Шатун поршня: конструкция, причины неисправности, ремонт
Шатун поршня обеспечивает передачу энергии от поршня к коленчатому валу. Первое применение таких деталей датируется концом III века н.э. Устройства, похожие на современные шатуны использовались на лесопилках в Малой Азии, принадлежавшей Римской империи. Они служили для преобразования вращательного движения водяного колеса в поступательно для привода пилы. Подобные конструкции были обнаружены при раскопках в Эфесе, которые датируются VI веком н.э.
Шатун в процессе работы совершает 2 вида движения – круговые, в месте соединения нижней головки с коленвалом, и возвратно-поступательные, в месте соединения верхней головки и поршня. При эксплуатации двигателя на данную деталь постоянно воздействуют высокие нагрузки.
В шатун входят следующие элементы:
- Верхняя головка (поршневая)
- Нижняя головка (кривошипная)
- Силовой стержень
Поршневая головка
Поршневой палец соединяет верхнюю головку с поршнем.
В первом случае в верхнюю головку пальца впрессовываются бронзовые или биметаллические втулки. Но это относится не ко всем двигателям. Существуют модификации, где этих втулок нет, а сам палец свободно вращается в отверстии головки шатуна благодаря зазору. Для обеспечения работоспособности подобной детали важно обеспечить смазывание поршневого пальца.
Для установки фиксированных пальцев в головке шатуна проделывается отверстие цилиндрической формы, изготовленное с очень высокой точностью. Диаметр этого отверстия меньше, чем диаметр поршневого пальца. Благодаря этому обеспечивается необходимый натяг при соединении двух деталей.
Верхняя головка шатуна имеет форму трапеции. Это позволяет увеличить опорную площадь поверхности при работе поршня и снизить разрушительное воздействие очень высоких нагрузок.
Кривошипная головка
Кривошипная головка служит для соединения шатуна и коленвала. В большинстве шатунов этот элемент разъемный, что обусловлено методом сборки двигателя. Крышка головки фиксируется на шатуне болтами, но в некоторых случаях для этих целей используют штифты или бандажное крепление.
На шатуне можно использовать лишь ту крышку, которая была установлена на заводе. Это обусловлено тем, что она имеет определенный вес и размер, и потому не может быть заменена на другую.
Разъем головки относительно расположения стержня может быть прямым (90° к оси) или косым (под определенным углом к оси). В V-образных ДВС применяется последний вид.
В нижней части шатунной головки находятся подшипники скольжения, схожие с коренными вкладышами коленчатого вала. Для их производства используется стальная лента, с внутренней стороны покрытая антифрикционным материалом, который обладает высокими противоизносными характеристиками.
Для подшипников скольжения шатунов, коренных подшипников коленвала, юбок поршней, распределительных валы, втулок пальцев, в дроссельной заслонке подходит антифрикционное твердосмазочное покрытие MODENGY Для деталей ДВС.
Данный материал эффективно снижает трение и износ, предотвращает заклинивание поршня в цилиндре и задир поверхностей. Он не разрушается при длительном воздействии моторного масла, предотвращает движение рывками, работает в режиме масляного голодания.
Благодаря аэрозольной упаковке с выверенными параметрами распыления нанесение покрытия не вызывает затруднений. Полимеризация материала происходит как при комнатной температуре, так и при нагреве.
Силовой стержень
Стержень шатуна имеет двутавровую форму и расширяется от верхней головки к нижней. В дизельных двигателях, в отличие от бензиновых, шатуны более прочные и массивные. В спорткарах для производства этих деталей используется алюминий, что способствует снижению массы автомобиля.
В дизельных двигателях, в отличие от бензиновых, шатуны более прочные и массивные. В спорткарах для производства этих деталей используется алюминий, что способствует снижению массы автомобиля.
Все шатуны в двигателе должны иметь одинаковую массу. В противном случае при работе ДВС будут сильные вибрации. Это требование распространяется также на обе головки детали. Для выравнивания веса шатунов их взвешивают на очень точных весах. После этого, выбрав самый легкий шатун, подгоняют массу других деталей под него путем снятия части металла на головках детали и с бобышек на стержне.
Каждый автопроизводитель стремиться снизить затраты на производство и уменьшить вес деталей кривошипно-шатунного механизма. Но, ввиду того, что при работе шатуны испытывают высокие нагрузки, уменьшение их массы может отрицательно отразиться на прочности.
Для бензиновых серийных ДВС при массовом производстве шатунов применяется метод литья из специального чугуна. При такой технологии изготовления обеспечивается идеальный баланс между себестоимостью и прочностью детали.
При такой технологии изготовления обеспечивается идеальный баланс между себестоимостью и прочностью детали.
Шатуны для дизельных силовых агрегатов производятся методом горячей ковки или штамповки из легированной стали, так как использование литья для таких ДВС неуместно. Прочность таких изделий гораздо выше, чем у литых, но их стоимость и производство обходится дороже.
В автомобилях с форсированными ДВС и спорткарах используются шатуны из алюминиевых и титановых сплавов. Это позволяет повысить мощность двигателя и снизить его вес. Вес таких деталей на 50 % меньше, чем у стальных и чугунных шатунов.
Болты крепления крышки шатунной головки изготавливают из высоколегированной стали. В отличие от обычной углеродистой стали предел текучести такого материала в 2-3 раза выше.
Износ деталей – основная причина выхода из строя шатуна. Ремонт верхней головки производится редко, а срок службы втулки эквивалентен ресурсу всего ДВС. Но существуют явления, при которых шатун может изогнуться или полностью разрушаться. Это происходит вследствие столкновения поршня с головкой блока, гидроудара или попадания в камеру абразивных веществ и посторонних предметов.
Но существуют явления, при которых шатун может изогнуться или полностью разрушаться. Это происходит вследствие столкновения поршня с головкой блока, гидроудара или попадания в камеру абразивных веществ и посторонних предметов.
Подшипники нижней головки изнашиваются по причине неудовлетворительного смазывания. Об этом свидетельствует удлинение шатунных болтов, изменение цвета частей вкладышей (чернеют) и шатунной головки (становится темно-синей), замятие вкладышей. В случае, если смазывание обеспечивалось должным образом, причиной поломки служит разрушение или износ самих подшипников.
Причинами поломки шатуна может быть засорение фильтров, недостаточный уровень моторного масла и его несвоевременная замена, потеря маслом рабочих свойств, попадание в цилиндр загрязнений и абразивов.
