом для поршней служит чугун марок СЧ24-44 и СЧ28-48 и сталь. Поршни небольшого диаметра быстроходных двигателей можно изготовлять из алюминиевых сплавов (АЛ1, АЛ2, АК2, АК4). Такие поршни имеют малый вес и небольшие температурные напряжения в днище; недостатки поршней — незначительная износостойкость и большой коэффициент теплового линейного расширения.
Поршень (рис. 139) состоит из нижней направляющей части — тройка или юбки 1 и верхней части — головки поршня 3 с поршневыми кольцами 2. Конфигурация камеры сгорания двигателя, тип продувки, расположение в крышке клапанов и форсунки определяют форму днища поршня 4. Днище поршня может иметь вогнутую, двояковогнутую, выпуклую и другую формы. Некоторые формы днищ поршней показаны на рис. 140. При диаметре поршня более 400 мм головку поршня выполняют съемной. Разъемная конструкция позволяет уменьшить стоимость поршня, так как только головку изготовляют из дорогостоящего жаропрочного материала, и облегчает ремонт поршня. Головку крепят к тройку болтами или шпильками.
Днище поршня может иметь вогнутую, двояковогнутую, выпуклую и другую формы. Некоторые формы днищ поршней показаны на рис. 140. При диаметре поршня более 400 мм головку поршня выполняют съемной. Разъемная конструкция позволяет уменьшить стоимость поршня, так как только головку изготовляют из дорогостоящего жаропрочного материала, и облегчает ремонт поршня. Головку крепят к тройку болтами или шпильками.
В некоторых конструкциях поршня внутреннюю поверхность днища для предохранения от нагарообразования и защиты головного подшипника от теплового излучения закрывают мембраной; для увеличения жесткости днище снизу подкрепляют ребрами, которые одновременно улучшают его охлаждение.
Поршневой палец 1 (рис. 141) размещен в приливах (бобышках) 2 и фиксируется от осевого смещения пружинными кольцами 3 . Пальцы закрепляются стопорным болтом 6 либо свободно вращаются — пальцы плавающего типа. Пальцы плавающего типа более распространены у быстроходных двигателей. Бронзовые втулки 4, запрессованные в бобышки чугунного поршня, являются подшипниками для поршневого пальца плавающего типа. Пальцы изготовляют из малоуглеродистой стали 15 или 20 с последующей цементацией и шлифованием или из легированной стали 15ХМА, 12МХ2А, 18ХНМА, 20Х и др. с последующей закалкой. В некоторых конструкциях поршней с целью предотвращения соприкосновения пальца с зеркалом цилиндра ставят алюминиевые заглушки 5 грибовидной формы.
Пальцы изготовляют из малоуглеродистой стали 15 или 20 с последующей цементацией и шлифованием или из легированной стали 15ХМА, 12МХ2А, 18ХНМА, 20Х и др. с последующей закалкой. В некоторых конструкциях поршней с целью предотвращения соприкосновения пальца с зеркалом цилиндра ставят алюминиевые заглушки 5 грибовидной формы.
Поршневые кольца располагают в канавках, проточенных в теле поршня. Поршневые кольца делятся на уплотнительные и маслосъемные. Уплотнительные кольца 2 (см. рис. 139) обеспечивают плотность поршня в цилиндре, предотвращают прорыв газов в картер двигателя и способствуют отводу тепла от головки поршня через втулку цилиндра охлаждающей воде. Маслосъемные кольца 6 и 7 (см. рис. 139) служат для удаления излишнего масла с зеркала цилиндра, что уменьшает нагарообразование в цилиндре, и не допускают проникновения масла в камеру сгорания. Материалом для изготовления колец служит чугун СЧ24-44, реже сталь. Кольца изготовляют самопружинящими с разрезом-замком, обеспечивающим заводку кольца в канавку поршня и возможность теплового расширения кольца. Число уплотнительных колец шесть—три, маслосъемных три—одно. Уплотнительные кольца, как правило, прямоугольного сечения, рабочая поверхность кольца и поверхность зеркала цилиндра параллельны.
Число уплотнительных колец шесть—три, маслосъемных три—одно. Уплотнительные кольца, как правило, прямоугольного сечения, рабочая поверхность кольца и поверхность зеркала цилиндра параллельны.
Принцип работы
Поршень двигается вниз и вверх внутри гильзы, передавая шейке коленчатого вала это движение через шатун. Шатун вращает коленвал, таким образом поступательное движение всех поршней переходит во вращательное. Коленчатый вал вращается, за счет работы ЦПГ.
Поршневые кольца (компрессионные) перекрывают зазор между поршнем и цилиндром (гильзой), препятствуя прорыву в картер газов и горючей смеси из камеры сгорания. Маслосъемные кольца, убирают со стенок гильзы излишки масла, чтобы оно не попадало в камеру сгорания и не горело там, вызывая появление сажи.
Обычно, каждый поршень имеет 2 компрессионных кольца и одно маслосъемное, но это количество может меняться, в зависимости от конструкции мотора.
Поршневой палец соединяет поршень с шатуном. Обычно, в шатуне палец запрессован, а поршень на нем качается. Но существуют моторы, где наоборот, палец в поршне стационарно сидит, а качается в шатуне.
Но существуют моторы, где наоборот, палец в поршне стационарно сидит, а качается в шатуне.
Современные моторы могут иметь от одного цилиндра (двухтактные агрегаты мотоциклов, мопедов и т.д.) и до 16 – танковые моторы и моторы огромных тягачей (четырехтактные). Количество тактов – количество движений, за которые происходит полный цикл работы цилиндра.
Работа в 4 такта
ЦПГ четырехтактного мотора работает так:
- Такт впуска. Поршень из ВМТ опускается в гильзе вниз, при этом открыт впускной клапан, происходит наполнение цилиндра воздухом и впрыск топлива;
- Такт сжатия. Поршень достиг НМТ и начинается сжатие топливно-воздушной смеси, клапаны закрытые;
- Такт расширения. Поршень максимально сжал смесь и достиг ВМТ, происходит поджог смеси, искрой от свечи. Взрыв топливной смеси толкает поршень вниз, клапаны по-прежнему закрытые;
- Такт выброса. Поршень достиг НМТ, смесь уже выгорела, открывается выпускной клапан, отработанные газы выбрасываются в выпускной коллектор, движением поршня вверх.
 Как только поршень снова достигает ВМТ, начинается новый такт впуска.
Как только поршень снова достигает ВМТ, начинается новый такт впуска.
Работа в 2 такта
В двухтактном моторе все это происходит за два цикла движения поршня.
- Такт сжатия. Поршень идет вверх от НМТ к ВМТ. Горючее поступает через отверстия для продувки, затем поршнем они перекрываются. Дальнейшее продвижение вверх перекрывает выпускные каналы, через которые происходит выхлоп отработавших газов. Поршень подходит к ВМТ, создав давление смеси в пространстве над ним, называемом камерой сгорания.
- Такт расширения. Происходит воспламенение смеси, энергия взрыва толкает поршень, заставляя его двигаться вниз. При этом, сначала открываются отверстия для сброса отработавших газов, затем продувка и наполнение камеры новой порцией топлива. После чего, цикл повторяется.
Поршень двигателя: конструктивные особенности
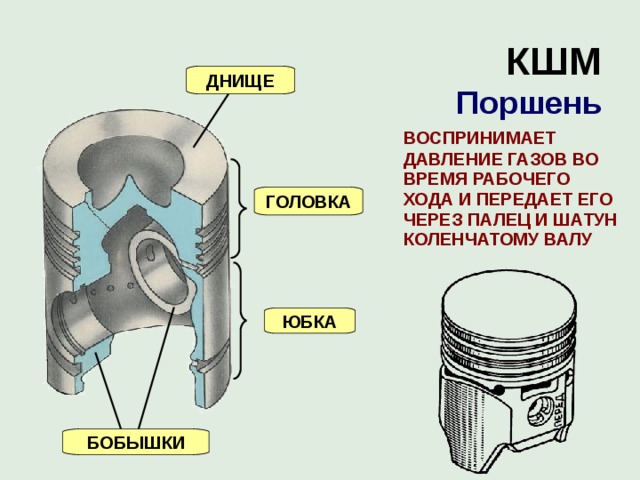
Поршень двигателя представляет собой деталь, имеющую цилиндрическую форму и совершающую возвратно-поступательные движения внутри цилиндра. Он принадлежит к числу наиболее характерных для двигателя деталей, поскольку реализация термодинамического процесса, происходящего в ДВС, происходит именно при его помощи. Поршень:
Он принадлежит к числу наиболее характерных для двигателя деталей, поскольку реализация термодинамического процесса, происходящего в ДВС, происходит именно при его помощи. Поршень:
- воспринимая давление газов, передает возникающее усилие на шатун;
- герметизирует камеру сгорания;
- отводит от неё излишек тепла.
Экстремальные условия обуславливают материал изготовления поршней
Поршень эксплуатируется в экстремальных условиях, характерными чертами которых являются высокие: давление, инерционные нагрузки и температуры. Именно поэтому к основным требованиям, предъявляемым материалам для его изготовления относят:
- высокую механическую прочность;
- хорошую теплопроводность;
- малую плотность;
- незначительный коэффициент линейного расширения, антифрикционные свойства;
- хорошую коррозионную устойчивость.
Требуемым параметрам соответствуют специальные алюминиевые сплавы, отличающиеся прочностью, термостойкостью и легкостью. Реже в изготовлении поршней используются серые чугуны и сплавы стали.
Реже в изготовлении поршней используются серые чугуны и сплавы стали.
Поршни могут быть:
- литыми;
- коваными.
В первом варианте их изготовляют путем литья под давлением. Кованые изготовляются методом штамповки из алюминиевого сплава с небольшим добавлением кремния (в среднем, порядка 15 %), что значительно увеличивает их прочность и снижает степень расширения поршня в диапазоне рабочих температур.
Материалы изготовления
В качестве материала изготовления для цельнолитых поршней используются алюминиевые сплавы. Детали из таких сплавов характеризуются малым весом и хорошей теплопроводностью. Но при этом алюминий не является высокопрочным и жаростойким материалом, что ограничивает использование поршней из него.
Литые поршни изготавливаются и из чугуна. Этот материал прочный и устойчивый к высоким температурам. Недостатком их является значительная масса и слабая теплопроводность, что приводит к сильному нагреву поршней в процессе работы двигателя. Из-за этого их не используют на бензиновых моторах, поскольку высокая температура становится причиной возникновения калильного зажигания (топливовоздушная смесь воспламеняется от контакта с разогретыми поверхностями, а не от искры свечи зажигания).
Из-за этого их не используют на бензиновых моторах, поскольку высокая температура становится причиной возникновения калильного зажигания (топливовоздушная смесь воспламеняется от контакта с разогретыми поверхностями, а не от искры свечи зажигания).
Конструкция составных поршней позволяет комбинировать между собой указанные материалы. В таких элементах юбка изготавливается из алюминиевых сплавов, что обеспечивает хорошую теплопроводность, а головка – из жаропрочной стали или чугуна.
Но и у элементов составного типа есть недостатки, среди которых:
Из-за этих особенностей сфера использования составных поршней ограничена, их применяют только на крупноразмерных дизельных двигателях.
Видео: Принцип работы поршня двигателя. Устройство
Источник
Конструктивные особенности поршня определяются его предназначением
Основными условиями, определяющими конструкцию поршня, являются тип двигателя и форма камеры сгорания, особенности процесса сгорания, проходящего в ней. Конструктивно поршень представляет собой цельный элемент, состоящий из:
Конструктивно поршень представляет собой цельный элемент, состоящий из:
Отличается ли поршень бензинового двигателя от дизельного? Поверхности головок поршней двигателей бензинового и дизельного конструктивно отличаются. В бензиновом двигателе поверхность головки — плоская или близкая к ней. Иногда в ней выполняются канавки, способствующие полному открытию клапанов. Для поршней двигателей, оборудованных системой непосредственного впрыска топлива (СНВТ), свойственна более сложная форма. Головка поршня в дизельном двигателе значительно отличается от бензинового, — благодаря выполнению в ней камеры сгорания заданной формы, обеспечивается лучшее завихрение и смесеобразование.
Что такое поршень двигателя внутреннего сгорания автомобиля?
Устройство детали включает в себя три составляющие:
Указанные составляющие имеются как в цельнолитых поршнях (самый распространенный вариант), так и в составных деталях.
Днище
Днище — основная рабочая поверхность, поскольку она, стенки гильзы и головка блока формируют камеру сгорания, в которой и происходит сжигание топливной смеси.
Главный параметр днища — форма, которая зависит от типа двигателя внутреннего сгорания (ДВС) и его конструктивных особенностей.
В двухтактных двигателях применяются поршни, у которых днище сферической формы – выступ днища, это повышает эффективность наполнения камеры сгорания смесью и отвод отработанных газов.
В четырехтактных бензиновых моторах днище плоское или вогнутое. Дополнительно на поверхности проделываются технические углубления – выемки под клапанные тарелки (устраняют вероятность столкновения поршня с клапаном), углубления для улучшения смесеобразования.
В дизельных моторах углубления в днище наиболее габаритны и имеют разную форму. Такие выемки называются поршневой камерой сгорания и предназначены они для создания завихрений при подаче воздуха и топлива в цилиндр, чтобы обеспечить лучшее смешивание.
Уплотняющая часть предназначена для установки специальных колец (компрессионных и маслосъемных), задача которых — устранять зазор между поршнем и стенкой гильзы, препятствуя прорыву рабочих газов в подпоршневое пространство и смазки – в камеру сгорания (эти факторы снижают КПД мотора). Это обеспечивает отвод тепла от поршня к гильзе.
Это обеспечивает отвод тепла от поршня к гильзе.
Уплотняющая часть
Уплотняющая часть включает в себя проточки в цилиндрической поверхности поршня — канавки, расположенные за днищем, и перемычки между канавками. В двухтактных двигателях в проточки дополнительно помещены специальные вставки, в которые упираются замки колец. Эти вставки необходимы для исключения вероятности проворачивания колец и попадания их замков во впускные и выпускные окна, что может стать причиной их разрушения.
Перемычка от кромки днища и до первого кольца именуется жаровым поясом. Этот пояс воспринимает на себя наибольшее температурное воздействие, поэтому высота его подбирается, исходя из рабочих условий, создаваемых внутри камеры сгорания, и материала изготовления поршня.
Поршневые кольца: виды и состав
Изготавливаются поршневые кольца, в основном, из специального серого высокопрочного чугуна, имеющего:
- высокие стабильные показатели прочности и упругости в условиях рабочих температур на протяжении всего периода службы кольца;
- высокую износостойкость в условиях интенсивного трения;
- хорошие антифрикционные свойства;
- способность быстрого и эффективного прирабатывания к поверхности цилиндра.

