Шатун поршня: назначение, конструкция, основные неисправности
Рассмотрим конструкционные особенности шатуна поршня, основные проблемы, которые могут возникать при его работе, и способы их профилактики.
Конструкция шатуна
Шатун передает энергию от поршня к коленчатому валу. При этом он совершает два вида движения: круговое и возвратно-поступательное. Первое происходит в месте соединения его нижней головки с коленвалом, второе – в зоне соединения верхней головки с поршнем. Вследствие такой конструкции шатун постоянно испытывает высокие нагрузки во время работы.
Шатун поршня состоит из следующих элементов.
Поршневая головка
Верхняя (поршневая) головка представляет собой цельную неразборную конструкцию, которая соединяется с поршнем при помощи пальца: плавающего или фиксированного.
В верхней головке плавающего пальца обычно расположены бронзовые или биметаллические втулки.
Чтобы обеспечить необходимый уровень натяга, фиксированный палец вставляется в цилиндрическое отверстие меньшего диаметра.
Так как на верхнюю головку действуют очень высокие нагрузки, она имеет трапециевидную форму. Это позволяет увеличить опорную поверхность при работе поршня.
Кривошипная головка
Нижняя (кривошипная) головка соединяет коленчатый вал и шатун. Многие шатуны обладают разъемной кривошипной головкой, что зависит от метода сборки двигателя. Крышку головки с шатуном соединяют болты, штифты или бандажное крепление.
На каждый шатун можно установить только ту крышку, которой он оснащался с завода, так как она обладает определенным весом и размером. При ремонте данную деталь заменить нельзя.
По расположению стержня головка может быть прямой или косой. Последняя характерна для V-образных двигателей и используется для уменьшения размеров силового агрегата.
В нижней части шатунной головки располагаются подшипники скольжения, схожие с коренными вкладышами коленчатого вала. Их изготавливают из стальной ленты, которая изнутри обработана антифрикционным материалом с высокими износостойкими характеристиками. Особенностью этого слоя является то, что он работает только в присутствии моторного масла, а в режиме «сухого трения» очень быстро истирается.
Покрытие может наноситься как на заводе-изготовителе, так и при дальнейшем обслуживании двигателя в условиях гаража или автосервиса. Для защиты подшипников скольжения и других деталей силового агрегата оптимально подходит антифрикционное твердосмазочное покрытие MODENGY Для деталей ДВС.
Чаще всего его применяют на юбках поршней, дроссельных заслонках, вкладышах распредвала, подшипниках скольжения.
MODENGY Для деталей ДВС обладает следующими преимуществами:
- Имеет широкий диапазон рабочих температур: от -70 до +260 °C
-
Повышает КПД двигателя
-
Снижает трение и износ
-
Защищает детали от задиров в режиме масляного голодания
-
Снижает расход топлива
-
Отверждается при комнатной температуре
Совместно с покрытием рекомендуется использовать Специальный очиститель‑активатор MODENGY. Он не только убирает разнородные загрязнения с поверхностей, но и образует пленку, улучшающую адгезию покрытия с основанием.
Силовой стержень
Силовой стержень многих шатунов имеет двутавровую форму и расширяется от верхней головки к нижней. В дизельных двигателях используются более прочные и массивные детали, чем в бензиновых. В спорткарах устанавливаются шатуны, изготовленные из алюминия. Благодаря такому решению снижается масса автомобиля.
В дизельных двигателях используются более прочные и массивные детали, чем в бензиновых. В спорткарах устанавливаются шатуны, изготовленные из алюминия. Благодаря такому решению снижается масса автомобиля.
Все шатуны должны иметь одинаковый вес, в противном случае усилятся вибрации при работе силового агрегата.
Из чего изготавливают шатуны?
Каждый производитель стремится уменьшить вес деталей КШМ и снизить производственные затраты. Но так как на шатуны в процессе работы двигателя воздействуют высокие нагрузки, уменьшать их массу нежелательно – это может пагубно отразиться на прочности изделий.
При массовом производстве шатуны для бензиновых двигателей изготавливают из специального чугуна методом литься. Это позволяет добиться практически идеального соотношения прочности и стоимости деталей.
В дизельных силовых агрегатах шатуны испытывают более высокие нагрузки, поэтому их производят из легированной стали методом горячей ковки или горячей штамповки. Получаемые детали прочнее, но при этом дороже литых.
Получаемые детали прочнее, но при этом дороже литых.
В мощных автомобилях и спорткарах используются шатуны из титановых и алюминиевых сплавов. Они в два раза легче стальных и чугунных, что позволяет снизить вес двигателя и увеличить его оборотистость.
Большое значение играет конструкционный материал, из которого изготовлены болты крепления крышки шатунной головки. Их производят из высоколегированной стали, предел текучести которой в 2-3 раза больше, чем у обычной углеродистой.
Почему шатуны выходят из строя?
Основной причиной выхода шатунов из строя является износ деталей. Верхняя головка редко подвергается ремонту, а рабочий ресурс втулки нередко оказывается равен ресурсу самого двигателя.
Нарушение формы или разрушение шатуна может произойти вследствие гидроудара, попадания внутрь двигателя абразивных веществ и посторонних предметов, соударения головки блока и поршня.
Подшипники нижней головки могут выйти из строя вследствие недостаточного смазывания. Определить такую неисправность можно по замятию вкладышей, удлинению шатунных болтов, темно-синему окрасу шатунной головки и потемнению вкладышей.
К поломке шатуна приводит недостаточный уровень масла в двигателе, засорение масляного фильтра, загрязнение цилиндра абразивами и посторонними предметами.
Ремонт шатунов
Шатуны нуждаются в ремонте, если наблюдаются:
-
Деформация стержня
-
Износ зазора в верхней головке цилиндра
-
Износ поверхности и зазора в нижней части головки
Перед началом работ шатун тщательно осматривается, при помощи нутрометра измеряется диаметр детали, зазоры в верхней и нижней части.
Если все показатели в норме, менять шатун не потребуется. При деформации стержня отверстия головок перестают быть параллельными, что приводит к перекосу цилиндра. Об этом свидетельствуют повышенная шумность двигателя при работе на холостом ходу, следы износа на коленвале, головке шатуна, поршне и стенках цилиндра. Еще одним методом проверки шатуна на деформацию является его раскачка на специальной проверочной плите.
После проведения всех необходимых измерений приступают к ремонту.
Чтобы получить нужную геометрию зазора нижнего шатуна, необходимо убрать небольшое количество металла с поверхности крышки головки. После этого крышка ставится назад и фиксируется при помощи болтов.
Расточка отверстия головки по требуемому размеру производится на расточном или универсальном станке. После операции выполняется хонингование.
Если зазор под поршневой палец увеличен, бронзовая втулка под верхнюю головку меняется, и новая деталь принимает нужный размер. Очень важно, чтобы отверстия головки и втулки совместились. В этом случае масло не будет попадать на поршневой палец.
Очень важно, чтобы отверстия головки и втулки совместились. В этом случае масло не будет попадать на поршневой палец.
Шатунные вкладыши и юбки поршней рекомендуется дополнительно обработать антифрикционным покрытием.
Шатун двигателя
Шатуны соединяют коленчатый вал с поршнями и таким образом передают силы действия газов и силы инерции на шатунную шейку коленчатого вала. Шатун обеспечивает возвратно-поступательное движение поршня в цилиндре. Верхняя головка шатуна со стороны поршня в направлении опоры поршневого пальца на многих современных двигателях имеет втулку ВГШ из бронзы. Шатун устанавливается на шейке кривошипа коленчатого вала посредством шатунных вкладышей.
Шатун изготавливается из стали путем ковки или литья, причем в зависимости от нагрузки используется либо легированная, либо улучшенная сталь.
Шатуны подлежат замене, если они сломались или погнулись или если были разрушены опоры подшипников шатунов. Если остальные шатуны не повреждены, то шатуны можно заменять по отдельности, при этом рекомендуется взвесить старые шатуны и новый шатун подобрать или подогнать под вес старых шатунов.
При ремонте двигателя рекомендуется менять болты нижней головки шатуна.
Шатуны подлежат ОБЯЗАТЕЛЬНОЙ проверке и при необходимости замене в следующих случаях:
- значительные повреждения шатунных вкладышей коленчатого вала
- гидроудары в цилиндро-поршневой группе
- существенные повреждения поршней, например, в результате превышения максимально допустимой частоты вращения
- детонационное сгорание
- ошибки при монтаже, например, перепутывание крышек нижней головки шатунов
- поломки и/или повреждение поршней и гильз цилиндров
Конструкция шатуна:
Конструктивные особенности нижней головки шатуна:
«Прямой» и «косой» разъем нижней головки шатуна:
«Ломаный» разъем нижней головки шатуна:
«Ломаные» шатуны изначально изготавливаются в виде цельной детали, затем на них наносят насечки для разлома (металлокерамический шатун) или лазерную насечку (стальной шатун), после чего их целенаправленно ломают на две части (крекинг). Обе части свинчивают при монтаже шатуна. Благодаря наличию места разлома они точно подходят друг к другу. Из-за индивидуальной геометрии разлома, шатуны и крышки шатунов всегда должны использоваться вместе и не могут быть заменены по отдельности! Ломаные шатуны имеют преимущества в отношении прочности и точности изготовления. После монтажа поверхности разъема почти не видны. Шатуны и крышки шатунов устанавливаются с высокой точностью и благодаря этому обеспечивают оптимальную передачу силы.
Обе части свинчивают при монтаже шатуна. Благодаря наличию места разлома они точно подходят друг к другу. Из-за индивидуальной геометрии разлома, шатуны и крышки шатунов всегда должны использоваться вместе и не могут быть заменены по отдельности! Ломаные шатуны имеют преимущества в отношении прочности и точности изготовления. После монтажа поверхности разъема почти не видны. Шатуны и крышки шатунов устанавливаются с высокой точностью и благодаря этому обеспечивают оптимальную передачу силы.
«Зубчатый» разъем нижней головки шатуна:
Конструктивные особенности верхней головки шатуна:
«Прямая» и «трапециевидная» верхняя головка шатуна:
|
Спросите любого механика: какие детали традиционно ремонтируют при капитальном ремонте двигателя? Ответ будет незамедлительным: блок цилиндров и коленчатый вал. А между тем шатун — деталь не менее ответственная, чем поршень, вкладыш коленчатого вала или направляющая втулка клапана. И никак не второстепенная — дефекты шатунов встречаются в ремонтной практике буквально на каждом шагу. Почему же о них забывают? Предпочитают сразу менять на новые? Или просто не замечают дефектов? А может быть, не все знают, как проверить и отремонтировать шатуны? Иными словами, есть над чем поразмыслить…
Некоторые заблуждения и «мифы», связанные с шатунами, довольно живучи. Начнем с основного заблуждения: большинство механиков считают, что шатуны не изнашиваются! Да и чему изнашиваться — поверхности шатуна, к примеру, ВАЗовского двигателя сами не образуют пар трения — в нижней головке шатуна устанавливаются вкладыши, а в верхней неподвижно запрессован поршневой палец. Что же получается — установил новые поршни и пальцы, заменил вкладыши в нижней головке — и собирай двигатель? Многие так и делают, собирают, как говорится, не думая. Да и о чем думать, если клиент над душой стоит, торопит? Торопливость — она известно где хороша, но только не в моторном деле. Когда автомобиль с недавно отремонтированным, но уже стучащим, мотором вернется обратно, начинается поиск виновных. А здесь так: или сам водитель виноват — не умеет ездить, или шлифовщик — плохо сделал коленвал. И невдомек иному механику, что это его «работа». Потому что… Шатун тоже изнашивается
Возьмите в руки старый шатун с изрядно походившего мотора — на первый взгляд ничего примечательного. Но только на первый взгляд. Вспомним: шатун — один из элементов кривошипно-шатунного механизма, в котором он связывает поступательно движущийся поршень и вращающийся коленчатый вал. Нагрузки на шатун могут достигать десятков тонн, причем являются знакопеременными, т.е. сжатие и растяжение шатуна чередуются в течение одного оборота коленвала. Теперь представим: в таком режиме шатун работает многие годы, сотни тысяч километров. Поэтому не будет ничего удивительного в том, что в металле шатуна будут накапливаться остаточные деформации. Невооруженным глазом их не видно, но стоит воспользоваться соответствующими приборами, как картина прояснится — «потянут» шатун, деформировался.
Еще хуже, когда на какой-нибудь …надцатой тысяче автомобиль заедет в глубокую лужу. Гидроудар в цилиндре, сами знаете, дело серьезное (см. № 4/2000), но, допустим, обошлось. Только шатун все равно хоть немного, но деформировался. А потом, много позже, случилось, к примеру, еще одно происшествие: зубчатый ремень оборвался, клапаны погнулись. В общем, когда такой двигатель попадает в ремонт, внешний вид шатунов оказывается весьма обманчивым — за мнимым благополучием могут скрываться серьезные дефекты — следы прошлых поломок и нештатных ситуаций в эксплуатации. Выявить их не так просто. Но что вы скажете, если в двигатель при сборке попадает явно дефектный шатун? |
|
|
Стандартная ситуация — застучал шатунный вкладыш. Многие механики сразу бросаются в бой: ну просто бегут со всех ног шлифовать коленчатый вал в следующий ремонтный размер. Спросите у них, где шатун, который стоял на поврежденной шейке? Больше половины ответят, что он нормальный. Между тем шатун после перегрева, задира, расплавления или проворачивания вкладышей повреждается со стопроцентной вероятностью. Это покажут не только измерительные приборы, но и просто внешний осмотр: нижняя головка будет иметь характерный перегретый вид со следами цветов «побежалости», а ее отверстие станет некруглым, овальным. Не лучше обстоит дело и с верхней головкой шатуна. К примеру, выпрессовали палец, нагрели шатун, установили новый поршень с пальцем. А померил ли кто-нибудь натяг пальца в отверстии головки? Многим некогда, торопятся, у других даже приборов нет проверить. Только когда потом палец вылезет и продерет цилиндр, будет поздно — повторный ремонт, скорее всего, окажется дороже и сложнее первого. |
Точно определить, параллельны ли оси отверстий головок, можно с помощью специальных измерительных приспособлений фирмы Sunnen |
|
Почему палец может вылезти из отверстия, понятно — натяг слишком мал или его нет совсем. В конструкциях с плавающим пальцем нередко оказывается изношенной бронзовая втулка верхней головки шатуна. Причем оценить степень износа на ощупь, без измерений, практически невозможно. Особенно обманчивая картина возникает в случае, если палец смазан маслом — люфт пальца не чувствуется даже при большом зазоре во втулке. Таким образом, без соответствующей проверки нельзя определить ни дальнейшую пригодность шатуна к работе, ни объем необходимого ремонта. Поэтому главный вопрос — это… |
Проще всего измерить геометрию отверстия нутромером, но иногда используют и специальные приборы |
|
Как проверить шатун?
Проверка шатуна обычно проводится в несколько этапов. Все эти измерения выполнить несложно, нужно лишь время и аккуратность. Другое дело — проверить деформацию стержня шатуна. |
Для обработки плоскости разъема служит специализированный станок фирмы Sunnen, но с тем же успехом это можно сделать на универсальном оборудовании, если использовать специальную оснастку |
Деформация стержня обычно выражается в том, что оси верхней и нижней головок шатуна оказываются непараллельны. Измерить эту непараллельность наиболее точно можно с помощью специального измерительного прибора или приспособления. К сожалению, пока наличие подобных приборов на СТО или в мастерских скорее исключение, чем правило. Поэтому иногда применяют более простые методы проверки, не требующие дорогостоящей оснастки. Измерить эту непараллельность наиболее точно можно с помощью специального измерительного прибора или приспособления. К сожалению, пока наличие подобных приборов на СТО или в мастерских скорее исключение, чем правило. Поэтому иногда применяют более простые методы проверки, не требующие дорогостоящей оснастки.
|
|
|
Один из возможных альтернативных способов — проверка на поверочной плите. Шатун кладется на плиту, и покачиванием определяется, насколько он деформирован. Разновидность способа — прикладывание к боковой плоскости шатуна лекальной линейки и оценка непараллельности плоскостей верхней и нижней головок. Иногда шатуны проверяют «на скалке» — надевают с малым зазором несколько шатунов верхней головкой на стержень, а деформацию оценивают по просветам между боковыми плоскостями нижних головок шатунов. Но так или иначе, а подобные способы измерения получаются неточными и для некоторых шатунов вообще не годятся (шатуны с разной шириной верхней и нижней головок). |
Специализированный расточный станок для шатунов — оборудование не из дешевых
|
|
После того, как шатун проверен, можно приступать к ремонту. Сразу оговоримся — отремонтировать удается шатун с любым из описанных выше дефектов. Правда, при этом требуется оценить эффективность ремонта — с точки зрения надежности двигателя в последующей эксплуатации и экономических соображений. Последнее часто является причиной отказа от ремонта в пользу покупки новых шатунов (для некоторых отечественных двигателей ремонт иногда получается близким к замене по стоимости). Как правильно отремонтировать шатун?
То, что шатун — деталь для ремонта серьезная, — свидетельствуют факты: все иностранные фирмы — производители станков для ремонта деталей двигателей имеют в своей программе и станки для ремонта шатунов. Поэтому без хорошего оборудования браться за такое дело бессмысленно — ошибка будет стоить дорого.
Стандартным видом ремонта шатунов можно назвать ремонт отверстия нижней головки при небольшом отклонении его размера от исходного (номинального) значения. Технология такого ремонта достаточно проста. Вначале крышку шатуна «занижают» (т.е. обрабатывают) по плоскости разъема на небольшую величину — около 0,05-0,1 мм. Это может быть выполнено различными способами, включая шлифование, фрезерование или (при небольшом припуске) притирку. Далее шатун собирается, болты затягиваются рабочим моментом, после чего отверстие обрабатывается в номинальный размер. Для обработки отверстия в рамках этой технологии чаще всего используются горизонтально-хонинговальные станки — они обеспечивают высокую точность (отклонение размеров и формы отверстия в пределах 0,005-0,010 мм) и производительность.
Однако применение данной технологии возможно только при малых деформациях или износе отверстия нижней головки. Дело в том, что при хонинговании базирование шатуна на станке выполняется по поверхности самого отверстия. В подобных случаях применяют растачивание отверстий. Этот процесс существенно отличается от предыдущего. Так, нередко приходится «занижать» плоскость разъема не только крышки, но и самого шатуна, иначе около разъема могут остаться необработанные участки поверхности. Кроме того, в процессе растачивания отверстия обеспечивается строгая параллельность осей отверстий головок, поскольку за базу принимается одно из отверстий. |
После грамотного ремонта восстановленный шатун трудно отличить от нового |
|
Растачивание выполняется на специализированных расточных станках для шатунов, но с помощью специальной оснастки шатун можно расточить и на универсальном станке (к примеру, на токарном). При ремонте нижней головки следует помнить, что межцентровое расстояние между отверстиями головок всегда уменьшается, причем тем больше, чем больше припуск на обработку отверстия. Это может быть критично для дизелей, где укорочение шатуна даже на 0,1 мм заметно уменьшает степень сжатия и негативно влияет на работу данного цилиндра. Выдержать требуемое межцентровое расстояние удается с помощью обработки отверстия верхней головки шатуна. Суть этой технологии в том, чтобы заменить в верхней головке втулку и точно расточить отверстие под палец (втулка всегда имеет припуск в пределах 0,3-0,5 мм), приняв за базу отверстие нижней головки и обеспечив заданное межцентровое расстояние. Точно так же поступают и в случае, когда втулка верхней головки изношена и требуется ее замена.
Описанные технологии ремонта обеспечивают высокую надежность работы шатунов и применимы для подавляющего большинства двигателей. Некоторые «хитрости» в ремонте шатунов Современные высокофорсированные двигатели характеризуются очень высокой нагруженностью деталей, в том числе шатунов. При неисправности системы смазки, когда происходит задир и расплавление вкладышей, нижняя головка шатуна испытывает значительный перегрев, при котором в материале появляются большие остаточные напряжения и деформации. В дальнейшей эксплуатации после ремонта нижняя головка может снова деформироваться, если в процессе ремонта напряжения не будут сняты, к примеру, старением (выдержка при температуре около 200°С). |
Хонингование — основной способ обработки отверстий шатунов, применяется и как финишная операция после растачивания |
|
Перегрев нижней головки нередко приводит и к перегреву шатунных болтов, прочность которых при этом падает. Для некоторых двигателей (из отечественных стоит упомянуть КамАЗ) при ремонте не требуется обработка плоскости разъема — достаточно расточить отверстие в ремонтный размер под соответствующие ремонтные вкладыши. Напротив, ряд моделей двигателей Opel, Ford, BMW имеют полученный в результате хрупкого излома так называемый «колотый» стык крышки с шатуном, что делает ремонт нижней головки невозможным традиционными методами. Отметим, что на отдельных моделях моторов Volvo, Mazda, Alfa Romeo стык крышки с шатуном выполнен со шлицами. Подобные шатуны также ремонтопригодны, но занижение «шлицевой» поверхности перед ремонтом — весьма трудоемкая операция.
Если в верхней головке шатуна натяг недостаточен для фиксации пальца, единственный способ ремонта—использование пальца с увеличенным диаметром. Таким же способом можно восстановить зазор в отверстии и без замены втулки. Справка «АБС-авто»
Качественно отремонтировать шатуны, а также блоки цилиндров, головки и коленчатые валы можно, обратившись на фирмы «Механика», тел.: (095) 366-9065, 406-0015, 389-1988, и «Технолуч», тел. Кроме того, на фирме «Механика» можно приобрести специализированное оборудование для ремонта деталей двигателей.
(Журнал «АБС», ноябрь 2000) |
 Далее многие укажут головку блока цилиндров. И лишь некоторые добавят к этому «комплекту» шатуны.
Далее многие укажут головку блока цилиндров. И лишь некоторые добавят к этому «комплекту» шатуны.
 Правда, боковые поверхности нижней головки шатуна трутся о щеки коленвала, но степень износа здесь настолько мала, что ее можно даже не принимать во внимание.
Правда, боковые поверхности нижней головки шатуна трутся о щеки коленвала, но степень износа здесь настолько мала, что ее можно даже не принимать во внимание.

 Головку сняли, все, что надо, заменили, но глубоко в двигатель залезать не стали — не тот, вроде бы, случай. А зря — при ударе поршня по клапанам действие получается равным противодействию. И шатун может еще немного деформироваться.
Головку сняли, все, что надо, заменили, но глубоко в двигатель залезать не стали — не тот, вроде бы, случай. А зря — при ударе поршня по клапанам действие получается равным противодействию. И шатун может еще немного деформироваться.
 А некоторые, особо умелые, вообще себя не утруждают — вынимают, а затем ставят коленвал с новыми вкладышами, даже не разбирая двигателя.
А некоторые, особо умелые, вообще себя не утруждают — вынимают, а затем ставят коленвал с новыми вкладышами, даже не разбирая двигателя.
 А это вполне возможно, если, например, в прошлом «ремонте» верхняя головка была сильно перегрета перед сборкой шатуна с поршнем (такое бывает при использовании ацетиленокислородной горелки).
А это вполне возможно, если, например, в прошлом «ремонте» верхняя головка была сильно перегрета перед сборкой шатуна с поршнем (такое бывает при использовании ацетиленокислородной горелки).
 Начинают чаще всего с проверки геометрии отверстий. Для этого шатун разбирают, моют, а затем собирают с затяжкой болтов (гаек) крепления крышки рабочим моментом. Далее нутромером проверяют диаметр отверстия нижней головки — он должен соответствовать размеру, рекомендованному заводом-изготовителем, а все отклонения формы отверстия (эллипсность) должны укладываться в допуск на размер отверстия (обычно 0,015 мм). Аналогичным образом проверяют и верхнюю головку шатуна. Здесь контролируют отклонения формы (эллипсность не более 0,01 мм), а также величину диаметра отверстия, которая должна обеспечить гарантированный минимальный натяг в прессовом соединении с пальцем (0,02-0,025 мм) или максимальный зазор во втулке (0,015-0,02 мм) «плавающего» пальца.