Ремонт шатунов возможен в следующих случаях:
-
При деформации стержня
-
При износе зазора в верхней головке
-
При износе зазора и поверхности нижней части головки
Ремонтные работы начинаются с тщательного осмотра деталей.
После осмотра можно производить ремонт. Качество работ напрямую зависит от точности специального оборудования.
Добиться нужного размера зазора нижнего шатуна позволяет снятие некоторого количества металла с поверхности крышки головки. Затем крышку следует установить на штатное место и зафиксировать при помощи болтов.
При расточке отверстия головки нужно учитывать заданный размер детали. Операция выполняется на расточном или универсальном станке. После этого выполняется хонингование.
Операция выполняется на расточном или универсальном станке. После этого выполняется хонингование.
При увеличенном зазоре под поршневой палец необходимо поменять бронзовую втулку под верхнюю головку. Новая деталь в процессе приработке примет нужный размер. Следует учитывать, что отверстия втулки и головки должны совместиться, иначе моторное масло, выходящее из поршня, не попадет на поршневой палец.
После расточки следует взвесить шатуны и подогнать их по массе. Для этой процедуры используется самая легкая деталь.
Шатунные вкладыши дополнительно следует обработать антифрикционным покрытием MODENGY Для деталей ДВС.
Возврат к списку
Поршень и шатун фото
Разборка крышки шатуна
Расположите снятые детали (шатуны, крышки шатунов, вкладыши шатунных подшипников) в порядке их соответствия номерам цилиндров, чтобы обеспечить последующую правильную сборку.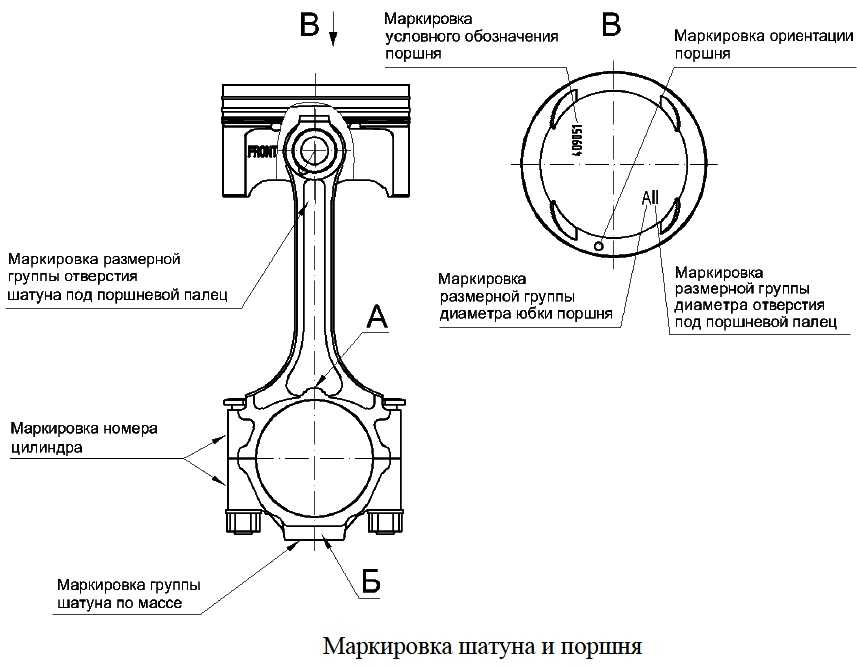
Рис. 2.71. Компоненты поршня и шатуна
Отверните болты крепления крышки шатуна, затем снимите крышку шатуна и нижний вкладыш шатунного подшипника.
Вытолкните поршень и шатун в сборе из блока цилиндров в направлении к поверхности под прокладку головки цилиндров.
Разборка и сборка узла поршня и шатуна (снятие и установка поршневого пальца)
Рис. 2.72. Разборка узла поршень-шатун
С помощью специальных инструментов (09234-33001 и 09234-33002) выполните разборку и сборку узла поршня и шатуна (рис. 2.72).
Поршневой палец запрессован в верхнюю головку шатуна, и поршень скользит по нему.
Набор специальных инструментов состоит из основания с подставкой и вставками, направляющих, переходников, штока-толкателя для снятия и штока-толкателя для установки. При снятии или установке поршневого пальца поршень удерживается на основании приспособления. Направляющие приспособления облегчают позиционирование поршневого пальца при его снятии и установке, когда шатун опирается на вставки подставки.
Рис. 2.73. Извлечение пальца с помощью пресса
Для снятия поршневого пальца уложите поршень на основание и расположите шатун на вставке подставки. Вставьте шток-толкатель (для снятия) через дугу верхней части основания в поршневой палец и извлеките палец с помощью пресса (рис. 2.73).
При установке нового пальца необходимо установить соответствующую вставку подставки для поддержки шатуна.
Расположите верхнюю головку шатуна внутри поршня. С одной стороны поршня вставьте соответствующую направляющую через поршень и шатун, затем слегка осадите направляющую от руки, чтобы она удерживалась поршнем. С другой стороны поршня вставьте поршневой палец и уложите вместе поршень и шатун на основание приспособления так, чтобы направляющая пальца была снизу.
Рис. 2.74. Направляющая центрирования шатуна
ПРИМЕЧАНИЕ
Направляющая необходима для центрирования шатуна относительно бобышек поршня. Если сборка выполнена правильно, то направляющая пальца будет стоять точно по центру отверстия дуги верхней части основания и касаться вставки подставки. Если используется направляющая пальца неправильного размера, то поршень (и шатун) и поршневой палец не будут находиться на одной оси с отверстием основания (рис. 2.74).
Если используется направляющая пальца неправильного размера, то поршень (и шатун) и поршневой палец не будут находиться на одной оси с отверстием основания (рис. 2.74).
Рис. 2.75. Схема запрессовки пальца в поршень и верхнюю головку шатуна
Вставьте шток-толкатель (для установки) через отверстие дуги верхней части основания до упора в переходник на поршневом пальце и с помощью гидравлического пресса заведите палец в поршень и верхнюю головку шатуна. Продолжайте запрессовку до момента, когда направляющая пальца упадет снизу основания и шток-толкатель упрется в дугу верхней части основания (рис. 2.75).
Не превышайте усилия 12500±5000 Н при запрессовке поршневого пальца в момент, когда шток-толкатель упрется в дугу верхней части основания.
Проверка поршня и поршневого пальца
Проверьте каждый поршень на отсутствие царапин, задиров, износа и других дефектов. Замените поршень при наличии дефектов.