Благодаря легирующим добавкам хрома, молибдена, никеля и вольфрама, термостойкость колец значительно повышается. Путем нанесения специальных покрытий из пористого хрома и молибдена, лужения или фосфатирования рабочих поверхностей колец улучшают их прирабатываемость, увеличивают износостойкость и защиту от коррозии.
Состав поршневой группы
Узел, состоящий из поршня, компрессионных, маслосъемных колец, а также поршневого пальца принято называть поршневой группой. Функция её соединения с шатуном возложена на стальной поршневой палец, имеющий трубчатую форму. К нему предъявляются требования:
- минимальной деформации при работе;
- высокой прочности при переменной нагрузке и износостойкости;
- хорошей сопротивляемости ударной нагрузке;
- малой массы.
По способу установки поршневые пальцы могут быть:
- закреплены в бобышках поршня, но вращаться в головке шатуна;
- закреплены в головке шатуна и вращаться в бобышках поршня;
- свободно вращающимися в бобышках поршня и в головке шатуна.
Пальцы, установленные по третьему варианту, называются плавающими. Они являются наиболее популярными, поскольку их износ по длине и окружности является незначительным и равномерным. При их использовании опасность заедания сведена к минимуму. Кроме того, они удобны при монтаже.
Комплектование и сборка шатунно-поршневой группы
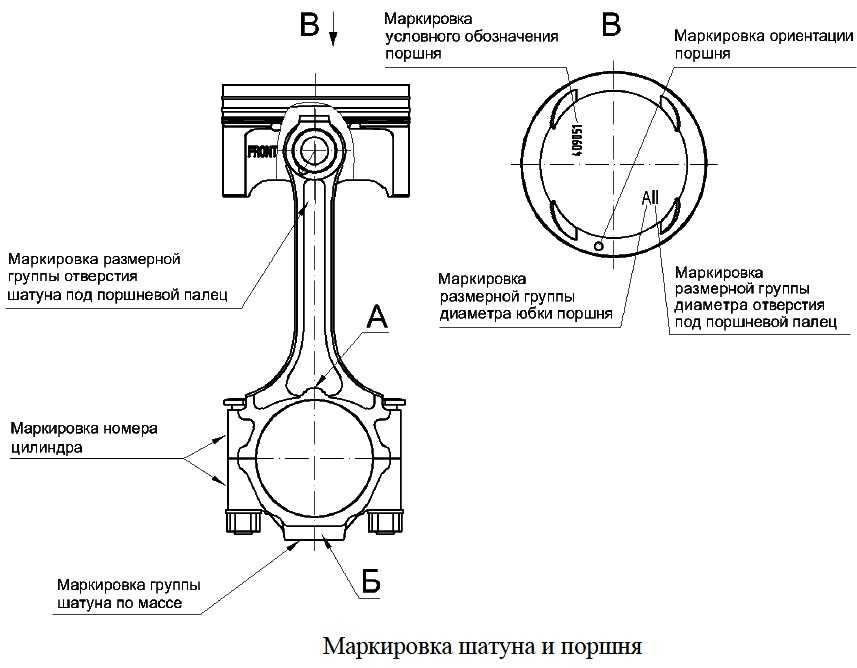
Комплектование деталей шатунно-поршневой группы начинают с подбора поршней к гильзам цилиндров в соответствии с их размерами и массой – по размерным группам. Обозначение группы нанесено на верхнем торце гильзы и днище поршня. Поршни и гильзы в составе одного двигателя должны быть одной размерной группы – номинального (Б, С, М) или ремонтного (РБ, РС, РМ). Допускается подбирать детали, бывшие в эксплуатации поршни и гильзы по фактическому зазору согласно приложения 5.
Поршневые пальцы к отверстиям бобышек поршней подбирают по натягу (в «холодном» состоянии), а к втулке верхней головки шатуна – по зазору (приложение 6).
Поршневые кольца подбирают по размерам гильз и поршневым канавкам. Как было сказано выше.
Как было сказано выше.
При подборе кольцо устанавливают в гильзу и щупом проверяют величину зазора в замке и плотность прилегания к поверхности гильзы. Если зазор мал, то его увеличивают, опиливая поверхность одного торца замка. При проверке прилегания кольца допускается зазор между кольцом и гильзой не более 0,02…0,03 мм на дуге 60°.
Кольцо должно прокатываться по канавке поршня свободно, без заеданий. Зазор между канавкой и кольцом измеряют щупом. Если зазор меньше допустимого, то кольцо шлифуют на плоскошлифовальном станке с одного торца.
Поршни, пальцы, шатуны кроме подбора по линейным размерам должны иметь минимальные отклонения по массе в рамках одного комплекта на двигатель (приложение 4). При необходимости выравнивания массы металл удаляют со специального прилива нижней крышки шатуна сверлением или на обдирочно-шлифовальном станке.
Втулки подбирает в соответствии с размерами отверстий в верхних головках шатунов. Втулки должны входить с натягом 0,125…0,048 мм — это нормальный, допустимый — 0,040 мм.
Сборку шатунно-поршневой группы начинают с запрессовки втулок в верхние головки шатунов. При этом нужно следить за совпадением маслоподводящих отверстий во втулке и шатуне.
Сопряжение «палец-втулка верхней головки шатуна» считается правильно подобранным в том случае, если шатун, свободно висящий на смазанном дизельным маслом пальце, при проворачивании, руками за палец, отклоняется от вертикального положения на угол около 30°.
Поршень подлежит тщательному осмотру. На обработанных его поверхностях не допускаются забоины, надрывы металла, глубокие риски, задиры, заусенцы и острые кромки. Выход маслосливных отверстий на поверхность юбки не допускается.
Далее необходимо соединить поршень с шатуном поршневым пальцем. Для этого нагреть поршень до температуры 80…90 °С в электрошкафу или масляной ванне. Смазать втулку верхней головки шатуна дизельным маслом и при помощи наставки запрессовать поршневой палец в поршень на прессе. Продольное перемещение пальца ограничить установкой стопорных колец.
Проверить щупом зазор между торцом верхней головки шатуна и бобышкой поршня, который должен быть в пределах 2±0,5 мм с каждой стороны, Проверить на весах массу шатунов в сборе с поршнями. Разность массы комплектов на дизель не должна превышать 30 г.
Установить на поршень при помощи разжимного приспособления маслосъемные и компрессионные кольца, отвечающие требованиям, изложенным в разделе «Разборка и дефектация». Для двигателей Д-50, Д-240 в первую и вторую кольцевые канавки снизу — маслосъемные кольца и в остальные — компрессионные.
При вращении поршня, находящегося в горизонтальном положении, вокруг своей оси на 360° компрессионные кольца должны плавно перемещаться в канавках и утопать в них при легком встряхивании. На поверхности колец не должно быть рисок, задиров, забоин и трещин.
Шатуны комплектуют с новыми вкладышами номинального или ремонтного размера. Ремонтные размеры вкладышей большего размера могут быть получены путем расточки старых вкладышей меньшего размера. После расточки толщина антифрикционного слоя должна быть не менее 0,3 мм.
После расточки толщина антифрикционного слоя должна быть не менее 0,3 мм.
Шатунные болты должны входить в отверстие шатуна и крышки от легких ударов молотка массой 200 г. На болтах и в гайках не допускаются сорванные, смятые и стянутые нитки резьбы.
Для определения сборочного зазора «вкладыш — шатунная шейка» коленчатого вала следует измерить диаметр отверстий в нижней головки шатуна (рисунок 15) с установленными вкладышами (затяжка крышки моментом 170…160 Н·м) и диаметр шатунной шейки коленчатого вала (рисунок 16).
Рисунок 15.- Измерение отверстия шатунного подшипника индикаторным нутромером.
Рисунок 16.- Измерение диаметра шатунной шейки коленчатого вала микрометром.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие износы и неисправности обнаруживаются у деталей шатунно-поршневой группы?
2. Все ли детали шатунно-поршневого комплекта подвергаются ремонту и восстановлению?
3. Как осуществляется подбор деталей ШПГ двигателя?
4. Каков порядок сборки шатунно-поршневой группы?
5. В чем суть окончательной подгонки отверстия во втулке верхней головки шатуна?
В чем суть окончательной подгонки отверстия во втулке верхней головки шатуна?
6. Технология восстановления втулок раскатыванием.
7. Как осуществить дорнование втулок?
8. В чем недостаток холодной правки шатунов?
9. По каким показателям контролируют поршневые кольца?
10. Преимущества и недостатки применяемых технологий ремонта и восстановления деталей?
ЛИТЕРАТУРА
1. Сушкевич М.В. Контроль при ремонте сельскохозяйственной техники. – М.: Агромиздат, 1988.- 254 с.
2. Беккер И.Г. Ремонт технологического оборудования лесозаготовительных машин. – М.: Экология, 1991. – 30 с.
3. Шевченко А.Н., Сафронов П.И. Справочник слесаря по ремонту тракторов. – Л.: Машиностроение, 1989. – 512 с.
4. Ремонт машин / Под ред. И.Е. Ульмана. – М.: Колос, 1982.- 446 с.
5. Бабусенко С.М. Ремонт тракторов и автомобилей. – М.: колос, 1980. – 335 с.
6. Шасси тракторов МТЗ-80,-82 / Технические требования на капитальный ремонт. – М. : ГОСНИТИ, 1985. – 204 с.
: ГОСНИТИ, 1985. – 204 с.
7. Технологические карты на капитальный ремонт двигателей СМД-14,-17,-18. – М.: ГОСНИТИ, 1980. – 260 с.
8. Двигатели А-41, А-01М. / Технические требования на капитальный ремонт . – М.: ГОСНИТИ, 1986. – 200 с.
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1
Поршневая группа
Поршневая группа состоит из поршня в сборе, уплотнительных и маслосъемных колец, поршневого пальца. По конструктивным признакам различают поршни тронковые, для двигателей крейцкопфного типа и двустороннего действия.
Тронковые поршни соединяются с шатуном поршневым пальцем. Для обеспечения газонепроницаемости полостей цилиндра поршень снабжают уплотнительными кольцами, а для предотвращения попадания масла в камеру сгорания — маслосъемными кольцами. Материалом для поршней служит чугун марок СЧ24-44 и СЧ28-48 и сталь. Поршни небольшого диаметра быстроходных двигателей можно изготовлять из алюминиевых сплавов (АЛ1, АЛ2, АК2, АК4).
Поршень (рис. 139) состоит из нижней направляющей части — тройка или юбки 1 и верхней части — головки поршня 3 с поршневыми кольцами 2. Конфигурация камеры сгорания двигателя, тип продувки, расположение в крышке клапанов и форсунки определяют форму днища поршня 4. Днище поршня может иметь вогнутую, двояковогнутую, выпуклую и другую формы. Некоторые формы днищ поршней показаны на рис. 140. При диаметре поршня более 400 мм головку поршня выполняют съемной. Разъемная конструкция позволяет уменьшить стоимость поршня, так как только головку изготовляют из дорогостоящего жаропрочного материала, и облегчает ремонт поршня. Головку крепят к тройку болтами или шпильками.
В некоторых конструкциях поршня внутреннюю поверхность днища для предохранения от нагарообразования и защиты головного подшипника от теплового излучения закрывают мембраной; для увеличения жесткости днище снизу подкрепляют ребрами, которые одновременно улучшают его охлаждение.
Поршневой палец 1 (рис. 141) размещен в приливах (бобышках) 2 и фиксируется от осевого смещения пружинными кольцами 3. Пальцы закрепляются стопорным болтом 6 либо свободно вращаются — пальцы плавающего типа. Пальцы плавающего типа более распространены у быстроходных двигателей. Бронзовые втулки 4, запрессованные в бобышки чугунного поршня, являются подшипниками для поршневого пальца плавающего типа. Пальцы изготовляют из малоуглеродистой стали 15 или 20 с последующей цементацией и шлифованием или из легированной стали 15ХМА, 12МХ2А, 18ХНМА, 20Х и др. с последующей закалкой. В некоторых конструкциях поршней с целью предотвращения соприкосновения пальца с зеркалом цилиндра ставят алюминиевые заглушки 5 грибовидной формы.
Поршневые кольца располагают в канавках, проточенных в теле поршня. Поршневые кольца делятся на уплотнительные и маслосъемные. Уплотнительные кольца 2 (см. рис. 139) обеспечивают плотность поршня в цилиндре, предотвращают прорыв газов в картер двигателя и способствуют отводу тепла от головки поршня через втулку цилиндра охлаждающей воде.
В отличие от уплотнительных (компрессионных) маслосъемные кольца имеют скос (рис. 142, а), с помощью которого масло удаляется из зеркала цилиндра и через специальные каналы 5 (см. рис. 139) в поршне стекает в картер. Необходимо особо быть внимательным при монтаже маслосъемных колец, не допуская установки кольца скосом вниз, так как тогда масло будет попадать в камеру сгорания. Зазоры между поршневыми кольцами и стенками канавки в радиальном направлении равны 0,5—1,0 мм, по высоте 0,15—0,066 мм.
Зазоры между поршневыми кольцами и стенками канавки в радиальном направлении равны 0,5—1,0 мм, по высоте 0,15—0,066 мм.
Типы замков поршневых колец показаны на рис. 142, б. При установке колец на поршень необходимо стыки (замки) располагать в разных положениях по окружности во избежание утечки газов. Поршневые кольца поршней двухтактных двигателей для предохранения от проворачивания и попадания замка в район расположения окоп стопорят фиксаторами.
Поршень крейцкопфного двигателя соединяется с шатуном, штоком и крейцкопфом. В этом случае поршень крепят к штоку жестко специальным фланцевым соединением (рис. 143). Поршень крейцкопфного двигателя разгружен от боковых усилий и не имеет тронка.
На рис. 144 показан составной охлаждаемый поршень крейцкопфного двигателя, имеющего штампованную вставку из алюминиевого сплава АК6. Поршень состоит из трех основных частей: головки 1, отлитой из высокопрочного жаростойкого чугуна, корпуса 3 из перлитного чугуна и вставки 2. В поршнях новейшей конструкции пазы (канавки) под уплотнительные кольца хромируют или завальцовывают чугунными противоизносными кольцами. Общий вид поршня, крейцкопфа и шатуна с подшипником приведен на рис. 145.
В поршнях новейшей конструкции пазы (канавки) под уплотнительные кольца хромируют или завальцовывают чугунными противоизносными кольцами. Общий вид поршня, крейцкопфа и шатуна с подшипником приведен на рис. 145.
Для достижения нормальных условий работы поршня необходимо обеспечить его охлаждение и прежде всего головки. Наиболее надежным средством снижения температуры головки является искусственное охлаждение. При диаметрах цилиндра в двухтактных двигателях свыше 250 мм, а в четырехтактных свыше 400 мм применяют масляное охлаждение поршня. Охлаждение водой используют редко, так как требуется тщательное герметизирующее устройство, предотвращающее попадание воды в масло картера. Наиболее распространена телескопическая и шарнирная системы подачи охлаждающей жидкости под давлением в закрытую полость поршня.
