Гильзовка блока цилиндров — Купити гільзи циліндрів
В этой статье мы поговорим о гильзовке блока цилиндров двигателя автомобиля. Необходимость в гильзовании блока цилиндров двигателей возникает в случае, когда стенка цилиндра повреждена на глубину, при которой расточка цилиндра под максимальный ремонтный размер не обеспечивает устранения повреждения, либо когда цилиндры уже расточены под последний ремонтный размер.
Также есть моторы, конструкция блоков цилиндров которых, не предусматривает ремонтные размеры поршней. Блоки цилиндров современных моторов изготавливаются из сплавов чугуна или алюминия.
В монолитных чугунных блоках, поршень с кольцами работает по хонингованным поверхностям. Очень редко встречаются моторы, в чугунные блоки которых, запрессованы стальные гильзы. В моторах с алюминиевым блоком, цилиндры могут быть из тонкостенных, толщиной до 3 мм., гильз. Их называют блоки цилиндров с сухими гильзами. Поршни с кольцами работают по алюминиевым стенкам цилиндров, упрочнённых специальными покрытиями двух типов.
Первый тип с оголёнными кристаллами кремния, выступающими над поверхностью алюминиевой стенки цилиндра – называется Silumal. Они применяются в некоторых моторах BMW, Mercedes, Honda, Audi и некоторых других. Для блоков этого типа выпускаются комплекты ремонтных поршней, увеличенных на 0,50 мм. и 1,00 мм. и допускается гильзовка блока цилиндров. В этом случае специально выпускаются гильзы, изготовленные из алюминия.
Второй тип алюминиевых блоков имеет покрытие стенок цилиндров, толщиной порядка 2-х микрон, состоящее из композита никеля с карбидом кремния. Это покрытие называется Nicasil и имеет большую твёрдость и износостойкость. Для моторов с блоками этого типа, поршни и кольца ремонтных размеров не выпускаются заводом изготовителем, но и их можно гильзовать, заказав гильзы под нужный ремонтный размер у нас на сайте.
Гильзовка двигателя с монолитным чугунным блоком применяется давно и её технология отработана на высоком уровне. А вот с гильзовкой алюминиевых блоков, не всё так просто. Ремонт блока, изготовленного с применением покрытия Silumal с применением фирменных ремонтных гильз стоит от 100 до 120 евро. Экономически такой вид ремонта себя оправдывает, когда требуется гильзовка одного или двух цилиндров, если больше – то нет.
Ремонт блока, изготовленного с применением покрытия Silumal с применением фирменных ремонтных гильз стоит от 100 до 120 евро. Экономически такой вид ремонта себя оправдывает, когда требуется гильзовка одного или двух цилиндров, если больше – то нет.
Отечественная же практика показывает, что гильзовка двигателя с блоками из алюминия, вполне возможна и с применением гильз из серого чугуна. При этом износостойкость в парах трения “чугун-сталь”, “чугун-хром” вполне удовлетворительна и обеспечивает пробег двигателя до следующего ремонта не менее 130 000 – 150 000 км. Общим правилом при гильзовании, является обеспечение натяга между гильзой и блоком цилиндров порядка 0,05 – 0,07 мм. Но из-за разнообразия конструкций современных, особенно импортных двигателей, ремонт методом гильзования нужно производить только после точных расчётов и замеров. Например, если гильзовался один цилиндр, то в соседнем обязательно будет нарушение геометрии. Допустима эллипсность в 0,02 – 0,03 мм. Если она больше, то уже требуется расточка до следующего ремонтного размера. При гильзовке алюминиевых блоков чугунными гильзами, нужно увеличить тепловой зазор в паре поршень-цилиндр с 0,01 – 0,02 мм., до 0,25 – 0,40 мм. При таком гильзовании крайне не желательна запрессовка, так как могут образоваться задиры алюминия между блоком и гильзой, которые будут ухудшать теплоотвод от стенок гильзы. В таких случаях, лучше использовать свободную посадку охлаждённой гильзы в нагретый блок.