Проверьте каждое поршневое кольцо на отсутствие изломов, повреждений или значительного износа. Замените дефектные кольца. При необходимости замены поршня одновременно следует заменить его поршневые кольца.
Убедитесь, что поршневой палец входит в бобышки поршня. Замените поршень и поршневой палец комплектом при наличии дефектов. При комнатной температуре под нажимом руки поршневой палец должен легко входить в отверстие поршня.
Проверка поршневых колец
Измерьте зазор между компрессионным кольцом и канавкой поршня (рис. 2.76).
Если измеренный зазор превышает предельно допустимое значение, установите новое поршневое кольцо и повторно измерьте зазор. Если измеренный зазор снова превышает предельно допустимое значение, замените поршень и кольца в сборе. Если измеренный зазор меньше предельно допустимого значения, замените только поршневые кольца.
Значения зазора между поршневым кольцом и канавкой поршня приведены ниже.
компрессионное кольцо №1 – 0,04–0,085 мм;
компрессионное кольцо №2 – 0,04–0,085 мм.
Предельно допустимое значение:
компрессионное кольцо №1 – 0,1 мм;
компрессионное кольцо №2 – 0,1 мм.
Рис. 2.77. Проверка зазора в замке поршневого кольца
Для измерения зазора в замке поршневого кольца установите поршневое кольцо в отверстие цилиндра (рис. 2.77).
Расположите кольцо под прямым углом к образующей стенки цилиндра, осторожно перемещая его вниз с помощью поршня.
Измерьте зазор в замке кольца плоским щупом (рис. 2. 78).
Если измеренный зазор превышает предельно допустимое значение, замените поршневое кольцо.
Значения зазора в замке поршневого кольца приведены ниже.
компрессионное кольцо №1 – 0,20–0,35 мм;
компрессионное кольцо №2 – 0,30–0,45 мм;
маслосъемное кольцо – 0,2–0,7 мм.
Предельно допустимое значение:
компрессионные кольца №1 и №2 – 1,0 мм;
маслосъемное кольцо – 1,0 мм.
При замене поршневых колец без расточки цилиндров в ремонтный размер проверяйте зазор в замке кольца в точке, расположенной в нижней части цилиндра (зона наименьшего износа).
Рис. 2.78. Измерение зазора в замке поршневого кольца
ПРИМЕЧАНИЕ
Идентификационная метка ремонтного размера расположена на верхней части поршневого кольца около замка кольца.
Рис. 2.79. Пазы вкладышей в крышке шатуна и шатуне
При установке крышки шатуна убедитесь, что метки номера цилиндра (сделанные при разборке) на шатуне и крышке шатуна совпали. При установке нового шатуна убедитесь, что фиксирующие пазы вкладышей в крышке шатуна и шатуне расположены с одной стороны (рис. 2.79).
Замените шатун при наличии повреждения торцевой поверхности верхней или нижней головок. Если присутствует изгиб или скручивание шатуна или поверхность отверстия под поршневой палец в верхней головке шатуна значительно изношена, замените шатун.
Сборка
Рис. 2.80. Установка расширителя маслосъемного кольца
Установите расширитель маслосъемного кольца (рис. 2.80).
Рис. 2.81. Схема установки верхнего скребка маслосъемного кольца
2.81. Схема установки верхнего скребка маслосъемного кольца
Установите верхний скребок маслосъемного кольца. Для установки скребка сначала установите один конец скребка между расширителем и канавкой поршня, затем, удерживая конец скребка, нажимайте пальцем на скребок, чтобы завести его в канавку, как показано на рисунке 2.81.
Не применяйте экспандер поршневых колец при установке скребков маслосъемного кольца.
Рис. 2.82. Установка нижнего скребка маслосъемного кольца
Установите нижний скребок маслосъемного кольца в соответствии с предыдущей процедурой (рис. 2.82).
Нанесите моторное масло на поршень и канавки поршня под кольца по всей окружности.
С помощью экспандера поршневых колец установите компрессионное кольцо №2.
Рис. 2.83. Схема установки компрессионного кольца №1
Установите компрессионное кольцо №1 (рис. 2.83).
Расположите замки колец как можно дальше друг от друга. Убедитесь, что замок какого-либо кольца не находится на оси поршневого пальца или перпендикулярном данной оси направлении (рис. 2.84).
2.84).
С помощью специального приспособления надежно зафиксируйте поршневые кольца на поршне перед установкой поршня в сборе в цилиндр.
Установите верхние вкладыши коренных подшипников в блок цилиндров.
Рис. 2.85. Установка нижнего вкладыша коренного подшипника в крышку шатуна
Установите нижние вкладыши коренных подшипников в крышки шатунов (рис. 2.85).
При установке убедитесь, что «передняя» метка на поршне и «передняя» идентификационная метка на шатуне направлены к передней части двигателя (к ремню привода ГРМ).
При установке нового шатуна убедитесь, что фиксирующие пазы вкладышей на шатуне и крышке шатуна расположены с одной стороны.
При сборке болты крепления крышек шатунов следует затягивать, используя угловой метод затяжки, следующим образом:
– нанесите масло на резьбу гаек крепления и места контакта шатуна гаек и болтов;
– затяните болты крепления крышек шатунов номинальным моментом затяжки.
Момент затяжки гаек крепления крышек шатунов: 32–35 Н·м.
Не устанавливайте повторно бывшие в эксплуатации (снятые при разборке) болты крепления крышек шатунов.
При установке новых болтов крепления крышек шатунов не затягивайте их более трех раз.
Проверьте боковой зазор между нижней головкой шатуна и соответствующей щекой коленчатого вала.
Шатун — деталь, которая передает усилие от поршня к коленчатому валу двигателя. Также через шатун поршень получает обратное инерционное движение. Шатун служит для передачи возвратно-поступательного движения поршня к коленчатому валу двигателя.
Движение шатуна отличается сложностью. Шатун имеет две головки, одна из которых соединена с поршнем, а другая прикрепляется к коленчатому валу. Верхняя головка движется аналогично поршню, то есть совершает возвратно-поступательное движение. Нижняя головка шатуна совершает круговое движение вместе с шейкой коленчатого вала.
Шатун позволяет эффективно реализовать преобразование возвратно-поступательного движения в движение вращательное. Для выполнения этой функции шатун получает шарнирное соединение как с самим поршнем, так и с коленчатым валом ДВС. Наиболее часто шатуны выполнены из стали. Методом их изготовления становится штамповка или ковка. Для высокофорсированных ДВС спортивных авто и другой специализированной техники шатуны могут отливать из титанового сплава.