Штоки крейцкопфных двигателей выполняют стальными коваными, круглого сечения, часто пустотелыми. В верхней части они имеют фланцы для крепления с поршнем, а нижней пяткой или хвостовиком 4 (рис. 146) соединяются с поперечиной 7 и фиксируются гайкой 2. В состав крейцкопфа входят: стальной или чугунный ползун, опорные рабочие поверхности а и б которого покрыты тонким слоем антифрикционного сплава. Ползун, скользя по параллели картера, передает последней боковые усилия и таким образом разгружает поршень. Поверхность а передает боковые усилия при работе двигателя на передний ход, поверхность б, значительно меньшая по площади,— на задний ход. Ползун крепят болтами к стальной поперечине 3. Поперечина имеет цапфы 1, которые охватываются головным подшипником шатуна. В двигателях, длительное время работающих на задний ход (буксиры, ледоколы), ползуны выполняют двусторонними. По каналу 5 масло поступает на охлаждение поршня, а по каналу 6 — на смазку рабочих поверхностей ползуна.
146) соединяются с поперечиной 7 и фиксируются гайкой 2. В состав крейцкопфа входят: стальной или чугунный ползун, опорные рабочие поверхности а и б которого покрыты тонким слоем антифрикционного сплава. Ползун, скользя по параллели картера, передает последней боковые усилия и таким образом разгружает поршень. Поверхность а передает боковые усилия при работе двигателя на передний ход, поверхность б, значительно меньшая по площади,— на задний ход. Ползун крепят болтами к стальной поперечине 3. Поперечина имеет цапфы 1, которые охватываются головным подшипником шатуна. В двигателях, длительное время работающих на задний ход (буксиры, ледоколы), ползуны выполняют двусторонними. По каналу 5 масло поступает на охлаждение поршня, а по каналу 6 — на смазку рабочих поверхностей ползуна.
На рис. 147 показана параллель крейцкопфного двигателя.
Шатунно-поршневая группа
Шатунно-поршневая группа
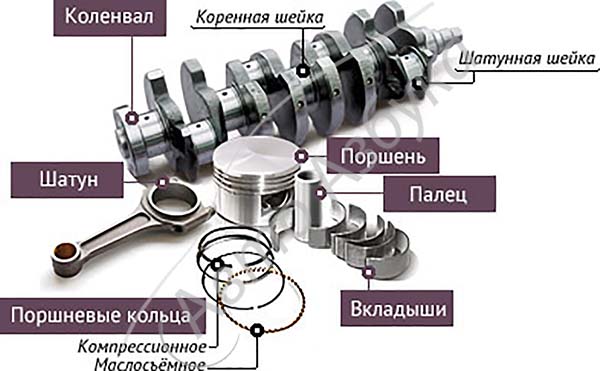
В шатунно-поршневую группу входят поршень, поршневые кольца, поршневой палец и шатун.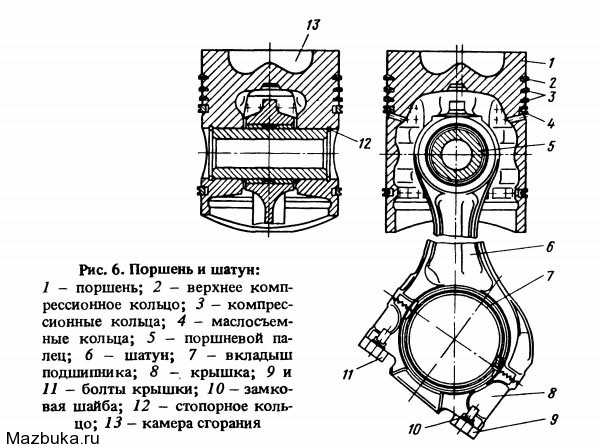
Поршень служит для восприятия давления газов при такте расширения и передачи его через поршневой палец и шатун на коленчатый вал, а также обеспечивает выполнение вспомогательных тактов цикла — впуска, сжатия и выпуска. В двухтактных двигателях поршень, кроме того, служит золотником газораспределительного механизма.
Поршень работает в весьма тяжелых условиях. На него действуют силы от давления газов и инерционные силы, он подвергается также действию высоких температур. В соответствии с условиями работы материал поршня должен обладать прочностью и износостойкостью, быть легким, хорошо отводить тепло. Этим требованиям удовлетворяют алюминиевые сплавы.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Преимуществами поршней, изготовленных из алюминиевого сплава, по сравнению с чугунными, являются меньшая масса (примерно в 2,5 раза), более высокая( в 3—4 раза) теплопроводность, малая (на 30% меньше) теплопередача от газов к поршню. В связи с этим их температура ниже, чем поршней, выполненных из чугуна.
В связи с этим их температура ниже, чем поршней, выполненных из чугуна.
Вместе с тем поршни из алюминиевых сплавов вследствие высокого коэффициента линейного расширения необходимо выполнять с большими зазорами между стенками цилиндра и поршнем. Они обладают меньшим сопротивлением износу, значительным снижением прочности при нагреве. Для устранения последнего недостатка поршни из алюминиевых сплавов подвергают термической обработке (закалке и старению). Для лучшей приработки поршня к цилиндру поверхность поршней двигателей ЗИЛ-130, ГАЗ-бЗА и других покрывают тонким слоем (0,002—0,006 мм) олова.
Поршень (рис. 19) состоит из головки с днищем и канавок и для поршневых колец, направляющей части и бобышек.
Днища поршней четырехтактных карбюраторных двигателей (рис. 20, а. б, в) могут быть различной формы (плоские, вогнутые, выпуклые и др.). Форма определяется конструкцией камеры сгорания. Наибольшее распространение получили плоские днища (рис. 20, а) как наименее нагревающиеся во время работы двигателя и более простые в производстве Днища поршней некоторых двухтактных двигателей (рис. 20, г, д, е-имеют отражатели-дефлекторы для на) правления горючей смеси и выпуска отработавших газов. Днища поршней у дизельных двигателей имеют самые разнообразные формы (рис. 20, ж, з. и, к). Чтобы придать днищу поршня большую прочность, у последнего с внутренней стороны делают ребра жесткости.
20, г, д, е-имеют отражатели-дефлекторы для на) правления горючей смеси и выпуска отработавших газов. Днища поршней у дизельных двигателей имеют самые разнообразные формы (рис. 20, ж, з. и, к). Чтобы придать днищу поршня большую прочность, у последнего с внутренней стороны делают ребра жесткости.
Рис. 19. Конструкция поршня дизельного двигателя:
Головка поршня имеет утолщенные боковые стенки для размещения канавок поршневых колец. Верхние канавки (см. рис. 19) служат для установки компрессионных колец, нижние — для маслосъемных. В поясе канавок для маслосъемных колец сверлят ряд сквозных отверстий для отвода масла, снимаемого со стенок цилиндра. Количество поршневых колец зависит от давления газов в цилиндре двигателя и частоты вращения коленчатого вала. Обычно на поршнях карбюраторных двигателей устанавливают 2—4 кольца, а на поршнях дизельных двигателей 3—5 колец. В головку поршня двигателя ЗИЛ-130 залито чугунное кольцо, в котором прорезана канавка для верхнего (наиболее нагруженного) компрессионного кольца.
Направляющая часть поршня направляет его движение в цилиндре и передает боковое усилие стенкам цилиндра. Длина направляющей части зависит от величины бокового усилия и выбирается такой, чтобы получить допустимые удельные давления.
Неравномерность нагрева поршня по высоте и различное раширение отдельных его частей обусловило изготовление поршней с возрастающим диаметром от головки к направляющей части. Зазор между поршнем и цилиндром в верхней части поршня составляет 0,3—0,8 мм, а в нижней 0,05—0,8 мм. Для предотвращения заклинивания поршня при нагреве и появлении стуков при большом зазоре между поршнем и стенками цилиндра поршни из алюминиевых сплавов выполняют с разрезом П- или Т-образной формы или придают направляющей части поршня овальную форму. Размер вдоль оси пальца делается на 0,15—0,30 мм меньше размера в перпендикулярном направлении. Для уменьшения передачи тепла от головки поршня к направляющей части между ними прорезают горизонтальную канавку. У некоторых конструкций поршней (для уменьшения массы) нерабочая направляющая часть их вырезана. Вырезы обеспечивают проход противовесов при вращении коленчатого вала (ГАЗ-53А, КамАЭ-5320 и др.).
Вырезы обеспечивают проход противовесов при вращении коленчатого вала (ГАЗ-53А, КамАЭ-5320 и др.).
Бобышками называются приливы с внутренней стороны поршня, в отверстиях которых устанавливается поршневой палец, соединяющий поршень с шатуном. В некоторых автотракторных двигателях ось поршневого пальца смещают на 0,02—0,03/3 относительно оси поршня (D — диаметр поршня) в сторону более нагруженной поверхности поршня, что приводит к перераспределению давлений на стенку цилиндра по длине направляющей части и предотвращает стуки поршня при изменении направления его движения.
Комплект поршней подбирается как по размерам, так и по массе. Отклонение по массе поршней одного комплекта не должно превышать г. С этой целью внизу направляющей части делают утолщение (буртик), с которого при подгонке удаляют излишний металл.
Рис. 20. Формы днищ поршней
Поршневые кольца, как уже было сказано, бывают двух типов: компрессионные и маслосъемные.
Компрессионные кольца служат для предотвращения прорыва газов из цилиндра в картер двигателя и проникновения масла в камеру сгорания, а также для отвода тепла.
Маслосъемные кольца предназначены для снятия излишнего масла со стенок цилиндра.
Основное требование, предъявляемое к кольцам,— плотное прилегание к стенкам цилиндра и к стенкам канавок в поршне. Плотное (без просвета) прилегание колец к стенкам цилиндра достигается их упругостью. Компрессионные кольца, устанавливаемые в канавках поршня, прижимаются к зеркалу цилиндра также и давлением газов, проникающих за кольца, и благодаря наличию масляного слоя создают уплотнение полости цилиндра.
Вырез в поршневом кольце называется замком. Формы замков поршневых колец бывают разные, но наибольшее распространение получил прямой замок, как наиболее простой в производстве. Чтобы избежать заклинивания нагретого кольца в цилиндре, оно должно иметь в замке небольшой зазор (0,15— 0,45 мм в карбюраторном двигателе и 0,30—1,0 мм в дизельном).
Поршневые кольца устанавливаются так, чтобы замки были расположены дальше один от другого. Кольца двухтактных двигателей фиксируются от проворачивания, так как их стыки могут попасть в зону расположения впускных, продувочных или выпускных окон.
Поршневые кольца имеют несколько меньшую высоту, чем канавки поршня. Величина торцевого зазора по высоте составляет 0,16—0,20 мм.
В поперечном сечении компрессионные кольца имеют различную форму: косой срез на внутренней стороне (рис. 21, а, б), канавки на торцах колец (рис. 21, г, д) или кольцевые канавки (рис. 21, ж).
Поршневые кольца с косым срезом на внутренней стороне или с канавками на торцах при сжатии скручиваются и принимают коническую форму, в результате чего боковая поверхность кольца касается зеркала цилиндра не всей поверхностью, а лишь узкой кромкой. Этим ускоряется приработка колец к цилиндрам и уменьшается расход масла.
При применении колец с трапецеидальным сечением, которые получили широкое распространение на дизельных двигателях, предотвращается возможность их застревания в канавках поршня при значительном отложении нагара.
Рис. 21. Поршневые кольца:
Для уменьшения попадания масла в камеру сгорания, помимо компрессионных колец, устанавливаются одно или два маслосъемных кольца (рис. 21, в, е, з), которые изготовляются с отверстиями или профрезерованными щелями.
21, в, е, з), которые изготовляются с отверстиями или профрезерованными щелями.
Маслосъемные кольца двигателей ЗИЛ и ЯМЗ комбинированные. Такое кольцо (рис.21, У) состоит из двух стальных кольцевых дисков и двух расширителей — осевого и радиального 3. Кольца изготовляются из серого чугуна, легированного чугуна и из стали.
Наиболее распространенным способом изготовления чугунных колец является индивидуальная отливка и механическая обработка с последующей вырезкой замка и в ряде случаев термообработка. Для повышения износоустойчивости и ускорения приработки рабочую поверхность колец покрывают слоем хрома толщиной в 0,1—0,1 мм. Хромируются, как правило, два верхних компрессионных кольца. Все нехромированные кольца обычно подвергаются электролитическому лужению (толщина слоя 0,005— 0,01 мм) или фосфатированию. Лужение и фосфатирование ускоряют приработку и повышают сопротивляемость к коррозии.
Рис. 22. Поршень и шатун:
1 и 2 — компрессионные кольца; 3 — маслосъемные кольца; 4 — поршень; — верхняя головка; — нижняя головка; — стопорная шайба; и — шатунные болты; — вкладыши; — стержень шатуна; — втулка; — палец; — стопорные кольца
Поршневой палеи, служит для шарнирного соединения поршня с шатуном и передачи усилий, возникающих между ними. Палец должен быть прочным, жестким, износоустойчивым и легким. Для уменьшения массы он исполняется в форме полого цилиндра. Иногда внутри канала кольца делают перегородку, которая предотвращает возможное перетекание газов между впускными и выпускными окнами двухтактных двигателей (ПД-10У, П-350 и др.). Своими концами палец (рис. 22) устанавливается в отверстие бобышек поршня, а средней частью проходит через отверстие верхней головки шатуна. Чтобы палец не касался зеркала цилиндра, его делают несколько меньше, чем диаметр поршня, и удерживают от осевых перемещений стопорными пружинящими кольцами, которые вставляются в выточки обеих бобышек поршня, либо алюминиевыми заглушками.
Палец должен быть прочным, жестким, износоустойчивым и легким. Для уменьшения массы он исполняется в форме полого цилиндра. Иногда внутри канала кольца делают перегородку, которая предотвращает возможное перетекание газов между впускными и выпускными окнами двухтактных двигателей (ПД-10У, П-350 и др.). Своими концами палец (рис. 22) устанавливается в отверстие бобышек поршня, а средней частью проходит через отверстие верхней головки шатуна. Чтобы палец не касался зеркала цилиндра, его делают несколько меньше, чем диаметр поршня, и удерживают от осевых перемещений стопорными пружинящими кольцами, которые вставляются в выточки обеих бобышек поршня, либо алюминиевыми заглушками.
В настоящее время преимущественное распространение получили плавающие пальцы, которые во время работы двигателя поворачиваются как в головке шатуна, так и в бобышках поршня, что обеспечивает их малый и равномерный износ.