Начинают чаще всего с проверки геометрии отверстий. Для этого шатун разбирают, моют, а затем собирают с затяжкой болтов (гаек) крепления крышки рабочим моментом. Далее нутромером проверяют диаметр отверстия нижней головки — он должен соответствовать размеру, рекомендованному заводом-изготовителем, а все отклонения формы отверстия (эллипсность) должны укладываться в допуск на размер отверстия (обычно 0,015 мм). Аналогичным образом проверяют и верхнюю головку шатуна. Здесь контролируют отклонения формы (эллипсность не более 0,01 мм), а также величину диаметра отверстия, которая должна обеспечить гарантированный минимальный натяг в прессовом соединении с пальцем (0,02-0,025 мм) или максимальный зазор во втулке (0,015-0,02 мм) «плавающего» пальца.
 Практика тем не менее показывает, что стремиться точно измерить непараллельность осей отверстий головок совсем не обязательно — достаточно и приближенных способов. Объясняется это тем, что параллельность осей нетрудно восстановить с помощью правильно выбранной технологии ремонта.
Практика тем не менее показывает, что стремиться точно измерить непараллельность осей отверстий головок совсем не обязательно — достаточно и приближенных способов. Объясняется это тем, что параллельность осей нетрудно восстановить с помощью правильно выбранной технологии ремонта.
 Однако приобретенные новые шатуны нередко оказываются хуже по качеству (см. № 10/1999). Это значит, что альтернативы ремонту практически нет. Весь вопрос лишь в том…
Однако приобретенные новые шатуны нередко оказываются хуже по качеству (см. № 10/1999). Это значит, что альтернативы ремонту практически нет. Весь вопрос лишь в том…
 Суть этой операции сводится к тому, что диаметр отверстия восстанавливается до номинального размера, заданного заводом — изготовителем двигателя.
Суть этой операции сводится к тому, что диаметр отверстия восстанавливается до номинального размера, заданного заводом — изготовителем двигателя.
 А это значит, что перекос осей головок, если он имел место до ремонта, сохранится и после него. Более того, возможен и дополнительный перекос, если отверстие сильно повреждено, и требуется большой припуск на его обработку.
А это значит, что перекос осей головок, если он имел место до ремонта, сохранится и после него. Более того, возможен и дополнительный перекос, если отверстие сильно повреждено, и требуется большой припуск на его обработку.
 Для получения высокой чистоты обработанной поверхности после растачивания проводится финишная обработка — хонингование.
Для получения высокой чистоты обработанной поверхности после растачивания проводится финишная обработка — хонингование.
 Но все-таки из любых правил есть исключения. Поэтому иногда бывает полезно знать…
Но все-таки из любых правил есть исключения. Поэтому иногда бывает полезно знать…
 В некоторых случаях данное решение оказывается единственным — например, для шатунов с «плавающим» пальцем, не имеющих втулки (некоторые двигатели GM). При этом отверстие предварительно хонингуется для восстановления его геометрии.
В некоторых случаях данное решение оказывается единственным — например, для шатунов с «плавающим» пальцем, не имеющих втулки (некоторые двигатели GM). При этом отверстие предварительно хонингуется для восстановления его геометрии.  : (095) 235-0095.
: (095) 235-0095.
Ремонт верхней нижней головки шатуна автомобиля.
Ремонт шатунов двигателя бывает двух видов:
- ремонт верхней головки шатуна;
- ремонт нижней головки шатуна.
РЕМОНТ ВЕРХНЕЙ ГОЛОВКИ ШАТУНА
Ремонт верхней головки шатуна производится на поршнях с «плавающей» посадкой поршневого пальца в шатуне. Поршни имеют втулку для работы в паре с поршневым пальцем. В процессе работы двигателя втулка разбивается, и в соединении образуется увеличенный зазор.
Мы производим замену втулок верхней головки шатуна с последующей обработкой под поршневой палец.
Расточка и хонинговка отверстия происходит на специализированном станке, который позволяет базировать шатун относительно нижней головки, и обрабатывать втулку верхней головки шатуна соосно с отверстием нижней головки, что является залогом «правильной» работы двигателя.
В нашей практике были случаи, когда к нам обращались клиенты, у которых наблюдался повышенный расход масла после капитального ремонта мотора. После повторной разборки двигателя и подетальной дефектовки мы выяснили, что втулка под поршневой палец разворачивалась ручной разверткой.
Геометрия отверстия и зазор в соединении палец-втулка были в допуске, а ось отверстия «завалена».
В результате этого, поршни в цилиндре были установлены с небольшим наклоном в одну сторону. Что привело к неправильному прилеганию поршневых колец и, как следствие, к повышенному расходу масла.
Проблема ушла после повторной замены втулок в заводских условиях.
Хотим обратить ваше внимание на то, что верхняя головка шатунов с горячей посадкой поршневого пальца не ремонтируется. При изменении геометрии, такие шатуны подлежат замене.
При изменении геометрии, такие шатуны подлежат замене.
РЕМОНТ НИЖНЕЙ ГЛОВКИ ШАТУНА
Ремонт нижней головки шатуна производится для восстановления геометрии посадочного места под шатунный вкладыш. Необходимость этого ремонта возникает не только на моторах, где «стучал» коленвал, но и в процессе штатного ремонта двигателя.
В результате механических и термических нагрузок на шатун, его нижняя головка может деформироваться. Поэтому, при каждой разборке мотора, геометрию головки необходимо контролировать.
Технология ремонта проста. На плоскошлифовальном станке «занижается» нижняя крышка шатуна, после чего он собирается с моментом, установленным производителем индивидуально для каждого типа двигателей.
Далее, собранный шатун растачивается в номинальный размер, как это делается на заводе — производителе мотора. Для того чтобы компрессионное расстояние осталось неизменным, резец базируется по постели (?) самого шатуна, а основной съем металла происходит с «заниженной» крышки.
После ремонта нужно проконтролировать посадку нового вкладыша в «постель» и, при необходимости, надфилем углубить посадочное место под замок вкладыша.
Не все шатуны подлежат ремонту. «Разрывные» или «колотые» шатуны, у которых крышка с шатуном не имеют ровных привалочных плоскостей, при изменении геометрии, необходимо заменить.
ДЕФЕКТОВКА ШАТУНА БЕСПЛАТНО
Если возникла потребность в дефектовке шатунов, но нет собственной инструментальной базы, это можно сделать, совершенно бесплатно, в условиях нашего приемного пункта «Механика» — Обнинск.
Мы производим следующие виды работ по ремонту и дефектовке шатунов:
- Проверка геометрии нижней головки шатуна.
- Ремонт нижней головки шатуна с плоским разъемом с соблюдением параллельности осей.
- Ремонт нижней головки шатуна с зубчатым разъемом с соблюдением параллельности осей.
- Ремонт верхней головки шатуна с соблюдением параллельности осей.

- Перепрессовка поршней (горячая посадка).
- Проверка геометрии шатуна на наличие деформаций.
Обращайтесь к нам в «Механика»-Обнинск, и мы профессионально, и в короткие сроки произведем ремонт верхней и нижней головки шатуна, а также – дефектовку шатуна.
Устройство шатуна
Шатун необходим для соединения поршня с коленчатым валом и передачи усилия от поршня к коленчатому валу. Шатун штампуется из стали.
Для повышения прочности шатуна его подвергают дробеструйной обработке.
Устройство шатуна:
1) верхней головки 1;
2) стержня 3;
3) нижней головки 4 (с крышкой 6).
В верхней головке запрессовывается бронзовая втулка 2 . Во втулке и верхней головке шатуна есть специальные отверстия для подвода масла к изнашиваемой поверхности поршневого пальца. А стержень шатуна выполнен в двутавровом сечении.
А стержень шатуна выполнен в двутавровом сечении.
Нижняя головка шатуна разъемная. Съемная часть нижней головки шатуна называется крышкой шатуна. Крепится крышка к шатуну с помощью двух болтов с лысками (которые служат для того чтобы болты не проворачивались). Под подшипники скользящего типа 5 (вкладыши) в нижней головке шатуна и крышке в сборе выполняется расточка, в связи с этим крышки шатунов являются невзаимозаменяемыми. Для обеспечения правильной комплектации деталей на них выбиты порядковые номера. На теле и крышке шатуна есть специальные пазы в которые входят выступы на вкладышах. Шатунные и коренные подшипники представляют собой тонкостенные вкладыши с рабочим слоем из свинцовой бронзы. В верхнем вкладыше есть отверстие для подвода масла и специальная канавка по которой масло распределяется. Вкладыши верхних и нижних коренных подшипников не взаимозаменяемы. Для предотвращения смещений и проворачиваний вкладышей, а также осевых смещений выполнены выступы усики. В случае необходимости ремонта блока, коленчатого вала и шатунов создан перечень ремонтных размеров вкладышей.
В случае необходимости ремонта блока, коленчатого вала и шатунов создан перечень ремонтных размеров вкладышей.
СОДЕРЖАНИЕ:
1. Запрессовка поршневых пальцев из шатуна
2. Выпрессовка поршневых пальцев из шатуна
3. Ремонт шатуна современного двигателя грузового автомобиля
4. Звуки неисправностей двигателя (стуки двигателя)
5. Признаки и причины неисправностей двигателя автомобиля
6. Как проводится диагностика двигателя автомобиля
Оценка ширины паза между верхней и нижней частями кривошипной головки шатуна с помощью цифрового микроскопа
Назад к ресурсам
Шатун
Применение
Шатун служит для передачи газовых сил возвратно-поступательно движущегося поршня к вращающемуся коленчатому валу. Нижняя головка шатуна (кривошипная), соединяемая с коленчатым валом, – разборная и состоит из верхней и нижней (крышки) частей. Эти две части нижней головки соединены между собой при помощи шатунных болтов. Ширина паза между верхней и нижней частями должна соответствовать проектным спецификациям, чтобы гарантировать надежное крепление и предотвратить неравномерное вращение коленчатого вала. Для обеспечения качества, проводится прецизионное измерение ширины паза с помощью микроскопа. Однако, коэффициенты увеличения, необходимые для адекватной оценки ширины паза, мешают видеть зону в целом; это затрудняет выявление аномалий, которые были бы видны на изображении в полном размере.
Эти две части нижней головки соединены между собой при помощи шатунных болтов. Ширина паза между верхней и нижней частями должна соответствовать проектным спецификациям, чтобы гарантировать надежное крепление и предотвратить неравномерное вращение коленчатого вала. Для обеспечения качества, проводится прецизионное измерение ширины паза с помощью микроскопа. Однако, коэффициенты увеличения, необходимые для адекватной оценки ширины паза, мешают видеть зону в целом; это затрудняет выявление аномалий, которые были бы видны на изображении в полном размере.
Решение Olympus
Измерение/наблюдение с помощью цифрового микроскопа Olympus DSX® с функцией сшивки изображений
Характеристики продукта
- Функция автоматической сшивки создает одно целое изображение паза, даже при большом увеличении.
- Результаты измерений выводятся прямо на экран наблюдения.
- Автоматическое распознавание контуров обеспечивает однородное качество
данных, вне зависимости от уровня квалификации оператора.

Шатун | Нижняя разборная головка шатуна | ||
Шатун | Нижняя разборная головка шатуна | ||
Сшитое изображение зоны паза (объектив 5X с увеличением 1x) | ||
Продукты, используемые для этой цели
Превосходное качество изображений и лучшие результаты. Цифровые микроскопы DSX1000 позволяют с высокой точностью проводить анализ отказов и неисправностей.
Sorry, this page is not available in your country
No related products
Sorry, this page is not available in your countryLet us know what you’re looking for by filling out the form below.
Шатун: надежное плечо кривошипно-шатунного механизма
Шатун: надежное плечо кривошипно-шатунного механизмаВ работе кривошипно-шатунного механизма поршневых двигателей одну из ключевых ролей играют детали, соединяющие поршни и коленчатый вал — шатуны. О том, что такое шатун, каких типов бывают эти детали и как они устроены, а также о правильном выборе, ремонте и замене шатунов — читайте в данной статье.
Что такое шатун и какое место он занимает в двигателе?
Шатун — компонент кривошипно-шатунного механизма поршневых ДВС всех типов; разъемная деталь, предназначенная для соединения поршня с соответствующей шейкой коленчатого вала.
Эта деталь выполняет несколько функций в двигателе:
- Механическое соединение поршня и коленвала;
- Передача от поршня на коленчатый вал моментов, возникающих во время рабочего хода;
- Преобразование возвратно-поступательных движений поршня во вращательное движение коленвала;
- Подача смазочного материала на поршневой палец, стенки поршня (для дополнительного охлаждения) и цилиндра, а также на детали ГРМ в силовых агрегатах с нижним расположением распределительного вала.

В моторах число шатунов равно числу поршней, каждый шатун верхней частью соединен с поршнем (через бронзовую втулку и палец), а нижней — с соответствующей шейкой коленвала (через подшипники скольжения). В результате образуется шарнирная конструкция, обеспечивающая свободное движение поршня в вертикальной плоскости.
Шатуны играют важную роль в работе силового агрегата, и их поломка зачастую полностью выводит мотор из строя. Но для верного выбора и замены этой детали необходимо разобраться в ее конструкции и особенностях.
Типы и конструкция шатунов
Конструкция шатуна
Сегодня существует два основных конструктивных типа шатунов:
- Стандартные — обычные шатуны, используемые во всех типах поршневых двигателей;
- Спаренные (сочлененные) — узел, состоящий из обычного шатуна и шарнирно соединенного с ним шатуна без кривошипной головки, такие узлы находят применение в V-образных моторах.
Конструкция шатунов ДВС устоялась и практически доведена до совершенства (насколько это возможно при современном развитии техники), поэтому, несмотря на огромное разнообразие двигателей, все эти детали устроены принципиально одинаково.
Шатун — разборная (составная) деталь, в которой выделяются три части:
- Стержень;
- Поршневая (верхняя) головка;
- Кривошипная (нижняя) головка со съемной (отъемной) крышкой.
Стержень, верхняя головка и половина нижней головки являются одной деталью, все эти части формируются сразу при изготовлении шатуна. Крышка нижней головки является отдельной деталью, которая тем или иным способом соединяется с шатуном. Каждая из частей шатуна имеет свои конструктивные особенности и функционал.
Стержень. Это основа шатуна, соединяющая головки и обеспечивающая передачу усилия от поршневой головки на кривошипную. От длины стержня зависит высота поршней и их ход, а также и общая высота двигателя. Стержням для достижения необходимой жесткости придаются различные профили:
- Двутавровый с расположением полок перпендикулярно или параллельно осям головок;
- Крестообразный.
Наиболее часто стержню придается двутавровый профиль с продольным расположением полок (справа и слева, если смотреть на шатун вдоль осей головок), остальные профили используются реже.
Внутри стержня высверлен канал для подачи масла от нижней головки на верхнюю, в некоторых шатунах выполняются боковые отводы от центрального канала для разбрызгивания масла на стенки цилиндра и другие детали. На двутавровых стержнях вместо высверленного канала может использоваться металлическая маслоподводящая трубка, соединенная со стержнем металлическими скобами.
Обычно на стержень наносится маркировка и метки для верного монтажа детали.
Поршневая головка. В головке выточено отверстие, в которое запрессована бронзовая втулка, играющая роль подшипника скольжения. Во втулку с небольшим зазором устанавливается поршневой палец. Для смазки поверхностей трения пальца и втулки в последней выполнено отверстие, обеспечивающее поступление масла из канала внутри стержня шатуна.
Кривошипная головка. Эта головка — разъемная, ее нижняя часть изготовлена в виде съемной крышки, монтируемой на шатун. Разъем может быть:
- Прямой — плоскость разъема находится под прямым углом к стержню;
- Косой — плоскость разъема выполнена под некоторым углом.

| Шатун с прямым разъемом крышки | Шатун с косым разъемом крышки |
Конструкция шатунов различных типов
Наиболее широко распространены детали с прямым разъемом, шатуны с косым разъемом чаще используются на V-образных силовых агрегатах и на дизелях, они более удобны для монтажа и снижают размеры силового агрегата. Крышка может крепиться к шатуну с помощью болтов и шпилек, реже используется штифтовое и иные соединения. Болтов может быть два или четыре (по два на каждую сторону), их гайки фиксируются специальными стопорными шайбами или шплинтами. Болты для обеспечения максимальной надежности соединения могут иметь сложный профиль и дополняться вспомогательными деталями (центрирующими втулками) поэтому крепеж шатунов различных типов не взаимозаменяем.
Крышка может изготавливаться заодно с шатуном или отдельно. В первом случае после формирования шатуна нижняя головка раскалывается на две части для изготовления крышки.-KNB-255-Kosilka-ksf.jpg) Для обеспечения надежного соединения и обеспечения устойчивости соединения при возникновении поперечных моментов поверхности стыкования шатуна и крышки выполняются профилированными (зубчатыми, с прямоугольным замком и т.д.). Независимо от технологии изготовления шатуна, отверстие в нижней головке растачивается в сборе с крышкой, поэтому данные детали должны использоваться только в паре, они не взаимозаменяемы. Для предотвращения распаривания шатуна и крышки на них выполняются маркеры в виде меток различной формы или цифр.
Для обеспечения надежного соединения и обеспечения устойчивости соединения при возникновении поперечных моментов поверхности стыкования шатуна и крышки выполняются профилированными (зубчатыми, с прямоугольным замком и т.д.). Независимо от технологии изготовления шатуна, отверстие в нижней головке растачивается в сборе с крышкой, поэтому данные детали должны использоваться только в паре, они не взаимозаменяемы. Для предотвращения распаривания шатуна и крышки на них выполняются маркеры в виде меток различной формы или цифр.
Внутрь кривошипной головки устанавливается коренной подшипник (вкладыш), выполненный в виде двух полуколец. Для фиксации вкладышей внутри головки имеются две или четыре выточки (пазы), в которые входят соответствующие усы на вкладышах. На внешней поверхности головки может быть предусмотрен выход масляного канала для разбрызгивания масла на стенки цилиндра и другие детали.
У сочлененных шатунов над головкой выполняется выступ с расточенным отверстием, в который вставляется палец нижней головки прицепного шатуна. Сам прицепной шатун имеет аналогичное обычному шатуну устройство, однако его нижняя головка имеет малый диаметр и неразборная.
Сам прицепной шатун имеет аналогичное обычному шатуну устройство, однако его нижняя головка имеет малый диаметр и неразборная.
Шатуны изготавливаются штамповкой или ковкой, однако крышка нижней головки может быть литой. Для изготовления этих деталей используются различные марки углеродистых и легированных сталей, которые могут нормально работать под высокими механическими и тепловыми нагрузками.
Вопросы обслуживания, ремонта и замены шатунов
Шатуны во время работы двигателя подвергаются незначительному износу (так как основные нагрузки воспринимают вкладыши в нижней головке и втулка в верхней), а деформации и поломки в них возникают либо при серьезных неисправностях двигателя или в результате его длительной интенсивной эксплуатации. Однако при выполнении некоторых ремонтных работ приходится демонтировать и разбирать шатуны, а капитальный ремонт силового агрегата зачастую сопровождается заменой шатунов и сопряженных с ними деталей.
Разборка, демонтаж и последующий монтаж шатунов требует соблюдения некоторых правил:
- Крышки нижних головок должны устанавливаться только на «родные» шатуны, поломка крышки требует полной замены шатуна;
- При монтаже шатунов необходимо соблюдать их порядок установки — каждый шатун должен занимать свое место и иметь правильную пространственную ориентацию;
- Затяжка гаек или болтов должна выполняться с определенным усилием (с применением динамометрического ключа).

Особое внимание необходимо уделять ориентации шатуна в пространстве. На стержне обычно имеется метка, которая при монтаже на рядный мотор должна быть обращена к его передней части и совпадать с направлением стрелки на поршне. В V-образных моторах в одном ряду метка и стрелка должны смотреть в одну сторону (обычно это левый ряд), а на втором ряду — в разные. Таким расположением обеспечивается балансировка КШМ и мотора в целом.
При поломке крышки, в случае возникновения кручений, прогибов и других деформаций, а также при разрушении шатуны полностью заменяются. Новый шатун должны быть того же типа и каталожного номера, что и установленный на моторе ранее, однако эту деталь еще необходимо подбирать по весу для сохранения балансировки двигателя. В идеальном случае все шатунно-поршневые группы двигателя должны иметь одинаковый вес, однако в реальности все шатуны, поршни, пальцы и вкладыши имеют неодинаковые массы (особенно, если используются детали ремонтных размеров), поэтому детали приходится взвешивать и комплектовать по весу. Вес шатунов определяется с учетом веса каждой из его головок.
Вес шатунов определяется с учетом веса каждой из его головок.
Разборку, замену и сборку шатунов и шатунно-поршневых групп необходимо выполнять в строгом соответствии с инструкцией по ремонту и ТО транспортного средства. В дальнейшем шатуны не нуждаются в специальном обслуживании. При правильном подборе и монтаже шатунов двигатель будет обеспечивать необходимые рабочие характеристики в любых условиях эксплуатации.
Другие статьи
#Бачок ГЦС
Бачок ГЦС: надежная работа гидропривода сцепления14.10.2020 | Статьи о запасных частях
Многие современные автомобили, особенно грузовые, оснащаются гидравлическим приводом выключения сцепления. Достаточный запас жидкости для работы главного цилиндра сцепления хранится в специальном бачке. Все о бачках ГЦС, их типах и конструкции, а также о выборе и замене этих деталей читайте в статье.
Достаточный запас жидкости для работы главного цилиндра сцепления хранится в специальном бачке. Все о бачках ГЦС, их типах и конструкции, а также о выборе и замене этих деталей читайте в статье.
Шатуны, коленчатые валы, блоки и головки
Все шатуны отремонтированы и взвешены в согласованных наборах с допуском +/- 1 грамм.
Шатуны обработаны на станке с ЧПУ, а их межцентровая длина выровнена. Установлены и расточены новые втулки булавок с допуском +/- 0,0001. Смотрите наше видео на YouTube о обработке шатунов.
Ваш вращающийся узел проходит тщательную балансировку на наших балансирах коленчатого вала и станках с ЧПУ.Коленчатые валы сбалансированы по стандартам ISO G16. Смотрите наше видео на YouTube ниже о механической обработке коленчатого вала.
Все коленчатые валы проходят обширную механическую обработку.
Выше представлены противовесы с ЧПУ.
Наш механический цех оснащен современными обрабатывающими центрами с ЧПУ. Все блоки цилиндров обработаны и обработаны с точными допусками. Посмотрите наше видео на YouTube ниже, чтобы увидеть наши процессы обработки блоков цилиндров.
Блоки цилиндров начинаются с процесса измерения ЧПУ для выравнивания высоты деки и осевых линий отверстия.
Цилиндры расточены и скошены.
Установлены пластины крутящего момента, и цилиндры хонингованы промышленными алмазами в хонинговальных точках с ЧПУ.
Все основные туннели выровнены, расточены и / или отточены.
Все головки цилиндров проходят очень обширный процесс механической обработки. Здесь новые седла клапана обрабатываются с 4-мя угловыми твердосплавными пластинами. Посмотрите наше видео на YouTube ниже, чтобы увидеть некоторые из наших процессов обработки головки блока цилиндров.
Посмотрите наше видео на YouTube ниже, чтобы увидеть некоторые из наших процессов обработки головки блока цилиндров.
Поверхности прокладок головки цилиндров обрабатываются пластинами из CBN в соответствии со стандартами точности обработки поверхности.