Для выполнения этой функции шатун получает шарнирное соединение как с самим поршнем, так и с коленчатым валом ДВС. Наиболее часто шатуны выполнены из стали. Методом их изготовления становится штамповка или ковка. Для высокофорсированных ДВС спортивных авто и другой специализированной техники шатуны могут отливать из титанового сплава.
Поршневой палец может быть как фиксированным, так и плавающим. Фиксированный палец означает, что верхняя головка шатуна получает цилиндрическое отверстие, которое изготавливается с особой точностью для обеспечения строго определенного натяга в месте соединения с поршневым пальцем.
Плавающий палец подразумевает возможное наличие запрессованных в отверстие втулок, а также может вращаться в верхней головке шатуна и в бобышках поршня. Силовой стержень шатуна отличается тем, что имеет характерное сечение, называемое двутавровым. Указанный силовой стержень расширяется к нижней части.
Нижняя головка шатуна имеет разборную конструкцию. Сама головка также делится на две части. Верхняя часть выполнена единым целым с шатуном, а нижняя называется крышкой нижней головки шатуна. Такая особенность конструкции нижней головки шатуна позволяет реализовать эффективное соединение шатуна с шейкой коленвала. Крышка шатуна присоединяется к шатуну специальными направляющими болтами и гайками.
Сама головка также делится на две части. Верхняя часть выполнена единым целым с шатуном, а нижняя называется крышкой нижней головки шатуна. Такая особенность конструкции нижней головки шатуна позволяет реализовать эффективное соединение шатуна с шейкой коленвала. Крышка шатуна присоединяется к шатуну специальными направляющими болтами и гайками.
Шатунные болты находятся под большой нагрузкой в процессе работы ДВС, а также определяют правильное положение самой крышки шатуна. Указанные болты наиболее часто запрессованы в шатун, а гайки затянуты динамометрическим ключом.
Для достижения высочайшей точности в месте соединения двух составных частей нижней головки шатуна используется метод контролируемого раскалывания. Данная современная технология позволяет добиться идеальной поверхности для последующей максимальной плотности и точности прилегания крышки шатуна и нижней головки в месте излома.
Что следует понимать под определением «стуканул двигатель». Почему мотор начинает стучать. В каких случаях стук в двигателе указывает на поломку ДВС.
В каких случаях стук в двигателе указывает на поломку ДВС.
Назначение поршня в конструкции ДВС. Особенности и устройство поршня, маслосъемные и компрессионные кольца.
Назначение цилиндро-поршневой группы двигателя внутреннего сгорания. Особенности конструкции, поршень, кольца, гильза цилиндра. Износ и ремонт ЦПГ.
Причины появления нагара в камере сгорания, что такое нагар. Как почистить поршни двигателя и камеру сгорания от нагара, очистка без разборки двигателя.
Когда необходимо производить замену поршневых колец. Как устанавливать кольца на поршень при замене своими руками. Ресурс, колец, притирка и обкатка.
Как правильно подбирать поршневые кольца. Правильный подбор колец по размерам и материалам изготовления, как выбрать оригинальные кольца. Полезные советы.
Тебе также может понравиться
Улыбающаяся женщина сидит за рулем автомобиля и пьет кофе со льдом
user12150432
Современные машины находятся в номере студии.
digitalpen
Современные автомобили находятся в комнате студии
digitalpen
Красные современные автомобильные фары на черном фоне
user8818949
Крупным планом автомобиля заправки нефтяного топлива в азс
tonefotografia
Женская рука на ведущих колесах. за рулем современного автомобиля руль и руки крупным планом
artem_ermilov
Молодой человек стоял возле сломанной машине и звать на помощь.
vgstockstudio
clalinus
clalinus
Современный белый автомобиль
clalinus
Женщина выбирая автомобиль в автосалоне
senivpetro
studiogstock
Мужчина заправляет бензином топливо в машину на заправочной станции
jcomp
Пара путешественников с чемоданами персонажей
studiogstock
Красивая женщина обнимает машину в автосалоне
senivpetro
Женщина разговаривает с продавцом в автосалоне
senivpetro
Красивый мужчина, покупая автомобиль в автосалоне
senivpetro
Пара на пляже персонажей
studiogstock
Женщины на пляже персонажей
studiogstock
Женщина сидит в машине и получает ключи в автосалоне
senivpetro
Ручной обращается автомойка логотип фон
freepik
Коллекция логотипов для автомойки
freepik
Плоский синий логотип автомойки
freepik
Ручной обращается автомойка логотип фон
freepik
Автомойка полного сервиса с уборщиками команды очистки автомобиля 3 плоских баннеры абстрактный вектор изолированы
macrovector
Рамка видоискателя камеры
BiZkettE1
Женщина на дороге, наслаждаясь пейзажем
freepik
Люди ухаживают за растениями, работают садовники
freepik
Гоночный фон с клетчатыми флагами
starline
macrovector_official
Плоский синий логотип автомойки
freepik
macrovector
Плоский синий логотип автомойки
freepik
Вектор автор логотипы бесплатны для скачивания
freepik
Автомобильная стоянка на азс — концепция транспортировки энергии автомобиля
jcomp
Набор плоских логотипов автомобилей
freepik
Упаковка автомобильных логотипов
freepik
Коллекция автомобилей с логотипом
freepik
Ручной обращается автомойка логотип фон
freepik
Автомобили транспорт вид сверху набор иконок изолированных векторных иллюстраций
macrovector
Трехмерное изображение красного автомобиля, изолированных на белом фоне
rawpixel. com
com
Набор грузовиков и других автомобилей
freepik
Красочные седаны автомобилей, изолированных на белом вектор
rawpixel.com
Набор транспортных средств
brgfx
Коллекция автомобилей с логотипом
freepik
freepik
Красочное разнообразие современных автомобилей
freepik
Ассортимент фантастических силуэтов автомобилей
freepik
Набор передних и задних колес автомобилей
macrovector
Различные виды современного автомобиля
freepik
Плоский автомобиль с разными видами
freepik
freepik
Коллекция плоских автомобилей с боковым видом
freepik
Покупка, аренда нового или подержанного спортивного автомобиля
iconicbestiary
Красный спортивный автомобиль, изолированных на белом вектор
rawpixel.com
Автомобиль силуэты с различными конструкциями
freepik
Шаблон косметика брошюра
frimufilms
Три современных автомобилей в реалистическом стиле
freepik
Контент
Информация
Legal
Помощь
Социальные сети
Получи эксклюзивные ресурсы прямо на свой почтовый адрес
Copyright © 2010-2019 Freepik Company S. L. Все права защищены.