При гильзовке алюминиевых блоков чугунными гильзами, нужно увеличить тепловой зазор в паре поршень-цилиндр с 0,01 – 0,02 мм., до 0,25 – 0,40 мм. При таком гильзовании крайне не желательна запрессовка, так как могут образоваться задиры алюминия между блоком и гильзой, которые будут ухудшать теплоотвод от стенок гильзы. В таких случаях, лучше использовать свободную посадку охлаждённой гильзы в нагретый блок.
При охлаждении гильз в жидком азоте, нагревать блок цилиндров не обязательно. Для герметичности между блоком и гильзой, вверху и внизу отверстия в блоке, наносится герметик. При установке гильзы в цилиндр, надо не допускать попадание этого герметика под упорный брут гильзы.
Вот вкратце основные правила, которые нужно соблюдать при ремонте блока цилиндров путем гильзования.
Гильзовка блока цилиндров двигателя цена в Москве
Cтраница обновлена: 23 октября, 11:03
Стоимость услуг по ремонту турбины дизельного двигателя
Заявка успешно отправлена!
Стоимость гильзовки блока цилиндров двигателя
*Цена указана за 1 цилиндр и действительна при обработке минимум 4х цилиндров
Суть проблемы
Вопрос регулировки клапанов, а точнее их зазоров, актуален для моторов без гидрокомпенсаторов. Предназначение клапанов заключается в запуске и выпуске горючей смеси и, соответственно, отработавших газов. Отсюда их названия – впускной и выпускной. По мере того, как силовая установка нагревается, все элементы, ее составляющие, расширяются. Именно поэтому между ними предусмотрены зазоры, имеющие строго заданный размер.
Предназначение клапанов заключается в запуске и выпуске горючей смеси и, соответственно, отработавших газов. Отсюда их названия – впускной и выпускной. По мере того, как силовая установка нагревается, все элементы, ее составляющие, расширяются. Именно поэтому между ними предусмотрены зазоры, имеющие строго заданный размер.
В каких случаях цилиндр гильзуют?
Такой метод восстановления нормальной работоспособности цилиндра двигателя, как гильзовка, имеет определенные показания к применению. Так, если стенки детали обладают настолько глубокими повреждениями, что не представляется возможным осуществить подстройку под последний ремонтный размер и устранить недостаток другими методами, например, расточкой, используется гильзовка. Если ранее блок был расточен до максимального ремонтного размера, другого варианта, кроме гильзовки, не предусматривается. Бывают моторы, которые вообще не предполагают установки ремонтных поршней. В такой ситуации восстановление блока возможно только с применением гильзовки. Некоторые блоки гильзованы с момента своего производства на заводе, соответственно во время капитального ремонта только меняется гильза.
Некоторые блоки гильзованы с момента своего производства на заводе, соответственно во время капитального ремонта только меняется гильза.
Немного о гильзах
Гильза цилиндра – это съемная металлическая вставка или втулка для блока цилиндров, заменяющая собой его стенки. В ней располагается поршень. Рабочий объем цилиндра прямо пропорционален объему этой вставки.
Гильзы бывают двух типов – мокрые и сухие. Первые с одной стороны контактируют с охлаждающей жидкостью. Они дополнительно снабжаются прокладками или уплотнителями. Их предназначение заключается в том, чтобы предотвратить переход охлаждающей жидкости из системы в цилиндр, а газов из него в охлаждающую систему. Такие гильзы легче всего ремонтируются. Вторые из упомянутых контакта с антифризом не имеют.
Как проводится гильзовка?
Гильзовка цилиндра двигателя – это достаточно сложная процедура. Она требует не только специального оборудования, но и высокой квалификации специалиста и наличия у него большого опыта выполнения таких операций. Решение о замене гильзы принимается по результатам специальной диагностики, которая проводится при помощи специального аппарата – нутрометра.