Общие сведения о длине штока, высоте сжатия поршня и ходе коленчатого вала
Внутри двигателя находится непостоянная экосистема, в которой каждый компонент напрямую влияет на другой. Длина штока, ход коленчатого вала и высота сжатия поршня — это три переменные, которые являются ключевыми для выбора идеального вращающегося узла.Вот их определение и эффекты.
Взаимосвязь между длиной шатуна, высотой сжатия поршня и степенью сжатия часто понимается неправильно, в основном из-за неправильного использования термина «сжатие». Честно говоря, это, вероятно, вообще не должно применяться к терминологии поршня, за исключением того, что касается объема поверхности днища поршня. Сжатие — это термин, связанный с объемом, который относится к степени сжатия. Он не имеет никакого отношения к механическому звену, создаваемому определенным ходом коленчатого вала и межцентровым расстоянием шатуна, или положением штифта, которое приводит головку поршня практически к верхнему краю отверстия. Если вы изучите прилагаемую диаграмму, вы заметите, что существует четыре основных размера, определяющих взаимосвязь кривошипа, штока и поршня.
Сжатие — это термин, связанный с объемом, который относится к степени сжатия. Он не имеет никакого отношения к механическому звену, создаваемому определенным ходом коленчатого вала и межцентровым расстоянием шатуна, или положением штифта, которое приводит головку поршня практически к верхнему краю отверстия. Если вы изучите прилагаемую диаграмму, вы заметите, что существует четыре основных размера, определяющих взаимосвязь кривошипа, штока и поршня. Мы часто говорим, что двигатель имеет определенную степень сжатия, например, сжатие 10: 1. Но это не подходящее использование, когда речь идет о механическом взаимодействии хода кривошипа и длины штока. Высота штифта является предпочтительным термином, и вы можете увидеть взаимосвязь на приведенном выше рисунке. При фиксированной длине хода изменение длины штока влияет на две вещи, ни одна из которых не является степенью сжатия.Он определяет требуемую высоту пальца для приведения головки поршня вровень с декой блока в ВМТ. Это также влияет на скорость приближения и отхода поршня относительно ВМТ и в некоторой степени на время пребывания поршня в ВМТ.
Это также влияет на скорость приближения и отхода поршня относительно ВМТ и в некоторой степени на время пребывания поршня в ВМТ.
Основные размеры двигателя
- Высота настила блока
- Длина хода
- Длина от центра до центра стержня
- Высота пальца
Ход кривошипа, шатун и поршень должны входить в размер блока по высоте так, чтобы дека поршня приходилась почти заподлицо с поверхностью деки в ВМТ.Поскольку ход кривошипа вращается вокруг своего центра в основном подшипнике, вы можете видеть, что только половина длины хода используется, когда поршень находится в ВМТ. Остальное расстояние занимает длина штока и высота пальца поршня. Итак, окончательный размер поршневого узла рассчитывается как:
½ длины хода + длина стержня + высота штифта
Поскольку высота блока фиксирована в узком окне, доступном для фрезерования палубы, комбинация длины хода, длины штока и высоты штифта должна составлять ту же высоту с небольшим допуском для требуемой высоты платформы и зазора между поршнем и головкой блока цилиндров, который также включает толщина прокладки. Обычной практикой в кругах перформанса является обнуление блока. Это означает, что комбинация половины длины хода плюс длины штанги и высоты штифта равняется фиксированной высоте деки блока. Плоская часть верхней части поршня находится в точном соответствии с поверхностью деки блока. Это вынуждает производителя выбирать соответствующую толщину сжатой прокладки для регулирования зазора между поршнем и головкой. Неудивительно, что большинство рабочих прокладок головки в сжатом состоянии имеют толщину от 0,039 до 0,042 дюйма. Общепринятый минимальный зазор между поршнем и головкой со стальными шатунами составляет.035 дюймов.
Обычной практикой в кругах перформанса является обнуление блока. Это означает, что комбинация половины длины хода плюс длины штанги и высоты штифта равняется фиксированной высоте деки блока. Плоская часть верхней части поршня находится в точном соответствии с поверхностью деки блока. Это вынуждает производителя выбирать соответствующую толщину сжатой прокладки для регулирования зазора между поршнем и головкой. Неудивительно, что большинство рабочих прокладок головки в сжатом состоянии имеют толщину от 0,039 до 0,042 дюйма. Общепринятый минимальный зазор между поршнем и головкой со стальными шатунами составляет.035 дюймов.
Длина хода почти всегда выбирается первой, поскольку она связана с сочетанием диаметра отверстия и хода для желаемого смещения. Длину штанги обычно указывают в зависимости от применения.Теории по этому поводу широко обсуждаются и часто противоречат друг другу, но, как правило, обычно выбирают более короткие штоки, чтобы добиться более быстрого отклонения от ВМТ, когда поршень начинает движение по каналу. Это быстрее открывает большее пространство для наполнения цилиндра, так что высокоскоростная система впуска может быстрее начать заполнять цилиндр. Он часто используется для улучшения отклика дроссельной заслонки в приложениях, которые часто регулируются.
Длину штанги обычно указывают в зависимости от применения.Теории по этому поводу широко обсуждаются и часто противоречат друг другу, но, как правило, обычно выбирают более короткие штоки, чтобы добиться более быстрого отклонения от ВМТ, когда поршень начинает движение по каналу. Это быстрее открывает большее пространство для наполнения цилиндра, так что высокоскоростная система впуска может быстрее начать заполнять цилиндр. Он часто используется для улучшения отклика дроссельной заслонки в приложениях, которые часто регулируются.
Поршни с более короткими штоками быстрее прибывают в ВМТ и не задерживаются надолго, прежде чем они быстро уйдут.Поршень быстрее достигает максимальной скорости и при меньшем угле поворота коленчатого вала, что снижает воздействие объема цилиндра в точке максимального перепада давления. Для обеспечения оптимальной эффективности в этих условиях требуется соответствующая синхронизация впускных клапанов. Поскольку поршень быстрее достигает максимальной скорости, впускной клапан можно открыть раньше, чтобы воспользоваться преимуществом разницы давлений в цилиндре. В этот момент открывается меньший общий объем цилиндра, но при раннем инициировании потока поршень будет вытесняться по каналу, поскольку объемное воздействие быстро увеличивается.Это обычно называют более сильным натягиванием поршня на заряд из-за его повышенного ускорения.
В этот момент открывается меньший общий объем цилиндра, но при раннем инициировании потока поршень будет вытесняться по каналу, поскольку объемное воздействие быстро увеличивается.Это обычно называют более сильным натягиванием поршня на заряд из-за его повышенного ускорения.
Во многих гоночных двигателях используются более длинные шатуны, чтобы уменьшить вес поршня, что положительно сказывается на форме кривой крутящего момента, ее расположении и эффективности сгорания.Для более длинных штоков обычно требуются более короткие и легкие поршни. Это подталкивает кольцевой пакет к поршню выше. При использовании без наддува строители ценят это, потому что им нравится перемещать кольцевой пакет вверх, чтобы облегчить возвратно-поступательный узел, улучшить стабильность поршня и минимизировать несгоревшие газы в щели над верхним кольцом. Однако более длинные штоки в приложениях с наддувом могут быть проблематичными, потому что приложениям с наддувом необходимо перемещать кольцевой пакет вниз по поршню, чтобы перемещать его подальше от чрезмерного нагрева.Более длинные штоки затрудняют выполнение этого, поскольку отверстие под штифт пересекает канавку масляного кольца. Во многих случаях для применений с наддувом может быть указан более короткий стержень, поскольку давление наддува снижает потребность в критических отношениях настройки стержня / хода, необходимых для эффективной работы без наддува.
Однако более длинные штоки в приложениях с наддувом могут быть проблематичными, потому что приложениям с наддувом необходимо перемещать кольцевой пакет вниз по поршню, чтобы перемещать его подальше от чрезмерного нагрева.Более длинные штоки затрудняют выполнение этого, поскольку отверстие под штифт пересекает канавку масляного кольца. Во многих случаях для применений с наддувом может быть указан более короткий стержень, поскольку давление наддува снижает потребность в критических отношениях настройки стержня / хода, необходимых для эффективной работы без наддува.
Фактически, шатуны обеспечивают дополнительный элемент настройки в двигателе для соревнований. Поскольку длина штока (от центра к центру) изменяется, она влияет на движение поршня, так что его можно использовать в качестве инструмента настройки.Влияя на ускорение и скорость поршня, он определяет скорость, с которой создается разница между атмосферным давлением (над карбюратором) и давлением в цилиндре во время такта впуска. Соответственно, это влияет на основные составляющие уравнения VE, то есть поперечные сечения впускного и выпускного трактов, синхронизацию клапана и оптимальную точку воспламенения.
Соответственно, это влияет на основные составляющие уравнения VE, то есть поперечные сечения впускного и выпускного трактов, синхронизацию клапана и оптимальную точку воспламенения.
Более быстрое воздействие атмосферного давления улучшает наполнение цилиндра, и, таким образом, VE обеспечила размеры впускного тракта и синхронизацию времени срабатывания клапана надлежащего размера. Важно понимать, что и ускорение, и скорость поршня равны нулю в ВМТ и НМТ.Во всех промежуточных точках ускорение и скорость определяются длиной штанги. Для любой заданной длины штока поршень достигает максимальной скорости в точной точке хода относительно угла поворота кривошипа, когда ось штока находится под углом 90 ° к ходу кривошипа (обычно около 70-75 ° угла поворота кривошипа).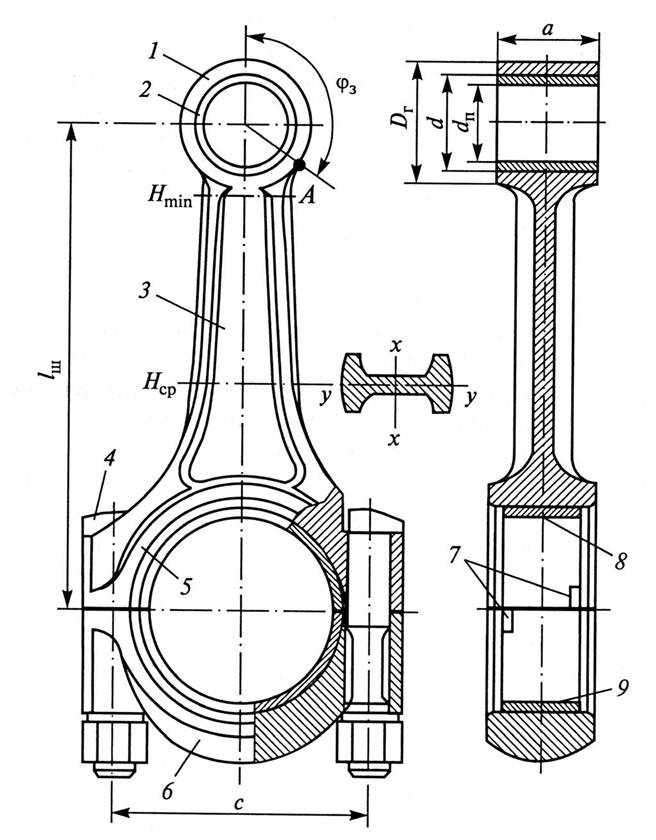 Эта точка представляет собой самую высокую степень воздействия падения давления в цилиндре и тесно связана с синхронизацией впускных клапанов для оптимального наполнения цилиндра.
Эта точка представляет собой самую высокую степень воздействия падения давления в цилиндре и тесно связана с синхронизацией впускных клапанов для оптимального наполнения цилиндра.
После выбора длины стержня у вас есть две части уравнения.Поскольку длина стержня и ход теперь фиксированы, остающейся переменной является высота штифта. Чтобы найти необходимую высоту штифта, сложите длину штанги и половину хода и вычтите результат из высоты деки блока. Блоки, которые не были декорированы, обычно обеспечивают коэффициент фаджа около 0,020 дюйма. Это часто удаляется, когда блок равен нулю, чтобы соответствовать днищу поршня. На этом этапе производитель может оценить доступное пространство для пакета колец и определить, влияет ли более длинный стержень на расположение кольца.
Хотя эти поршни выглядят почти одинаково, поршень слева разработан для более длинного штока (или хода). Это очевидно из-за меньшей высоты сжатия, т.е. штифт запястья обрабатывается ближе к коронке.
Обратите внимание, что это не влияет на степень сжатия. Головка поршня все еще останавливается на поверхности деки блока, таким образом, пространство сгорания (объем) над ней остается неизменным, если вы не измените толщину прокладки головки. Степень сжатия можно изменить только путем увеличения или уменьшения объема пространства сгорания над поршнем в ВМТ.И, поскольку отношения механически фиксированы, на степень динамического сжатия может влиять только синхронизация кулачка.
Вы можете использовать калькулятор на веб-сайте Diamond, чтобы перебрать все эти цифры и определить лучшую комбинацию для вашего приложения. Заказывая поршни, технический представитель также может помочь вам найти лучшую комбинацию. Техник также может помочь вам с размещением пакета колец, чтобы избежать проблем с предохранительными клапанами. Есть несколько способов упаковать эти компоненты в зависимости от требований вашего приложения, и технические специалисты будут держать вас в необходимых пределах, чтобы защитить ваши вложения.
Направляющие шатунов • Muscle Car DIY
Шатуны подвергаются большей нагрузке, чем любой другой компонент двигателя. Выбор самого сильного удилища для достижения цели абсолютно необходим. У вас есть выбор из множества материалов: металлический порошок, кованая сталь, алюминий, титан, стальная заготовка и алюминий. Шатуны предлагаются в конфигурациях двутавровых и двутавровых балок, и вам необходимо учитывать вес, баланс и размерные факторы. Болты шатуна также подвергаются огромным нагрузкам и не должны выходить из строя.Как мы все знаем, если шатун выходит из строя, двигатель может перейти в утиль за доли секунды. Так что выбирайте с умом и не выбирайте недорогие удочки.
Этот технический совет взят из полной книги СОВРЕМЕННЫЕ МЕТОДЫ БЛУПРИНТИРОВАНИЯ ДВИГАТЕЛЯ: ПРАКТИЧЕСКОЕ РУКОВОДСТВО ПО ПРЕЦИЗИОННОМУ ДВИГАТЕЛЮ. Подробное руководство по этой теме вы можете найти по этой ссылке:
УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ
ПОДЕЛИТЬСЯ СТАТЬЕЙ: Пожалуйста, не стесняйтесь делиться этой статьей на Facebook, на форумах или в любых клубах, в которых вы участвуете. Вы можете скопировать и вставить эту ссылку, чтобы поделиться: https://musclecardiy.com/performance/how-to-blueprint-engines-connecting-rods-guide/
Вы можете скопировать и вставить эту ссылку, чтобы поделиться: https://musclecardiy.com/performance/how-to-blueprint-engines-connecting-rods-guide/
доступны в различных материалах и различных конструктивных решениях. Стержни для двигателей легковых автомобилей более старых моделей обычно изготавливались из чугуна. Для производства высокопроизводительных двигателей в некоторых двигателях штоки обычно изготавливались из кованой стали. Сегодня большинство стержней OEM-производства изготавливаются из порошкового металла (часто называемого стержнями PM), а в некоторых случаях используются стержни из кованой стали.
Стержни из порошкового металла
Прутки из порошкового металла изготавливаются аналогично литью или ковке. Специализированная порошкообразная смесь сплавов помещается в форму, нагревается (плавится и течет), а затем подвергается сжатию. В результате получается удивительно прочный продукт, для которого требуется только хонингование большого и малого концов и нарезание резьбы болтом (дополнительная внешняя обработка не требуется). Вместо того, чтобы иметь отдельные корпус стержня и крышку (как у литых или кованых стержней), стержни PM изготавливаются как одно целое.
Вместо того, чтобы иметь отдельные корпус стержня и крышку (как у литых или кованых стержней), стержни PM изготавливаются как одно целое.
Последовательность этапов обработки создает отверстие под палец, отверстие под кривошип и поверхности болтов. Колпачок также отделен прорезью, облицован и прикреплен, чтобы окончательно определить размер головки.
Шатун из заготовки обеспечивает гораздо большую прочность, чем чугунный стержень.
После того, как порошковая смесь сформирована в штампе, смесь нагревается до температуры более 1500 градусов по Фаренгейту и выковывается под давлением более 750 тонн. Поковка из порошкового металла затем подвергается термообработке и финишной обработке.Здесь можно увидеть стержни, попадающие в печь для термообработки. (Фото любезно предоставлено Howards Cams)
После того, как соединительный стержень PM сформирован в форме, крышка создается путем ее отламывания в зажимном приспособлении. Это также называется конструкцией с защелкивающейся крышкой.
Этот крупный план сопрягаемой поверхности колпачка стержня из порошкового металла с треснутой крышкой показывает неровность поверхности.Две изломанные поверхности идеально совмещаются при установке колпачка, обеспечивая точное совмещение колпачка.
Крупный план поверхности сопряжения стержня колпачка из порошкового металла с трещинами. Соблюдайте осторожность при работе со стержнями из порошкового металла. не нарушайте неровности сопрягаемых поверхностей. Если вы взорвете их, коснетесь их напильником или уроните стержень на пол, вы испортите зеркальные сопрягаемые поверхности, и стержень придет в негодность. Профиль этих сопрягаемых поверхностей (на седле стержня и на крышке) должен оставаться абсолютно неповрежденным и неповрежденным.
Кованный порошком стержень исключает большинство этапов обработки и формовки, поскольку первоначальная кованая форма очень близка ко всем конечным размерам. При разрушении конца стержня образуется крышка. Стержень удерживается в приспособлении, участок линии разъема зарубается, а колпачок буквально отламывается.
В отличие от стержня и крышки, каждая из которых плоско обработана на стыковых поверхностях, стержни PM имеют неровные поверхности на стыковочных участках. Преимущество этого заключается в том, что он создает идеальное соединение между стержнем и крышкой, поскольку во время разделения не происходит потери материала.Колпачок точно подходит к стержню (зеркально отображаемые поверхности). Колпачок теперь предназначен для своего оригинального стержня, и при соединении и затяжке болтов линия разделения невидима невооруженным глазом. Это обеспечивает идеальное выравнивание колпачка и стержня, без пространства для маневра и без необходимости искать пазы или ключи.
Помимо экономии на производственных затратах, неровные сопрягаемые поверхности, образующиеся при разрыве колпачка, обеспечивают точное соединение колпачка со стержнем, которое идеально выравнивает колпачок во время сборки.Металлургия стержня предотвращает удлинение канала ствола во время процесса гидроразрыва, поэтому не нужно беспокоиться о создании овального отверстия с большой головкой. Кроме того, благодаря конструкции из спрессованного порошкового металла, при разрушении не образуются трещины под напряжением или слабые участки.
Неравномерные сопрягаемые поверхности излома обеспечивают «тесное сцепление» между стержнем и крышкой. Это практически исключает смещение крышки (вращение крышки относительно стержня) и боковое перемещение крышки относительно стержня.Сдвиг крышки может привести к ускоренному износу поверхностей подшипника и, в крайнем случае, задиру подшипника. Боковое движение может привести к высокому напряжению сдвига в болтах шатуна при высоких оборотах двигателя (об / мин).
OEM PM обычно подходят для мощности до 400 л.с. Кроме того, переходите к кованым стержням. Обратной стороной стержней PM является то, что их нельзя ремонтировать традиционным способом. Фактически, шлифовка сопрягаемых концов уменьшает диаметр шатуна и создает некруглую форму, а затем их необходимо отточить до заданного диаметра.У стержней PM недостаточно материала для такой резки. Однако, в зависимости от области применения двигателя, вы можете просто заточить большие концы до диаметра отверстия увеличенного размера, а затем установить подшипники OD большего размера. Если стержень PM поврежден, вам часто нужно подбросить его и купить другой. Они не предназначены для ремонта.
Поскольку сопрягаемые поверхности колпачка и стержня являются точным зеркальным отображением, после полного затягивания колпачка линии разъема практически исчезают.
Хотя стержни PM традиционно использовались только в двигателях OEM, теперь вы также начинаете видеть высокопроизводительные стержни PM послепродажного обслуживания. Например, компания Howards Cams объединилась с GKN и теперь предлагает кованые стержни из порошкового металла с чрезвычайно плотной и ненаправленной структурой зерен.
Например, компания Howards Cams объединилась с GKN и теперь предлагает кованые стержни из порошкового металла с чрезвычайно плотной и ненаправленной структурой зерен.
Высокотехнологичный базовый порошок смешан с избранными легирующими элементами. Плавление, распыление и отжиг контролируются в соответствии со строгими стандартами. Металлическая смесь уплотняется (в штампах) под огромным давлением, превышающим 1500 градусов по Фаренгейту. Горячая штамповка на 750-тонном прессе завершает структуру металла.
Это новое поколение стержней PM представляет собой гибрид PM и поковки.Хотя стержни PM уровня OEM обычно выдерживают около 400 л.с., новые стержни Howard с 5/16-дюймовыми болтами стержня ARP 2000 способны выдерживать более 585 л.с., но для них требуются болты стержня L19. Эти удилища выдержали даже более 800 л.с.
OEM PM — практичный выбор для уличных двигателей мощностью до 500 л.с. Недавно я построил 5,3-литровый двигатель LS с железным блоком, который я увеличил до 327 куб. См и собрал с использованием штатных стержней из порошкового металла OEM на заводской рукоятке. В карбюраторной форме (одиночный 650 куб. Футов в минуту) двигатель выдавал 425 л.с. и не имел никаких проблем.Если вы планируете сборку с высокими характеристиками, хорошим выбором будут кованые удилища для вторичного рынка от Scat, Eagle, Lunati, Callies, Crower, Oliver и т. Д. Если вы собираетесь использовать тяги PM, вы не должны рассчитывать на мощность более 400 л.с., и ваш двигатель будет надежным.
См и собрал с использованием штатных стержней из порошкового металла OEM на заводской рукоятке. В карбюраторной форме (одиночный 650 куб. Футов в минуту) двигатель выдавал 425 л.с. и не имел никаких проблем.Если вы планируете сборку с высокими характеристиками, хорошим выбором будут кованые удилища для вторичного рынка от Scat, Eagle, Lunati, Callies, Crower, Oliver и т. Д. Если вы собираетесь использовать тяги PM, вы не должны рассчитывать на мощность более 400 л.с., и ваш двигатель будет надежным.
Восстановленные штанги БДМ
Основная проблема при восстановлении стержней с треснувшим колпачком традиционным способом связана с неровными сопрягаемыми поверхностями стержня и колпачка. Эта неровная поверхность обеспечивает точное прилегание колпачка к стержню, предотвращая любое смещение колпачка во время сборки.
Однако, если сопрягаемые поверхности подвергаются механической обработке или шлифованию для уменьшения диаметра отверстия большого конца стержня при подготовке к повторной шлифовке до нужного размера, вся центрирующая способность теряется. Это разрушает уникальную блокировку Cap-torod. Так как стыковка с блокировкой не остается, потому что не используются позиционирующие выступы, можно установить колпачок немного смещенным от центра из-за небольшого диапазона допусков болтов к отверстиям для болтов колпачка. В результате колпачок может быть установлен не по центру слева направо (сбоку) или под углом к оси отверстия с большим концом.Хотя бы только по этой причине, не рекомендуется повторная зачистка сопрягаемых поверхностей стержня и крышки.
Другая причина, по которой изменение размера этих стержней может создать проблему, — это относительно тонкий материал крышки. После того, как сопрягаемые поверхности отшлифованы до плоского состояния, новое меньшее и некруглое отверстие с большим концом может потребовать такого большого увеличения для создания круглого отверстия, что материал крышки может быть уменьшен настолько, чтобы создать потенциально слабую зону. Обратите внимание, что в процессе создания плоских сопрягаемых поверхностей может потребоваться уменьшить сопрягаемые поверхности на. 040 дюймов или более, что может привести к комбинированному уменьшению отверстия на 0,080 дюйма или более. Драгоценный маленький материал крышки может остаться после изменения размера.