Во втулке верхней головки шатуна палец устанавливается с зазором. Посадку пальца в отверстия бобышек поршня производят с натягом, для чего поршень из алюминиевого сплава нагревают до температуры 70—75 °С.
Поршневые пальцы изготовляются из углеродистой или легированной стали и подвергаются термической обработке. Необходимая твердость наружной поверхности при изготовлении пальцев из низкоуглеродистой стали достигается цементацией на глубину 0,5—2 мм или поверхностной закалкой токами высокой частоты на глубину 1—1,5 мм при изготовлении их из высокоуглеродистой стали. В процессе изготовления поршневые пальцы шлифуют и полируют.
Шатун служит для соединения поршня с коленчатым валом и передает коленчатому валу усилия, действующие на поршень при расширении газов и в обратном направлении при вспомогательных тактах.
Шатун состоит из стержня и двух головок — верхней, соединяемой с поршневым пальцем и нижней, соединяемой с коленчатым валом. Стержень шатуна имеет двутавровое сечение, постепенно увеличивающееся книзу и плавно переходящее в нижнюю головку шатуна. В тех случаях, когда во втулку верхней головки шатуна смазка подается под давлением, стержень шатуна имеет продольный канал, соединяющий обе головки.
При плавающем крёплении пальца верхняя головка шатуна изготовляется цельной и в нее запрессовывают втулку из латуни или бронзы. Для удержания смазки и распределения ее по поверхности поршневого пальца на внутренней поверхности втулки сделаны винтовые канавки, а для подвода масла служат кольцевая канавка на наружной поверхности втулки и в верхней головке шатуна и одно или несколько сверлений в стенке втулки. Длина верхней головки шатуна делается на 2—4 мм меньше расстояния между бобышками поршня для предотвращения перекосов при сборке, возможных из-за неточностей изготовления и вследствие удлинения деталей при нагревании во время работы.
Нижняя головка шатуна для удобства соединения с шейкой коленчатого вала делается разъемной и соединяется болтами и 9. Болты закрепляются либо гайками и шплинтами (наиболее распространенный способ), либо ввертываются в резьбовые отверстия тела шатуна и шплинтуются стопорными шайбами или проволокой.
Крышка нижней головки шатуна выполняется с ребрами и утолщениями различной формы, чем достигается достаточная прочность и жесткость, а следовательно, меньший износ подшипника и шейки коленчатого вала. Нижняя головка шатуна некоторых пусковых двигателей тракторов изготовляется неразъемной, в нее запрессовывается роликовый или игольчатый подшипник. В нижней головке шатуна иногда делают сверление, через которое периодически фонтанирует масло для смазки зеркала цилиндра, кулачков распределительного вала и толкателей.
Нижняя головка шатуна некоторых пусковых двигателей тракторов изготовляется неразъемной, в нее запрессовывается роликовый или игольчатый подшипник. В нижней головке шатуна иногда делают сверление, через которое периодически фонтанирует масло для смазки зеркала цилиндра, кулачков распределительного вала и толкателей.
Верхняя часть нижней головки шатуна и крышка обрабатываются совместно с большой точностью, поэтому переставлять крышку с одного шатуна на другой нельзя. Для предотвращения возможного разукомплектования на поверхности обеих половин нижней головки шатуна наносятся одинаковые цифры или метки спаренности, в соответствии с которыми осуществляют соединение крышки с шатуном.
В нижней головке шатуна расположен подшипник скольжения, представляющий собой тонкостенные вкладыши, изготовленные из стальной ленты толщиной 1—3 мм, внутренняя поверхность которой для уменьшения трения и износа шеек коленчатого вала покрыта тонким (0,15—0,5 мм) слоем антифрикционного сплава — баббитом, свинцовистой бронзой или алюминиевым сплавом АСМ-НАТИ. Для предохранения вкладыша от проворачивания или продольного смещения на его наружной поверхности делают выступы, входящие в соответствующие углубления нижней головки шатуна. В последнее время применяют сталеалюминиевые вкладыши, у которых поверх стального основания нанесен сплав А0-20.
Для предохранения вкладыша от проворачивания или продольного смещения на его наружной поверхности делают выступы, входящие в соответствующие углубления нижней головки шатуна. В последнее время применяют сталеалюминиевые вкладыши, у которых поверх стального основания нанесен сплав А0-20.
В подшипниках дизельных двигателей в качестве антифрикционного сплава применяется свинцовистая бронза или сплав из алюминия, сурьмы и магния (АСМ). Антифрикционные сплавы должны обладать хорошей прирабатываемо-стью, высокой износоустойчивостью и теплопроводностью.
У V-образных двигателей шатуны противолежащих цилиндров бывают трех типов: – нижняя головка одного из шатунов (главного) (рис. 23, а) установлена на шейке вала. Головка этого шатуна имеет специальные ушки 4, с которыми при помощи пальца соединен второй (прицепной) шатун 3\ – один из шатунов (рис. 23, б) имеет вильчатую нижнюю головку, в развилину которой входит другой шатун 5. В этом случае на шейке вала устанавливают общий удлиненный вкладыш, у которого внутренняя и середина наружной поверхности имеют антифрикционную заливку; – нижние головки обоих шатунов установлены рядом (рис. 23, в) на общей шейке вала. В этом случае шатуны имеют обычное устройство, но для их размещения один ряд цилиндров несколько сдвигают относительно другого вдоль оси вала.
23, в) на общей шейке вала. В этом случае шатуны имеют обычное устройство, но для их размещения один ряд цилиндров несколько сдвигают относительно другого вдоль оси вала.
Для обеспечения уравновешенности двигателя разница по массе комплекта шатунов, устанавливаемых на один двигатель, не допускается более установленной заводом-изготовителем.
Шатуны изготовляются штамповкой из углеродистой или легированной стали с последующей механической и термической обработкой. Шатунные болты и гайки изготовляют из высококачественных легированных сталей.
Поршнева група.
за порядкомза зростанням ціниза зниженням ціниза новизною
16243248
 xwhV70nDEFJZkYhQcJYxJdwzklrfqhf8ChNevaPQOlI» data-advtracking-product-id=»617583993″ data-tg-chain=»{"view_type": "preview"}»>
xwhV70nDEFJZkYhQcJYxJdwzklrfqhf8ChNevaPQOlI» data-advtracking-product-id=»617583993″ data-tg-chain=»{"view_type": "preview"}»>+380 (68) 530-65-65
+380 (66) 990-90-38
Немає в наявності
4 750 грн
 eyJwcm9kdWN0SWQiOjYxNzU5MDMzMCwiY2F0ZWdvcnlJZCI6MzQxNTExLCJjb21wYW55SWQiOjI3MTQ1NTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0Njk0MjcxLjQ1MzMxNTUsInBhZ2VJZCI6IjRmZGI5YTZmLTEwYmEtNDAxMS05ZGVkLWY5MTVmOTM0OWM0ZSIsInBvdyI6InYyIn0.4UyM_BG3Lyd4UbrEGvnfzxc8bdFnTWCE5ImFlatRxsA» data-advtracking-product-id=»617590330″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjYxNzU5MDMzMCwiY2F0ZWdvcnlJZCI6MzQxNTExLCJjb21wYW55SWQiOjI3MTQ1NTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0Njk0MjcxLjQ1MzMxNTUsInBhZ2VJZCI6IjRmZGI5YTZmLTEwYmEtNDAxMS05ZGVkLWY5MTVmOTM0OWM0ZSIsInBvdyI6InYyIn0.4UyM_BG3Lyd4UbrEGvnfzxc8bdFnTWCE5ImFlatRxsA» data-advtracking-product-id=»617590330″ data-tg-chain=»{"view_type": "preview"}»>+380 (68) 530-65-65
+380 (66) 990-90-38
Немає в наявності
3 300 грн
 eyJwcm9kdWN0SWQiOjYxNzYwMzc4MywiY2F0ZWdvcnlJZCI6MzQxNTExLCJjb21wYW55SWQiOjI3MTQ1NTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0Njk0MjcxLjQ1NDE0MTksInBhZ2VJZCI6Ijk4YmY4NjRlLTBjOWEtNDQ4YS04NGE4LTIwNmU4Nzg5ZmJjYyIsInBvdyI6InYyIn0.IUXK0jIlhcPsKZVO9ww5AyNXVMxXjxh7RLVzlh4g99o» data-advtracking-product-id=»617603783″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjYxNzYwMzc4MywiY2F0ZWdvcnlJZCI6MzQxNTExLCJjb21wYW55SWQiOjI3MTQ1NTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0Njk0MjcxLjQ1NDE0MTksInBhZ2VJZCI6Ijk4YmY4NjRlLTBjOWEtNDQ4YS04NGE4LTIwNmU4Nzg5ZmJjYyIsInBvdyI6InYyIn0.IUXK0jIlhcPsKZVO9ww5AyNXVMxXjxh7RLVzlh4g99o» data-advtracking-product-id=»617603783″ data-tg-chain=»{"view_type": "preview"}»>+380 (68) 530-65-65
+380 (66) 990-90-38
Немає в наявності
9 000 грн
 eyJwcm9kdWN0SWQiOjYxNzYwODQ5NCwiY2F0ZWdvcnlJZCI6MzQxNTExLCJjb21wYW55SWQiOjI3MTQ1NTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0Njk0MjcxLjQ1NTAyMDIsInBhZ2VJZCI6ImFkYWY5NmVlLTY4MjQtNDExYi04MGJiLTc4ZGM0MTI5NWExOCIsInBvdyI6InYyIn0.KpiWjWRv1A6qA0zG9iqlg8VjYmT0gwOJROKblChWmiY» data-advtracking-product-id=»617608494″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjYxNzYwODQ5NCwiY2F0ZWdvcnlJZCI6MzQxNTExLCJjb21wYW55SWQiOjI3MTQ1NTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0Njk0MjcxLjQ1NTAyMDIsInBhZ2VJZCI6ImFkYWY5NmVlLTY4MjQtNDExYi04MGJiLTc4ZGM0MTI5NWExOCIsInBvdyI6InYyIn0.KpiWjWRv1A6qA0zG9iqlg8VjYmT0gwOJROKblChWmiY» data-advtracking-product-id=»617608494″ data-tg-chain=»{"view_type": "preview"}»>+380 (68) 530-65-65
+380 (66) 990-90-38
Немає в наявності
3 300 грн
 eyJwcm9kdWN0SWQiOjYxNzYxNjc2NywiY2F0ZWdvcnlJZCI6MzQxNTExLCJjb21wYW55SWQiOjI3MTQ1NTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0Njk0MjcxLjQ1NTg0NSwicGFnZUlkIjoiNThiNDZkN2ItNzcxNy00ODkwLTkyZDYtMWQ0YzA5NjkzMmNkIiwicG93IjoidjIifQ.rYzvT0J9VSi6FLpGFoQC_xJbWmqUiKE8R2NQK0XoQvI» data-advtracking-product-id=»617616767″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjYxNzYxNjc2NywiY2F0ZWdvcnlJZCI6MzQxNTExLCJjb21wYW55SWQiOjI3MTQ1NTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0Njk0MjcxLjQ1NTg0NSwicGFnZUlkIjoiNThiNDZkN2ItNzcxNy00ODkwLTkyZDYtMWQ0YzA5NjkzMmNkIiwicG93IjoidjIifQ.rYzvT0J9VSi6FLpGFoQC_xJbWmqUiKE8R2NQK0XoQvI» data-advtracking-product-id=»617616767″ data-tg-chain=»{"view_type": "preview"}»>+380 (68) 530-65-65
+380 (66) 990-90-38
Немає в наявності
3 000 грн
 eyJwcm9kdWN0SWQiOjYxNzYyNjQ2MiwiY2F0ZWdvcnlJZCI6MzQxNTExLCJjb21wYW55SWQiOjI3MTQ1NTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0Njk0MjcxLjQ1NjcxLCJwYWdlSWQiOiIyYzNhOGI1My1mY2FkLTQ2ODMtYmE3My1mNmY5ZjgwMmMyOTciLCJwb3ciOiJ2MiJ9.5lTeSDdIo2f93W5uVJPNyF_M06YkdL0zpAph5tM4CzY» data-advtracking-product-id=»617626462″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjYxNzYyNjQ2MiwiY2F0ZWdvcnlJZCI6MzQxNTExLCJjb21wYW55SWQiOjI3MTQ1NTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0Njk0MjcxLjQ1NjcxLCJwYWdlSWQiOiIyYzNhOGI1My1mY2FkLTQ2ODMtYmE3My1mNmY5ZjgwMmMyOTciLCJwb3ciOiJ2MiJ9.5lTeSDdIo2f93W5uVJPNyF_M06YkdL0zpAph5tM4CzY» data-advtracking-product-id=»617626462″ data-tg-chain=»{"view_type": "preview"}»>+380 (68) 530-65-65
+380 (66) 990-90-38
Немає в наявності
3 000 грн
 eyJwcm9kdWN0SWQiOjYxNzYzMTA1OCwiY2F0ZWdvcnlJZCI6MzQxNTExLCJjb21wYW55SWQiOjI3MTQ1NTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0Njk0MjcxLjQ1NzcxODQsInBhZ2VJZCI6IjM4MGRkY2QxLWRjNjMtNGFlYy1hMDVjLTYyOGY1NGEwYzdkOCIsInBvdyI6InYyIn0.C7Ui8hWfo0ySWX0zYc-rHqePZA_MgrRBUfOKXWuvD1Q» data-advtracking-product-id=»617631058″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjYxNzYzMTA1OCwiY2F0ZWdvcnlJZCI6MzQxNTExLCJjb21wYW55SWQiOjI3MTQ1NTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0Njk0MjcxLjQ1NzcxODQsInBhZ2VJZCI6IjM4MGRkY2QxLWRjNjMtNGFlYy1hMDVjLTYyOGY1NGEwYzdkOCIsInBvdyI6InYyIn0.C7Ui8hWfo0ySWX0zYc-rHqePZA_MgrRBUfOKXWuvD1Q» data-advtracking-product-id=»617631058″ data-tg-chain=»{"view_type": "preview"}»>+380 (68) 530-65-65
+380 (66) 990-90-38
Немає в наявності
4 400 грн
 eyJwcm9kdWN0SWQiOjYxNzYzNDc5MCwiY2F0ZWdvcnlJZCI6MzQxNTExLCJjb21wYW55SWQiOjI3MTQ1NTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0Njk0MjcxLjQ1ODY2MTgsInBhZ2VJZCI6ImE1MGIxMzk0LTYxNDItNGE1YS04ZWIzLTlkYmEyODNlOGRiZCIsInBvdyI6InYyIn0.AmyPzu0DGnkC9VA5p-PCSgGl-vluoV37M5Xhx7wqgYo» data-advtracking-product-id=»617634790″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjYxNzYzNDc5MCwiY2F0ZWdvcnlJZCI6MzQxNTExLCJjb21wYW55SWQiOjI3MTQ1NTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0Njk0MjcxLjQ1ODY2MTgsInBhZ2VJZCI6ImE1MGIxMzk0LTYxNDItNGE1YS04ZWIzLTlkYmEyODNlOGRiZCIsInBvdyI6InYyIn0.AmyPzu0DGnkC9VA5p-PCSgGl-vluoV37M5Xhx7wqgYo» data-advtracking-product-id=»617634790″ data-tg-chain=»{"view_type": "preview"}»>+380 (68) 530-65-65