Решение о замене гильзы принимается по результатам специальной диагностики, которая проводится при помощи специального аппарата – нутрометра.
Если блок цилиндра изначально гильзованный (как правило, при этом используется «мокрая» гильза), такой вид ремонта подразумевает замену гильзы на готовую ремонтную.
Если речь идет об установке «сухой» гильзы в негильзованный блок, то это более сложное мероприятие. Один из его возможных вариантов – это горячее гильзование.
Сначала производится расточка цилиндра. При этом чрезвычайно важно обеспечить правильную геометрическую форму и соблюдение точности всех размеров посадочного гнезда. Затем блок цилиндров нагревается, а гильза, наоборот, охлаждается в жидком азоте. Проводится ее обработка средством, препятствующим появлению конденсата. После этого втулка занимает свое место в посадочном гнезде.
Описанный способ гильзовки считается одним из самых лучших. Он позволяет достичь высокого качества установки, а именно плотной посадки и необходимого натяга в месте соприкосновения гильзы с блоком.
Если рассматривать ситуацию, когда блок изготовлен из алюминия и не подлежит расточке, гильза устанавливается методом запрессовки.
Почему портятся стенки цилиндров и возникают задиры?
Основными причинами появления задиров являются:
- естественный износ;
- использование низкокачественного топлива;
- несвоевременная замена масла или езда с низким уровнем;
- нарушение температурного режима двигателя;
- проникновение в камеру инородных предметов.
Задиры на стенках цилиндра двигателя способствуют их дальнейшему разрушению. В итоге, приходится обращаться в сервис по вопросу капитального ремонта двигателя. Соответственно, чтобы избежать такой неприятной ситуации, важно следить за соблюдением правильных условий эксплуатации автомобиля.
Если все-таки проблема все равно дала о себе не знать, не стоит отчаиваться. Наши мастера качественно и в установленный срок произведут работы по гильзовке блока цилиндров, и двигатель прослужит еще не один год.
Хонингование алюминиевых блоков — Журнал изготовителей двигателей
Этот бензиновый двигатель с непосредственным впрыском имеет легкий алюминиевый блок и литые чугунные гильзы. Будущие двигатели могут использовать покрытия плазменного напыления, чтобы исключить необходимость в железных гильзах.
Алюминиевые блоки с нефутерованными цилиндрами существуют уже давно. Одним из первых (и худших) примеров был двигатель Chevy Vega еще в 1970-х годах. Многие из этих двигателей сжигали масло с первого дня. Двигатели были отлиты из заэвтектической стали с высоким содержанием кремния А39.0, содержащий мельчайшие твердые частицы кремния, рассеянные по всей металлической матрице. Затем отверстия цилиндров травят кислотой, чтобы удалить с поверхности столько алюминия, чтобы обнажить некоторые твердые частицы кремния. При правильном выполнении открытые частицы кремния обеспечивают износоустойчивую поверхность поршневых колец. Но цилиндры двигателя Vega не всегда должным образом обрабатывались на заводе. Это был недорогой автомобиль с большим объемом производства (100 единиц в час), поэтому качество часто страдало из-за спешки, чтобы поддерживать работу сборочной линии.
Это был недорогой автомобиль с большим объемом производства (100 единиц в час), поэтому качество часто страдало из-за спешки, чтобы поддерживать работу сборочной линии.
Нажмите здесь, чтобы узнать больше
Проблема расхода масла в этих заэвтектических алюминиевых блоках первого поколения также была связана с плохой конструкцией головки блока цилиндров, которая позволяла слишком большому количеству масла просачиваться через направляющие клапанов. Двигатели также имели склонность к перегреву, деформации и растрескиванию.