040 дюймов или более, что может привести к комбинированному уменьшению отверстия на 0,080 дюйма или более. Драгоценный маленький материал крышки может остаться после изменения размера.
Если необходимо изменить размер, не трогайте неровные поверхности сопряжения с трещинами. Вместо этого заточите головку шатуна до размера увеличенного размера, чтобы можно было установить подшипники штока с увеличенным наружным диаметром. Однако подшипники увеличенного размера доступны не для всех случаев применения с треснувшими крышками. Вы можете найти их с внутренним диаметром стандартного размера и внешним диаметром 0,010 дюйма больше; или с внутренним диаметром меньшего размера (для размещения кривошипа заземления меньшего размера) и с увеличенным наружным диаметром для размещения увеличенного конца шатуна.
Если подшипник с наружным диаметром увеличенного размера не подходит для вашего конкретного применения, замените его новым стержнем. В некоторых случаях новый стержень может быть недоступен как отдельная деталь. В качестве примера можно привести двигатели Dodge / Plymouth 2.0 SOHC и DOHC, в которых полный узел шток / поршень / палец должен быть приобретен у автопроизводителя, поскольку отдельные штоки или поршни не предлагаются. Таким образом, в ситуации, когда шатун штока деформирован и подшипник с наружным диаметром увеличенного размера недоступен, вы вынуждены платить за полный узел шток / поршень / палец, даже если исходный поршень полностью исправен.
В качестве примера можно привести двигатели Dodge / Plymouth 2.0 SOHC и DOHC, в которых полный узел шток / поршень / палец должен быть приобретен у автопроизводителя, поскольку отдельные штоки или поршни не предлагаются. Таким образом, в ситуации, когда шатун штока деформирован и подшипник с наружным диаметром увеличенного размера недоступен, вы вынуждены платить за полный узел шток / поршень / палец, даже если исходный поршень полностью исправен.
Высококачественные шатуны для вторичного рынка, кованые или заготовки, обычно поставляются с высококачественными болтами для стержней с высокой прочностью на растяжение. Как правило, производители стержней предоставляют спецификации крутящего момента, а также диапазон растяжения болта стержня, предоставляя вам возможность выбора метода. Даже при использовании литых, кованых или порошковых стержней OEM, если вы используете качественные послепродажные болты для стержней, которые поставляются с рекомендациями по растягиванию, затяжка путем растяжения (а не крутящего момента или крутящего момента с положительным углом) возможна.
Кованые стержни
Кованые стальные стержни представляют собой слиток или заготовку из легированной стали. Фактически, высокопроизводительные кованые стержни послепродажного обслуживания обычно изготавливаются из хромомолибденовой стали 4340. Стальной слиток обычно нагревают в печи примерно до 2200 градусов по Фаренгейту во время обычной ковки стали, после чего сталь становится очень пластичной. Затем слиток помещают в штамп для ковки и прессуют до получения приблизительной формы желаемого профиля. При ударе или прессовании это сжатие осуществляется под давлением 240000 фунтов.Это увеличивает прочность сплава за счет уплотнения, сжатия и выравнивания молекул. Размер слитка намного больше, чем требуется в матрице, поэтому он начинается со слитка, который весит примерно вдвое больше, чем желаемый конечный продукт. Во время процесса ковки / прессования излишки материала вытесняются из штампа на линиях сопряжения. Этот избыток позже срезается в штампе для обрезки. В зависимости от производителя стержни могут быть подвергнуты индукционной закалке, дробеструйной обработке и / или криогенному снятию напряжений и термообработке.Отдельные производители часто используют свои собственные формулы.
В зависимости от производителя стержни могут быть подвергнуты индукционной закалке, дробеструйной обработке и / или криогенному снятию напряжений и термообработке.Отдельные производители часто используют свои собственные формулы.
Каждый стержневой болт сначала устанавливается на упоры инструмента, а калибр обнуляется. Это обеспечивает контрольную точку (пока болт находится в расслабленном состоянии). Здесь показан датчик растяжения GearHead. Обратите внимание на удобное отверстие для большого пальца на корпусе заготовки. Во время тестовой установки, окончательной сборки и любых будущих демонтажных работ всегда сохраняйте болты стержня с их исходным стержнем (держите их в порядке), чтобы вы могли повторно измерить каждый болт, чтобы определить, можно ли его использовать и не потерял ли он часть своей первоначальной эластичности .
Стержни двутавровой балки имеют выемки на торцах балки. Часто обсуждается прочность двутавровой балки по сравнению со стержнями двутавровой балки, а также теоретические характеристики каждой конструкции балки для удаления паразитного масла во время работы двигателя. Для экстремальных оборотов двигателя и приложений с повышенным давлением в цилиндрах, таких как закись азота / принудительная индукция, часто рекомендуются конструкции с двутавровой балкой. Крупные производители удилищ обычно предлагают оба стиля.
Для экстремальных оборотов двигателя и приложений с повышенным давлением в цилиндрах, таких как закись азота / принудительная индукция, часто рекомендуются конструкции с двутавровой балкой. Крупные производители удилищ обычно предлагают оба стиля.
В отличие от литых или кованых шатунов OEM, высококачественные шатуны для вторичного рынка производятся с гораздо более высоким уровнем точности и единообразия.Обратите внимание, что колпачок этого стержня с двутавровой балкой имеет ребра жесткости, но не имеет увесистой «балансирной подушки». Сегодняшние качественные удилища изготавливаются с такими жесткими допусками по размерам и весу, что крайне редко требуется какая-либо работа по корректировке баланса, отсюда и отсутствие дополнительного металла (то есть колодки) на крышке удилища. Балансировочные колодки являются обычным явлением на старых стержнях OEM, обеспечивая площадь массы, которую можно уменьшить, чтобы правильно сбалансировать набор стержней.
Кованые стержни имеют грубую форму и должны быть обрезаны, затем закалены и отпущены. Перед обработкой они должны быть отпущены, потому что процесс может изменить форму детали. Стержни могут деформироваться на 0,060 дюйма. Хотя процесс может отличаться от производителя к производителю, стержень обычно закаливают в растворе гликоля. После закалки стержень подвергается окончательной механической обработке для придания окончательной формы. Затем стержень подвергается снятию напряжений, поэтому он устойчив к образованию трещин под напряжением. Эти детали запекаются в печи при температуре от 400 до 600 градусов по Фаренгейту для снятия напряжений, возникающих в процессе обработки.Во время этого процесса тщательно контролируемые циклы нагрева и охлаждения должным образом отверждают металл. Затем шток подвергается окончательной механической обработке для получения отверстий малого и большого диаметра. И наконец, устанавливается окончательная твердость поверхности.
Перед обработкой они должны быть отпущены, потому что процесс может изменить форму детали. Стержни могут деформироваться на 0,060 дюйма. Хотя процесс может отличаться от производителя к производителю, стержень обычно закаливают в растворе гликоля. После закалки стержень подвергается окончательной механической обработке для придания окончательной формы. Затем стержень подвергается снятию напряжений, поэтому он устойчив к образованию трещин под напряжением. Эти детали запекаются в печи при температуре от 400 до 600 градусов по Фаренгейту для снятия напряжений, возникающих в процессе обработки.Во время этого процесса тщательно контролируемые циклы нагрева и охлаждения должным образом отверждают металл. Затем шток подвергается окончательной механической обработке для получения отверстий малого и большого диаметра. И наконец, устанавливается окончательная твердость поверхности.
При осмотре кованых стержней можно обнаружить что-то похожее на большую разделительную линию. На самом деле это не линия разлуки. Эта линия была установлена, когда лишняя сталь выталкивалась из штампа, а затем ее обрезали после ковки. В конечном итоге была произведена чистовая обработка, но эта линия осталась.В некоторых случаях ковкая сталь выдавливается из штампа горячим молотком или прессованием, а затем механическая обработка удаляет излишки. В результате не остается никаких следов обрезки.
Эта линия была установлена, когда лишняя сталь выталкивалась из штампа, а затем ее обрезали после ковки. В конечном итоге была произведена чистовая обработка, но эта линия осталась.В некоторых случаях ковкая сталь выдавливается из штампа горячим молотком или прессованием, а затем механическая обработка удаляет излишки. В результате не остается никаких следов обрезки.
В других случаях область обрезки может быть обработана не так тщательно, поэтому вы можете слабо видеть линию в области обрезки. Кованые детали могут слегка показывать, что в процессе изготовления использовалась матрица. Некоторые признаки обрезки являются обычным явлением и не создают никаких проблем. Большинство качественных кованых стержней на вторичном рынке обрабатываются с высокой точностью, и при этом исключаются любые следы линий разъема.
Алюминиевые стержни
Кованые алюминиевые стержни обычно изготавливают из алюминиевого сплава 7075 или 7075-Т6. Они могут быть изготовлены из кованых плоских заготовок или кованого алюминия, подвергнутого прессованию. Распространено мнение, что алюминиевые стержни имеют относительно короткий срок службы (из-за усталости) и не подходят для уличных применений, где не происходит рутинного демонтажа. Но это неправда. Алюминиевые прутья можно использовать для улицы.
Они могут быть изготовлены из кованых плоских заготовок или кованого алюминия, подвергнутого прессованию. Распространено мнение, что алюминиевые стержни имеют относительно короткий срок службы (из-за усталости) и не подходят для уличных применений, где не происходит рутинного демонтажа. Но это неправда. Алюминиевые прутья можно использовать для улицы.
Это алюминиевый стержень BME для малоблочного Chevy. Обратите внимание на прецизионно отполированные поверхности (это устраняет подъемники напряжения и помогает избавиться от паразитического прилипания к маслу). Также обратите внимание на зубчатые сопрягаемые поверхности с точным зеркальным отображением для совмещения колпачка со стержнем. (Фото любезно предоставлено Bill Miller Engineering)
Стержни для заготовок
Стержни для заготовок изготавливаются из легированной стали и алюминия. Благодаря возможностям современной обработки с ЧПУ теперь можно обрабатывать шатуны из сырья. Однако на самом деле ложа представляет собой сталь с плотным зерном, изготовленную методом ковки. Таким образом, на самом деле для изготовления стальных прутков для заготовок используется кованая сталь, которая затем обрабатывается на станке с ЧПУ до конечного состояния.
Однако на самом деле ложа представляет собой сталь с плотным зерном, изготовленную методом ковки. Таким образом, на самом деле для изготовления стальных прутков для заготовок используется кованая сталь, которая затем обрабатывается на станке с ЧПУ до конечного состояния.
Стержни для заготовок дороже кованых из-за более высокой стоимости стального сплава и времени обработки. Поскольку эти стержни обрабатываются на станке с ЧПУ, они производятся с очень точным весом, размерами и спецификациями.
Титановые стержни
Титан обладает невероятным соотношением прочности и веса.Он изготовлен из заготовки из сплава Ti6AL4V и примерно на 33% легче кованого стального прутка сопоставимого размера. Например, полный титановый стержень может быть легче, чем только большой конец стального стержня сопоставимого размера. Меньший вес возвратно-поступательного движения приводит к более быстрым оборотам и большей мощности из-за уменьшения паразитной массы. Титановые стержни намного дороже кованой стали.
Титановые стержни намного дороже кованой стали.
Эти стержни уменьшают вращающуюся массу, что является заметным преимуществом при оборотах двигателя выше 5000 об / мин или около того.В гоночном двигателе это дает реальные преимущества, но в уличном — это пустая трата денег. Также титан — хрупкий материал, чувствительный к царапинам. Небольшие царапины на поверхности могут привести к трещинам от напряжения, которые могут привести к поломке стержня.
Титан с точки зрения трения / механической обработки довольно «липкий» и при трении часто гнил. Беспокойство вызывает большая часть удилища. Чтобы предотвратить это состояние, титановые стержни должны быть отполированы и / или покрыты твердым покрытием, например нитридом хрома (более подробную информацию см. В главе 6).
Относительные затраты на материалы
Кованая или заготовка из стали подходит для подавляющего большинства уличных и гоночных применений. Там, где желательно дальнейшее снижение веса, доступны прутки из кованого алюминия / заготовок из алюминия по более высокой цене.
Для двигателей с высокими оборотами, где действительно важна экономия веса, титановые стержни часто являются лучшим вариантом, но они со временем устают больше, чем сталь. При использовании в гонках их необходимо заменять чаще, чем стальные стержни.
Титановые стержнитакже очень дороги, что является важным фактором при ограниченном бюджете.
Алюминиевые стержни легче стали и почти такие же легкие, как титан, но стоят меньше титана и больше стали. Алюминиевые стержни имеют тенденцию быть более массивными и, как правило, требуют большего зазора между блоками.
Межцентровое расстояниеМежцентровая длина (CTC) — это фактическое расстояние от центра отверстия под палец шатуна до центра отверстия подшипника штока.(См. Главу 5 для получения подробной информации о вычислении этого размера.)
Длина штанги является фактором, определяющим комбинацию, необходимую для достижения определенного хода, относительно высоты блочной деки.
При проектировании вы хотите, чтобы у каждого поршня была одинаковая ВМТ, чтобы получить одинаковую степень сжатия в каждом месте отверстия. Во время контрольной установки установите кривошип, шатуны и поршни с подшипниками, но без колец. Медленно поверните кривошип, чтобы привести каждый поршень в ВМТ, и измерьте расстояние от верхней части компрессионной деки поршня до поверхности деки блока.
Измеритель внутреннего диаметра штока (показанный здесь датчик на хонинговальном станке Sunnen) позволяет точно и быстро измерить диаметр отверстия подшипника штока, а также проверить биение отверстия. После калибровки калибра для требуемого диаметра отверстия большой конец штока помещается на калибр для проверки диаметра отверстия. Это показывает, правильный ли диаметр отверстия, размер меньше или больше.
Незначительные отклонения в допусках кривошипа, шатунов и поршней могут привести к разнице в высоте ВМТ.Переставляя штоки в другие места цилиндров, вы можете оптимизировать компоненты. Например, смешивайте и сопоставляйте штоки / поршни, пока не получите наиболее сбалансированные размеры. Да, это требует времени и придирчивости, но это часть проекта: попытка оптимизировать все размеры, вес и зазоры.
Например, смешивайте и сопоставляйте штоки / поршни, пока не получите наиболее сбалансированные размеры. Да, это требует времени и придирчивости, но это часть проекта: попытка оптимизировать все размеры, вес и зазоры.
Маленький конец штока не должен касаться какой-либо части поршня. На стенде протестируйте сборку каждого штока с поршнем с помощью пальца и проверьте зазор между верхом штока и нижней стороной поршня.Обычно это не проблема, если только вы не используете стандартные штоки OEM с большими балансировочными прокладками в верхней части штока и нестандартные поршни. Поверните малый конец штока на штифт на запястье и убедитесь, что имеется достаточный зазор с нижней стороны поршня. Даже с учетом теплового расширения у вас должен быть зазор не менее 0,080 дюйма.
Также проверьте зазор между малым концом штока и бобышками поршневого пальца (где шток скользит по пальцу кисти). Даже если у вас есть допуск на верстак, это не гарантия того, что у вас будет разрешение при установке пакета. Во многих конструкциях двигателей балка штока не отцентрирована под поршнем (небольшое смещение), когда шток устанавливается на кривошип.
Во многих конструкциях двигателей балка штока не отцентрирована под поршнем (небольшое смещение), когда шток устанавливается на кривошип.
Проверьте, установите шток / поршень на установленный коленчатый вал. Переверните блок двигателя на подставке вверх дном. Двигайте стержень вперед и назад, чтобы увидеть, насколько близко маленький конец стержня подходит к выступам штифта. У вас должен быть зазор не менее 0,060–0,80 дюйма. Если малый конец касается выступа штифта, отрежьте немного от выступа штифта или сузьте маленький конец стержня, чтобы приспособиться к этому.
Проблемы с зазором чаще возникают при использовании алюминиевых стержней, потому что они толще. Ни в коем случае не балансируйте коленчатый вал, пока не будут выполнены все предварительная сборка и отладка.
Зазор между штангой и блоком Это должно вызывать беспокойство только при использовании коленчатого вала с ходовым механизмом (или, возможно, при использовании более толстых алюминиевых стержней). Установив кривошип и проверяя поршни / штоки, медленно поверните кривошип, чтобы проверить зазор шатуна в нижней части всех цилиндров.Если стержни соприкасаются или если зазор слишком мал, отметьте блок и измельчите материал, чтобы получить зазор. Вообще говоря, зазор между штоком и блоком должен быть не менее 0,080 дюйма.
Установив кривошип и проверяя поршни / штоки, медленно поверните кривошип, чтобы проверить зазор шатуна в нижней части всех цилиндров.Если стержни соприкасаются или если зазор слишком мал, отметьте блок и измельчите материал, чтобы получить зазор. Вообще говоря, зазор между штоком и блоком должен быть не менее 0,080 дюйма.
Когда кривошип вращается и стержни перемещаются в сторону ВМТ, большие концы стержней приближаются к распределительному валу. Особенно в случае длинноходового кривошипа, кулачка с большим подъемом и / или более толстых стальных или алюминиевых стержней существует опасение, что стержни могут ударить по кулачкам.Во время контрольной установки медленно вращайте кривошип и следите за натиском штока на кулачок. Если вы чувствуете сопротивление, остановитесь. Используя тонкий фонарик, вы сможете визуально проверить наличие просвета.
Распределительный вал вращается со скоростью, равной половине скорости коленчатого вала, поэтому убедитесь, что проверили не менее четырех оборотов коленчатого вала. Чтобы проверить зазор, можно нанести полоску глины толщиной 0,125 дюйма на сторону стержней, у нижней балки около линии разъема крышки стержня. Обязательно очистите поверхность стержня от масла перед прикреплением глины.
Чтобы проверить зазор, можно нанести полоску глины толщиной 0,125 дюйма на сторону стержней, у нижней балки около линии разъема крышки стержня. Обязательно очистите поверхность стержня от масла перед прикреплением глины.
Когда вы вращаете кривошип, любая область плотнее толщины глины оставляет отпечаток и оставляет след. Если вы обнаружите какие-либо следы контакта, используйте лезвие бритвы, чтобы вырезать кусок глины и тщательно измерить толщину прессованной глины. Вам нужен зазор около 0,060 дюйма. Если шток упирается в выступ кулачка, удалите материал штанги в области контакта, переустановите, повторно установите и снова проверьте зазор.
Если требуется больший зазор, у вас есть два варианта: удалить материал со стержня или заменить распредвал на меньший базовый круг.Если вы перейдете на кулачок с меньшей базовой окружностью, вам понадобятся более длинные толкатели. Когда-то получение такой камеры было настоящей проблемой, требующей больших затрат и времени. Но с сегодняшними возможностями ЧПУ большинство производителей кулачков могут относительно быстро производить то, что вам нужно.
Если вы решили разгрузить штанги, делайте это осторожно, чтобы не ослабить участки с внутренней резьбой болта штанги. Кроме того, на стержне не должно быть острых краев и следов заточки / царапин. После шлифования необходимого разгрузки соберите и еще раз проверьте зазор.Заземление необходимо тщательно отполировать, чтобы удалить все потенциальные источники напряжения.
Опять же, никогда не выполняйте балансировку кривошипа до тех пор, пока не будет проверен весь зазор. Не забудьте отметить все стержни и их крышки номерами отверстий. После того, как шток будет подогнан и зазор проверен для определенного места отверстия, оставьте его в этом месте.
Зазор подшипника штока Измерить диаметр шейки шатуна коленчатого вала микрометром. Не полагайтесь только на опубликованные спецификации, прилагаемые к кривошипу.Запишите этот диаметр для каждой шейки стержня. Никогда не предполагайте, что все журналы были заземлены одинаково. Установите пару новых шатунных подшипников на шатун и крышку. Сначала убедитесь, что седла штока и крышки чистые и сухие — между подшипником и седлом не должно быть масла. Установите колпачок штока и в тисках для штока затяните оба болта штока до указанного значения (независимо от того, используете ли вы крутящий момент или затягиваете путем растяжения).
Установите пару новых шатунных подшипников на шатун и крышку. Сначала убедитесь, что седла штока и крышки чистые и сухие — между подшипником и седлом не должно быть масла. Установите колпачок штока и в тисках для штока затяните оба болта штока до указанного значения (независимо от того, используете ли вы крутящий момент или затягиваете путем растяжения).
Измерить шатунную шейку коленчатого вала микрометром и записать показания.Установите шатунные подшипники в шатун и полностью затяните крышку шатуна согласно спецификации. Откалибруйте калибр с круговой шкалой по зарегистрированному диаметру шейки штока. Используйте калибр для внутреннего диаметра, чтобы проверить установленный диаметр подшипника в штоке. Любая разница в диаметре отверстия (плюс или минус) показывает существующий масляный зазор. Обязательно измеряйте диаметр подшипника в положениях «12 часов» и «6 часов» под углом 90 градусов к линии разъема.
Предполагая, что вы уже проверили, соответствует ли отверстие шатуна шатуна спецификации, если масляный зазор слишком узкий или слишком свободный, для большинства применений доступны подшипники меньшего или большего размера.
Обязательно проверьте зазор между кромкой подшипника шатуна и галтелями коленчатого вала. Вместо того, чтобы пытаться увидеть это с установленным на блоке коленчатым валом, поместите коленчатый вал на пару чистых V-образных блоков на столе. Установите шатунные подшипники на седло шатуна и крышку. Перед установкой шатуна на коленчатый вал используйте фломастер, чтобы закрасить край подшипника, обращенный к галтелю шейки.
Установите шатун на шейку шатуна коленчатого вала. Полностью установите стержень напротив галтели и вращайте стержень вперед и назад относительно галтеля.Снимите шатун с коленчатого вала и проверьте отмеченный край на наличие меток, указывающих на то, что подшипник трулся о буртик. В этом случае опорную кромку можно осторожно снять с помощью скребка для подшипников.
Боковой зазор штока Боковой зазор относится к переднему и заднему зазору пары шатунов на шейке шатуна. Установив кривошип в блоке, с установленными парой шатунов и поршней, а также со шатунами на общей шейке, раздвиньте большие концы шатуна в стороны (прижимая оба к их галтелям и создавая зазор между ними). Используйте щуп для измерения зазора. Приемлемый диапазон для бокового зазора составляет от 0,014 до 0,020 дюйма для стальных стержней и, возможно, немного больше для алюминиевых стержней (с учетом теоретической скорости расширения), примерно от 0,017 до 0,022 дюйма. Всегда проверяйте, что рекомендует производитель.
Используйте щуп для измерения зазора. Приемлемый диапазон для бокового зазора составляет от 0,014 до 0,020 дюйма для стальных стержней и, возможно, немного больше для алюминиевых стержней (с учетом теоретической скорости расширения), примерно от 0,017 до 0,022 дюйма. Всегда проверяйте, что рекомендует производитель.
Никогда не предполагайте, что боковой зазор штока правильный, независимо от того, имеете ли вы дело с новыми или бывшими в употреблении шатунами и / или шатунами. Всегда проверяйте боковой зазор, вставляя чистый щуп между двумя большими концами стержня.Не забудьте вручную развести стержни, вставляя калибр. Всегда обращайтесь к спецификациям боковых зазоров для данного двигателя, но в целом у вас должен быть зазор не менее 0,012 дюйма или около того.
Расчет балки Шатуны обычно имеют двутавровую или двутавровую конструкцию. Обозначения относятся к форме поперечного сечения стержневой балки. Стержни двутавровой балки имеют гладкую твердую поверхность по сторонам балки и выемки вдоль каждой стороны граней балки. Стержни двутавровых балок имеют плоские твердые поверхности на гранях балки и канавки (углубления) по сторонам балки.
Стержни двутавровых балок имеют плоские твердые поверхности на гранях балки и канавки (углубления) по сторонам балки.