+380 (66) 990-90-38
Немає в наявності
4 600 грн
 eyJwcm9kdWN0SWQiOjYxNzY0MTA5MiwiY2F0ZWdvcnlJZCI6MzQxNTExLCJjb21wYW55SWQiOjI3MTQ1NTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0Njk0MjcxLjQ1OTU0NywicGFnZUlkIjoiYzQ3ODBmMWQtZTg5Ny00ZjkzLWJiMWUtNWIzYmY5NmM5OTBjIiwicG93IjoidjIifQ.OLSwmR5ik6emx7Js2nUMlhtOFBYU1Aa0_YUWHJu2THM» data-advtracking-product-id=»617641092″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjYxNzY0MTA5MiwiY2F0ZWdvcnlJZCI6MzQxNTExLCJjb21wYW55SWQiOjI3MTQ1NTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0Njk0MjcxLjQ1OTU0NywicGFnZUlkIjoiYzQ3ODBmMWQtZTg5Ny00ZjkzLWJiMWUtNWIzYmY5NmM5OTBjIiwicG93IjoidjIifQ.OLSwmR5ik6emx7Js2nUMlhtOFBYU1Aa0_YUWHJu2THM» data-advtracking-product-id=»617641092″ data-tg-chain=»{"view_type": "preview"}»>+380 (68) 530-65-65
+380 (66) 990-90-38
Немає в наявності
4 950 грн
 eyJwcm9kdWN0SWQiOjYxNzY0MjU3NywiY2F0ZWdvcnlJZCI6MzQxNTExLCJjb21wYW55SWQiOjI3MTQ1NTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0Njk0MjcxLjQ2MDUyNDYsInBhZ2VJZCI6IjZjMmJhNGQ5LWU5MGQtNDRlOC1hMGQ0LTIxYmFkODMwYWU1NSIsInBvdyI6InYyIn0.jGQCSFV2A3HNcsTwVhN0vKArAyrIYQILAQPTk7dXXIQ» data-advtracking-product-id=»617642577″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjYxNzY0MjU3NywiY2F0ZWdvcnlJZCI6MzQxNTExLCJjb21wYW55SWQiOjI3MTQ1NTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0Njk0MjcxLjQ2MDUyNDYsInBhZ2VJZCI6IjZjMmJhNGQ5LWU5MGQtNDRlOC1hMGQ0LTIxYmFkODMwYWU1NSIsInBvdyI6InYyIn0.jGQCSFV2A3HNcsTwVhN0vKArAyrIYQILAQPTk7dXXIQ» data-advtracking-product-id=»617642577″ data-tg-chain=»{"view_type": "preview"}»>+380 (68) 530-65-65
+380 (66) 990-90-38
Немає в наявності
4 995 грн
 eyJwcm9kdWN0SWQiOjYxNzY0NTgxOSwiY2F0ZWdvcnlJZCI6MzQxNTExLCJjb21wYW55SWQiOjI3MTQ1NTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0Njk0MjcxLjQ2MTQwODYsInBhZ2VJZCI6ImQ0NjU5MTdiLTQyODYtNGZmYy1hZTRhLTBmNTk1ZTM5YTczOSIsInBvdyI6InYyIn0.QZ29jE2RLXl4Z1PDkNiXuCarvWV3Lvp1DuxMA43ChYE» data-advtracking-product-id=»617645819″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjYxNzY0NTgxOSwiY2F0ZWdvcnlJZCI6MzQxNTExLCJjb21wYW55SWQiOjI3MTQ1NTgsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0Njk0MjcxLjQ2MTQwODYsInBhZ2VJZCI6ImQ0NjU5MTdiLTQyODYtNGZmYy1hZTRhLTBmNTk1ZTM5YTczOSIsInBvdyI6InYyIn0.QZ29jE2RLXl4Z1PDkNiXuCarvWV3Lvp1DuxMA43ChYE» data-advtracking-product-id=»617645819″ data-tg-chain=»{"view_type": "preview"}»>+380 (68) 530-65-65
+380 (66) 990-90-38
Немає в наявності
5 100 грн
Магазин запчастин Агросклад пропонує Вашій увазі поршневу групу на різну сільгосп техніку: трактори МТЗ, ЮМЗ, Т-40, Т-25, Т-16.
Поршнева група є невід’ємною частиною двигуна внутрішнього згоряння. У неї входять поршні, гільзи, поршневі пальці і кільця. Поршень виготовлений з алюмінієвого сплаву, а гільза – з легирированного чавуну. Легований чавун володіє високою стійкістю до зносу, міцністю і довговічністю. Робоча поверхня гільзи обробляється методом плосковершинного хонінгування, що сприяє кращому утриманню олії. А фосфатування поверхні захищає гільзу від корозії. Вироби виготовляються з мікронною точністю. Поэтому обеспечиваются наиболее оптимальные зазоры для идеальной совместимости.
В состав поршневой группы входит поршень, гильза, поршневые пальцы и кольца. Все элементы комплекта можно приобретать не только вместе, но и по отдельности поштучно.
Все изделия изготовлены из качественных материалов.
Кроме поршневой группы, у нас Вы найдете и другие комплектующие к двигателю: коленчатые валы, шатуны, головки блока цилиндров, компрессора, центрофуги, помпы, вкладыши и другое.
Відправляємо замовлення по всій території України за допомогою транспортних компаній по тарифам перевізника. Оформити замовлення Ви можете вже зараз через наш сайт або зв’язавшись з менеджером по телефону.
Оформити замовлення Ви можете вже зараз через наш сайт або зв’язавшись з менеджером по телефону.
особенности работы, возможные неисправности и замена поршней
Поршень является неотъемлемым элементом двигателя мотоцикла. Совершая возвратно-поступательные движения внутри цилиндра, он преобразовывает энергию давления газа, образующегося в результате сгорания топливно-воздушной смеси, в механическую энергию.
Первые двигатели внутреннего сгорания были оснащены чугунными поршнями – прочными, надежными, но достаточно тяжелыми, что не позволяло ДВС иметь высокую мощность.
Со временем для производства поршней стали использовать более легкий материал – алюминий, что позволило улучшить теплоотдачу и оборотистость двигателя. Однако вместо с ростом мощности ДВС в разы возросли температура и давление в цилиндрах. В связи с этим алюминиевые детали, испытывающие предельно большие нагрузки, стали заменять стальными. Это позволило не только увеличить износостойкость поршней, но и усовершенствовать их конструкцию – облегченные изделия имели меньшую компрессионную высоту.
Мотоциклы оборудованы однотактными или двухтактными двигателями. В каждом цикле их работы топливно-воздушная смесь, сгорая, выделяет большое количества тепловой энергии, которая толкает вниз поршень и запускает двигатель. Температура в цилиндрах при этом может достигать очень высоких показателей.
Такие условия работы ДВС определяют комплекс требований к его элементам. Поршни должны выдерживать экстремально высокие температуры и давление газа, механические воздействия от шатуна.
Применения только высокопрочных конструкционных материалов недостаточно, поэтому заводы-изготовители автокомпонентов используют специальные антифрикционные покрытия для продления срока службы поршней. Со временем они истираются, поэтому угроза преждевременного износа деталей снова становится актуальной.
Уникальное средство, превосходящее по своим свойствам те, которые наносятся изготовителем, выпускает российская компания «Моделирование и инжиниринг».
Антифрикционное твердосмазочное покрытие (АТСП) MODENGY Для деталей ДВС наносится на юбки поршней в целях обеспечения их прочности, снижения трения и износа, предотвращения появления задиров.
В результате применения АТСП уменьшается шум при работе двигателя, увеличивается его КПД и снижается расход топлива.
Покрытие MODENGY Для деталей ДВС сохраняет свои свойства в диапазоне температур -70 … +260 °С. Средство упаковано в аэрозольный баллон, наносится после тщательного перемешивания (встряхивания) обычно в несколько слоев. При комнатной температуре АТСП полностью высыхает за 12 часов.
Ниже смотрите подробную видеоинструкцию по нанесению аэрозольного покрытия.
Помимо юбок поршней, покрытием MODENGY Для деталей ДВС наносится и на другие детали двигателя: вкладыши распределительных и коленчатых валов, дроссельные заслонки, штоки клапанов, шлицевые соединения.
Перед нанесением АТСП поверхности очищаются и обезжириваются Специальным очистителем-активатором MODENGY – он гарантирует наилучшую адгезию покрытия и долгий срок его службы.
Во процессе работы поршни могут перегреваться, поэтому обязательно нуждаются в охлаждении.
В охлаждении поршня участвуют:
- Поршневые кольца: прижатые одновременно к поршневым канавками и стенке цилиндра, они отводят свыше половины теплового потока; главная роль в охлаждении отведена первому кольцу, расположенному ближе к днищу
- Моторное масло: имеет доступ к самым нагретым частям двигателя и отводит существенную часть его тепла в виде масляного тумана
- Бобышки поршня: через них тепло передается в масло последовательно через палец и шатун; данный путь имеет наименьшую эффективность из-за тепловых сопротивлений
- Свежая топливовоздушная смесь
Наиболее важную роль в охлаждении поршней мотоцикла играют поршневые кольца.
 Нарушение их теплоотводящей функции грозит быстрым разрушением поршней и выходом двигателя из строя.
Нарушение их теплоотводящей функции грозит быстрым разрушением поршней и выходом двигателя из строя.
О проблемах с поршнями мотоцикла свидетельствуют некоторые внешние признаки: посторонние шумы и стук в процессе движения, частый перегрев двигателя и снижение его мощности, повышенное дымление, увеличение расхода топлива, падение уровня масла.
Эти и другие подобные явления – повод для тщательного техосмотра деталей цилиндро-поршневой группы мотоцикла и замены неисправных элементов.
В бытовых условиях определить мощность двигателя практически невозможно, поэтому многие ориентируются на максимальную скорость, которую может развить мотоцикл, или замеряют компрессию в цилиндре. Второй способ оценки мощности предпочтительнее, так как снижение скоростных возможностей может быть вызвано не только износом поршней, но и закоксовыванием выпускной системы, нарушением регулировки зажигания или работы карбюратора.
Если проблема в работе двигателя действительно существует, не нужно сразу же менять поршни или проводить расточку цилиндра. Чаще всего бывает достаточно заменить поршневые кольца.
В зависимости от условий эксплуатации мотоцикла необходимость в первой замене поршневых колец возникает, в среднем, через 6-7 тыс. км пробега (в большекубатурных аппаратах – через 25 тыс. км). Замена поршня может потребоваться минимум через 15-40 тыс. км.
Оценить степень износа поршней можно только разобрав цилиндро-поршневую группу.
- Достав поршень, исследуйте его на предмет наличия трещин, а также замеряйте величину зазора между поршнем и цилиндром – она не должна превышать 0,3-0,4 мм, в противном случае поршень требует замены.
- Осмотрите поршневые кольца. В результате оседания нагара в канавках они могут терять подвижность («залегать»). Чтобы этого не произошло, тщательно удалите загрязнения из канавок с помощью не слишком острого предмета.
 Не используйте надфили или ножовочные полотна, так как если канавка будет повреждена, между кольцом и поршнем возникнет утечка газа с последующим снижением компрессии и другими неприятными моментами.
Не используйте надфили или ножовочные полотна, так как если канавка будет повреждена, между кольцом и поршнем возникнет утечка газа с последующим снижением компрессии и другими неприятными моментами. - Изучите отверстие под поршневой палец. В канавках этого отверстия установлены стопорные кольца – с «усиками» или без них. В норме они должны утопать в канавках не менее чем на половину диаметра проволоки, из которой изготовлены, при надавливании шилом на один из краев не должны прокручиваться по окружности.
Если в процессе осмотра выяснилось, что пора менять не только кольца, но и сам поршень (или его вместе с цилиндром), необходимо учитывать маркировку этих деталей.
К расточенному и хонингованному цилиндру поршень подбирается с учетом скорости его свободного (без колец) прохождения в гильзе: в норме он должен опускаться под собственной силой тяжести в течение одной секунды; прослабленный поршень падает с характерным стуком, а слишком плотный продвигается с приложением усилий.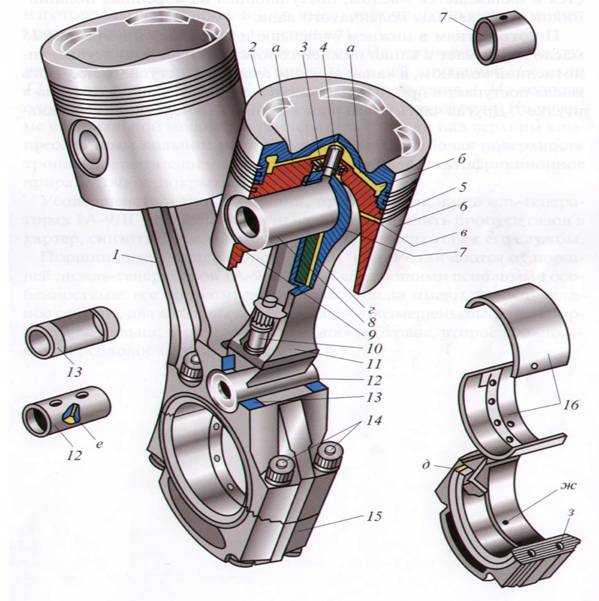
Для каждой модели мотоциклов существует несколько размерных групп поршней и цилиндров – от двух до четырех. Разница в их диаметре может составлять от 0,01 до 0,025 мм. Каждая группа имеет свою маркировку, которая наносится в виде клейма на днище поршня и нижний торец цилиндра. При подборе пары эти цифры обязательно должны совпадать.
На днище поршня обычно также выбита стрелка, помогающая соориентировать деталь при установке. Если стрелка отсутствует или не просматривается, поршень располагается так же, как стопорные штифты.
Диаметр пальца, так же как поршней и цилиндров, относится к одной из несколько размерных групп. В современных мотоциклах с установкой пальцев обычно не возникает проблем: они входят в бобышки без нагрева, под действием небольшого усилия. В старых же моделях пальцы в поршни запрессовались, для чего их нагревали в кипящей воде.