Можно было подумать, что неудачный опыт эксплуатации этих двигателей отравит идею использования в будущем алюминиевых блоков без футеровки, но это не так. Отливка блока цилиндров из заэвтектического алюминиевого сплава снижает вес и стоимость за счет устранения необходимости в железных гильзах. Но также требуется уникальный процесс отделки для создания износостойкой поверхности отверстий для поршневых колец. Производители, которые сегодня производят заэвтектические алюминиевые блоки без вкладыша, включают Audi, BMW, Honda, Mercedes, Porsche, Volkswagen, Volvo и Yamaha.
Большинство двигателей последних моделей имеют алюминиевые блоки для снижения веса, включая большинство знакомых отечественных двигателей V8, таких как Chevy LS, Ford 4,6 л модульный и 5,0 л Coyote, а также Chrysler 5,7 л и 6,1 л Hemi. Тем не менее, все эти двигатели имеют железные гильзы в цилиндрах. Следовательно, цилиндры в этих двигателях можно хонинговать с использованием тех же основных методов и процедур, которые вы использовали бы для хонингования чугунного блока. Единственная разница в том, что вы не можете снять более 0,010 дюйма металла, если пытаетесь восстановить цилиндры.
Один из недостатков литых гильз с точки зрения изготовителя двигателей заключается в том, что вы не сможете легко заменить гильзу, если она изношена, повреждена или треснула. Обычно приходится менять блок. Можно выточить литой вкладыш и заменить его мокрым или сухим железным вкладышем, но это большой труд и требует дорогостоящих модификаций блока. Обычно проще, быстрее и дешевле просто заменить блок.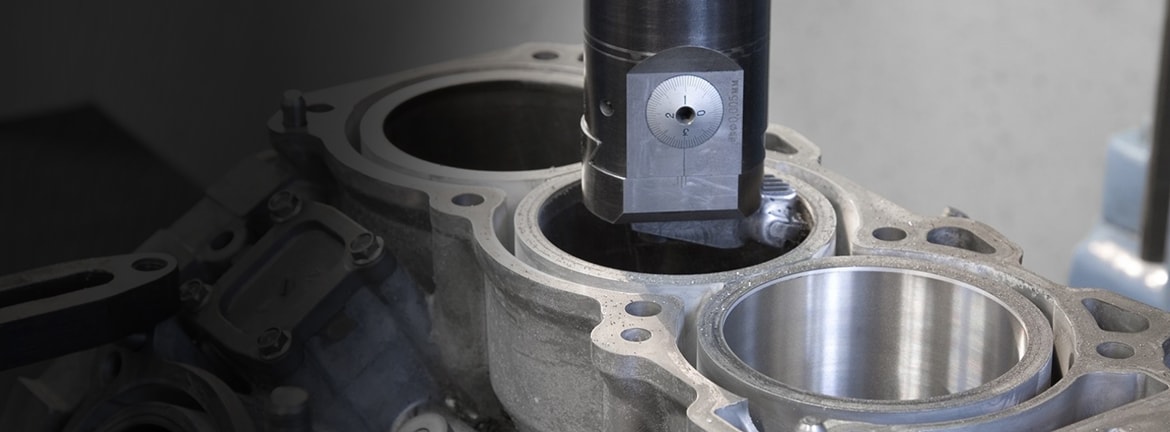
Масляные горелки
Другой алюминиевый двигатель последней модели с литыми чугунными гильзами — это четырехцилиндровый двигатель объемом 2,4 л, который GM использовал в автомобилях Chevy Equinox, GMC Terrain и Buick LaCrosse, Regal и Verano. Как и двигатели Chevy Vega 1970-х годов, 2,4-литровый двигатель также требует масла. GM говорит, что проблема заключается не в отделке отверстий в цилиндрах, а в проблеме износа колец, вызванной засорением системы принудительной вентиляции картера, разбавлением масла и его разрушением (хорошая причина, по которой автомобилисты должны менять масло чаще, чем указано в инструкции). индикатор обслуживания «Oil Life Monitor» автомобиля).