Какой стиль лучше? Теоретически стержни с двутавровыми балками прочнее, но на самом деле стержни с двутавровыми балками могут быть легче, но по прочности не уступают стержням с двутавровыми балками. С точки зрения ветра (прилипание масла к штоку во время работы двигателя) двутавровая балка теоретически лучше. Однако есть исключения, потому что могут применяться специальные или «маслоотводящие» покрытия, чтобы способствовать меньшему прилипанию паразитного масла к стержням любого стиля.Во многих случаях выбор между двутавровой балкой и двутавровой балкой сводится к доступности производителя и / или предпочтениям производителя двигателя.
Все большие головки шатунов имеют плоскую обработанную поверхность с одной стороны и скошенную кромку с противоположной стороны. В этом примере показана плоская сторона. Сторона с фаской всегда обращена к галтелю шейки коленчатого вала, а плоские стороны всегда обращены друг к другу (от стержня к стержню) на общей шейке. Кроме того, никогда не переключайте колпачки удилищ между собой. Оригинальный колпачок, который был прикреплен к удилищу производителем, всегда должен оставаться на том же самом удилище.Производители удилищ обычно помогают путем лазерной обработки совпадающих цифр на стержне и колпачке для облегчения идентификации.
Кроме того, никогда не переключайте колпачки удилищ между собой. Оригинальный колпачок, который был прикреплен к удилищу производителем, всегда должен оставаться на том же самом удилище.Производители удилищ обычно помогают путем лазерной обработки совпадающих цифр на стержне и колпачке для облегчения идентификации.
Пример стержня с X-образной балкой. Это одна из новых X-образных штанг Howards Cams для тяжелых условий эксплуатации для импортных турбо-приложений. Обратите внимание на осветляющие канавки как на гранях балки, так и по бокам. Это обеспечивает уменьшенный возвратно-поступательный вес при сохранении прочности штанги. (Фото любезно предоставлено Howards Cams)
Здесь показана скошенная сторона большого конца той же штанги.Обратите внимание, насколько выражена фаска на этой стороне. Сторона с фаской должна быть обращена к галтелю кривошипа (область, где шейка штока встречается с основанием противовеса кривошипа).
Большинство высокопроизводительных шатунов имеют конструкцию с плавающим штифтом, которая позволяет штифту на запястье свободно вращаться как в отверстии поршневого пальца, так и в отверстии малого конца штока. На головке штока установлена бронзовая втулка.
На головке штока установлена бронзовая втулка.
Другой тип стержня — это X-образная балка, которая также доступна для различных автомобильных газовых двигателей.X-образная балка представляет собой своего рода смесь двутавровой и двутавровой балок, и на ее лицевых и боковых сторонах имеются бороздки для снижения веса. Это обеспечивает значительную экономию веса, а также увеличивает площадь поверхности балки, обеспечивая меньший вес при сохранении прочности.
Затяжка болтов штокаОдин из самых простых и наименее дорогих способов продлить срок службы шатунов и шатунных подшипников — использовать только самые качественные болты шатуна. Это означает, что вам следует купить ARP, A1 или другой производитель производительности.
Стержневые болты можно затягивать одним из трех способов: с использованием метода крутящего момента плюс угол, приложения крутящего момента или контроля растяжения болта.
Независимо от того, какой метод затяжки вы выберете, рекомендуется использовать измеритель растяжения. Независимо от того, какой у вас тип стержневых болтов (OEM или вторичный рынок), сначала измерьте и запишите общую свободную длину каждого стержневого болта (когда он новый и снят). Обязательно запишите, на какой шток будет устанавливаться каждый болт (цилиндр номер 1, -2 и т. Д.). Во время любой будущей разборки двигателя (или когда появится такая возможность) повторно измерьте свободную длину каждого болта и сравните ее с исходной (новой) свободной длиной, которую вы записали. Если болт удлинился (растянулся) более чем на 0,0005 дюйма, замените болт, поскольку он начал терять свои упругие свойства. Никогда не предполагайте, что старый болт тяги все еще пригоден к эксплуатации.
Независимо от того, какой у вас тип стержневых болтов (OEM или вторичный рынок), сначала измерьте и запишите общую свободную длину каждого стержневого болта (когда он новый и снят). Обязательно запишите, на какой шток будет устанавливаться каждый болт (цилиндр номер 1, -2 и т. Д.). Во время любой будущей разборки двигателя (или когда появится такая возможность) повторно измерьте свободную длину каждого болта и сравните ее с исходной (новой) свободной длиной, которую вы записали. Если болт удлинился (растянулся) более чем на 0,0005 дюйма, замените болт, поскольку он начал терять свои упругие свойства. Никогда не предполагайте, что старый болт тяги все еще пригоден к эксплуатации.
Затяжка с крутящим моментом плюс угол
Метод «крутящий момент плюс угол» может использоваться только с болтами штатной тяги, если в спецификациях требуется положительный крутящий момент для конкретного двигателя.Если вы используете болты штанги с характеристиками вторичного рынка, в большинстве (если не во всех) случаях производитель предоставляет спецификации крутящего момента и диапазон растяжения (предоставляя вам выбор методов затяжки).
Момент затяжки
Если вы намереваетесь использовать метод определения крутящего момента, производители болтов обычно предоставляют два значения крутящего момента: одно для моторного масла в качестве смазки, а другое — для конкретной молибденовой смазки. Значения крутящего момента с молибденом всегда немного ниже, потому что молибден снижает трение резьбы и нижнее трение (если вы используете молибден, но затягиваете в соответствии со спецификациями масла, вы рискуете перетянуть).Молибден предпочтительнее, потому что он значительно снижает трение и обеспечивает более точное (и постоянное) значение крутящего момента. При смазке болта штока перед установкой обязательно нанесите смазку на резьбу болта и на нижнюю часть головки болта штока.
Контроль растяжения болта
Помните, что болты предназначены для растяжения, когда они входят в свое упругое состояние (вы хотите, чтобы это «живое» упругое состояние обеспечивало достаточное усилие зажима). Однако, если болт тяги перетягивается и превышает расчетное упругое состояние, болт немедленно ослабевает.Если стержневой болт был растянут за пределы допустимого диапазона упругости, его необходимо заменить.
Однако, если болт тяги перетягивается и превышает расчетное упругое состояние, болт немедленно ослабевает.Если стержневой болт был растянут за пределы допустимого диапазона упругости, его необходимо заменить.
Если вы проектируете двигатель, вы, скорее всего, строите высокопроизводительный или гоночный двигатель и должны использовать послепродажные высокопроизводительные болты шатуна. Этот процесс затяжки используется всеми основными производителями гоночных двигателей.
Каждый стержневой болт сначала устанавливается на упоры инструмента, а калибр обнуляется. Это обеспечивает контрольную точку (пока болт находится в расслабленном состоянии).Здесь показан датчик растяжения GearHead. Обратите внимание на удобное отверстие для большого пальца на корпусе заготовки. Во время тестовой установки, окончательной сборки и во время любых будущих демонтажных работ всегда сохраняйте болты стержня с их исходным стержнем (держите их в порядке), чтобы вы могли повторно измерить каждый болт, чтобы определить, можно ли его еще использовать и не потерял ли он часть своего оригинала. эластичность.
эластичность.
Сегодняшние высококачественные болты шатуна, работающие на вторичном рынке, всегда имеют углубления на обоих концах болта (на головке и на конце стержня).Эти углубления обеспечивают точные установочные контакты для измерителя натяжения.
После обнуления манометра (на ослабленном болте штока) болт смазывают и затягивают динамометрическим ключом в соответствии со спецификацией крутящего момента производителя штока или болта. Затем, используя датчик растяжения (все еще в обнуленном состоянии после первоначальной проверки свободной длины болта), болт проверяется, чтобы определить, насколько он растянулся. В этом примере болт тяги растянулся на 0,005 дюйма. Хотя это более трудоемкая процедура, чем простая затяжка до заданного значения крутящего момента, достижение точной зажимной нагрузки болта стоит проблем, особенно для гоночного двигателя, требующего огромных вложений.Важно понимать, что при затяжке болты растягиваются. Затягивая болт до оптимальной зажимной нагрузки, оставаясь в пределах его диапазона упругости, многие производители гоночных двигателей предпочитают затягивать, контролируя растяжение болта, а не конкретное значение крутящего момента. Мониторинг растяжения болта исключает потенциальные переменные затяжки по крутящему моменту, такие как трение резьбы, трение контакта под головкой болта и калибровка / точность динамометрического ключа.
Мониторинг растяжения болта исключает потенциальные переменные затяжки по крутящему моменту, такие как трение резьбы, трение контакта под головкой болта и калибровка / точность динамометрического ключа.
Не следует просто затягивать болты стержня для достижения определенного значения крутящего момента.Вместо этого используйте технику прецизионной затяжки болтов шатуна. Для этого во время процесса необходимо использовать измеритель натяжения болтов. Значения крутящего момента для болтов шатуна на вторичном рынке могут отличаться на целых 10 фунт-футов от партии к партии из-за различий в термообработке и материалах. Болт необходимо измерить, чтобы получить максимальную прочность болта и круглость шатуна. Измерение растяжения болта позволяет точно достичь заданных зажимных нагрузок, а не просто использовать динамометрический ключ.
Конечно, при работе с серийными двигателями, которые используют характеристики крутящего момента с положительным углом (например, 20 фут-фунт с последующим дополнительным поворотом на 90 градусов), следуйте процедуре OEM. Затягивание болтов шатуна с использованием метода контроля растяжения действительно применимо только к двигателям с высокими рабочими характеристиками, у которых есть вторичные болты шатуна с высокими эксплуатационными характеристиками, и производитель болтов предоставил справочную информацию о величине растяжения.
Затягивание болтов шатуна с использованием метода контроля растяжения действительно применимо только к двигателям с высокими рабочими характеристиками, у которых есть вторичные болты шатуна с высокими эксплуатационными характеристиками, и производитель болтов предоставил справочную информацию о величине растяжения.
Между производителями двигателей ведутся споры относительно допустимости растяжения болта измерительной штанги из-за возможного сжатия материала штанги, когда крышка штока прикреплена к штоку.Хотя это может произойти, датчик растяжения остается оптимальным методом точного определения зажимной нагрузки шатунного болта.
Варианты метода затяжки
Болт и другие подобные крепежные детали можно рассматривать как пружину с высоким сопротивлением. Чтобы получить наилучшее усилие зажима от болта, нельзя перетягивать его или превышать предел текучести. При затяжке ниже предела текучести болт обеспечивает постоянное и точное зажимное усилие, необходимое для сборки двигателя с высокими рабочими характеристиками. Вы можете повредить резьбу стержня из-за чрезмерного затяжки, а болты могут иметь неравное усилие зажима. Это может привести к выходу болта из строя и к тому, что отверстие под болт станет некруглым.
Вы можете повредить резьбу стержня из-за чрезмерного затяжки, а болты могут иметь неравное усилие зажима. Это может привести к выходу болта из строя и к тому, что отверстие под болт станет некруглым.
OEM обычно обеспечивают предел прочности на разрыв от 150 000 до 160 000 фунтов на квадратный дюйм. Различия в производстве болтов могут сильно повлиять на допуски, и в результате максимальный ход растяжения болта может составлять от 0,003 до 0,006 дюйма. Используйте измеритель растяжения болта и характеристики крутящего момента, чтобы достичь идеального растяжения болта для конкретного применения.Если вы просто используете спецификации крутящего момента, вы можете получить неравное усилие зажима стержневого болта.
Производители производят стержневые болты высшего качества для достижения гораздо более жестких допусков на разрыв. ARP рассчитывает предел растяжения и текучести для всех болтов, а его комплекты болтов включают все технические данные, чтобы вы могли безопасно и правильно получить правильное усилие зажима. В инструкциях указано конкретное растяжение каждого болта. ARP заявляет, что базовый предел прочности на растяжение составляет 190 000 фунтов на квадратный дюйм. Фактические рейтинги для некоторых конкретных продуктов значительно выше.
В инструкциях указано конкретное растяжение каждого болта. ARP заявляет, что базовый предел прочности на растяжение составляет 190 000 фунтов на квадратный дюйм. Фактические рейтинги для некоторых конкретных продуктов значительно выше.
Вы всегда должны стремиться к постоянному и точному моменту затяжки болтов шатуна. Вы должны использовать один и тот же метод для затяжки болтов на всех этапах процесса сборки двигателя. Различные или неточные методы затяжки могут привести к неравномерной или недостаточной затяжке болтов. В свою очередь, это может привести к повреждению формы отверстия шатуна. Например, если один техник использует одно значение крутящего момента для восстановления шатунов, используя только значение крутящего момента, в то время как другой механик применяет метод растяжения болта, конечным результатом может стать некруглое отверстие.Эти два метода производят разные колебания трения. Таким образом, более высокая зажимная нагрузка может быть достигнута с использованием метода растяжения, в отличие от использования только крутящего момента болта (без учета фактического растяжения болта). Кроме того, только 80% крутящего момента можно приложить к болту без смазки из-за повышенного трения.
Кроме того, только 80% крутящего момента можно приложить к болту без смазки из-за повышенного трения.
Эта крышка стержня снята со стержня. Перед снятием стержня с инструмента я временно и свободно заменил болты стержня, просто чтобы облегчить задачу удержания крышки вместе со стержнем (чтобы легче избежать ошибок несоответствия крышки).
Как видите, отклонения могут быть вызваны тем, как были растянуты болты штока (результаты основаны на величине крутящего момента или растяжке болта), и тем, как изменяется смазка резьбы (если болты сначала затягивались одним типом смазки, а затем затягивались с помощью другой тип).
Когда двигатели собираются вручную, такое пристальное внимание к значениям растяжения болтов и крутящего момента является обязательным для достижения высочайшего качества сборки. Методичная сборка двигателя, нацеленная на высочайший уровень точности, должна использовать метод растяжения, а не метод крутящего момента.
Коэффициент трения
Если болт затягивается с учетом только значения крутящего момента, вы не обязательно сможете достичь желаемого предварительного натяга из-за переменной силы трения. Учитывайте материал самого шатуна, который вам не подвластен. Когда вы затягиваете болт, головка болта имеет тенденцию врастать в стержень, что немного сжимает материал крышки шатуна. Твердость материала крышки стержня варьируется в зависимости от стержней OEM, а также стержней из кованой стали, титана и алюминия.Контролируя растяжение болта, вы устраняете эту переменную, стремясь достичь требуемого усилия зажима.
Учитывайте материал самого шатуна, который вам не подвластен. Когда вы затягиваете болт, головка болта имеет тенденцию врастать в стержень, что немного сжимает материал крышки шатуна. Твердость материала крышки стержня варьируется в зависимости от стержней OEM, а также стержней из кованой стали, титана и алюминия.Контролируя растяжение болта, вы устраняете эту переменную, стремясь достичь требуемого усилия зажима.
Тиски для шатуна определенно стоит вложенных средств. При снятии крышки шатуна с нового шатуна или при затяжке болтов шатуна, когда шатун снят с кривошипа, необходимо закрепить шатун. Использование обычных настольных тисков может серьезно повредить штангу; образование заусенцев, выбоин или чего-то еще хуже может привести к трещинам под напряжением и выходу из строя. Специально разработанные тиски для штанги позволяют закрепить штангу без повреждений.
Специальный «разделитель крышек удилищ» — еще один специальный инструмент, который следует рассмотреть. При необходимости снять колпачок стержня на ранее собранном стержне, общий подход состоит в том, чтобы сначала ослабить болты стержня, а затем ударить по головкам болтов стержня пластиковым молотком, чтобы сместить колпачок. Этот метод груб и всегда может привести к падению удочки. Такой разделитель крышки стержня, как этот, позволяет легко и точно отделить крышку стержня. Большой конец стержня надевается на разрезное кольцо инструмента.Затем шпиндель вращается, перемещая половинки втулки друг от друга. Это плавно снимает колпачок со стержня.
При необходимости снять колпачок стержня на ранее собранном стержне, общий подход состоит в том, чтобы сначала ослабить болты стержня, а затем ударить по головкам болтов стержня пластиковым молотком, чтобы сместить колпачок. Этот метод груб и всегда может привести к падению удочки. Такой разделитель крышки стержня, как этот, позволяет легко и точно отделить крышку стержня. Большой конец стержня надевается на разрезное кольцо инструмента.Затем шпиндель вращается, перемещая половинки втулки друг от друга. Это плавно снимает колпачок со стержня.
Проще говоря, используя метод контроля растяжения, вы устраняете переменные, связанные с трением резьбы и твердостью материала стержня. Если указанная производителем величина растяжения для данного болта стержня составляет от 0,005 до 0,006 дюйма, и вы затягиваете, например, измеренным растяжением 0,0055 дюйма, вы знаете, что достигли требуемого усилия зажима, но ни один из них не ниже затягивание или чрезмерное затягивание.
Требования к крутящему моменту
Затягивая любой резьбовой крепеж, вы боретесь с трением в резьбовом зацеплении. Нижняя сторона головки болта или гайки трется о сопряженную поверхность. В результате теряется значительное количество энергии крутящего момента. Несмотря на то, что вы можете приложить указанное количество крутящего момента, в соответствии с динамометрическим ключом, вы действительно не знаете, какое именно усилие зажима создается. Это еще один пример того, почему имеет смысл затягивать критические болты тяги методом растяжения.
Нижняя сторона головки болта или гайки трется о сопряженную поверхность. В результате теряется значительное количество энергии крутящего момента. Несмотря на то, что вы можете приложить указанное количество крутящего момента, в соответствии с динамометрическим ключом, вы действительно не знаете, какое именно усилие зажима создается. Это еще один пример того, почему имеет смысл затягивать критические болты тяги методом растяжения.
Когда вы полагаетесь на крутящий момент для достижения зажимной нагрузки, вы максимизируете свои усилия, сводя к минимуму потери на трение. Очень важно убедиться, что резьбовые отверстия в блоке чистые и не содержат мусора, заусенцев и других загрязнений.
Не используйте метчик для очистки внутренней резьбы в блоке цилиндров.
Они предназначены для создания резьбы путем удаления материала. Чтобы очистить существующие резьбовые отверстия, начните с процедуры очистки (например, заправки блока в горячем состоянии).Никогда не считайте, что все резьбовые отверстия чистые, просто промыв блок.
Очистите каждое отверстие вручную с помощью растворителя, винтовочной щетки и сжатого воздуха (всегда надевайте защитные очки). Если состояние резьбы подозрительно, вы можете использовать метчик для восстановления резьбы. Метчик для формовки предназначен для преобразования резьбы, в отличие от метчика, который удаляет материал. Специальные метчики для формовки можно приобрести через специализированные источники снабжения машинистов и инструменты для ремонта двигателей.
Цифровой динамометрический / угловой ключ — довольно дорогой инструмент, но обеспечивает точность и экономию рабочего времени; нет необходимости останавливаться и переходить на угловой гаечный ключ.Если вы регулярно выполняете заводскую затяжку с крутящим моментом / углом, подумайте о покупке одного из них.
Одним нажатием кнопки вы можете быстро установить значение крутящего момента (в фут-фунтах, фунтах-дюймах или Нм).
Нажав другую кнопку (режим изменения), вы быстро установите угол регулировки. Одной из приятных особенностей этого типа гаечного ключа (показан Snap-On) является то, что вы можете фактически затягивать с храповым механизмом даже в угловом режиме, не теряя контрольной точки. Довольно ловко.
Одной из приятных особенностей этого типа гаечного ключа (показан Snap-On) является то, что вы можете фактически затягивать с храповым механизмом даже в угловом режиме, не теряя контрольной точки. Довольно ловко.
Если в спецификациях по затяжке болтов штанги требуется крутящий момент + угол (типичный для многих современных OEM-болтов штанги), цифровой динамометрический / угловой гаечный ключ облегчит эту работу. Нажмите кнопку, установите крутящий момент и затягивайте, пока гаечный ключ не издаст звуковой сигнал. Нажмите другую кнопку, чтобы установить требуемый угол, и снова затяните, пока гаечный ключ не издаст звуковой сигнал. Здесь показано затягивание болта штока (с новыми болтами штанги OEM) на двигателе GM LS с помощью цифрового динамометрического / углового ключа Snap-On.
Если ваши OEM-болты штанги требуют затяжки с крутящим моментом плюс угол, сначала используйте динамометрический ключ, чтобы затянуть с указанным крутящим моментом.Затем продолжайте вращать болт на указанное количество градусов. Доступны недорогие металлические или пластиковые угловые датчики, которые крепятся к головке храповика или бруса. Этот простой адаптер, прикрепляемый между трещоткой и головкой, позволяет визуально контролировать угол затяжки. Когда инструмент прикреплен к крепежному элементу, обнулите калибр. Продолжая затягивать, просто наблюдайте за стрелкой манометра. Как только он достигнет желаемого угла, остановитесь.
Доступны недорогие металлические или пластиковые угловые датчики, которые крепятся к головке храповика или бруса. Этот простой адаптер, прикрепляемый между трещоткой и головкой, позволяет визуально контролировать угол затяжки. Когда инструмент прикреплен к крепежному элементу, обнулите калибр. Продолжая затягивать, просто наблюдайте за стрелкой манометра. Как только он достигнет желаемого угла, остановитесь.
Если вы затягиваете динамометрическим ключом, всегда беритесь за ручку в центре.Кроме того, старайтесь держать ключ как можно ровнее (под углом 90 градусов к болту), а другой рукой удерживайте головку ключа. Затягивайте медленно / постепенно, пока не достигнете желаемого значения крутящего момента. Избегайте резких рывков и рывков, которые могут привести к небольшому перетягиванию.
Специально разработанная смазка для узлов крепления предназначена для значительного уменьшения трения (на резьбе и нижней стороне головки болта) во время затяжки или затяжки за счет растяжения. Не используйте смазку другого типа.Затяжка болтов шатуна — критический аспект сборки двигателя, и здесь негде срезать углы!
Не используйте смазку другого типа.Затяжка болтов шатуна — критический аспект сборки двигателя, и здесь негде срезать углы!
При нанесении сборочной смазки на болты штока равномерно нанесите покрытие на резьбу болта.
Также нанесите покрытие монтажной смазкой на нижнюю часть головки болта. Помните, что трение возникает между резьбой и между головкой болта и крышкой штока.
При использовании высокоэффективных болтов крепления головки блока цилиндров и болтов основной крышки после продажи всегда используйте смазку для резьбы, указанную производителем болта, и следуйте рекомендациям по крутящему моменту.Между моторным маслом и смазочными материалами на основе молибдена существует большая разница в смазывающей способности. Смазка на основе молибдена обеспечивает гораздо меньшее сопротивление трению.
Если болт рассчитан, скажем, на крутящий момент 60 фут-фунтов с маслом, но резьба смазана молибденом, вы перетягиваете болт. Если болт рассчитан на 60 фут-фунтов с молибденом, и вы используете вместо него масло, вы недостаточно затягиваете. Обращайте особое внимание на инструкции, прилагаемые к любому набору неоригинальных головок или основных болтов.
Обращайте особое внимание на инструкции, прилагаемые к любому набору неоригинальных головок или основных болтов.
Практически во всех случаях я рекомендую устанавливать новые болты шатуна для высокопроизводительных сборок или восстановления запасов.Просто не стоит рисковать с использованными и, возможно, перетянутыми болтами. Независимо от того, устанавливаете ли вы новые или бывшие в употреблении шатуны, вы всегда должны проверять каждый из них на предмет межосевой длины, диаметра отверстия шатуна, диаметра отверстия малого конца и любого овального отверстия шатуна. Для использованных стержней также проверьте на предмет изгиба стержня, перекручивания стержня и трещин.
При измерении диаметра отверстия под шатуны и овальности крышка должна быть полностью установлена, а болты штока должны быть полностью затянуты с крутящим моментом (или растяжением болта), указанным производителем.Кроме того, всегда используйте указанную смазку для резьбы болтов. Это особенно важно, если вы затягиваете для достижения значения крутящего момента.
Это особенно важно, если вы затягиваете для достижения значения крутящего момента.