Возврат к списку
About Us — Piston Group
Who We Are
Our Story
Our People
Leadership
Who We AreLeadershipOur PeopleOur Story
We Are Piston Group
We Are
Piston Group
Кто мы
Строительная ценность
Piston Group была основана не только для того, чтобы что-то производить. Он был основан с видением, чтобы сделать вещи лучше. И это начинается с создания лучших команд, полностью посвященных достижению совершенства на каждом уровне исполнения за счет сочетания опыта, знаний и глубокой страсти к тому, что мы делаем. Наши компании постоянно устанавливают стандарты, потому что наши сотрудники постоянно поднимают планку.
Он был основан с видением, чтобы сделать вещи лучше. И это начинается с создания лучших команд, полностью посвященных достижению совершенства на каждом уровне исполнения за счет сочетания опыта, знаний и глубокой страсти к тому, что мы делаем. Наши компании постоянно устанавливают стандарты, потому что наши сотрудники постоянно поднимают планку.
Мы создаем решения и прорывы. Но, в конце концов, то, что мы действительно создаем, — это ценность. И это стало целью, которой вся наша семья Piston Group живет и дышит каждый день — не просто создавать, но и создавать ценность.
Наша история
Мы Piston Group
Наше начало производственные и дизайнерские компании мирового уровня. С инвестициями, начиная с 1996 и сильная предпринимательская культура, сегодняшняя платформа расширилась и включает Piston Automotive, Irvin Products и Detroit Thermal Systems.
Производственное совершенство
Производственные мощности Piston Group мирового класса обеспечивают операционное превосходство за счет расширения возможностей сотрудников. Наша команда, состоящая из более чем 11 500 квалифицированных инженеров и специалистов-производителей, с гордостью каждый день создает ценность для клиентов.
Наша команда, состоящая из более чем 11 500 квалифицированных инженеров и специалистов-производителей, с гордостью каждый день создает ценность для клиентов.
Наши бренды
Каждую компанию Piston Group объединяет стремление построить лучшее будущее. В наше портфолио входят компании Piston Automotive, Irvin Products и Detroit Thermal Systems.
An Evolution of
Growth & Performance
1996
2010
2015
2017
2019
2020
Our People
Our Culture
We believe в создании искры. Мы сосредоточены на том, чтобы стимулировать прогресс и двигаться вперед, чтобы решать проблемы и использовать возможности.
Разнообразие + Инклюзивность
Мы зависим от разнообразия в нашем планировании, стратегии и процессах. Мы понимаем, принимаем и ценим различия, потому что именно они ведут к инновациям.
 Все начинается с разнообразного мышления. Все начинается с наших людей.
Все начинается с разнообразного мышления. Все начинается с наших людей.Инклюзивность – это сила людей, объединенных общей целью. В Piston Group мы используем инклюзивность как средство объединения вдохновенных идей каждого человека в нашем расширенном предприятии, включающем сотрудников, клиентов и поставщиков.
Leadership
Leading with Energy
Vinnie Johnson
Founder, Chairman & CEO
View Bio
Gordon Fournier
Chief Operating & Financial Officer
View Bio
Роб Фишер
Группа VP Marketing & Sales
View Bio
Bob Holloway
Президент
View Holloway
ПрезидентView Holloway
9000 2 .
Просмотреть биографию
Присоединяйтесь к нашей команде
Миноритарная собственность
Бизнес
MBE года 2017
Мы были названы Группой Миноритарным Предприятием года по версии FCA 217 года.
#1 Crain’s Fast 50
Fastest Growing Companies
2018
#1 Crain’s
Largest
Minority-Owned Business
2020
#5 Crain’s
Private 200
2018
Certifications
ISO 14001:2015
IATF 16949:2016
Ford Approved Q1
Для всех сайтов, поставляющих Ford Motor Company
Automotive News
All-Star Minority Business
2017
#24
Крупнейший североамериканский поставщик
. нашей ДНК
В Piston Group мы понимаем, что разнообразие поставщиков может иметь большое значение.Наши компании демонстрируют приверженность разнообразию поставщиков посредством наших постоянных усилий по привлечению и развитию различных предприятий и предоставлению им возможностей.
Разнообразие создает новые возможности для продвижения инклюзивности, расширения партнерских возможностей, предложения различных точек зрения и доступа к новому и дополнительному опыту, необходимому для решения сложных задач сегодняшнего дня.
Чтобы бизнес считался диверсифицированным, по крайней мере 51 процент собственности должен принадлежать члену одной из восьми исторически неблагополучных групп. Эти группы со штаб-квартирой в Соединенных Штатах и определены правительством США как таковые:
- Бизнес, принадлежащий женщинам,
- Предприятия, принадлежащие меньшинствам,
- Предприятия, принадлежащие ветеранам,
- Предприятия, принадлежащие ветеранам-инвалидам службы,
- Предприятия в исторически малоиспользуемых бизнес-зонах (HUB) и
- Малый бизнес
Мы хотим построить лучшее будущее. Мы приглашаем всех партнеров-поставщиков, разделяющих это видение, к сотрудничеству с нашими брендами для изучения любых возможностей.
Мы приглашаем всех партнеров-поставщиков, разделяющих это видение, к сотрудничеству с нашими брендами для изучения любых возможностей.
Поставщики
Страсть к инновациям
Вместе мы разрабатываем новые технологии и создаем интересные продукты, которые положительно влияют на жизнь людей. Частично страсть и частично инженерное чудо, каждое решение взращивается от открытия до изобретения и создания производства.
Посмотреть наши инновации
Главная — Piston Group
Энергичное мышление.
В Piston Group мы воспринимаем каждую задачу как возможность добиться прогресса. Мы преодолеваем препятствия и идем неизведанными путями с уверенностью и общим видением успеха. Мы используем знания, полученные от наших экспертов по решениям. Именно такое активное мышление способствует созданию выигрышных решений для наших клиентов. И когда наши клиенты выигрывают, мы все набираем очки, чтобы увеличить количество рабочих мест, инвестировать в новые технологии и внести свой вклад в наши сообщества. Так что давай, брось нам вызов. Зажгите нашу страсть к победе.
Так что давай, брось нам вызов. Зажгите нашу страсть к победе.
О нас
В новостях
Piston Group запускает движение во имя будущего на Мичиган-авеню
Производственное предложение Детройта создает рабочие места для передовых мобильных решений.
Piston Group, основатель и главный исполнительный директор Винни Джонсон имеет видение завода на Мичиган-авеню, построенного для инноваций и передового производства. Изменение импульса в глобальной конкуренции для привлечения высокотехнологичных рабочих мест и обеспечения производства мирового класса стало визитной карточкой руководства Винни Джонсона.
Прочитать историю
Наши бренды
Объединить общее видение
О наших брендах
Piston Automotive
Являясь крупнейшим в мире поставщиком сборочных узлов с добавленной стоимостью, мы производим узлы мирового класса для ведущих производителей и стали центром инноваций в области сборки мирового уровня. Мы создаем решения и прорывы. Но, в конце концов, то, что мы действительно создаем, — это ценность. И это стало нашей целью.
Мы создаем решения и прорывы. Но, в конце концов, то, что мы действительно создаем, — это ценность. И это стало нашей целью.
Irvin Products
Мы применяем многолетний опыт в области автомобильных интерьерных технологий, чтобы предлагать дизайнерские, инженерные и производственные решения для множества отраслей промышленности по всему миру. Наше стремление к совершенству началось с инновационного проектирования и дизайна, что принесло нам репутацию лидера отрасли.
Detroit Thermal Systems
Мы считаем, что обеспечение комфорта в автомобиле и укрепление доверия клиентов начинаются с исключительного производства. Мы разрабатываем и производим высококачественные системы и компоненты климат-контроля с привлечением разнообразного персонала, использующего самые современные технологии и проверенные методы производства.
Piston Automotive
Являясь крупнейшим в мире поставщиком сборочных узлов с добавленной стоимостью, мы производим сборочные узлы мирового класса для ведущих производителей и стали центром инноваций в области сборки мирового класса. Мы создаем решения и прорывы. Но, в конце концов, то, что мы действительно создаем, — это ценность. И это стало нашей целью.
Мы создаем решения и прорывы. Но, в конце концов, то, что мы действительно создаем, — это ценность. И это стало нашей целью.
Irvin Products
Мы применяем многолетний опыт в области автомобильных интерьерных технологий, чтобы предлагать дизайнерские, инженерные и производственные решения для множества отраслей промышленности по всему миру. Наше стремление к совершенству началось с инновационного проектирования и дизайна, что принесло нам репутацию лидера отрасли.
Detroit Thermal Systems
Мы считаем, что обеспечение комфорта в автомобиле и укрепление доверия клиентов начинаются с исключительного производства. Мы разрабатываем и производим высококачественные системы и компоненты климат-контроля с привлечением разнообразного персонала, использующего самые современные технологии и проверенные методы производства.
Инновации + Креативность
Строительные элементы нашего успеха
Применяя творческий подход и инновации к каждому аспекту своего бизнеса, вы можете опережать меняющийся рынок и конкуренцию. Когда вы сотрудничаете с компанией Piston Group, вы получаете больше, чем просто свежие идеи и перспективы, вы получаете конкурентное преимущество.
Когда вы сотрудничаете с компанией Piston Group, вы получаете больше, чем просто свежие идеи и перспективы, вы получаете конкурентное преимущество.
Используя глубокие знания в области дизайна и превосходное качество производства, наши команды по разработке решений преуспевают в решении технических задач. От сокращения выбросов CO2 с помощью передовой аккумуляторной технологии до создания фирменного интерьера для следующего электромобиля — мы предоставим вам все необходимое. Частично страсть и частично инженерное чудо, каждое решение взращивается от открытия до изобретения и создания производства.
Инновации
Больше, чем цифры
A Statement of Excellence
Product Launches
0+
Employees
0,500+
Vehicle Platforms
0+
Revenue
$0. 9
9
Billion
Facilities
0.5M
кв. ФТ.
В новостях
Узнайте о событиях и других событиях вокруг семьи Piston Group
Подробнее Истории
О нас — Поршневая группа
, кто мы являемся
Наша история
Наши люди
Лидерство
Кто мы areleadershipour Story
Мы являемся поршней группой
We Are
Piston
We Are
PISTON 9003
We Are
PISTON 9003
We Are
Piston
PIST.
Кто мы
Строительная ценность
Компания Piston Group была основана не только для того, чтобы производить вещи. Он был основан с видением, чтобы сделать вещи лучше. И это начинается с создания лучших команд, полностью посвященных достижению совершенства на каждом уровне исполнения за счет сочетания опыта, знаний и глубокой страсти к тому, что мы делаем. Наши компании постоянно устанавливают стандарты, потому что наши сотрудники постоянно поднимают планку.
Наши компании постоянно устанавливают стандарты, потому что наши сотрудники постоянно поднимают планку.
Мы создаем решения и прорывы. Но, в конце концов, то, что мы действительно создаем, — это ценность. И это стало целью, которой вся наша семья Piston Group живет и дышит каждый день — не просто создавать, но и создавать ценность.
Наша история
Мы Piston Group
Наше начало производственные и дизайнерские компании мирового уровня. С инвестициями, начиная с 1996 и сильная предпринимательская культура, сегодняшняя платформа расширилась и включает Piston Automotive, Irvin Products и Detroit Thermal Systems.
Производственное совершенство
Производственные мощности Piston Group мирового класса обеспечивают операционное превосходство за счет расширения возможностей сотрудников. Наша команда, состоящая из более чем 11 500 квалифицированных инженеров и специалистов-производителей, с гордостью каждый день создает ценность для клиентов.
Наши бренды
Каждую компанию Piston Group объединяет стремление построить лучшее будущее. В наше портфолио входят компании Piston Automotive, Irvin Products и Detroit Thermal Systems.
An Evolution of
Growth & Performance
1996
2010
2015
2017
2019
2020
Our People
Our Culture
We believe в создании искры. Мы сосредоточены на том, чтобы стимулировать прогресс и двигаться вперед, чтобы решать проблемы и использовать возможности.
Разнообразие + Инклюзивность
Мы зависим от разнообразия в нашем планировании, стратегии и процессах. Мы понимаем, принимаем и ценим различия, потому что именно они ведут к инновациям. Все начинается с разнообразного мышления. Все начинается с наших людей.
Инклюзивность – это сила людей, объединенных общей целью.
 В Piston Group мы используем инклюзивность как средство объединения вдохновенных идей каждого человека в нашем расширенном предприятии, включающем сотрудников, клиентов и поставщиков.
В Piston Group мы используем инклюзивность как средство объединения вдохновенных идей каждого человека в нашем расширенном предприятии, включающем сотрудников, клиентов и поставщиков.Leadership
Leading with Energy
Vinnie Johnson
Founder, Chairman & CEO
View Bio
Gordon Fournier
Chief Operating & Financial Officer
View Bio
Роб Фишер
Группа VP Marketing & Sales
View Bio
Bob Holloway
Президент
View Holloway
ПрезидентView Holloway
9000 2 .Просмотреть биографию
Присоединяйтесь к нашей команде
Миноритарная собственность
Бизнес
MBE года 2017
Мы были названы Группой Миноритарным Предприятием года по версии FCA 217 года.
#1 Crain’s Fast 50
Fastest Growing Companies
2018
#1 Crain’s
Largest
Minority-Owned Business
2020
#5 Crain’s
Private 200
2018
Certifications
ISO 14001:2015
IATF 16949:2016
Ford Approved Q1
Для всех сайтов, поставляющих Ford Motor Company
Automotive News
All-Star Minority Business
2017
#24
Крупнейший североамериканский поставщик
. нашей ДНК
В Piston Group мы понимаем, что разнообразие поставщиков может иметь большое значение. Наши компании демонстрируют приверженность разнообразию поставщиков посредством наших постоянных усилий по привлечению и развитию различных предприятий и предоставлению им возможностей.
Разнообразие создает новые возможности для продвижения инклюзивности, расширения партнерских возможностей, предложения различных точек зрения и доступа к новому и дополнительному опыту, необходимому для решения сложных задач сегодняшнего дня.
Чтобы бизнес считался диверсифицированным, по крайней мере 51 процент собственности должен принадлежать члену одной из восьми исторически неблагополучных групп. Эти группы со штаб-квартирой в Соединенных Штатах и определены правительством США как таковые:
- Бизнес, принадлежащий женщинам,
- Предприятия, принадлежащие меньшинствам,
- Предприятия, принадлежащие ветеранам,
- Предприятия, принадлежащие ветеранам-инвалидам службы,
- Предприятия в исторически малоиспользуемых бизнес-зонах (HUB) и
- Малый бизнес
Мы хотим построить лучшее будущее. Мы приглашаем всех партнеров-поставщиков, разделяющих это видение, к сотрудничеству с нашими брендами для изучения любых возможностей.
Поставщики
Страсть к инновациям
Вместе мы разрабатываем новые технологии и создаем интересные продукты, которые положительно влияют на жизнь людей. Частично страсть и частично инженерное чудо, каждое решение взращивается от открытия до изобретения и создания производства.