Бюллетень технического обслуживания GM 13-06-01-003G от февраля 2015 г. касается «проблем с чрезмерным расходом масла» для двигателей объемом 2,4 л в моделях 2010–2013 гг. GM говорит, что если двигатель использует более литра масла каждые 2000 миль, кольца и поршни необходимо заменить. В бюллетене также говорится, что отверстия в этих двигателях НЕ нуждаются в хонинговании или удалении глазури, если штриховка все еще видна и нет чрезмерного износа или других повреждений.
В бюллетене также говорится, что отверстия в этих двигателях НЕ нуждаются в хонинговании или удалении глазури, если штриховка все еще видна и нет чрезмерного износа или других повреждений.
Если двигатель расходует литр масла каждые 2000 миль, у него серьезные проблемы с расходом масла. Двигатель последней модели с надлежащим покрытием цилиндра, хорошим кольцевым уплотнением и отсутствием других проблем, безусловно, должен использовать менее литра масла между рекомендуемыми интервалами замены масла, которые сегодня могут составлять от 5000 до 7500 до 10 000 миль или более в зависимости от области применения. Если двигатель потребляет больше масла, чем указано, и нет утечек из прокладок, утечек из уплотнений или проблем с направляющими клапанов, чрезмерный расход масла, вероятно, связан с плохим покрытием отверстия, сильной деформацией отверстия и/или плохим кольцевым уплотнением.
Ряд импортных автомобилей последних моделей с алюминиевыми двигателями (некоторые с железными гильзами, некоторые без них) имеют плохую репутацию из-за слишком большого расхода масла. Чрезмерный расход масла, по-видимому, более характерен для европейских автопроизводителей, чем для азиатских (хотя у Honda и Toyota были некоторые проблемы с расходом масла с некоторыми двигателями).
Чрезмерный расход масла, по-видимому, более характерен для европейских автопроизводителей, чем для азиатских (хотя у Honda и Toyota были некоторые проблемы с расходом масла с некоторыми двигателями).
Audi, BMW и Subaru заявляют, что расход одной кварты масла на каждые 1000–1200 миль является «нормальным» для некоторых двигателей, а расход одной кварты на каждые 600–700 миль является «приемлемым». Приемлемо для кого? Явно не владелец автомобиля. Такие цифры могли быть приемлемы еще в 19-м веке.50-х и 1960-х годов, но не в современных высоконагруженных двигателях с высокой выходной мощностью.
Если бы вы построили запасной двигатель, который высасывал литр масла каждые 1000 миль, как вы думаете, сколько времени пройдет, прежде чем ваш клиент позвонит вам, отругает и потребует свои деньги обратно? Литр масла, расходуемый каждые 1000 миль в гоночном двигателе с высокими оборотами, возможно, не имеет большого значения, но это, безусловно, будет в двигателе, заменяющем штатный.
Сделайте все правильно с первого раза
Правильная обработка отверстия и кольцевое уплотнение абсолютно необходимы для предотвращения чрезмерного расхода масла, возвратов и недовольных клиентов. Независимо от того, хонингуете ли вы алюминиевый блок с железными вкладышами, заэвтектический алюминиевый блок без вкладышей или алюминиевый блок с каким-либо типом твердого никелевого покрытия в цилиндрах (например, Nikasil, Alusil и т. д.), вы должны знать, что вам нужно. с которыми вы работаете, поэтому вы можете использовать соответствующие процедуры хонингования, которые позволят добиться желаемого качества обработки отверстия.
Хорошее покрытие отверстия требует минимальной приработки, обеспечивает плоскую, относительно гладкую, износостойкую поверхность для скольжения колец, с соответствующей штриховкой или ямками для удержания масла для смазки колец. Цилиндры также должны быть круглыми, прямыми вверх и вниз и с минимально возможной деформацией цилиндра, чтобы поршневые кольца с низким натяжением могли герметизировать их.