Тот же калибр диаметра штока используется для проверки отверстия под палец. Если используются полностью плавающие стержни с характеристиками вторичного рынка, диаметр рассчитывается исходя из рекомендуемого масляного зазора до штифтов на запястье.
Каждый шатун (особенно используемый) всегда следует проверять на предмет деформации, используя стенд для выравнивания шатунов. Здесь стержень проверяется на изгиб.Обратите внимание, что верхняя наковальня опирается на штифт для запястья. Поместив стержень в приспособление для центрирования инструмента, используйте щуп между поверхностью штифта для запястья и верхней проверочной базой.
То же приспособление используется для проверки стержня на скручивание, при этом верхняя наковальня контактирует со стороной стержня стержня. Любой измеренный изгиб или скручивание, превышающее 0,003 дюйма, вызывает беспокойство.
Величина крутящего момента (и зажимная нагрузка) различаются между маслом и смазкой на основе молибдена. Если вы используете болты штанги OEM, которые предназначены для затяжки методом крутящего момента плюс угол, необходимо выполнить следующую процедуру.
После измерения отверстий шатуна на некруглость (и если отклонение составляет менее 0,002 дюйма), отверстия могут быть восстановлены путем шлифования материала с сопрягаемых поверхностей штока и крышки, затем снова собраны и отшлифованы. по размеру.
СтержниPM имеют уникальную неровную поверхность сопряжения, которую нельзя нарушать. Если стержень PM выходит за пределы круглой формы не более чем на 0,002 дюйма, отверстие шатуна может быть заточено до большего размера, при условии, что для данной области применения доступны стержневые подшипники с увеличенным наружным диаметром.В противном случае стержни нельзя использовать повторно, и их необходимо заменить.
Некоторые послепродажные рабочие стержни могут иметь зубчатую сопрягаемую поверхность, которая фиксирует колпачок на стержне. Эту конструкцию также нельзя восстановить путем шлифования материала с сопрягаемых поверхностей. Требуется хонингование до небольшого размера и использование подшипников большего размера. Если какие-либо отверстия в головке шатуна выходят за пределы круглого сечения более чем на 0,002 дюйма, штанги следует выбросить и заменить.
Эту конструкцию также нельзя восстановить путем шлифования материала с сопрягаемых поверхностей. Требуется хонингование до небольшого размера и использование подшипников большего размера. Если какие-либо отверстия в головке шатуна выходят за пределы круглого сечения более чем на 0,002 дюйма, штанги следует выбросить и заменить.
Написано Майком Мавригианом и опубликовано с разрешения CarTechBooks
ПОЛУЧИТЕ СДЕЛКУ НА ЭТУ КНИГУ!
Если вам понравилась эта статья, вам понравится вся книга.Нажмите кнопку ниже, и мы отправим вам эксклюзивное предложение на эту книгу.
Как собрать гоночные двигатели: Руководство по шатунам
Если не считать длины хода, шатуны являются одним из основных настраиваемых компонентов двигателя соревнований. Поскольку длина штока (от центра к центру) изменяется, она влияет на движение поршня, так что его можно использовать в качестве основного компонента настройки. Влияя на ускорение и скорость поршня, он определяет скорость, с которой создается разница между атмосферным давлением (над карбюратором) и давлением в цилиндре во время такта впуска. Соответственно, это влияет на основные факторы, влияющие на поперечные сечения впускного и выпускного тракта уравнения VE, синхронизацию клапана и оптимальную точку воспламенения. Более быстрое воздействие атмосферного давления улучшает наполнение цилиндра и, следовательно, VE, при условии, что размеры впускного тракта и время срабатывания клапана надлежащего размера и синхронизированы.
Соответственно, это влияет на основные факторы, влияющие на поперечные сечения впускного и выпускного тракта уравнения VE, синхронизацию клапана и оптимальную точку воспламенения. Более быстрое воздействие атмосферного давления улучшает наполнение цилиндра и, следовательно, VE, при условии, что размеры впускного тракта и время срабатывания клапана надлежащего размера и синхронизированы.
Этот технический совет взят из полной книги «КОНКУРСНОЕ ДВИГАТЕЛЬНОЕ СТРОИТЕЛЬСТВО». Подробное руководство по этой теме вы можете найти по этой ссылке:
УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ
ПОДЕЛИТЬСЯ СТАТЬЕЙ: Пожалуйста, не стесняйтесь делиться этой статьей на Facebook, на форумах или в любых клубах, в которых вы участвуете.Вы можете скопировать и вставить эту ссылку, чтобы поделиться: https://musclecardiy.com/performance/how-to-build-racing-engines-connecting-rods-guide/
Правильный зазор со стороны штока важен для обеспечения адекватного давления масла и целостности гидродинамического масляного клина на подшипнике. При слишком большом зазоре утечка масла становится чрезмерной, и клин начинает терять свою эффективность в поддержании кривошипа в масляной пленке. Слишком маленький зазор может привести к нежелательному контакту между поверхностью кривошипа и штоком, а также к повышенной температуре масла из-за ограниченного отвода воздуха из подшипников.
При слишком большом зазоре утечка масла становится чрезмерной, и клин начинает терять свою эффективность в поддержании кривошипа в масляной пленке. Слишком маленький зазор может привести к нежелательному контакту между поверхностью кривошипа и штоком, а также к повышенной температуре масла из-за ограниченного отвода воздуха из подшипников.
Важно понимать, что и ускорение, и скорость поршня равны нулю в ВМТ и НМТ. Во всех промежуточных точках ускорение и скорость определяются длиной штанги. Для любой заданной длины штока поршень достигает максимальной скорости в точной точке хода относительно угла поворота кривошипа, когда ось штока находится под углом 90 градусов к ходу кривошипа (обычно, но не ограничиваясь этим, угол поворота кривошипа составляет примерно 70-75 градусов). . Эта точка представляет собой самую высокую степень воздействия падения давления в цилиндре и тесно связана с синхронизацией впускных клапанов для оптимального наполнения цилиндра.
Длина стержня как элемент настройки
В некоторой степени более длинные штоки эффективно замедляют скорость прихода и отхода поршня как в ВМТ, так и в НМТ. Это часто называют временем выдержки поршня, и было проведено множество динамометрических испытаний магазина, чтобы доказать, что это не приводит к значительному изменению пиковой мощности. Но они упускают из виду суть. Реальная ценность настройки длины штанги реализуется при формировании диапазона мощности в соответствии с требованиями к характеристикам конкретного приложения.Как правило, длина шатуна может использоваться для увеличения или расширения диапазона оборотов между пиковой мощностью и пиковым крутящим моментом. Это важная функция для согласования характеристик двигателя с автомобилем и его специфическими гоночными требованиями.
Это часто называют временем выдержки поршня, и было проведено множество динамометрических испытаний магазина, чтобы доказать, что это не приводит к значительному изменению пиковой мощности. Но они упускают из виду суть. Реальная ценность настройки длины штанги реализуется при формировании диапазона мощности в соответствии с требованиями к характеристикам конкретного приложения.Как правило, длина шатуна может использоваться для увеличения или расширения диапазона оборотов между пиковой мощностью и пиковым крутящим моментом. Это важная функция для согласования характеристик двигателя с автомобилем и его специфическими гоночными требованиями.
Примером может служить использование более длинного стержня (и совместимых размеров впуска) в сверхскоростном тракте или в системе Бонневилля для смещения пикового крутящего момента ближе к пиковому значению мощности, чтобы более эффективный крутящий момент был приложен в конкретном рабочем диапазоне оборотов. При более медленном выходе поршня из ВМТ, более высокое давление сгорания прикладывается к поршню на большем числе градусов коленчатого вала.
Многие строители согласны с тем, что длина штанги должна быть в 1,7–1,9 раза больше заданной длины хода. Поскольку более длинный шток немного увеличивает время пребывания поршня, он также дает больше времени для того, чтобы давление сгорания достигло поршня, прежде чем оно будет применено к рабочему такту; следовательно, в наиболее желательном для применения диапазоне прикладывается больший крутящий момент. Также обычно признается, что более длинные стержни имеют тенденцию давать немного большую мощность в большинстве высокоскоростных приложений, в то время как более короткие стержни имеют тенденцию увеличивать крутящий момент на нижнем конце из-за более быстрого ускорения поршня и связанной с этим более высокой энергии порта.
Поршень с более коротким штоком быстрее достигает ВМТ и не задерживается надолго, прежде чем быстро отходит. Это полезно в некоторых видах гонок. Поршень быстрее достигает максимальной скорости и при меньшем угле поворота коленчатого вала, что снижает воздействие объема цилиндра в точке максимального перепада давления. Для обеспечения оптимальной эффективности в этих условиях требуется соответствующая синхронизация впускных клапанов. Поскольку поршень быстрее достигает максимальной скорости, впускной клапан можно открыть раньше, чтобы воспользоваться преимуществом разницы давлений в цилиндре.В этот момент открывается меньший общий объем цилиндра, но при раннем инициировании потока поршень гонится по каналу по мере увеличения объема. Это обычно называют более сильным натягиванием поршня на заряд из-за его повышенного ускорения.
Для обеспечения оптимальной эффективности в этих условиях требуется соответствующая синхронизация впускных клапанов. Поскольку поршень быстрее достигает максимальной скорости, впускной клапан можно открыть раньше, чтобы воспользоваться преимуществом разницы давлений в цилиндре.В этот момент открывается меньший общий объем цилиндра, но при раннем инициировании потока поршень гонится по каналу по мере увеличения объема. Это обычно называют более сильным натягиванием поршня на заряд из-за его повышенного ускорения.
Определение требований к синхронизации кулачков для ситуаций, подобных этой, стало еще проще, теперь, когда средний строитель имеет доступ к мощному программному обеспечению для моделирования двигателя на базе ПК, которое иллюстрирует любой заданный угол поворота коленчатого вала для синхронизации событий клапана.Например, более агрессивное действие комбинации коротких штоков подразумевает возможность учитывать немного большие размеры впуска и выпуска (площадь поперечного сечения) для впускного коллектора и коллекторов без ущерба для жизненно важной энергии порта. Моделирование на ПК может подтвердить это. В некоторых случаях вы можете быть ограничены определенной комбинацией коллектора и / или коллектора, фиксированные размеры которой соответствуют определенной длине стержня, которую можно определить с помощью тщательного моделирования на ПК. Учитывая низкую стоимость существующих программ моделирования, нет разумного оправдания тому, чтобы заранее не смоделировать эти концепции на вашем ПК.
Моделирование на ПК может подтвердить это. В некоторых случаях вы можете быть ограничены определенной комбинацией коллектора и / или коллектора, фиксированные размеры которой соответствуют определенной длине стержня, которую можно определить с помощью тщательного моделирования на ПК. Учитывая низкую стоимость существующих программ моделирования, нет разумного оправдания тому, чтобы заранее не смоделировать эти концепции на вашем ПК.
Оптимизация длины штока дополнительно раскрывает особенности настройки, которые могут улучшить эффективность сгорания и уменьшить количество отрицательной работы, выполняемой на поршне до ВМТ. С более длинным штоком мгновенное повышение давления в цилиндре, приближающееся к ВМТ, происходит быстрее и сильнее и обычно требует меньшего времени зажигания в зависимости от эффективности камеры. По мере уменьшения момента зажигания отрицательная работа (поршень борется с повышением давления сгорания перед ВМТ) уменьшается, в то время как увеличенное время выдержки обеспечивает больший рост давления на поршень после ВМТ (положительная работа).
Длина шатуна — один из фундаментальных элементов настройки любого спортивного двигателя. Он регулирует степень воздействия атмосферного давления внутри цилиндра, тем самым влияя на общий объемный КПД (VE) двигателя.
В этой штанге с двутавровой балкой Scat используются высокопрочные 12-гранные хромомолибденовые ARP-болты. В большинстве гоночных удилищ используются только болты, а не комбинации гаек и болтов. Это снижает вес головного болта. Прочность на растяжение болта составляет 220 000 фунтов на квадратный дюйм.
В этом примере показаны смазочные отверстия с двумя штифтами с каждой стороны стержневой балки. Некоторые строители все еще просверливают отверстие в верхней части, но эта практика, похоже, вышла из моды.
Конструкция, состоящая только из болтов, обеспечивает более плавный переход от стержневой балки. Это устраняет потенциальные подъемники напряжения, которые обычно встречаются на лысках, которые обычно устанавливают головки болтов штанги.
Большая фаска на корпусе шейки шатуна предназначена для размещения больших радиусов галтелей на большинстве гоночных коленчатых валов.Обратите внимание, что вкладыш подшипника имеет соответствующую фаску.
Длина штока также влияет на выбор поршня в той мере, в какой от нее зависит высота пальца (высота сжатия) и, во многих случаях, окончательное расположение пакета колец. Это важное соображение, поскольку для разных гонок требуется разное размещение колец для решения проблем, связанных с возгоранием и нагревом (см. Главу 5). Более длинные стержни имеют тенденцию уменьшать высоту штыря и часто требует поддержку рельса масла кольца, поскольку отверстие штифта посягает на масло кольцевой канавки.Это увеличивает вес кольцевого пакета, но большинство производителей считают, что преимущество более длинного штока и соответствующей конфигурации поршня перевешивает любые потери массы, по крайней мере, в тех случаях, когда более длинный шток положительно влияет на позиционирование диапазона мощности.
Помимо создания большего времени для повышения давления сгорания и приложения большего крутящего момента к кривошипу, более длинный шток увеличивает скорость горения из-за повышенной плотности заряда. Следовательно, разделение числа оборотов между пиковым крутящим моментом и пиковой мощностью уменьшается, эффективно концентрируя больше крутящего момента в более узком диапазоне, что приносит пользу некоторым приложениям, таким как двигатели Bonneville, овальные спидвей и дрэг-рейсинг, которые работают в узком диапазоне оборотов с соответствующим образом подобранной трансмиссией и задней конечная передача.Кроме того, более длинные штоки обычно требуют соответствующей регулировки впускного коллектора, чтобы приспособиться к более медленному движению поршня вокруг ВМТ. Это часто включает в себя впускные направляющие немного меньшего размера (площадь поперечного сечения) для сохранения энергии порта и в некоторых случаях продвижение кулачка для дальнейшего увеличения крутящего момента.
Хотя замедление кулачка для увеличения мощности на высокой скорости является традиционно принятой практикой, она не принимает во внимание положительные эффекты настройки конкретной длины штока в определенных приложениях. Здесь опять же, компьютерное моделирование часто указывает неожиданные пути к наиболее эффективному сочетанию фаз газораспределения и размеров впускного и выпускного тракта для данной длины штока.
Наконец, обратите внимание, что более длинный шток и соответствующая более высокая высота пальца обычно отражаются в более коротком и легком поршне, что снижает возвратно-поступательный вес.
На другом конце спектра для шоссейных гонщиков и некоторых приложений кольцевых гусениц часто бывает выгодно исследовать более короткие штанги и связанную с ними более высокую энергию порта, что может оказаться полезным для некоторых приложений, которые ограничены с точки зрения коллекторов или фаз газораспределения. и добиваются большего крутящего момента на поворотах. В то время как более короткий стержень подвергает меньший начальный объем цилиндра падению давления, он способствует увеличению скорости порта, что способствует эффективности заполнения цилиндра. Это требует других фаз газораспределения, чем то, что подходит для более длинного штока, особенно когда это касается точки закрытия впуска. Поскольку мгновенное повышение давления больше с более длинным штоком, можно эффективно использовать более позднее закрывающееся впускное отверстие, чтобы получить дополнительное время для наполнения цилиндра.
В то время как более короткий стержень подвергает меньший начальный объем цилиндра падению давления, он способствует увеличению скорости порта, что способствует эффективности заполнения цилиндра. Это требует других фаз газораспределения, чем то, что подходит для более длинного штока, особенно когда это касается точки закрытия впуска. Поскольку мгновенное повышение давления больше с более длинным штоком, можно эффективно использовать более позднее закрывающееся впускное отверстие, чтобы получить дополнительное время для наполнения цилиндра.
И наоборот, более высокая энергия порта более короткого штока обеспечивает превосходную эффективность заполнения, но требует более раннего закрытия впуска из-за более медленного повышения давления в цилиндре и сокращения времени выдержки в ВМТ.Это имеет тенденцию к увеличению крутящего момента раньше в диапазоне оборотов и сдвигает пики дальше друг от друга. В качестве бонуса более высокая энергия порта часто способствует улучшенному отклику дроссельной заслонки. Конечно, с более короткими стержнями поршень имеет тенденцию опережать фронт пламени примерно после 30 градусов от ВМТ, поэтому важно выбрать камеру сгорания с более быстрым сгоранием и соответствующее топливо для ее размещения.
Конечно, с более короткими стержнями поршень имеет тенденцию опережать фронт пламени примерно после 30 градусов от ВМТ, поэтому важно выбрать камеру сгорания с более быстрым сгоранием и соответствующее топливо для ее размещения.
Материалы шатуна
Основными факторами, влияющими на конструкцию шатуна, являются экстремальные силы инерции и давление в цилиндре, определяемые максимальной частотой вращения двигателя, геометрией вращающегося узла и весом.Повышенные обороты двигателя, рабочий объем, масса компонентов и давление срабатывания — все это определяет конструктивные характеристики, заложенные в гоночные удилища. На них дополнительно влияет динамическая нагрузка трансмиссии, такая как пробуксовка колес или винты с обгонной муфтой (вне воды) в случае применения на море. Тем не менее, поломки шатунов сегодня менее распространены, чем в прошлом. Причины включают в себя превосходные материалы, точную подготовку и сборку, а также улучшенный контроль таких факторов, как время зажигания, подавление детонации и защита от превышения числа оборотов. Механические проблемы, такие как жесткость поршневого пальца, смазка и зазоры подшипников, также способствуют снижению общего напряжения в шатуне.
Механические проблемы, такие как жесткость поршневого пальца, смазка и зазоры подшипников, также способствуют снижению общего напряжения в шатуне.
В современном производстве шатунов преобладают два материала: алюминий и кованая сталь. Алюминиевые стержни в основном используются в профессиональных соревнованиях по дрэг-рейсингу, где нагрузки и жизненный цикл относительно короткие, а снижение веса способствует ускорению переходного крутящего момента в узких диапазонах мощности. Их применение расширилось в последние годы, но за исключением дрэг-рейсинга, большинство гоночных приложений все еще полагаются на стальные или титановые стержни.В целях данного обсуждения я сконцентрируюсь на этих основных типах с кратким вниманием к другим материалам.
В высокопрочных крепежных изделиях между головкой и резьбовой частью имеется отшлифованная область с перемычкой для обеспечения надлежащего растяжения болта во время окончательной затяжки.
Точно подогнанные заглушки, как на этом стержне с двутавровой балкой Scat, обеспечивают точное выравнивание крышки и предотвращают смещение крышки при тяжелых условиях эксплуатации или детонации.
Scat имеет отверстие в балке чуть выше шатуна.Это обеспечивает значительное снижение веса, и инженеры определили, что в прочности нет компромисса.
Низшие классы часто указывают заводские кованые стержни, хотя в некоторых случаях используется сжатый порошковый металл вместе с техникой растрескивания, основанной на OEM, которая физически ломает большой конец стержня пополам по предварительно нанесенной линии. Это создает уникальное совпадение неровных поверхностей излома, которые правильно сочетаются только между исходными половинками с трещинами. Это полезный метод, который обеспечивает абсолютно точное выравнивание крышки стержня и сопротивление движению.Он успешно используется в довольно мощных производственных двигателях, но пока еще не получил широкого применения в двигателях для соревнований, хотя производители стержней послепродажного обслуживания теперь предлагают технологию стержней с трещинами.
Использование сжатых порошковых металлических стержней этого типа обычно безопасно до примерно 500 л. с. в серийно выпускаемых модифицированных уличных двигателях, но наиболее серьезные конкурентные двигатели полагаются на алюминиевые или кованые и стальные послепродажные стержни различной конфигурации.
с. в серийно выпускаемых модифицированных уличных двигателях, но наиболее серьезные конкурентные двигатели полагаются на алюминиевые или кованые и стальные послепродажные стержни различной конфигурации.
Алюминиевые стержни
Алюминиевые гоночные удилища выкованы из термообработанного алюминиевого сплава 7075 T6, который имеет предел прочности на разрыв 83 000 фунтов на квадратный дюйм.Они примерно на 65 процентов легче стальных стержней, но имеют лишь половину прочности стали. К сожалению, значительная часть преимущества в весе приносится в жертву, потому что алюминиевые стержни должны использовать увеличенный объем для сохранения прочности. Соответственно, часто требуются модификации блока, чтобы приспособить больший физический размер большинства алюминиевых шатунов.
Во многих случаях направляющие масляного поддона должны быть отшлифованы для обеспечения зазора штока, и необходимо следить за тем, чтобы большая часть не касалась распредвала. Увеличенный размер штока занимает больше места в картере и по-разному влияет на парусность картера. Для алюминиевых стержней требуется нижний стержневой подшипник с штифтом, чтобы обеспечить правильное выравнивание стержневого подшипника и предотвратить его проворачивание.
Увеличенный размер штока занимает больше места в картере и по-разному влияет на парусность картера. Для алюминиевых стержней требуется нижний стержневой подшипник с штифтом, чтобы обеспечить правильное выравнивание стержневого подшипника и предотвратить его проворачивание.
Эти стержни в основном используются для дрэг-рейсинга с высокими оборотами, где их меньший вес дает преимущество при кратковременном ускорении. Они обладают превосходными демпфирующими качествами, которые полезны для противодействия детонации, но их срок службы относительно невелик из-за повышенной тенденции к более тяжелой работе из-за многократного растяжения и сжатия.Если вы собираетесь использовать алюминиевые стержни, обратите внимание на следующие требования:
- Учитывать повышенный коэффициент растяжения
- Изменить блок для зазора
- Проверка зазора распределительного вала
- Используйте правильные шарнирные подшипники
- Обращаться осторожно, чтобы не порезать поверхность
- Точно установите штифты и обеспечьте достаточную смазку штифтов
- Заменить штанги после 50-60 прогонов для предотвращения поломки
- Рассмотрим, как более массивная форма стержня влияет на ветер.

Стальные стержни
Стальные стержниявляются наиболее широко используемыми из-за их размерной стабильности и исключительной долговечности.Большинство стальных шатунов изготавливаются из легированной стали 4130 или 4340. Гоночные стержни обычно изготавливаются из сертифицированного производителем авиационного качества, раскисленного угольной дугой сплава E4340, который имеет предел прочности на разрыв до 186 000 фунтов на квадратный дюйм. Хотя обычно рассчитывается путем деления максимальной нагрузки на исходную площадь поперечного сечения компонента, предел прочности на растяжение можно рассматривать как величину силы, необходимой для разрыва стержня на балке.
Начало повышения давления сгорания (отрицательная работа или крутящий момент) в некоторой степени действует как амортизатор для поршня, когда он приближается к ВМТ, таким образом, он помогает поглощать силы и перегрузку, которые возникают, когда поршень меняет направление в ВМТ. .Эта подушка предотвращает свободный ход поршня через ВМТ и имеет тенденцию смягчать перегрузку при реверсировании поршня, потому что поршень фактически работает против некоторого давления в цилиндре в этот момент — еще один тонкий баланс, который влияет на чистый крутящий момент.
.Эта подушка предотвращает свободный ход поршня через ВМТ и имеет тенденцию смягчать перегрузку при реверсировании поршня, потому что поршень фактически работает против некоторого давления в цилиндре в этот момент — еще один тонкий баланс, который влияет на чистый крутящий момент.