L. Все права защищены.
Регистрируясь на этом веб-сайте, ты принимаешь наши Условия использования и наше Политику конфиденциальности
Зарегистрироваться
И наслаждайся преимуществами
Увеличь свой ежедневный лимит скачиваний
Получи доступ к эксклюзивным предложениям и скидкам
Получи набор из 20 Премиум-ресурсов бесплатно, подписавшись на нашу рассылку
Уже есть аккаунт? Войти
Зарегистрироваться с аккаунтом социальной сети
Помощь с паролем
Введи своё имя пользователя или адрес электронной почты чтобы восстановить пароль. Ты получишь письмо с инструкциями. Если у тебя возникли проблемы с восстановлением пароля, свяжись с нами.
Здравствуйте!
В нашей рассылке вы найдете эксклюзивные дизайны, новости и рекламные предложения.
Подпишитесь и получите 20 векторов премиум
Да, получить Нет, продолжить без получения пакета
Мы защитим вашу личную информацию. Подробнее
Сообщить
Уведомление о нарушении Авторских Прав
Если ты являешься владельцем авторских прав или агентом, отвечающим за это, и считаешь, что любой контент на сайте Freepik нарушает авторские права твоей работы, ты можешь подать уведомление в DMCA для уведомления о ресурсах, которые могут представлять собой нарушение соответствующих лицензий
Сообщить о проблеме с загрузкой
Выбрать проблему, с которой ты столкнулся
Поздравляем! Теперь ты Премиум пользователь Freepik.

тепперь ты можешь использовать все наши ресурсы без атрибуции и еще ты сможешь скачивать ресурсы, помеченные значком Премиум.
Краткое описание лицензии
Наша лицензия позволяет вам использовать контент
- Для коммерческих и личных проектов
- В цифровых или печатных СМИ
- Можно использовать, неограниченное число раз в течение долгого времени
- В любой точке планеты
- Можно изменять, или создавать работы на основе данного контента
* Этот текст является только кратким описанием и не содержит никаких договорных обязательств. Для получения дополнительной информации, перед использованием контента прочитайте наши Условия использования.
Шатун двигателя и какие шатуны бывают.
Приветствую всех гостей моего сайта. Многие наверное заметили, что у меня уже есть достаточное количество статей про разные поршни, от простых до керамических. Но внезапно спохватившись, я осознал, что у меня на сайте нет ни одной статьи, про не менее важную и нагруженную деталь любого двигателя внутреннего сгорания — шатун. В ДВС эта деталь испытывает такие же нагрузки как и поршень, и даже больше. А важность качественного изготовления шатуна, ещё более значима, так как в нём находятся два подшипника, скольжения или качения, а сил, воздействующих на шатун, даже больше чем у поршня. В этой статье я попытаюсь рассказать всё, ну или почти всё о шатуне, рассказать какие они бывают, и т. д. и т. п.
Но внезапно спохватившись, я осознал, что у меня на сайте нет ни одной статьи, про не менее важную и нагруженную деталь любого двигателя внутреннего сгорания — шатун. В ДВС эта деталь испытывает такие же нагрузки как и поршень, и даже больше. А важность качественного изготовления шатуна, ещё более значима, так как в нём находятся два подшипника, скольжения или качения, а сил, воздействующих на шатун, даже больше чем у поршня. В этой статье я попытаюсь рассказать всё, ну или почти всё о шатуне, рассказать какие они бывают, и т. д. и т. п.
Основная задача детали двигателя, называемой шатун, это превращение поступательного движения поршня (вверх-вниз) во вращательное движение коленчатого вала. Верхняя головка шатуна соединена через стальной палец с поршнем, и воспринимает на себя давление газов сгорающей топливо-воздушной смеси. А нижняя головка шатуна передаёт давление газов на кривошипно-шатунный механизм коленвала и заставляет его крутиться. И при этих казалось бы простых движениях, шатун испытывает колосальные ,и в тоже время неравномерные (переменные) нагрузки.
К тому же в начале такта впуска и в конце такта сжатия, шатун тянет на себя и поршень и собственный вес, и всё это на больших оборотах, в итоге силы инерции пытаются его растянуть (разорвать). А на рабочем такте двигателя и такте выпуска, шатун наоборот сжимается от давления газов, давящих на поршень, и от сопротивляющегося коленчатого вала. То есть на больших оборотах, нагрузка на разрыв и нагрузка на сжатие, чередуются очень резко и быстро. Теперь я думаю вы представили, как и в каких условиях приходится работать этой детали.
Поэтому и требования о качестве изготовления шатуна, очень высоки. Ведь если он хоть немного не выдержит нагрузки и чуть деформируется, то поршневую группу тут же перекосит и начнёт прихватывать, а подшипники в его головках будут работать с перекосом, естественно перекос подшипников будет и при трении на шейках коленвала (и поршневого пальца тоже). В таком случае, ресурс двигателя резко устремится к нулю, к тому же как известно, поршневая и коленвал — это самые дорогие детали двигателя.
Шатун и подшипники его головок двухтактного 50 кубового мотора
Значит ясно, чтобы шатун выдержал вышеперечисленные нагрузки, его необходимо изготовить из прочной и высококачественной стали. А к шатунам и к материалу их изготовления у спортивного двигателя (форсированного, с надувом), требования ещё более жёсткие. При изготовлении, заготовку штампуют, и очень тщательно следят за образованием соответствующего профиля, который придает конструктивную жесткость детали. Так же очень важна полная одинаковость (особенно по весу) изготовления шатунов для многоцилиндровых двигателей, ведь если будет расхождение по массе даже на пару граммов, то повышенная вибрация на высоких оборотах, будет очень ощутима и вредна. Неудобство от вибрации будет ощущаться как водителем, так и самим двигателем, в итоге разрушение коренных подшипников коленвала, может произойти за считанные километры. Поэтому если вам придётся поменять один из нескольких шатунов вашего двигателя, настоятельно советую убедиться в том, что новый шатун весит точно столько же как и остальные шатуны.
Предостережение.
Многие «Кулибины», разобрав свой двигатель и увидев впервые шатуны, удивляются какой же он,, или они шероховатые. Тут же в их светлой голове возникает мысль: а не пригладить ли их наждаком или напильником. Всем настоятельно советую — не нужно, здесь народное творчество неуместно. И объясню почему: ведь при штамповке самым прочным получается верхний (наружный) слой металла, и именно поэтому все шатуны серийных двигателей не обрабатываются снаружи, после штамповки.