Трехэтапная процедура хонингования «плато» обычно рекомендуется для сокращения времени приработки колец и начального износа колец в алюминиевых двигателях с железными гильзами или гильзами. Плато-хонингование производит отделку отверстия, похожую на «обкатанный» цилиндр. Кольца быстро садятся и подвергаются минимальному износу при запуске двигателя.
Процедуры плоского хонингования могут различаться в зависимости от области применения и типа используемых колец, но общая процедура выглядит следующим образом:
1. Используйте бруски с зернистостью #220 или #280 для хонингования отверстий до нужного размера и создания штриховки.
2. Перейдите на камни с более мелким зерном (#400 или #600) и снова заточите, чтобы срезать пики с микроскопических выступов в отверстии. Это должно оставить широкую плоскую поверхность для поддержки колец с достаточной площадью впадины для удержания масла.
3. Очистите цилиндры несколькими движениями щетки или плоского хонинговального инструмента, чтобы удалить остатки разорванного и складчатого металла.
После получения ровной поверхности промойте цилиндры горячей мыльной водой и щеткой, чтобы удалить остатки хонинговального материала и металлические частицы из отверстий.
Процедура хонингования алюминиевого блока будет отличаться, если блок имеет железные вкладыши или не имеет вкладышей. Железные вкладыши можно хонинговать так же, как и железный блок, но оголенные алюминиевые отверстия требуют специальной процедуры «воздействия», чтобы выявить и поднять твердые частицы кремния.
Хонингование заэвтектических алюминиевых блоков
Для получения хорошей отделки заэвтектического алюминиевого блока без гильзы необходимо удалить небольшое количество алюминия из отверстий, чтобы обнажить твердые частицы кремния. Частицы кремния должны выступать примерно на 0,00002 дюйма до 0,00004 дюйма над поверхностью и покрывать около 80 процентов площади отверстия. Это обеспечит хорошую поверхность износа для колец, чтобы они могли скользить по твердым частицам кремния, а не по алюминиевому отверстию.
В прежние времена это делалось на двигателях Vega путем хонингования до увеличенного размера с помощью обычных абразивов с последующей притиркой отверстий специальной абразивной пастой и войлочными хонинговальными подушечками. Эту работу можно выполнить с помощью переносного хонинговального инструмента и дрели или хонинговального станка.
Сегодня то же самое можно сделать с помощью алмазных камней, CBN или обычных абразивов. Цель состоит в том, чтобы получить гладкую, зеркальную поверхность отверстия, а затем слегка «шероховатость» поверхности специальными абразивами на эластомерной связке с легким давлением (менее 5 фунтов на квадратный дюйм), чтобы обнажить твердые частицы кремния.
Первым этапом хонингования является хонингование отверстий с использованием обычных или алмазных абразивов для достижения шероховатости поверхности 19 микродюймов RA или меньше.
Вторым этапом хонингования является использование тонкого абразива (обычного или алмазного) для удаления только 0,0001 дюйма алюминия для достижения чистоты RA 3,9 микродюймов или меньше. Хонинговальное масло можно использовать на первых двух этапах, но НЕЛЬЗЯ использовать на последнем этапе.
Хонинговальное масло можно использовать на первых двух этапах, но НЕЛЬЗЯ использовать на последнем этапе.
На заключительном этапе «воздействия» твердые частицы кремния обнажаются путем удаления окружающего алюминия. Для этого требуются специальные абразивы на эластомерной связке, упомянутые ранее. Этот шаг занимает около полутора минут на цилиндр и удаляет только около 0,00002 дюйма алюминия. Абразив на эластомерной связке является гибким, поэтому он отскакивает от твердых частиц кремния, соскребая более мягкий алюминий вокруг частиц. Гибкость абразива также позволяет ему приспосабливаться к небольшим деформациям отверстия, поскольку он амортизирует и распределяет усилие по поверхности. Это позволяет ему равномерно удалять алюминий вокруг цилиндра, обнажая частицы кремния.