Частично страсть и частично инженерное чудо, каждое решение взращивается от открытия до изобретения и создания производства.
Посмотреть наши инновации
Поршневая группа | Обзор компании и новости
О Piston Group
Piston Group — это частная инвестиционная платформа, основанная отраслевым магнатом и чемпионом НБА Винни Джонсоном для создания стоимости путем создания, управления и роста производственных и проектных компаний мирового уровня. С инвестициями, начиная с 1996 и сильная предпринимательская культура, сегодняшняя платформа расширилась и включает Piston Automotive, Irvin Products и Detroit Thermal Systems.
Piston Group Company Stats
Отработка.0003
Набор фактов; Форбс.
Связанные люди и компании
Просмотр профиляПросмотр профиляПросмотр профиляПодробнее о Forbes
3 часа назад
Журналисты совершают ту же ошибку с изменением рациона питания, что и с изменением климата: исследование
Ученые согласны с тем, что развитым странам нужно есть меньше мяса и перейти на растительную диету, но газеты освещают этот вопрос как открытый, повторяя ошибку, которую они допустили, освещая изменение климата.
4 часа назад
Сегодняшнее слово дня № 470 Ответ, подсказка и подсказка на воскресенье, 2 октября
Как решить сегодняшнее слово № 470 на воскресенье, 2 октября.
5 часов назад
Тайваньский банк купит American Continental, присматривается к дальнейшей экспансии США в условиях военной напряженности с Пекином Быстро меняющийся Вест-Энд
Всегда важный район Лондона, известный своими туристическими достопримечательностями, торговыми зонами и театральной сценой, Вест-Энд активно развивается и возрождается, чтобы помочь ему процветать после Covid-19.пандемия. Частью усилий по развитию и инвестициям являются четыре новых культовых отеля.
7 часов назад
ESPN, ACC, SEC и другие каналы Disney исчезли из сети DISH
Смелым шагом компания Уолта Диснея заставила сеть DISH Network и Sling TV Чарли Эргена отключить сигналы всех своих кабельных сетей , включая ESPN, ACC и сеть SEC.
8 часов назад
Суббота, 1 октября.
 Война России против Украины: новости и информация
Война России против Украины: новости и информацияДепеши из Украины.
9 часов назад
Продление контракта Шохея Отани и поддержка сделают его одним из самых высокооплачиваемых игроков MLB в 2023 году
избежать арбитража.
10 часов назад
Легендарный режиссер Уолтер Хилл говорит о возвращении в вестерны с фильмом «Умереть за доллар»
Режиссер также обсуждает возможность просмотра «Воинов» впервые за несколько десятилетий в связи с приближением его 45-летия.
11 часов назад
Starlink Маска помогает Флориде с доступом в Интернет после урагана Ян, говорит ДеСантис
Компания полностью покрывает «расходы, связанные со всем покрытием», согласно ДеСантису, при этом большая часть покрытия будет разрушена округ Ли.
11 часов назад
Союз игроков НФЛ вытесняет Доктора, допустившего Таговайлоа к игре
Таговойла, похоже, получил травму головы в воскресенье, но ему разрешили вернуться в ту игру и сыграть в четверг, когда он получил еще одну ужасную травму.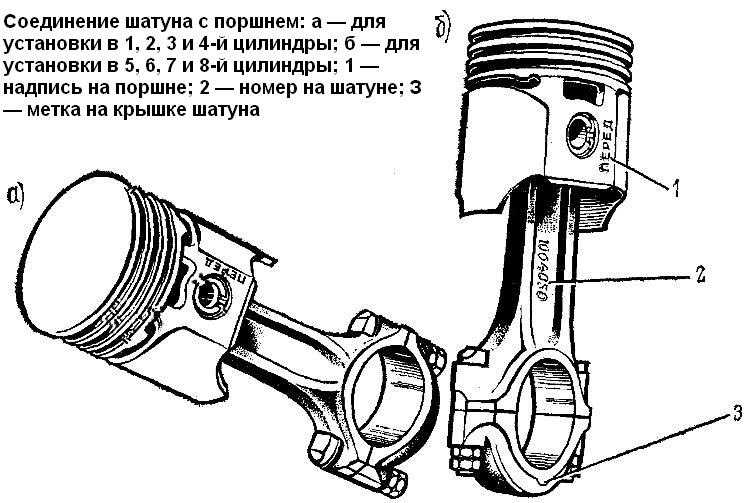
11 часов назад
Еще одно нападение на хазарейцев в Афганистане
30 сентября 2022 года в результате теракта в образовательном центре Каадж в районе Дашт-э-Барчи в Западном Кабуле, Афганистан, погибли более 35 девушек и молодых женщин, принадлежащих к хазарейской общине.
13 часов назад
Лучшие новые фильмы и шоу на Netflix Сегодня: 1 октября 2022 г.
Вот лучшие новые фильмы и шоу, доступные сегодня на Netflix (вместе с каждым новым контентом, который вы можете ожидать на этой неделе).
13 часов назад
Число погибших в результате урагана «Иан» во Флориде достигло 56 человек. Скорее всего, число погибших увеличится
Продолжаются отчаянные поиски в пострадавших от урагана прибрежных районах, особенно в округе Ли на юго-западе Флориды.
14 часов назад
Компании, занимающиеся рекламными технологиями, объединяются, чтобы лучше измерять кроссплатформенную аудиторию видео
В прошлом месяце iSpot и 605 объявили о партнерстве с Conviva для улучшения кроссплатформенного измерения и дедупликации. Nielsen подписывает контракты с клиентами для своей собственной инициативы по кросс-платформенным измерениям.
Nielsen подписывает контракты с клиентами для своей собственной инициативы по кросс-платформенным измерениям.
15 часов назад
Саботаж на трубопроводе: некоторые утечки прекращаются, поскольку русские и Запад указывают пальцем на нападение на Северный поток кампания давления с целью ограничения поставок топлива на Запад.
23 ноября 2021 г.
Крупнейшие частные компании Америки: Cargill снова на первом месте компании в 1985.
Работа в Piston Group: отзывы сотрудников и корпоративная культура
Обзор Piston Group
Наш опыт, превосходство и бескомпромиссная преданность делу создания ценности, отношений и подтвержденного успеха — почти два десятилетия. И все это начинается с нашего основателя Винни Джонсона. С 1995 года Piston Group превратилась из производителя небольших поддонов из гофрированного картона в одну из ведущих американских сборочных компаний с добавленной стоимостью. Сегодня мы занимаемся одними из самых сложных и перспективных проектов в автомобильной промышленности, включая передовые аккумуляторные системы для электромобилей и гибридных транспортных средств. И хотя мы гордимся своей историей, мы никогда не жили прошлым. Наш взгляд постоянно устремлен в будущее. Вот почему мы по-прежнему растем, по-прежнему строим и по-прежнему усердно работаем каждый день, чтобы быть лучше, чем вчера. Основана в 19 году.95, Piston Group — признанная компания, которая любит нанимать выпускников Государственного университета Уэйна, при этом 15,4% ее сотрудников учились в Государственном университете Уэйна. Piston Group зарекомендовала себя как отличное место для работы в Мичигане и занимает первое место в списке Zippia лучших компаний для работы в Редфорде, штат Мичиган. Средний сотрудник Piston Group зарабатывает 41 422 доллара в год. Оплата в Piston Group значительно ниже, чем у некоторых из ее самых высокооплачиваемых конкурентов, таких как Gestamp Chattanooga, LLC, Fluid Routing Solutions и Iroquois Industries, которые платят 56 607 долларов, 56 575 долларов и 56 528 долларов соответственно. Piston Group, базирующаяся в Мичигане, представляет собой автомобильную компанию среднего размера с 250 сотрудниками и доходом в размере 58,0 млн долларов США.
И хотя мы гордимся своей историей, мы никогда не жили прошлым. Наш взгляд постоянно устремлен в будущее. Вот почему мы по-прежнему растем, по-прежнему строим и по-прежнему усердно работаем каждый день, чтобы быть лучше, чем вчера. Основана в 19 году.95, Piston Group — признанная компания, которая любит нанимать выпускников Государственного университета Уэйна, при этом 15,4% ее сотрудников учились в Государственном университете Уэйна. Piston Group зарекомендовала себя как отличное место для работы в Мичигане и занимает первое место в списке Zippia лучших компаний для работы в Редфорде, штат Мичиган. Средний сотрудник Piston Group зарабатывает 41 422 доллара в год. Оплата в Piston Group значительно ниже, чем у некоторых из ее самых высокооплачиваемых конкурентов, таких как Gestamp Chattanooga, LLC, Fluid Routing Solutions и Iroquois Industries, которые платят 56 607 долларов, 56 575 долларов и 56 528 долларов соответственно. Piston Group, базирующаяся в Мичигане, представляет собой автомобильную компанию среднего размера с 250 сотрудниками и доходом в размере 58,0 млн долларов США.
Миссия Организации
Мы создаем решения и прорывы. Но, в конце концов, то, что мы действительно создаем, — это ценность. И это стало нашей целью.Команда Piston Group
Рейтинг компаний Piston Group
Piston Group занимает 56-е место в списке лучших автомобильных компаний для работы в Мичигане. Списки лучших мест работы Zippia содержат непредвзятую оценку компаний, основанную на данных. Рейтинги основаны на правительственных и частных данных о заработной плате, финансовом состоянии компании и разнообразии сотрудников.
- № 56 в списке лучших автомобильных компаний для работы в Мичигане
- № 1 в списке лучших компаний для работы в Редфорде, штат Мичиган
Узнайте больше о том, как мы оцениваем компании.
Piston Group Salaries
Average Employee Earnings
Detroit Manufacturing Systems
$56,328
Inteva Products
$48,453
Gentex
$44,968
Grupo Antolin
$44,328
Piston Group
$41 422
Самая высокооплачиваемая работа в Piston Group
7,5
Оценка разнообразия
.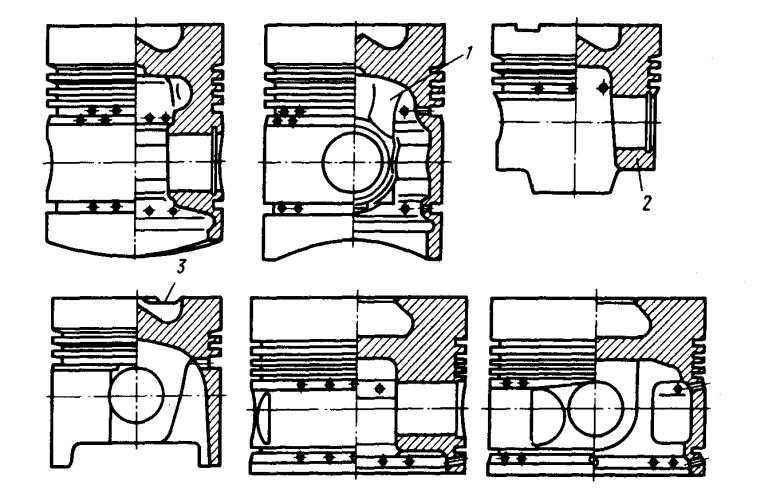
Поршневая группа Гендерное распределение
Женщины
Резюме исследования. Используя базу данных из 30 миллионов профилей, Zippia оценивает демографические и статистические данные для Piston Group. Наши оценки проверяются на соответствие BLS, переписи населения и текущим данным о вакансиях. После обширных исследований и анализа команда Zippia по обработке и анализу данных обнаружила, что:
Группа «Поршень» насчитывает 250 сотрудников .
30% сотрудников Piston Group женщины , а 70% мужчины.
Наиболее распространенной этнической принадлежностью в Piston Group являются белые (72%), за ними следуют латиноамериканцы или латиноамериканцы (9%) и черные или афроамериканцы (9%).
9% сотрудников Piston Group являются латиноамериканцами или латиноамериканцами.
9% сотрудников Piston Group чернокожие или афроамериканцы.
Средний сотрудник Piston Group зарабатывает 41 422 доллара в год.
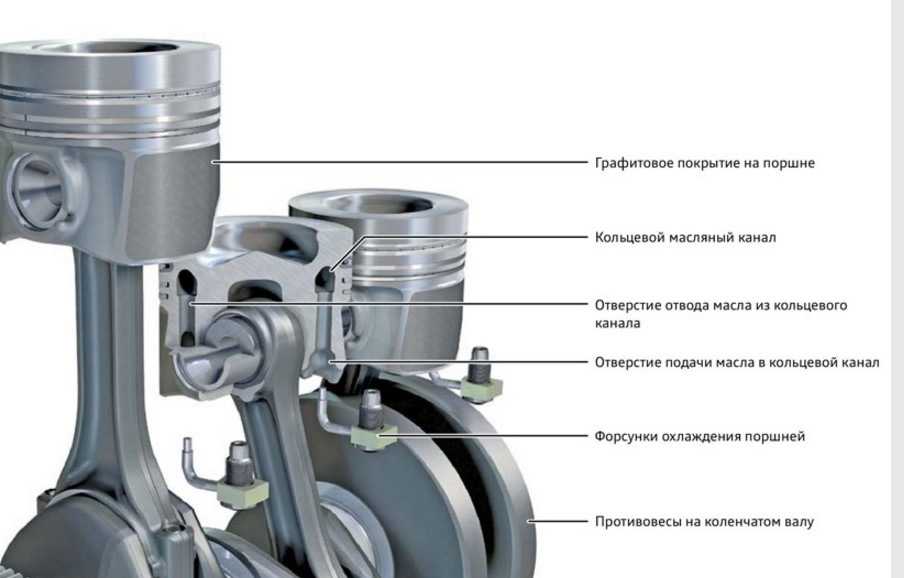
В среднем сотрудники Piston Group работают в компании 3,2 года.
Biggest Piston Group Locations
| Rank | City | Job Count |
|---|---|---|
| 1 | Louisville, KY | 7 |
| 2 | Redford, MI | 5 |
| 3 | Wentzville, MO | 5 |
| 4 | Van Buren, MI | 4 |
| 5 | Marion, OH | 3 |
Jobs from companies you может понравиться
Вы работаете в Piston Group?
Помогите нам сделать эту компанию более прозрачной.
Финансовые показатели Piston Group
9,8
Оценка эффективности
Мы рассчитали оценку эффективности компаний, измеряя множество факторов, включая доход, долговечность и показатели фондового рынка.
Как бы вы оценили культуру компании Piston Group?
Вы работали в Piston Group? Помогите другим соискателям, оценив Piston Group.