Во всех двигателях предусмотрен зазор между поршнем и головкой блока цилиндров для компенсации растяжения штока в ВМТ. Степень растяжения или эластичности определяется частотой вращения двигателя, весом поршня, соотношением стержней и характеристикой материалов шатуна, известной как модуль упругости.Проще говоря, «модуль» описывает коэффициент нагрузки, указывающий на известный диапазон характеристик деформации для данного материала, в результате чего деформированная часть возвращается к своей исходной форме при снятии нагрузки. Разрушение детали обычно происходит при превышении модуля упругости при повторяющейся нагрузке. Либо шток постоянно растягивается, вызывая контакт поршня с головкой блока цилиндров и последующий отказ, либо зазор между поршнем и головкой недостаточен, чтобы приспособиться к известному модулю упругости основного материала штока. В этом случае также происходит контакт поршня с головкой, обычно с большой бойней.
В этом случае также происходит контакт поршня с головкой, обычно с большой бойней.
Стальные стержни растягиваются меньше, чем алюминиевые. Соответственно, оба типа имеют предпочтительный диапазон зазора, который учитывает известные или (в некоторых случаях) ожидаемые факторы растяжения.
Общепринятый минимальный зазор между поршнем и головкой для алюминиевых шатунов составляет около 0,055 дюйма в зависимости от частоты вращения двигателя и динамики соответствующих компонентов. Чем ближе вы его побреете, тем больше вы будете заигрывать с отказом компонентов в случае чрезмерного увеличения оборотов или другой неожиданной неисправности.Это не значит, что многие строители не подбрасывают их достаточно близко, чтобы оставить следы на крышках поршней там, где они слегка целовались с головкой. Если вы видите это, вы должны рассматривать это как проблему не только из-за неправильного контакта компонентов, но и из-за воздействия, которое оказывает на кольцевое уплотнение, и потери давления в цилиндре, которая может произойти из-за разгрузки кольца из-за неожиданного сотрясения.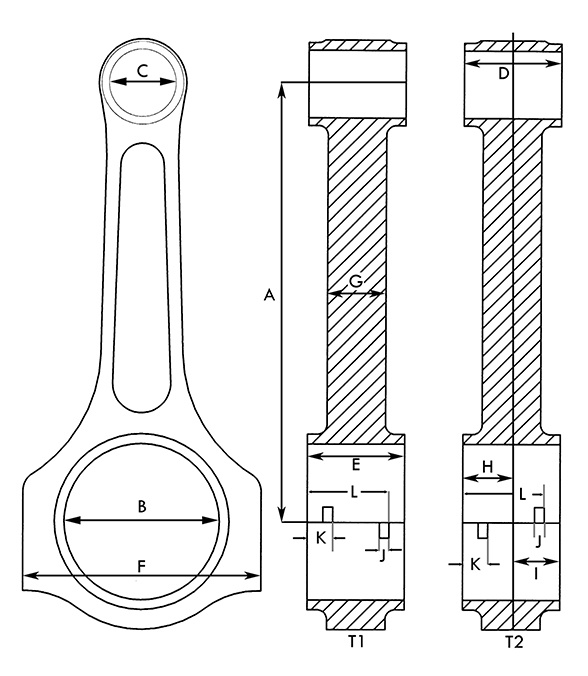 .
.
Стальные стержни обычно допускают зазор между поршнем и головкой около.035 дюймов, но это часто увеличивается на 0,010 до 0,015 дюйма для приложений с высокими оборотами или тех, которые используют легкие кривошипы, которые более склонны к отклонению хода кривошипа как в радиальном направлении, так и вдоль направления движения поршня.
Характеристики стержневой активности
Помимо проблем с растяжением стержней, строители также учитывают характеристики материала стержней при нагрузке сжатия, особенно в условиях детонации, которая может сломать слишком жесткий стержень или многократно забить подшипники стержня до точки отказа.В то время как отказ подшипника обычно происходит при сжимающей нагрузке, большинство отказов штока фактически происходит при растягивающей нагрузке, когда шток разрывается при реверсе поршня в ВМТ, особенно на такте выпуска, где нет противоположного давления для смягчения перехода. Чаще всего это происходит примерно на 1–1 / 2 дюйма вниз по балке от штифта. Или он выходит из строя в точке шарнира, где луч расширяется до конца. Отказ стержневого болта случается редко, если не применяется неправильный крутящий момент и / или растяжение болта.
Или он выходит из строя в точке шарнира, где луч расширяется до конца. Отказ стержневого болта случается редко, если не применяется неправильный крутящий момент и / или растяжение болта.
Чаще всего шатун все еще прикреплен к коленчатому валу с разрывом при растяжении на балке. Учтите также, что спаренные стержни на общем ходу кривошипа имеют возможность передавать эффекты детонации (за счет распределения нагрузки) в одном цилиндре на соседний стержень, что может вызвать чрезмерное напряжение или временные проблемы со смазкой, которые могут раскрутить подшипник или заедать стержень. .
Также мало сомнений в том, что штоки поглощают радиальный прогиб коленчатого вала и некоторую степень вибрационного воздействия при циклической нагрузке.Это может не проявиться на динамометрическом стенде, но в конце длинной прямой дистанции, после 250 кругов или непосредственно перед 5-мильным маркером на длинной трассе в Бонневилле напряжение на штанге может проявиться. Это опровергает важность надлежащего демпфирования коленчатого вала и точной балансировки или (во многих случаях) балансировки для плавной работы двигателя в пределах эффективного рабочего диапазона (RPM) отдельного двигателя.
Еще одна проблема, вызывающая беспокойство, — это соотношение между штоком и поршневым пальцем. Даже самые лучшие стержни могут быть распущены из-за неосторожной установки штифта или неправильного выбора штифта.Хотя для предотвращения дребезжания поршня по пальцу желательны более узкие зазоры, изгибающие силы вызывают повреждение пальца, которое может разрушить поршень или сломать шток. Модуль упругости поршневого пальца должен быть достаточным, чтобы противостоять изгибу вдоль оси пальца, а также радиальной деформации в отверстии пальца, когда палец временно приобретает яйцевидную форму и зажимает отверстие пальца или втулку штока, часто с неприятными последствиями.
Чрезмерный изгиб вдоль оси штифта обычно приводит к заеданию штифта в маленьком конце стержня.Даже если состояние недостаточно серьезное, чтобы вызвать заклинивание пальца, оно приводит к дополнительному сопротивлению трения и повышению температуры, что со временем может привести к выходу пальца из строя.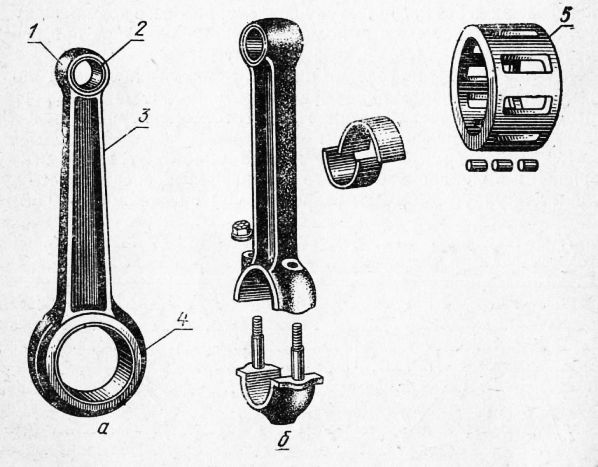 Для решения проблем с поршневыми пальцами могут быть предприняты многочисленные шаги, особенно в высокоскоростных двигателях с большой мощностью, где деформация пальцев более распространена.
Для решения проблем с поршневыми пальцами могут быть предприняты многочисленные шаги, особенно в высокоскоростных двигателях с большой мощностью, где деформация пальцев более распространена.
При выборе поршней важно работать в тесном сотрудничестве с поставщиком поршней, чтобы обеспечить наилучшую возможную конфигурацию пальца (см. Главу 5). Желательно сделать вывод как можно более легким, но не за счет искажения вывода.Увеличенная толщина стенки часто используется вместе с сужающимся внутренним диаметром, который утолщается к центру штифта и опирается на внутренние выступы штифта, которые позволяют иметь более короткий общий штифт.
Производители поршней занимаются этим регулярно и обычно имеют хорошее решение, если вы можете предоставить точную информацию о длине хода, типе и длине штока, материале коленчатого вала и штока, материале втулки пальца и предполагаемой скорости двигателя. В частности, производители теперь предлагают алмазоподобные покрытия и другие способы нанесения покрытий, которые значительно уменьшают заедание отверстия пальца. Эти покрытия имеют очень низкий коэффициент трения (в сочетании с правильным хонингованием отверстия под палец), что может практически устранить проблемы со пальцами запястья. Это особенно верно в случаях, когда используются масленки для пальцев на блоке для обеспечения дополнительной смазки пальцев и охлаждения поршня.
Эти покрытия имеют очень низкий коэффициент трения (в сочетании с правильным хонингованием отверстия под палец), что может практически устранить проблемы со пальцами запястья. Это особенно верно в случаях, когда используются масленки для пальцев на блоке для обеспечения дополнительной смазки пальцев и охлаждения поршня.
Зазор между штоком и поршнем
Одним из факторов, который может способствовать отказу двигателя, является зазор между верхней частью шатуна и нижней стороной верхней части поршня.Это особенно заметно на гоночных поршнях с низкой высотой сжатия, обусловленной большей длиной штока. В этом случае шток перемещается высоко в поршне и имеет больше шансов столкнуться с нижней частью поверхности деки, форма которой часто повторяет верхнюю часть поршня для достижения однородной толщины. Форма малого конца штока и его толщина над отверстием под палец также влияют на это соотношение.
Для обеспечения достаточного рабочего зазора необходимо тщательно проверить каждый узел штока и поршня. К счастью, в большинстве гоночных поршней используются плавающие штифты, которые позволяют легко проверить этот зазор перед сборкой. Есть два места, где шток может задевать нижнюю часть поршня. Во-первых, верхняя часть штока соприкасается с нижней стороной поршневой платформы. Второй — это верхний радиус по обе стороны от отверстия под палец штока, где может возникнуть столкновение с радиусом выступа поршневого пальца относительно поршневой деки.
К счастью, в большинстве гоночных поршней используются плавающие штифты, которые позволяют легко проверить этот зазор перед сборкой. Есть два места, где шток может задевать нижнюю часть поршня. Во-первых, верхняя часть штока соприкасается с нижней стороной поршневой платформы. Второй — это верхний радиус по обе стороны от отверстия под палец штока, где может возникнуть столкновение с радиусом выступа поршневого пальца относительно поршневой деки.
Чтобы проверить эти зазоры, нанесите воронение на нижнюю часть поршня и внутренний радиус выступов штифта.
Последовательность — ключ к затяжке болтов стержня. На их растяжение до нужных характеристик сильно влияет используемый смазочный материал. Некоторые производители по-прежнему используют обычное моторное масло, но большинство используют смазочные материалы, такие как ARP’s Ultra-Torque, который специально разработан для обеспечения постоянной нагрузки и точного растяжения.
Измерьте расстояние между упорными поверхностями со стороны шейки штока, чтобы определить доступный боковой зазор штока. Сравните этот размер с общей шириной обоих стержней.
Сравните этот размер с общей шириной обоих стержней.
Измеритель натяжения болтов стержня ARP — один из важнейших инструментов в арсенале производителя двигателей. Используйте его при изменении размеров стержней, установке стержней с новыми болтами, выполнении окончательной сборки стержней в двигателе и проверке состояния болтов при демонтаже двигателя. Удобный язычок для пальца позволяет легко вставить инструмент между ходами кривошипа во время сборки двигателя.
Комбинированное измерение обоих стержней сравнивается с измерением между упорными поверхностями на каждой стороне шейки стержня для определения бокового зазора стержня.Это также можно проверить, вставив соответствующий щуп между стержнями во время сборки макета.
Соберите шток с поршнем, соблюдая правильную ориентацию, и поверните шток в обе стороны, пока он не коснется внутренней части юбки. Сдвиньте поршень вправо и влево и повторите, приближая к каждому выступу пальца. Снимите штифт и стержень и проверьте посинение на наличие следов контакта. При выполнении этой операции внимательно наблюдайте при ярком свете, поскольку зазор может быть недостаточным, даже если он физически не указывает на контакт с воронением.Вам потребуется минимальный зазор не менее 0,050 дюйма, что можно проверить, пропустив большую изогнутую канцелярскую скрепку между поршнем и штоком. Если вы заметите следы и / или недостаточный зазор со скрепкой, вы сможете увеличить зазор, слегка отшлифуя нижнюю часть поршня.
При выполнении этой операции внимательно наблюдайте при ярком свете, поскольку зазор может быть недостаточным, даже если он физически не указывает на контакт с воронением.Вам потребуется минимальный зазор не менее 0,050 дюйма, что можно проверить, пропустив большую изогнутую канцелярскую скрепку между поршнем и штоком. Если вы заметите следы и / или недостаточный зазор со скрепкой, вы сможете увеличить зазор, слегка отшлифуя нижнюю часть поршня.
Обязательно проверьте толщину деки поршня перед выполнением этой операции. Если вы наблюдаете натяг на выступах штифта, вы часто можете снять фаску на маленьком конце штока, чтобы получить зазор. Многие производители шатунов предлагают сужение малого конца для решения этих проблем.Обязательно перепроверьте зазор после выполнения любой из этих работ. Если вы модифицируете штангу, убедитесь, что вы повторно проверили малый концевой груз для правильной балансировки.
Написано Джоном Бэктелом и опубликовано с разрешения CarTechBooks
ПОЛУЧИТЕ СДЕЛКУ НА ЭТУ КНИГУ!
Если вам понравилась эта статья, вам понравится вся книга. Нажмите кнопку ниже, и мы отправим вам эксклюзивное предложение на эту книгу.
Нажмите кнопку ниже, и мы отправим вам эксклюзивное предложение на эту книгу.
Восстановленные шатуны — Capital Reman Exchange
Все шатуны Capital Reman Exchange очищаются, подвергаются магнитной плавке, а затем подвергаются механической обработке до O.E.M. и отточены до стандартного диаметра оригинального оборудования для равномерного распределения нагрузки на системы шатунных подшипников. Новые втулки установлены и обработаны во всех втулках штоков. Каждый модернизированный шатун тщательно проверяется на предмет изгиба и скручивания. Возможность обрабатывать восстановленные шатуны — это уникальная услуга, которая дает нам возможность собирать собственные блоки цилиндров. Наше современное оборудование, в том числе оборудование Sunnen и Berco, дает нам лучшие готовые восстановленные шатуны на рынке.На все шатуны предоставляется гарантия 1 год без ограничения пробега.
Почему выходят из строя шатуны
В большинстве случаев восстановленные детали шатуна не «выбрасываются» с места, а разрушаются конструктивно. Шатуны сконструированы таким образом, чтобы выдерживать экстремальные нагрузки, температуру двигателя и давления, однако ни один восстановленный шатун не прослужит вечно. Два типичных ремонта двигателя, необходимых для ремонта сломанного шатуна, связаны либо с головкой цилиндров, либо с самим блоком двигателя. Если шатун двигателя ломается, когда поршень движется вверх, физика «энергии в движении» обычно заклинивает поршень в головку блока цилиндров, вызывая значительные повреждения.Если поршень опускается, а модернизированный шатун ломается, быстро движущийся поршень проделает зияющее отверстие прямо через блок цилиндров.
Важно выбирать восстановленные шатуны вместо бывших в употреблении шатунов. Мы приводим восстановленные детали шатуна в соответствие со спецификациями производителей оригинального оборудования по сравнению с бывшими в употреблении шатунами, которые просто ремонтируются как можно лучше.
Восстановленные шатуны и бывшие в употреблении шатуны
Мы предоставляем анализ стоимости восстановленных шатунов по сравнению с отраслевыми стандартами, а также цены на новые шатуны. Мы верим в предварительные и справедливые цены на все наши детали шатунов для дизельных двигателей без скрытых затрат или наценок.
Мы всегда производим восстановленные детали шатунов в соответствии со спецификациями производителей оригинального оборудования. Это означает, что восстановленный шатун полностью модернизируется до нового качества. В некоторых случаях шатун модернизируется до лучшего, чем новый, с использованием новейших технологий, чем было доступно в предыдущем шатуне. Все наши шатуны модернизируются, а не ремонтируются.Мы не просто «ремонтируем», мы восстанавливаем модернизированный шатун в соответствии с теми же стандартами, по которым он был протестирован в день отправки с завода.
Наш восстановленный процесс шатуна
Краткое описание процесса восстановления со всеми восстановленными шатунами, которые мы получаем, выглядит следующим образом:
1. Шатун двигателя очищен
2. Осмотр шатунов двигателя
3. Контроль качества определяет, подходят ли шатуны для процесса восстановления
4. Шатуны двигателя имеют магнитный флюс
Шатуны двигателя имеют магнитный флюс
5. Шатуны обработаны в соответствии со спецификациями OEM
6. Шатуны доведены до правильного стандартного диаметра
7. Шатуны проверены на равномерное распределение и нагрузку на системы подшипников штока
8. Установлены новые втулки
9. Втулки обрабатываются на всех щеточных шатунах.
10. Шатун двигателя проверяется на изгиб и скручивание.
11. Машины Sunnen и Berco совершенствуют модернизированный шатун
12.Контроль качества выполняет внутренний и внешний осмотр всей шатуна дизеля перед отгрузкой
В дополнение к вышеупомянутым 12 шагам наши точные стандарты контроля качества обеспечивают восстановление межцентрового баланса в восстановленном шатуне, проверка щеток поршневого пальца, изменение их размера и их полная замена, измерения между поршнями отверстие и кривошип повторно взяты для обеспечения надлежащей структурной целостности. Наконец, в большинстве случаев мы поставляем новые податливые болты и новый крутящий момент вместе с заказом. См. Ниже полный процесс контроля качества наших восстановленных деталей шатуна.
См. Ниже полный процесс контроля качества наших восстановленных деталей шатуна.
Краткое описание нашей полностью реконструируемой 16-точечной шатуна
Полная разбивка процесса восстановления штоков двигателя выглядит следующим образом:
Первым шагом при восстановлении шатуна является осмотр всей детали на предмет структурных повреждений и существующей целостности. Мы проверяем основной кабан и малый кабан на предмет царапин и трещин, а также измеряем прямолинейность шатуна двигателя и внутренних компонентов.Проверяем все гайки и резьбы на предмет повреждений и износа. Мы производим магнафлюкс всех наших восстановленных шатунов. Документируем и отмечаем поврежденные участки. Также тщательно осматриваем дальнюю балку дизельного шатуна. Если в основной балке обнаружены трещины, мы считаем ее непригодной для восстановления. Наши процессы инспекции и контроля качества являются одними из самых строгих в отрасли. Мы являемся механическим цехом уровня ISO9001 и должны соблюдать строгие правила восстановления шатунов.
Во-вторых, разбираем все компоненты восстановленного шатуна. Снимаем колпачок со стержня и готовим к чистке. Очень важно отметить каждую деталь, чтобы обеспечить правильную сборку. Каждая крышка и стержень отмечены в соответствующем наборе.
Третий этап — протравка шатуна двигателя. Мы выгравировали номер сотрудника и дату по юлианскому календарю на крышке и поверхности шатуна. Это необходимо для того, чтобы мы могли отслеживать, какие работы по восстановлению были выполнены на восстановленном шатуне и каким из наших специалистов по стержням двигателя.
Четвертым этапом при восстановлении шатуна дизеля является дальнейшая проверка болтов. Мы проверяем каждый болт на структурную целостность и документируем наши выводы.
Пятый этап — дробеструйная обработка шатунов. Наша машина для дробеструйной обработки шатунов очищает и укрепляет модернизированный шатун, в результате чего поверхность металла становится более плотной. Обычно мы сначала производим дробеструйную очистку колпачков и лопастей, а затем полностью дробем шатун.Дробеструйная обработка металлической поверхности приводит к ее пластическому растеканию, что приводит к изменению элементных свойств поверхности. Процесс дробеструйной обработки деталей шатуна снимает напряжения, возникающие во время первоначального изготовления или шлифования металлической детали. Также очень важно уменьшить нагрузку на детали шатунного подшипника на месте. Если шатунные подшипники изношены, это вызывает нагрузку на другие жизненно важные компоненты. В процессе эти отрицательные напряжения заменяются положительными сжимающими напряжениями на восстановленных шатунах.В зависимости от материала, используемого в шатунном шатуне, геометрия в процессе дробеструйного упрочнения шатуна может увеличить общий усталостный ресурс восстановленного шатуна до 1000%. Тип дробеструйного материала, интенсивность, качество, охват дробеструйной обработки — все это влияет на эффективность процесса упрочнения.
Обычно мы сначала производим дробеструйную очистку колпачков и лопастей, а затем полностью дробем шатун.Дробеструйная обработка металлической поверхности приводит к ее пластическому растеканию, что приводит к изменению элементных свойств поверхности. Процесс дробеструйной обработки деталей шатуна снимает напряжения, возникающие во время первоначального изготовления или шлифования металлической детали. Также очень важно уменьшить нагрузку на детали шатунного подшипника на месте. Если шатунные подшипники изношены, это вызывает нагрузку на другие жизненно важные компоненты. В процессе эти отрицательные напряжения заменяются положительными сжимающими напряжениями на восстановленных шатунах.В зависимости от материала, используемого в шатунном шатуне, геометрия в процессе дробеструйного упрочнения шатуна может увеличить общий усталостный ресурс восстановленного шатуна до 1000%. Тип дробеструйного материала, интенсивность, качество, охват дробеструйной обработки — все это влияет на эффективность процесса упрочнения.
Шестой этап в процессе восстановления шатуна двигателя — это снятие и утилизация втулки пальца. Эти детали в модернизированном шатуне снимаются с помощью пресса.
Седьмой этап — шлифование / фрезерование стержней двигателя. Мы шлифуем или фрезеруем восстановленный шатун до диаметра крышки от 0,001 до 0,005 дюйма в соответствии со спецификациями OEM. Важно, чтобы отверстие было полностью круглым. Большинство старых шатунов скручены и изношены. Путем шлифовки шатун двигателя восстанавливается до оригинального качества. Процесс шлифования — это то, в чем мы преуспеваем. Наши кофемолки — одни из лучших в мире. Владелец компании старательно отыскивал лучших в мире машинистов.Это их талант, смешанный с нашей программой наставничества, которая позволяет выпускать высококлассных станков, которые создают лучшие отремонтированные шатуны, которые можно купить за деньги.
Восемь ступеней для удаления заусенцев с шатуна двигателя. После завершения процесса шлифования детали очищаются от заусенцев специальным ленточным шлифовальным инструментом для удаления острых кромок. Острые кромки и дефекты шлифования будут отвергнуты, если их не обработать.
После завершения процесса шлифования детали очищаются от заусенцев специальным ленточным шлифовальным инструментом для удаления острых кромок. Острые кромки и дефекты шлифования будут отвергнуты, если их не обработать.
Девятый этап — собрать все готовые детали в восстановленный шатун в соответствии со спецификациями и правилами OEM.
Десятый этап — заточить отверстие в корпусе в соответствии со спецификациями OEM. С помощью хонинговального станка мы вносим очень точные изменения, чтобы сделать подвижные части в штоках двигателя очень гладкими. Все движущиеся части модернизированного шатуна должны скользить друг через друга с небольшой погрешностью.
Одиннадцатый этап при восстановлении шатуна дизеля — прессование новых втулок пальцев. Все конические стержни нагреваются для установки втулок. По сути, это означает, что при нагревании стержней выражается принцип теплового расширения.Металл расширяется, и втулки пальцев вставляются. Когда металл вокруг втулки штифта остынет, достигается идеальная посадка.
Когда металл вокруг втулки штифта остынет, достигается идеальная посадка.
Двенадцатый этап заключается в заточении втулки пальца в соответствии с техническими требованиями изготовителя оборудования для межцентрового перемещения. Здесь очень небольшая погрешность. Малое и большое отверстие должны быть точно отцентрованы друг относительно друга. Например, точные радиусы каждого отверстия должны быть синхронизированы друг с другом. Если центральные точки будут отклонены даже немного, весь шатун дизеля выйдет из строя.