Как узнать, правильно ли вы выполнили задание? Вы можете подождать, пока ваш клиент не пожалуется на то, что его двигатель сжигает масло, или вы можете проверить чистоту поверхности до того, как двигатель покинет вашу мастерскую, используя профилометр для измерения отделки каждого отверстия.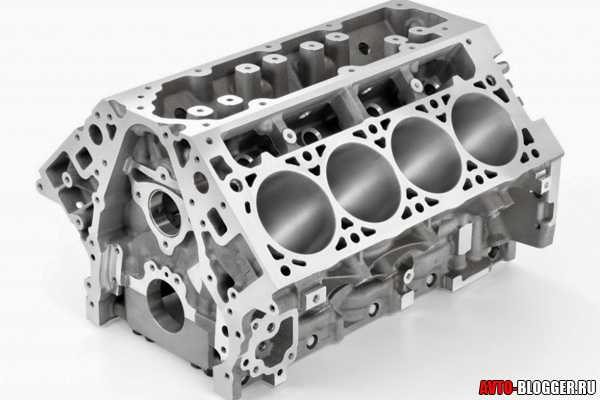
Если вы проверите шероховатость отверстия перед окончательным этапом экспонирования с использованием гибких абразивов, шероховатость поверхности должна быть не более 3,9 микродюймов (зеркально гладкая). После окончательного хонингования поверхность должна выглядеть более шероховатой, чем раньше, потому что частицы кремния были обнажены и торчат над окружающим алюминием. Возможно, вам придется сделать полдюжины или более следов с помощью профилометра, прежде чем наконечник столкнется с частицей кремния и зарегистрирует острый пик (RpK). Хорошим показателем будет пик, находящийся на 0,5–1,0 мкм выше окружающей поверхности.
Если профилометр не может обнаружить какие-либо пики или пики имеют высоту менее 0,5 микрон, повторите заключительный этап хонингования, чтобы удалить больше металла и обнажить больше частиц кремния.
Плазменное напыление отверстий
Автопроизводители экспериментируют с различными типами высокотемпературного плазменного напыления для нанесения твердого покрытия на отверстия цилиндров. Это можно сделать с помощью различных металлических сплавов, а также порошкового металла. Твердые алюминиево-кремниевые покрытия также можно наносить на отверстия цилиндров с помощью процесса лазерного травления.
Это можно сделать с помощью различных металлических сплавов, а также порошкового металла. Твердые алюминиево-кремниевые покрытия также можно наносить на отверстия цилиндров с помощью процесса лазерного травления.
Преимущество этих новых технологий заключается в том, что они могут быть быстрее, чем кислотное травление отверстий и опускание двигателя в ванну для нанесения твердого покрытия, такого как никасил, алюсил или какой-либо другой запатентованный материал покрытия. Напыление покрытия на отверстие также лучше, чем использование чугунных вкладышей, отлитых на месте или с прессовой посадкой, потому что вкладыши увеличивают объем и вес блока.
Высокотехнологичные покрытия также имеют некоторые недостатки. Во-первых, для нанесения покрытия (и для повторного нанесения покрытия, если оно повреждено или изношено) требуется специальное оборудование. Стоимость, однако, остается самым большим недостатком. Стоимость плазменного покрытия цилиндров двигателя на уровне OEM составляет от 3 до 5 долларов за отверстие по сравнению с 1,50 до 2 долларов за отверстие для обычных железных гильз или гильз. Никасил еще дороже: от 5 до 10 долларов за отверстие в зависимости от объема. Алусил еще дороже.
Никасил еще дороже: от 5 до 10 долларов за отверстие в зависимости от объема. Алусил еще дороже.