Шатуны мотоцикла Урал, вымирающая конструкция из-за плохой смазки подшипников и их малого ресурса. На фото Б — нормальный двутавровый шатун, а на фото В — шатун непрочной формы.
Ещё следует обратить внимание на центральную часть шатуна (стержень), которая имеет двутавровое сечение (исключение составляют шатуны некоторых моделей мотоциклов Урал). Многих «Кулибиных», у которых постоянно чешутся руки, так и подмывает пройтись по граням двутавра с болгаркой. Они обычно мыслят так: мол куда столько лишнего металла и веса, а вот если это дело удалить и этим облегчить шатун, то мотор закрутится веселее. Но ребятки, неужели вы умнее японских инженеров, которые годами только и думают, как заставить крутиться двигатель резвее и выжать из него максимальную мощность. Посмотрите на фото (специально помещённое мной внизу текста) шатунов с японских спортбайков, у которых мощи явно поболее чем у вашего оппозита. Почему то на них двутавровое сечение сохранено. А дело в том, что именно двутавровая форма придаёт шатуну максимальную жёсткость на кручение и на изгиб, особенно при передаче переменных усилий. Жаль что это не понимают многие народные умельцы и инженеры Ирбитского завода, на мотоциклах Урал, как я уже говорил стоят шатуны странной формы (см. фото) Но на некоторых моделях Уралов, стоят нормальные двутавровые шатуны. Наверное Ирбитский завод решил поэкспериментировать. Только вот жаль, что результаты экспериментов отразятся на потребителе. Завод в Киеве по изготовлению мотоциклов Днепр, в этом плане намного умнее, и шатуны их мотоциклов, практически не отличаются от шатунов импортных мотоциклов (см.
Но ребятки, неужели вы умнее японских инженеров, которые годами только и думают, как заставить крутиться двигатель резвее и выжать из него максимальную мощность. Посмотрите на фото (специально помещённое мной внизу текста) шатунов с японских спортбайков, у которых мощи явно поболее чем у вашего оппозита. Почему то на них двутавровое сечение сохранено. А дело в том, что именно двутавровая форма придаёт шатуну максимальную жёсткость на кручение и на изгиб, особенно при передаче переменных усилий. Жаль что это не понимают многие народные умельцы и инженеры Ирбитского завода, на мотоциклах Урал, как я уже говорил стоят шатуны странной формы (см. фото) Но на некоторых моделях Уралов, стоят нормальные двутавровые шатуны. Наверное Ирбитский завод решил поэкспериментировать. Только вот жаль, что результаты экспериментов отразятся на потребителе. Завод в Киеве по изготовлению мотоциклов Днепр, в этом плане намного умнее, и шатуны их мотоциклов, практически не отличаются от шатунов импортных мотоциклов (см. предпоследнее фото внизу текста).
предпоследнее фото внизу текста).
Правильная доработка шатуна
И всё же шатун можно доработать и облегчить, но делать это нужно правильно, особенно если вы при тюнинге двигателя параллельно облегчаете поршневую. Как известно облегчение деталей уменьшает силы инерционных нагрузок (особенно на больших оборотах). При облегчении деталей главное не переусердствовать, так как правильная технология облегчения веса, позволяет облегчить стержень шатуна всего на 10 — 15 %. Для этого шатун фрезеруют, а не пользуются обычной болгаркой, так как фрезерный станок (особенно с ЧПУ) позволяет снять лишний слой металла абсолютно одинаково с обеих сторон детали. После фрезеровки поверхность шатуна необходимо тщательно отшлифовать и затем отполировать. Полировка поверхности шатуна обязательна, так как после фрезерной обработки поверхности металла, у шатуна не остаётся упрочнённого верхнего слоя, а микронеровности, оставленные фрезой фрезерного станка, становятся концентратором напряжений на поверхности детали и их важно удалить (сгладить). И если эти неровности не убрать, то при очень высоких оборотах, на шатуне в местах микронеровностей появятся трещины, и возможен обрыв шатуна.
И если эти неровности не убрать, то при очень высоких оборотах, на шатуне в местах микронеровностей появятся трещины, и возможен обрыв шатуна.
Верхняя часть шатуна (головка).
На шатунах разных двигателей как верхняя часть, так и нижняя, может быть разной. Нагрузки при работе мотора, на верхнюю часть приходятся меньшие, чем на нижнюю (подшипник кривошипа), соответственно от этого и диаметр на верхней головке меньше, чем на нижней. А вообще существует три способа соединения поршневого пальца и верхней головки шатуна.
Самый древний способ, это запрессовка поршневого пальца в головку шатуна (а в поршне палец сидит на свободной посадке). И этот способ некоторыми мотоциклистами самодельщиками имеющими Урал, применяется и поныне, когда некоторые из них устанавливают поршни от древних автомобилей (например от классических жигулей). Некоторые преимущества такого сочленения деталей всё же есть, например полное отсутствие люфта между пальцем и шатуном, что позволяет свести диаметр головки к минимуму.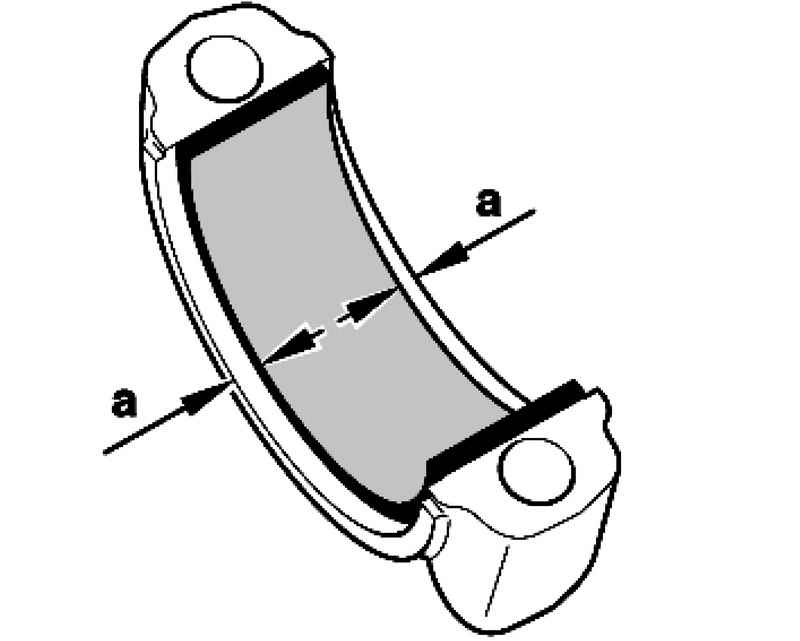 От этого немного снижается (совсем чуть чуть) масса и естественно происходит некоторое (опять же чуть чуть) снижение инерционных сил.