Тринадцатый этап — это окончательная проверка готовой работы на всех стержнях двигателей. Наш отдел контроля качества использует инструменты тестирования, отличные от инструментов наших механиков, чтобы мы могли получить точный независимый анализ выполняемой работы. Мы сверяем все размеры с базами данных спецификаций шатунов двигателей для восстановителей. Мы также проверяем все размеры по спецификациям OEM. См. Ниже контрольный список контроля качества восстановленных шатунов.
Четырнадцатый этап — полировка восстановленного шатуна. Полируем восстановленный шатун диском Scotch Brite. Важно отшлифовать шатуны, оставшиеся после ремонта, чтобы еще больше сгладить микроскопические дефекты.
Пятнадцатый этап — это нанесение на восстановленные шатуны Cosmoline. Cosmoline — давний химикат для защиты от ржавчины. Cosmoline используется уже почти сто лет и был популярен во время Второй мировой войны.Покрытие является антикоррозийным средством MIL-C-11796C класса 3. Использование cosmoline предохраняет восстановленные шатуны от ржавчины во время длительных заграничных поездок или в местах с высокой влажностью.
Шестнадцатый и последний этап — мы упаковываем восстановленные детали шатуна и отправляем их. После отгрузки мы проверяем содержание заказа на работу и подаем все записи формы гарантийных претензий, перечисленные в заказе.
Процесс контроля качества для любого шатуна двигателя
Процесс контроля качества восстановленных шатунов выглядит следующим образом:
1. Тяговое задание и стержни двигателя
Тяговое задание и стержни двигателя
1a. Осмотрите комплекты механической обработки
1b. Проверьте большие и маленькие концы
1c. Перегретые помещения
1г. Звонки
1e. Прямолинейность
2. Проверьте спецификации в наряде на работу
3. Проверьте настройку калибраторов круглого сечения
4. Проверьте калибры и первую деталь после шлифования
5. После завершения хонингования проверьте размеры и диаметр
6. Проверьте калибр малого диаметра
7. Проверьте межцентровое расстояние и размер пальца на запястье
8. Проверьте диапазон крутящего момента
9.Проверьте калибры и первую деталь после втулки Окончательная версия
10. Проверьте оформление документов
11. Проверьте упаковку
12. Подтвердите состояние восстановленных шатунов и передайте их на отгрузку
Программа гарантии на 1 год
ВОССТАНОВЛЕННЫЕ РАСПРЕДВАЛЫЕ ВАЛЫ, ПОДЪЕМНИКИ / ПОДЪЕМНИКИ, СОЕДИНИТЕЛЬНЫЕ ШТОКИ, КОЛЕНЧАТЫЕ ВАЛЫ, ГОЛОВКИ ЦИЛИНДРОВ, БЛОКИ ЦИЛИНДРОВ, ДВИГАТЕЛИ
Capital Reman Exchange, LLC гарантирует неограниченную гарантию на восстановленную продукцию, которая включает в себя 12 месяцев гарантии на восстановленные изделия, включая отсутствие дефектов материала или дефектов материала. миль, из которых первые 6 месяцев будут включать запчасти и ремонт.Во вторые 6 месяцев будут включены запасные части или компоненты, новые или восстановленные в соответствии со спецификациями OEM. Прочтите всю гарантийную программу здесь.
миль, из которых первые 6 месяцев будут включать запчасти и ремонт.Во вторые 6 месяцев будут включены запасные части или компоненты, новые или восстановленные в соответствии со спецификациями OEM. Прочтите всю гарантийную программу здесь.
Свяжитесь с торговым представителем Capital Reman сегодня для получения дополнительной информации о шатунах!
Позвоните в Capital Reman Exchange сегодня по телефону 1-844-239-8101 , чтобы получить немедленное обслуживание продаж или прочтите нашу страницу часто задаваемых вопросов, чтобы узнать больше.
Комплект кованого поршня и шатуна + шпилька с головкой 118 мм + декомпрессоры MLS — SPA TURBO USA
для VW 827 1.Двигатели 8 8V не подходят для ABA, AGG или других высоких блоков.
Номинальный диаметр отверстия: 83,5 мм (увеличить рабочий объем двигателя до 1892 куб. См)
См)
Рекомендуемый зазор между отверстием поршня и отверстием: 0,08 мм (Для закиси азота или экстремальных условий проконсультируйтесь с вашим производителем)
Канавки под поршневые кольца: 1,5 мм / 1,5 мм / 2,0 мм
Высота сжатия: 32,40 мм.
Объем тарелки: 17,3 куб. См
Смещение пальца: 1,10 мм.
Материал: Кованый алюминий 4032 T6.
Средний вес поршня (блок, без пальца): 319 г (11.25 унций).
Рассчитан на 1000 л.с.
Инновационная конструкция высокопроизводительной юбки поршня, которая обеспечивает:
1. Меньший зазор между поршнем и отверстием
2. Меньший шум
3. Лучшее кольцевое уплотнение
4. Повышенная мощность
5. Долговечность
Характеристики:
Канавки, предотвращающие детонацию: защищают верхнее кольцо, разрушая волны детонации, и уменьшают контакт поршня с цилиндром в условиях высоких температур и оборотов двигателя.
Накопительная канавка: накапливает остаточные газы сгорания, уменьшая вибрацию верхнего кольца и улучшая уплотнение.
Смазка шпильки маслом с помощью протяжек и масленки для уменьшения трения и увеличения срока службы.
Поршневой палец
Super A для VW827 (63,45 мм) — набор из 4 предметов
Для двигателей VW 827 (поршни Super A)
Размеры: 63,45 мм x 20 мм (длина x внешний диаметр)
Средний вес устройства: 116 г (4,09 унции)
Расчетная мощность 1.000 л.с.
Изготовлен из специальных стальных сплавов, сочетающих оптимальную массу с высокой прочностью.
VW 144 мм x 20 мм Super A шатун с болтом 3/8 дюйма (1000 л.с.
Для двигателей AGU TDI AEB 8V 16V и других двигателей VW с шатунами OEM 144 мм.
Расстояние между центрами: 144 мм (5,669 дюйма).
Размер большого конца: 50,60 мм (1,992 дюйма).
Размер малого конца: 20 мм (0,787 дюйма).
Для до: 1000 л.с.
SPA800 Болты 3/8 «
Момент затяжки: 6 кгс / мин (43,4 фунт-фут).
4340 сталь кованая.
595 г (20,98 унций) каждый стержень с болтами
Набор из 4 шт.
3 масляных канала на малом конце и 3 масляных канала на большом конце для максимальной смазки пальца.
VW 8v / 16v ABA ABF MLS Прокладка декомпрессионной головки
Специальная прокладка головки блока цилиндров для турбоконверсии
С этой специальной многослойной металлической прокладкой головки блока цилиндров Turbo
Понижение сжатия уже встроено в уплотнение.
(шлифованный и с покрытием)
Подходит для поршней с увеличенным диаметром до 84,00 мм, без проблем может использоваться и с отверстиями меньшего диаметра.
Степень сжатия НОВИНКА будет зависеть от используемого двигателя.
Производитель: SPA TURBO
Код двигателя: Все блоки объемом 2 литра VW 8V и 16V (в некоторых случаях могут потребоваться небольшие модификации)
9A, 6A, ACE, 2E, ADY, ACX ABF, AGG, AKR, ABA, ABBOT, ADW, AAD, AAE, CAST OFF, 3A, SD.
По аналогии с оригинальными номерами / сравнимыми номерами производителей
VW: 048103383B
VW: 053103383
VW: 053103383A
VW: 053103383B
VW: 53103383
ELWIS ROYAL: 0056010
PAYEN: BT814 CAR48BEC
MEGA
MEGA : 915. 590
590
ELRING: 915.599
FEBI BILSTEIN: 15558
GLAZIER: 50151
GOETZE: 30-027257-20
REINZ: 61-28290-00
SPESSO: 21194/7620
SWAG: 32 91 5558
REINZ: 61
Мы эксперты VW Turbo!
VW MKI MKII GTI PB 1.8L 2.0L 8v SOHC 118 мм шпилька с головкой
Набор шпилек головки блока цилиндров VW длиной 118 мм (этот элемент) или 136 мм для более высоких блоков.
Они подходят для головок блока цилиндров VW 8V более раннего и старого образца.
Набор содержит 10 шпилек, 10 шайб и 12-гранные гайки (вам понадобится 12-гранная головка 1/2 или 13 мм).
Шпильки предназначены для резьбы M11. Перед покупкой подтвердите наличие болтов от производителя.
Они заменят 93-мм болты OEM.
Максимальный крутящий момент — 72 фут / фунт
 Номинальный диаметр отверстия: 83,5 мм (увеличение объема двигателя до 1892 куб. См)
Номинальный диаметр отверстия: 83,5 мм (увеличение объема двигателя до 1892 куб. См)Рекомендуемый зазор между отверстием поршня и отверстием: 0.08 мм (Для закиси азота или экстремальных условий проконсультируйтесь со своим производителем)
Канавки под поршневые кольца: 1,5 мм / 1,5 мм / 2,0 мм
Высота сжатия: 32,40 мм.
Объем тарелки: 17,3 куб. См
Смещение пальца: 1,10 мм.
Материал: Кованый алюминий 4032 T6.
Средний вес поршня (без штифта): 319 г (11,25 унции).
Рассчитан на 1000 л.с.
Инновационная конструкция высокопроизводительной юбки поршня, которая обеспечивает:
1. Меньший зазор между поршнем и отверстием
2.Меньше шума
3. Лучшее кольцевое уплотнение
4. Повышенная мощность
5. Долговечность
Характеристики:
Канавки, предотвращающие детонацию: защищают верхнее кольцо, разрушая волны детонации, и уменьшают контакт поршня с цилиндром в условиях высоких температур и оборотов двигателя.
Накопительная канавка: накапливает остаточные газы сгорания, уменьшая вибрацию верхнего кольца и улучшая уплотнение.
Смазка шпильки маслом с помощью протяжек и масленки для уменьшения трения и увеличения срока службы.
Поршневой палец
Super A для VW827 (63,45 мм) — набор из 4 предметов
Для двигателей VW 827 (поршни Super A)
Размеры: 63,45 мм x 20 мм (длина x внешний диаметр)
Средний вес устройства: 116 г (4,09 унции)
Расчетная мощность 1.000 л.с.
Изготовлен из специальных стальных сплавов, сочетающих оптимальную массу с высокой прочностью.
VW 144 мм x 20 мм Super A шатун с болтом 3/8 дюйма (1000 л.с.
Для двигателей AGU TDI AEB 8V 16V и других двигателей VW с шатунами OEM 144 мм.
Расстояние между центрами: 144 мм (5,669 дюйма).
Размер большого конца: 50,60 мм (1,992 дюйма).
Размер малого конца: 20 мм (0,787 дюйма).
Для до: 1000 л.с.
SPA800 Болты 3/8 «
Момент затяжки: 6 кгс / мин (43,4 фунт-фут).
4340 сталь кованая.
595 г (20,98 унций) каждый стержень с болтами
Набор из 4 шт.
3 масляных канала на малом конце и 3 масляных канала на большом конце для максимальной смазки пальца.
VW 8v / 16v ABA ABF MLS Прокладка декомпрессионной головки
Специальная прокладка головки блока цилиндров для турбоконверсии
С этой специальной многослойной металлической прокладкой головки блока цилиндров Turbo
Понижение сжатия уже встроено в уплотнение.
(шлифованный и с покрытием)
Подходит для поршней с увеличенным диаметром до 84,00 мм, без проблем может использоваться и с отверстиями меньшего диаметра.
Степень сжатия НОВИНКА будет зависеть от используемого двигателя.
Производитель: SPA TURBO
Код двигателя: Все блоки объемом 2 литра VW 8V и 16V (в некоторых случаях могут потребоваться небольшие модификации)
9A, 6A, ACE, 2E, ADY, ACX ABF, AGG, AKR, ABA, ABBOT, ADW, AAD, AAE, CAST OFF, 3A, SD.
По аналогии с оригинальными номерами / сравнимыми номерами производителей
VW: 048103383B
VW: 053103383
VW: 053103383A
VW: 053103383B
VW: 53103383
ELWIS ROYAL: 0056010
PAYEN: BT814 CAR48BEC
MEGA
MEGA : 915.590
ELRING: 915.599
FEBI BILSTEIN: 15558
GLAZIER: 50151
GOETZE: 30-027257-20
REINZ: 61-28290-00
SPESSO: 21194/7620
SWAG: 32 91 5558
REINZ: 61
Мы эксперты VW Turbo!
VW MKI MKII GTI PB 1.8L 2.0L 8v SOHC 118 мм шпилька с головкой
Набор шпилек головки блока цилиндров VW длиной 118 мм (этот элемент) или 136 мм для более высоких блоков.
Они подходят для головок блока цилиндров VW 8V более раннего и старого образца.
Набор содержит 10 шпилек, 10 шайб и 12-гранные гайки (вам понадобится 12-гранная головка 1/2 или 13 мм).
Шпильки предназначены для резьбы M11. Перед покупкой подтвердите наличие болтов от производителя.
Они заменят 93-мм болты OEM.
Максимальный крутящий момент — 72 фут / фунт
Использование и хранение
Мы используем личную информацию, которую мы собираем, чтобы: предоставлять и улучшать наши Услуги, предоставлять вам персонализированный опыт на наших сайтах (особенно, предлагая вам услуги и предметы, которые могут вам понравиться), связываться с вами по поводу вашей учетной записи и наших Услуг, предоставлять вы обслуживаете клиентов, предоставляете вам персонализированную рекламу и маркетинг, а также выявляете, предотвращаете, уменьшаете и расследуете мошеннические или незаконные действия.
Мы храним вашу личную информацию до тех пор, пока она необходима и актуальна для нашей деятельности. Кроме того, мы можем хранить личную информацию из закрытых учетных записей в соответствии с национальными законами, предотвращать мошенничество, собирать любые причитающиеся сборы, разрешать споры, устранять проблемы, помогать в любом расследовании, обеспечивать соблюдение нашего Пользовательского соглашения и предпринимать другие действия, разрешенные или требуемые действующим национальным законодательством. законы.
законы.
Гарантийные обязательства
SPA Turbo предлагает годовую гарантию с неограниченным пробегом на все проданные детали, если не указано иное.Мы предлагаем только самые качественные детали, но в некоторых редких случаях есть дефекты производителя. Если у вас есть дефектный элемент по гарантии, мы предлагаем варианты, которые упростят вам гарантийное обслуживание, и вышлем вам новую запчасть для замены. Однако наша гарантия не распространяется на любой труд, который может быть связан с вашим ремонтом. В большинстве случаев у вас есть следующие варианты гарантийного обслуживания:
1) Вы можете вернуть нам товар по гарантии для замены.
2) Вы можете внести залог и получить замену заранее.Как только вы вернете нам гарантийный товар, ваш залог будет возвращен. В любом случае мы оплачиваем доставку в пределах континентальной части США.
Не забудьте указать контактный номер (а) и адрес электронной почты. Наши специалисты свяжутся с вами, чтобы дать советы по устранению неполадок или организовать замену.
Претензия по гарантии
Если у вас возникнут проблемы с одной из наших деталей, нам необходимо будет обработать гарантийную претензию. Если деталь не была установлена, свяжитесь с нами, и мы сможем заказать нужные детали.
Следующая информация должна быть отправлена по электронной почте на адрес [email protected] перед отправкой любой замены.
- Сопроводительное письмо с вашим именем, номером счета и проблемой. Отправьте на имя, если оно было отправлено в другое место.
- фотографии и описание проблемы, а также двигателя, на который была установлена эта деталь.
Юридическая гарантия Версия
Мы гарантируем, что все автомобильные детали не будут иметь дефектов материалов и изготовления в течение периода, указанного в вашем счете.Он начинается с даты покупки. Эта гарантия не распространяется на детали, если инструкции по установке не соблюдаются полностью. Если инструкции отсутствуют, работа должна выполняться лицензированным механиком.
Если инструкции отсутствуют, работа должна выполняться лицензированным механиком.
Настоящая гарантия не покрывает никаких расходов, понесенных при снятии и / или повторной установке автозапчастей. В частности, эта гарантия не покрывает никаких расходов на ВРЕМЯ, АРЕНДУ ИЛИ ДРУГИЕ ЧАСТИ, не купленные у нас, или ЛЮБОЙ ТРУД. Эта гарантия распространяется только на ремонт или замену детали.Эта гарантия предоставляется только первоначальному покупателю детали. Эта гарантия не применяется и будет аннулирована, если проданная автозапчасть была повреждена в результате неправильного использования, неправильного использования, несчастного случая, небрежного отношения или изменения, или если она была отремонтирована кем-либо, кроме нас. Ваша гарантия будет аннулирована, если деталь выйдет из строя из-за неправильной установки. Если в проданной автомобильной детали обнаружатся дефекты материала или изготовления в течение гарантийного срока, верните нам автозапчасть с предоплатой почтовых расходов вместе со своим счетом-фактурой. Ваш счет-фактура с датой подтвердит ваше право на гарантию. Мы, по нашему усмотрению, бесплатно заменим или отремонтируем деталь и вернем ее вам с предоплатой почтовых расходов.
Ваш счет-фактура с датой подтвердит ваше право на гарантию. Мы, по нашему усмотрению, бесплатно заменим или отремонтируем деталь и вернем ее вам с предоплатой почтовых расходов.
ЯВНАЯ ГАРАНТИЯ, ПРЕДСТАВЛЕННАЯ ВЫШЕ, ЯВЛЯЕТСЯ ИСКЛЮЧИТЕЛЬНОЙ И НИКАКИХ ДРУГИХ ГАРАНТИЙ ИЛИ КАКИХ-ЛИБО ГАРАНТИЙ, УСТАВНЫХ, УСТНЫХ, ПИСЬМЕННЫХ, ЯВНЫХ ИЛИ ПОДРАЗУМЕВАЕМЫХ, ВКЛЮЧАЯ ЛЮБЫЕ ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ КОММЕРЧЕСКОЙ ЦЕННОСТИ ИЛИ ПРИГОДНОСТИ ДЛЯ ЧАСТИ. НИКАКИХ ГАРАНТИЙ НЕ ДОПУСКАЕТСЯ ЗА ПРЕДЕЛАМИ ОПИСАНИЯ НА ЛИЦЕ ЗДЕСЬ.ИСКЛЮЧИТЕЛЬНЫЕ СРЕДСТВА ЗАЩИТЫ ПОТРЕБИТЕЛЕЙ ЗА НАРУШЕНИЕ ГАРАНТИИ И ЕДИНСТВЕННЫЕ ОБЯЗАТЕЛЬСТВА, ВОЗНИКАЮЩИЕ ИЗ НАРУШЕНИЯ ГАРАНТИИ ИЛИ В СВЯЗИ С НАРУШЕНИЕМ ГАРАНТИИ, БУДУТ УКАЗАНЫ ЗДЕСЬ. МЫ ЯВНО ОТКАЗЫВАЕМСЯ ОТ ОТВЕТСТВЕННОСТИ ЗА СЛУЧАЙНЫЕ И КОСВЕННЫЕ УБЫТКИ, ВЫЗВАННЫЕ ПРОДАННОЙ АВТО ЧАСТЬЮ.
Обменная политика
Если вам нужно обменять свой предмет, вы можете обменять соответствующие предметы через [email protected].
Если предмет, который вы хотите вернуть, не подлежит обмену или вы получили его в подарок, вам необходимо вернуть исходный предмет и разместить новый заказ.
Примечание:
Если товар, который вы обмениваете, стоит меньше вашей первоначальной покупки, мы вернем вам разницу.
Эта политика относится к цвету / размеру или в том случае, если она не подходит только к вашему автомобилю.
Политика возврата
Предметы могут быть возвращены и заменены в течение 30 дней с момента заказа.
Вам необходимо сообщить нам номер для отслеживания, чтобы мы могли сообщить об этом в наш центр выполнения. После получения товара потребуется 2 рабочих дня для обработки возврата и 3-5 рабочих дней для отображения суммы возврата на вашем счету.
На этикетке возврата будет указано, что вы должны вернуть товар за свой счет.
Если вы возвращаете дефектный, поврежденный или неправильный товар, пожалуйста, свяжитесь с нами перед отправкой товара.
Часть 7 — Шатун
Полная потеря двигателя из-за ослабления 1 комплекта болтов шатуна на судне
НИКОГДА! использовать новые и бывшие в употреблении сборочные компоненты на одном шатуне
Размеры и состояние шатуна
Сопрягаемые поверхности болтов и резьбы должны быть в надлежащем состоянии и не должны подвергаться воздействию грубого обращения, поскольку небольшие повреждения могут быть исходной точкой усталостных трещин.
Примечание: Новые шатунные болты дешевле …. чем новый двигатель!
Всякий раз, когда это наверняка известно большинству из нас … но вот наша рекомендация о том, что необходимо для получения надежных измерений для правильных решений:
- измерения например диаметр и овальность шатуна
корпуса требует полностью затянутых болтов шатуна с
шатунного вала в сборе! - также требует использования соответствующей смазки для болтов и гаек
(в соответствии с рекомендациями производителя вашего двигателя)
=> см. Sidekick 1
Sidekick 1 - также требует, чтобы температура корпуса, калибровочного
и измерительного прибора была как можно более одинаковой.
=> см. Sidekick 2 - также требует калибровки вашего измерительного устройства перед измерительным прибором
Sidekick 1
Если вы хотите обеспечить правильную работу компонента двигателя, такого как f.е. поршня, головки блока цилиндров и, конечно же, шатуна, важно использовать подходящую смазку для сборки деталей (болт, гайка и т. д.).
Чтобы гарантировать это, все производители двигателей «Инструкции по эксплуатации» содержат информацию о том, что вид смазки, которую должен использовать . Важно понимать, что это инструкция, а не просто рекомендация, которую вы можете игнорировать или пренебрегать, если подходящая смазка недоступна. Игнорирование или пренебрежение этой инструкцией может привести к значительному отклонению требуемых усилий затяжки! И если это произойдет… удачи вашему двигателю . ..
..
Сколько смазки мне следует использовать? Много помогает? Нет, совсем наоборот. Задача смазки — уменьшить трение между резьбой болтов и гаек. Достаточно тонкого слоя смазки; если иное не указано производителем двигателя. При окончательной сборке поршней мы используем (не смейтесь) зубные щетки для меньшей резьбы и бутылочные щетки для большей резьбы, чтобы обеспечить лишь тонкий слой смазки.
Нужен пример? Вот он: сборка поршня MAN 16/24 со слишком большим количеством Molykote на резьбе болтов (погружение болтов в Molykote) приведет к ослаблению крутящего момента, который будет более чем на 40% ниже требуемого.Как следствие, при работе двигателя головка поршня расшатывается. Мы видели такие случаи на борту нескольких судов, когда несколько лет назад экипаж менял заводную головку …
Sidekick 2
По мере увеличения размера измеряемого объекта погрешность измерения также увеличивается при разнице температур между компонентом двигателя, калибрующим устройством и измерительным устройством.
Разница температур всего 6 ° C (предположительно 28 ° C корпуса и 22 ° C измерительного прибора) между корпусом шатуна с предполагаемым диаметром отверстия e.грамм. 450 мм, и измерительный прибор даст погрешность измерения ок. 0,03 мм! «Как новый» допуск в этом диапазоне диаметров обычно составляет всего +0,04 мм.
Состояние болтов шатуна
Поверхность болтов и резьбы должны быть в надлежащем состоянии и не подвергаться воздействию грубого обращения: небольшие повреждения могут быть отправной точкой усталостных трещин.
НИКОГДА! используйте новые и бывшие в употреблении сборочные компоненты на одном шатуне.
Правильная затяжка болтов шатуна
Убедитесь, что болты затянуты в полном соответствии с инструкциями производителя двигателя во всех отношениях, например, — этапы затяжки, правильная смазка и, конечно, => отсутствие использования молотков и других тяжелых инструментов.