На данный момент большинству производителей двигателей не нужно беспокоиться о том, как оттачивать и полировать цилиндры с плазменным напылением в алюминиевых блоках, потому что они не производятся в больших масштабах — по крайней мере, пока.
В 2011 году компания Ford представила технологию покрытия Plasma Transfer Wire Arc для своего алюминиевого блока GT500 Shelby Mustang объемом 5,4 л из сплава 356. Покрытие позволило Ford избавиться от железных гильз двигателя и сэкономить почти 9 фунтов. мертвого веса. Та же технология плазменного покрытия используется на цилиндрах Mustang Shelby GT350 5.2L V8 2016 года. Nissan использует аналогичный процесс на своем GTR V6 с турбонаддувом, а Caterpillar распыляет многие из своих мокрых дизельных гильз, чтобы уменьшить трение и износ.
Эксперты предсказывают, что по мере снижения затрат мы увидим более широкое использование плазменных и лазерных покрытий в серийных двигателях. Плазменные покрытия, уменьшающие трение, также использовались в гоночных двигателях. Во многих гонках отверстия шлифуются алмазом после напыления для достижения сверхгладкой поверхности. Это снижает трение для большей мощности, а также снижает износ, поэтому колодки служат дольше в изнурительных условиях гонки. Многие из этих покрытий требуют твердого покрытия на верхних поршневых кольцах (например, PVD CrN).
Плазменные покрытия, уменьшающие трение, также использовались в гоночных двигателях. Во многих гонках отверстия шлифуются алмазом после напыления для достижения сверхгладкой поверхности. Это снижает трение для большей мощности, а также снижает износ, поэтому колодки служат дольше в изнурительных условиях гонки. Многие из этих покрытий требуют твердого покрытия на верхних поршневых кольцах (например, PVD CrN).
Если двигатель с цилиндрами, на которые было нанесено плазменное покрытие, в какой-то момент нуждается в восстановлении, исходное покрытие может быть снято со стенок цилиндра, чтобы поверхность могла быть подготовлена для нанесения нового покрытия. Затем наносится новое плазменное покрытие, которому дают остыть, а затем проводится алмазная полировка для воссоздания сверхгладкой поверхности.
Что такое гильза цилиндра? (с картинками)
`;
Автомобили
Факт проверен
Лори Килчерманн
Гильза цилиндра представляет собой устройство, запрессованное в блок цилиндров и вмещающее поршень. Он намного тверже блока цилиндров и предотвращает износ поршня через отверстие цилиндра. Обычно используется в алюминиевых блоках цилиндров и дизельных двигателях, гильза цилиндра либо вдавливается в нужное положение, либо удерживается на месте головкой блока цилиндров. В больших двигателях, таких как двигатели тепловозов, гильза является частью узла, содержащего новый поршень, поршневые кольца и шатун, и заменяется как единое целое во время планового технического обслуживания или ремонта.
В алюминиевых блоках двигателя материал блока слишком мягкий для размещения поршня.
 Неправильно уплотненная прокладка головки блока цилиндров приведет к перегреву двигателя, потере мощности и потенциальной возможности разрушения блока и головки цилиндров. Необходимо соблюдать большую осторожность при установке гильзы цилиндра в алюминиевый блок цилиндров, поскольку алюминиевый блок будет реагировать на тепло с другой скоростью, чем стальная гильза цилиндра. Неправильная посадка при установке может привести к поломке гильзы или треснувшему блоку цилиндров.
Неправильно уплотненная прокладка головки блока цилиндров приведет к перегреву двигателя, потере мощности и потенциальной возможности разрушения блока и головки цилиндров. Необходимо соблюдать большую осторожность при установке гильзы цилиндра в алюминиевый блок цилиндров, поскольку алюминиевый блок будет реагировать на тепло с другой скоростью, чем стальная гильза цилиндра. Неправильная посадка при установке может привести к поломке гильзы или треснувшему блоку цилиндров.