От этого немного снижается (совсем чуть чуть) масса и естественно происходит некоторое (опять же чуть чуть) снижение инерционных сил.
И все эти небольшие достоинства снижаются куда более ощутимыми недостатками, а именно: поршневой палец не вращается в отверстии головки, а вращается в алюминиевых бобышках поршня. Это приводит к достаточно быстрому (по сравнению с другими способами соединения) однобокому износу бобышек поршня (получаются овальные, и в двигателе появляется неприятный стук). К тому же при сборке деталей таким способом, нужно иметь небольшие навыки термиста. То есть если не нагреть головку шатуна до 150 — 200 градусов (а палец желательно охладить в морозилке), то деталь не установишь. Так же нужно успеть выставить детали ровно (палец относительно поршня), и если не успеешь, то нагреваемый от соприкосновения с горячей деталью палец намертво обожмётся остывающей головкой, и палец так и останется стоять криво, относительно поршня. Короче нужны определённые навыки.
Второй способ соединения поршневого пальца и верхней головки шатуна, это плавающий палец (палец подвижен в отверстии головки). При таком соединении, в верхнюю головку шатуна запрессовывается бронзовая втулка, и в сопряжении с поршневым пальцем, втулка представляет собой подшипник скольжения, а так же применяют ещё и подшипник качения — роликовый (чаще на двухтактных моторах). В таком способе необходимо ограничить осевое перемещение пальца, и для этого и предназначены стопорные кольца, которые защёлкиваются в проточках бобышек поршня. В таком сопряжении в верхней головке шатуна сверлят отверстие или два отверстия, для лучшего подвода смазки при работе. Ресурс деталей при соединении вторым способом, увеличивается примерно в два раза.
При таком соединении, в верхнюю головку шатуна запрессовывается бронзовая втулка, и в сопряжении с поршневым пальцем, втулка представляет собой подшипник скольжения, а так же применяют ещё и подшипник качения — роликовый (чаще на двухтактных моторах). В таком способе необходимо ограничить осевое перемещение пальца, и для этого и предназначены стопорные кольца, которые защёлкиваются в проточках бобышек поршня. В таком сопряжении в верхней головке шатуна сверлят отверстие или два отверстия, для лучшего подвода смазки при работе. Ресурс деталей при соединении вторым способом, увеличивается примерно в два раза.
Как я уже говорил, применяют или подшипник скольжения — втулку, или подшипник качения — сепаратор с роликами. В верхней головке шатуна четырёхтактных двигателей, применяют втулку (бронзовую). И при нормальной смазке четырёхтакников, она способна пережить несколько капитальных ремонтов двигателя. В головках шатуна двухтактных двигателей, по крайней мере современных, используют игольчатый (роликовый) подшипник качения, и это естественно, так как условия смазки этого сопряжения, в двухтактных моторах значительно хуже, так как здесь не подаётся чистое масло, а топливно-воздушно-масляная смесь. И замечу, что подшипник качения, не отличается долговечностью в режиме работы тяни-толкай (а шатун имеет именно такой режим работы), и довольно быстро изнашивается и начинает стучать (вспомните новые 12 вольтовые Явы, которые начинали стучать намного раньше, чем их более древние 6 вольтовые модели, в которых устанавливалась бронзовая втулка в головке шатуна).
И замечу, что подшипник качения, не отличается долговечностью в режиме работы тяни-толкай (а шатун имеет именно такой режим работы), и довольно быстро изнашивается и начинает стучать (вспомните новые 12 вольтовые Явы, которые начинали стучать намного раньше, чем их более древние 6 вольтовые модели, в которых устанавливалась бронзовая втулка в головке шатуна).
Время бежит, моторы совершенствовались в повышении мощности, и казалось бы, что в сочленении пальца и головки шатуна уже ничего не придумаешь получше и совершеннее. Но неугомонная инженерная мысль не давала уснуть многим инженерам и изобретателям. Но сначала на спортивных моторах, а затем и на серийных, отказались от втулки в головке шатуна. И вот уже лет 25, как на импортных моторах в шатунах втулки нет вообще. Стальной поршневой палец ходит (плавает) непосредственно в отверстии стального шатуна. И в условиях современной смазочной системы, и качественного синтетического масла, такое сопряжение деталей работает великолепно. Такое сопряжение позволило значительно уменьшить головку шатуна, и свести зазор между пальцем и отверстием головки к минимуму.
Такое сопряжение позволило значительно уменьшить головку шатуна, и свести зазор между пальцем и отверстием головки к минимуму.
Естественно все эти приколы даются не просто так: сам шатун изготовлен из сверхтвёрдой, сверхпрочной и от этого очень износостойкой стали, а палец покрывается специальным износостойким покрытием. Естественно такие шатуны и пальцы значительно дороже обычных.
Нижняя часть шатуна (кривошипная нижняя головка).
Здесь так же различия зависят от тактов мотора. В кривошипно-шатунном механизме двухтактного двигателя устанавливают роликовый подшипник качения. Он по конструкции почти такой же как и в верхней головке шатуна, но естественно значительно мощнее и массивнее. И нижняя головка любого шатуна, испытывает нагрузки намного большие чем поршневая группа двигателя. Кстати на древних моторах (например БМВ и Цюндапп вермахта, К-750, М-72, или мотоциклов Урал) в нижней головке шатуна также устанавливали подшипник качения, и ресурс коленвала таких моторов очень маленький — всего 15 тысяч км.
В современных четырёхтактных двигателях (например у японских или европейских спортбайков, или продвинутых дорожников, и практически во всех автомобильных двигателях) нижняя головка шатуна разъёмная, и с шейкой коленчатого вала контактирует через подшипники скольжения — вкладыши. Основа вкладышей стальная, а сверху нанесён мягкий антифрикционный слой.
Г — шатун Днепра, Д и Е — шатуны зарубежных мотоциклов.