Дочерние компании Piston Group
Дочерние компании Piston Group включают Irvin Products и Marion Industries. Сотрудники материнской компании Piston Group зарабатывают 41 422 доллара. Для сравнения, зарплаты в Irvin Products и Marion Industries составляют 56 294 и 43 502 доллара.Irvin Products
Диапазон зарплат39 000–79 000 $56 000 $56,294
Marion Industries
Диапазон заработной платы 31 000–60 000 $44 000 43 502
31 000 $
79 000 $
Конкуренты Piston Group
Конкуренты Idustooisto Solutions, Flugatamp Chatton Group и Idustoos Solutions, Gestamp Chatton Group. Сотрудники Gestamp Chattanooga, LLC зарабатывают больше, чем большинство конкурентов, со средней годовой зарплатой в 56 607 долларов. Среднегодовая зарплата сотрудников Fluid Routing Solutions составляет 56 575 долларов в год, а в Iroquois Industries — 56 528 долларов в год.
Gestamp Chattanooga, LLC
Salary Range42k — 75k$57k$56,607
Fluid Routing Solutions
Salary Range42k — 74k$57k$56,575
Iroquois Industries
Salary Range40k — 79k$57k$56,528
Detroit Manufacturing Systems
Salary Range42k — 74k $56k $56,328
Irvin Products
Диапазон зарплат39k — 79k $56k $56,294
Mobis Alabama, LLC
Диапазон зарплат37k — 65k$49k$49,495 SL Tenness
3 SL Tenness0003Salary Range37k — 64k$49k$49,077
Inteva Products
Salary Range34k — 68k$48k$48,453
Pha Body Systems
Salary Range35k — 62k$47k$47,099
Sewon America
Salary Range36k — 60k$47k$46,870
$31k
$79k
Часто задаваемые вопросы о Piston Group
Когда была основана Piston Group?
Piston Group была основана в 1995 году.
Сколько сотрудников работает в Piston Group?
В Piston Group работает 250 сотрудников.
Сколько денег зарабатывает Piston Group?
Доход Piston Group составляет 58 миллионов долларов.
В какой отрасли работает Piston Group?
Piston Group работает в автомобильной промышленности.
Какова миссия Piston Group?
Миссия Piston Group гласит: «Мы создаем решения и прорывы. Но, в конце концов, то, что мы действительно создаем, — это ценность. И это стало нашей целью».
Какой тип компании представляет собой Piston Group?
Piston Group является частной компанией.
Кто является конкурентом Piston Group?
Конкуренты Piston Group включают Iroquois Industries, Pi Innovo, Marion Industries, Irvin Products, Gentex, Detroit Manufacturing Systems, Grupo Antolin, Inteva Products, SL Tennessee, WIX Filters, Bridgewater Interiors, Pha Body Systems, Truck Hero, Neaton Auto Products , Gestamp Chattanooga, LLC, Sewon America, Fluid Routing Solutions, Arvin Sango, Mobis Alabama, LLC, Williamston Products.
Кто работает в Piston Group?
Винни Джонсон (основатель, председатель и генеральный директор)
Гордон Фурнье (главный операционный и финансовый директор)
Роб Фишер (вице-президент группы по маркетингу и продажам)
Вы исполнительный директор, руководитель отдела кадров или бренд-менеджер в Piston Group ?
Создать и обновить профиль своей компании на Zippia можно легко и бесплатно.
Zippia предоставляет подробную информацию о Piston Group, включая зарплаты, политические взгляды, данные о сотрудниках и многое другое, чтобы информировать соискателей о Piston Group. Данные о сотрудниках основаны на информации от людей, которые сами сообщили о своей прошлой или текущей работе в Piston Group. Данные на этой странице также основаны на источниках данных, собранных из общедоступных и открытых источников данных в Интернете и других местах, а также на частных данных, которые мы получили по лицензии от других компаний. Источники данных могут включать, помимо прочего, BLS, документы компаний, оценки, основанные на этих документах, документы H2B и другие общедоступные и частные наборы данных. Несмотря на то, что мы предприняли попытки обеспечить правильность отображаемой информации, Zippia не несет ответственности за какие-либо ошибки или упущения или за результаты, полученные в результате использования этой информации. Никакая информация на этой странице не была предоставлена или одобрена Piston Group. Данные, представленные на этой странице, не отражают точку зрения Piston Group и ее сотрудников или Zippia.
Источники данных могут включать, помимо прочего, BLS, документы компаний, оценки, основанные на этих документах, документы H2B и другие общедоступные и частные наборы данных. Несмотря на то, что мы предприняли попытки обеспечить правильность отображаемой информации, Zippia не несет ответственности за какие-либо ошибки или упущения или за результаты, полученные в результате использования этой информации. Никакая информация на этой странице не была предоставлена или одобрена Piston Group. Данные, представленные на этой странице, не отражают точку зрения Piston Group и ее сотрудников или Zippia.
Piston Group также может быть известна как Piston Automotive, Piston Automotive LLC, Piston Automotive, L.L.C. и поршневая группа.
Судебная тяжба между Piston Group и MMSDC обостряется
Дональд Джеймс, специально для Chronicle ) временно вернуть статус миноритарной сертификации Piston Group, принадлежащей бывшему защитнику Detroit Pistons Винни Джонсону, пока продолжается судебный процесс.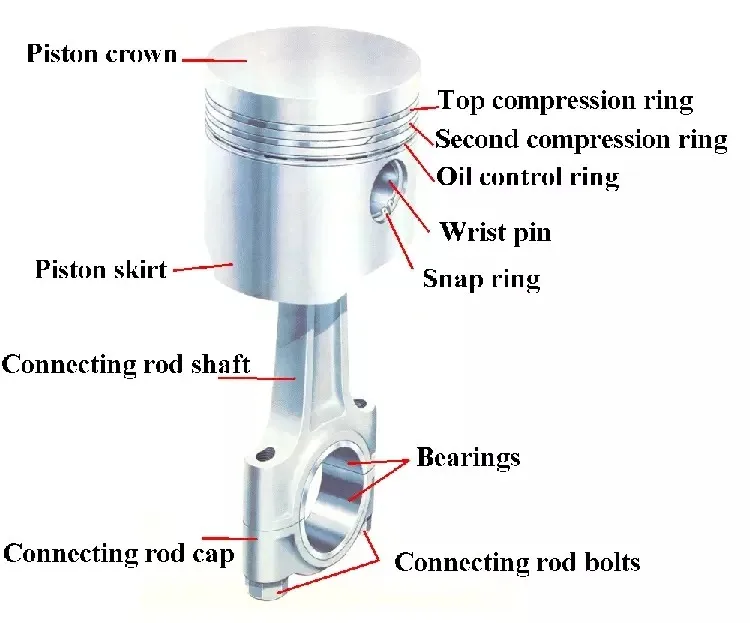 Решение Гронера было принято через несколько месяцев после того, как MMSDC отозвала сертификацию у поставщика автомобилей (Piston Group) и четырех его дочерних компаний.
Решение Гронера было принято через несколько месяцев после того, как MMSDC отозвала сертификацию у поставщика автомобилей (Piston Group) и четырех его дочерних компаний.
В течение 44 лет некоммерческая организация MMSDC помогала сертифицировать предприятия меньшинств (MBE), такие как Piston Group, в развитии их потенциала и расширении возможностей закупок. MMSDC в Детройте насчитывает более 1200 сертифицированных владельцев бизнеса и работает с более чем 300 корпоративными членами.
Согласно MMSDC, критерии сертификации требуют, чтобы бизнес прошел процесс, подтверждающий, что он принадлежит меньшинству, управляется и контролируется. Кроме того, предприятие, принадлежащее меньшинству, должно продемонстрировать, что лицо или лица с другим цветом кожи владеют не менее чем 51 процентом коммерческого предприятия, управляют его «повседневными» операциями и действуют независимо. Каждый MBE ежегодно проходит процесс переаттестации. Отмена сертификации Piston Group и ее четырех дочерних компаний MMSDC побудила Джонсона подать иск о восстановлении своего статуса MBE.
В судебных документах, поданных Джонсоном и его компанией Piston Group в Саутфилде в мае, утверждается, что MMSDC и ее президент Мишель Робинсон мстительно, преднамеренно и бессмысленно или злонамеренно «лишили сертификата» принадлежащие Джонсону предприятия, потому что белые мужчины в первую очередь выполнять свои повседневные операции. Такая иерархия на верхних операционных уровнях Piston Group, по мнению MMSDC, является нарушением правил сертификации миноритариев.
В иске также утверждается, что Робинсон имеет топор, чтобы работать с Piston Group, и неоднократно угрожал аннулировать сертификацию организации по таким причинам, как расстроен тем, что Piston Group наняла руководителя из MMSDC, а Джонсон отказался пожертвовать 300 000 долларов на инициативу MMSDC. , и отказ Джонсона участвовать в качестве спонсора в сборе средств для игры в гольф два года назад.
Временное решение является важным событием для команды юристов Джонсона.
«Мы в восторге от решения суда», — сказала Синнамон Плонка, поверенный Johnson’s Piston Group, вскоре после решения Гронера. «Мы продолжим усилия, чтобы оправдать г-на Джонсона и установить в суде, что Винни Джонсон владеет, контролирует и управляет Piston Group, удовлетворяя необходимым критериям для получения сертификата MBE. Согласно всем применимым стандартам, Piston Group является предприятием, контролируемым меньшинством. Сегодняшнее решение позволит г-ну Джонсону продолжать направлять свою энергию на управление повседневной деятельностью всех компаний Piston в качестве сертифицированного MBE и поддерживать наших уважаемых клиентов выдающимся качеством, доставкой и обслуживанием».
«Мы продолжим усилия, чтобы оправдать г-на Джонсона и установить в суде, что Винни Джонсон владеет, контролирует и управляет Piston Group, удовлетворяя необходимым критериям для получения сертификата MBE. Согласно всем применимым стандартам, Piston Group является предприятием, контролируемым меньшинством. Сегодняшнее решение позволит г-ну Джонсону продолжать направлять свою энергию на управление повседневной деятельностью всех компаний Piston в качестве сертифицированного MBE и поддерживать наших уважаемых клиентов выдающимся качеством, доставкой и обслуживанием».
MMSDC, которая, как сообщается, обеспечивает годовой объем экономического производства между корпорациями и сертифицированными MBE на сумму более 36 миллиардов долларов, опубликовала заявление после решения Гронера от 28 июня.
«Мы недовольны вынесением предварительного судебного запрета. У Piston Group и ее четырех дочерних компаний просто недостаточно повседневного участия представителей меньшинств в их высшем руководстве, чтобы соответствовать статусу предприятия меньшинства и стандартам MMSDC. Группа «Пистон» представила много дезинформации, некоторые из которых весьма вопиющие, в судебных документах и публичных заявлениях. У нас пока не было возможности ответить. Мы с нетерпением ожидаем представления всех соответствующих фактов и обстоятельств в надлежащее время суду и присяжным, если дело зайдет так далеко».
Группа «Пистон» представила много дезинформации, некоторые из которых весьма вопиющие, в судебных документах и публичных заявлениях. У нас пока не было возможности ответить. Мы с нетерпением ожидаем представления всех соответствующих фактов и обстоятельств в надлежащее время суду и присяжным, если дело зайдет так далеко».
В заявлении, опубликованном в мае, высшее руководство организации заявило: «Мы считаем прискорбным, что корпорация, которая в течение многих лет извлекала выгоду из защиты бизнеса меньшинства, теперь решила подать в суд на MMSDC, а не соблюдать правила, к которым применяет организация. все его члены MBE», — сказал Робинсон, президент и главный исполнительный директор MMSDC. «Однако MMSDC занимается сертификацией предприятий, принадлежащих меньшинствам, а не лишением их сертификата без достаточных оснований».
В письменном заявлении Робинсона также поясняется, что аннулирование сертификата происходит редко, но при необходимости этот процесс проводится с тщательным рассмотрением. Решение об отказе от сертификации принимается не президентом и генеральным директором MMSDC, а сертификационным комитетом, состоящим из представителей корпоративных членов организации.
Решение об отказе от сертификации принимается не президентом и генеральным директором MMSDC, а сертификационным комитетом, состоящим из представителей корпоративных членов организации.
Временный приказ о восстановлении статуса миноритарного бизнеса для предприятий Джонсона имеет обширные последствия, с будущими судебными разбирательствами и решениями, определяющими, получат ли компании Джонсона более постоянный статус сертификации миноритария. На кону сотни миллионов долларов. В конце концов, некоторые из автомобильных клиентов Piston Group включают General Motors, Ford, Stellantis (ранее Fiat Chrysler), Toyota Motor Corp. и Honda Motor Co. Доход компаний Джонсона оценивается примерно в 3 миллиарда долларов, что делает его одним из крупнейших в стране. Крупнейшие афроамериканские предприятия.
Перед тем, как Джонсон подал иск, Леон С. Ричардсон, президент и главный исполнительный директор The Chemico Group, дал базовое контекстуальное понимание процесса сертификации в целом для всех участников. Хотя Ричардсон был бывшим членом правления MMSDC на два срока, он не участвовал в процедуре сертификации.
Хотя Ричардсон был бывшим членом правления MMSDC на два срока, он не участвовал в процедуре сертификации.
«Процесс сертификации является строгим», — сказал Ричардсон, чья компания из Саутфилда является членом MBE в течение 32 лет. «Процесс предназначен для определения того, кто владеет, контролирует и управляет повседневными операциями. Дух программы не был рассчитан на то, чтобы обогатить одного человека; он был разработан, чтобы обогатить все сообщество меньшинств, а это означает рабочие места, лидерство и возможности для роста и развития».
Юридическое представительство Piston Group утверждает, что Джонсон является единственным владельцем и главным лицом, принимающим решения, что означает, что он принимает все основные решения, касающиеся работы и управления компаниями Piston Group. Тем не менее, в экспонатах, представленных окружному суду округа Уэйн, организационные схемы предприятий Джонсона показывают фотографии и должности руководителей высшего звена при Джонсоне, которые преимущественно являются белыми мужчинами. Это нарушает критерии сертификации MMSDC.
Это нарушает критерии сертификации MMSDC.
Луис Грин, президент и главный исполнительный директор MMSDC с 2005 по 2014 год, сказал следующее в своих должным образом подписанных показаниях под присягой, которые являются частью общедоступных документов, связанных с этим делом.
«Во время моего пребывания в MMSDC у Винсента Джонсона и Piston Group LLC периодически возникали проблемы с соблюдением требований сертификации MBE из-за отсутствия меньшинств, участвующих в повседневном управлении и операциях», — сказал Грин. «В прошлом, когда сообщалось о проблемах, Винсент Джонсон вносил лидерские и структурные изменения, необходимые для соответствия требованиям сертификации MBE».
Почему такие изменения со стороны Джонсона не были одобрены, на этот раз для его компаний, которые должны быть сертифицированы перед подачей иска против MMSDC, неизвестно, но более подробная информация будет раскрыта обеими сторонами по мере продвижения судебного дела.
Никто не знает, как будет развиваться судебный процесс после того, как Гронер издал недавний запретительный судебный приказ.