На шатуне с вкладышами имеются специальные шатунные болты, которые обеспечивают жёсткость и точность фиксации частей (половинок) нижней головки шатуна. Эти болты изготавливают из прочной высоколегированной стали и к тому же ещё и подвергаются термообработке (закаливаются и отпускаются). Это важно, так как болт из обычного металла, при работе шатуна вытянулся бы, и отверстие нижней головки шатуна потеряло бы форму идеального круга (стало бы овальным). А в овальном отверстии сразу бы появился стук, и ударные нагрузки быстро бы доканали сопряжение. Так же шатунные болты выполняют функцию точных фиксаторов шатунной крышки относительно самого шатуна, из-за того, что диаметр шатунных болтов выдерживается при изготовлении очень точно (да и сами болты плотно входят в свои отверстия). Гайки шатунных болтов изготавливают из той же прочной стали, что и болты, и имеют особую самоконтрящую их площадку. Но бывают гайки с отверстием для шплинта, который надёжно страхует их от отворачивания. Гайки с отверстиями бывают на некоторых европейских моторах и на нашем хорошо знакомом двигателе мотоцикла Днепр. Кстати, как я уже отмечал, шатуны Днепра, почти такие же как и шатуны импортных мотоциклов (см. фото), только в них стоит всё та же бронзовая втулка, а гайки шатунных болтов стоят вверху, а не внизу.
Гайки шатунных болтов изготавливают из той же прочной стали, что и болты, и имеют особую самоконтрящую их площадку. Но бывают гайки с отверстием для шплинта, который надёжно страхует их от отворачивания. Гайки с отверстиями бывают на некоторых европейских моторах и на нашем хорошо знакомом двигателе мотоцикла Днепр. Кстати, как я уже отмечал, шатуны Днепра, почти такие же как и шатуны импортных мотоциклов (см. фото), только в них стоит всё та же бронзовая втулка, а гайки шатунных болтов стоят вверху, а не внизу.
Хочу отметить, что очень важно чтобы вкладыши прилегали к постелям в шатуне очень плотно и без зазоров, ведь чем плотнее прилегают вкладыши к металлу шатуна, тем интенсивнее отводится тепло от него (тепло отводится через плёнку масла и коленчатый вал). От этого зависит нормальная температура при работе и долговечность подшипника скольжения. И если обнаружите при вскрытии двигателя и замерах, что овальность отверстий превышает 0,05 мм, то такие вкладыши необходимо менять (подробнее о ремонте двигателя можно почитать вот здесь).
Ну и естественно нельзя переворачивать или менять местами крышки нижних головок шатунов. Ведь отверстия под вкладыши обрабатывают на заводе по отдельности на каждом шатуне (обрабатывают пару — шатун с крышкой), в итоге каждый шатун только со своей крышкой имеет идеальный круг. А при замене крышки этот круг естественно нарушается. Чтобы ремонтники не ошибались, на шатуне и его крышке ставят клеймо или метки (если вдруг их не найдёте на деталях, то ставьте свои). Оба клейма (и на крышке и на шатуне) при сборке должны оказаться на одной стороне шатуна и иметь одинаковую маркировку.
И последнее: при ремонте двигателя советую проверять шатуны (особенно отечественные) на прямолинейность и параллельность верхней и нижней головок шатуна, это очень важно для нормальной работы мотора. Как это сделать можно посмотреть в этой статье.
Вот вроде бы и всё самое главное о шатуне, что как я думаю полезно знать каждому ремонтнику и не только ему. У кого возникнут вопросы, пишите. Удачи всем!
Теги: Как правильно облегчить шатун. , Какие нагрузки испытывает шатун?, Какие шатуны бывают
, Какие нагрузки испытывает шатун?, Какие шатуны бывают
Что такое шатун и как он работает?
Шатуном называют составляющий элемент кривошипно-шатунного механизма, который соединяет поршень и коленчатый вал. Зачем же нужен шатун? Он предназначается для передачи крутящего момента к колёсам транспортного средства и преобразования этого крутящего момента во вращательные движения.
- 1. Конструкция шатуна.
- 2. Стержень шатуна.
- 3. Материалы, из которых изготавливаются шатуны.
- 4. Установка шатуна.
Начало истории шатунов относится к третьему столетию нашей эры. Тогда на лесопилках Римской империи были применены подобные механизмы в конструкции привода пил. В двенадцатом столетии нашей эры учёный Аль-Джазари описал машину для подъёма воды, которая включала в себя шатуны и коленчатый вал. Это был такой себе предок современного кривошипно-шатунного механизма. А повсеместное использование кривошипно-шатунных механизмов в разнообразных машинах началось в 16 столетии нашей эры и не закончилось по сей день.
1. Конструкция шатуна.
Шатун автомобильного двигателя соединяет поршень двигателя и коленчатый вал. Его предназначение состоит в том, чтобы передавать во время работы усилие от вала на поршень и в обратном направлении. Во время рабочего процесса шатун совершает очень сложные движения. Верхняя головка вместе с поршнем делает возвратно-поступательные движения, а нижняя головка – круговые. При этих движениях на шатун действуют высокие нагрузки, так что его конструкция должна выдерживать высокие нагрузки. Конструкция шатуна предусматривает такие составляющие:
1. Верхняя головка шатуна (поршневая головка).
2. Нижняя головка шатуна (кривошипная).
3. Силовой стержень, соединяющий головки шатуна.
Верхняя головка шатуна соединяется с поршнем при помощи поршневого пальца (из-за этого её и называют поршневой головкой). Она имеет цельную неразборную конструкцию, которая определяется способом крепления поршневого пальца. Если поршневой палец фиксированный, значит в головке шатуна будет цилиндрическое отверстие, изготовленное с высокой степенью точности для обеспечения необходимого уровня натяга во время соединения с пальцем. Натяг значит, что диаметр поршневого пальца будет больше, чем диаметр отверстия в шатунной головке. Если поршневой палец плавающий, то в верхнюю головку впрессовываются специальные втулки из бронзы или биметаллические.
Если поршневой палец фиксированный, значит в головке шатуна будет цилиндрическое отверстие, изготовленное с высокой степенью точности для обеспечения необходимого уровня натяга во время соединения с пальцем. Натяг значит, что диаметр поршневого пальца будет больше, чем диаметр отверстия в шатунной головке. Если поршневой палец плавающий, то в верхнюю головку впрессовываются специальные втулки из бронзы или биметаллические.
Но бывают двигатели с плавающим пальцем, в которых отсутствуют втулки и поршневой палец попросту вращается в отверстии шатунной головки благодаря зазору. В таком случае, обязательно используется смазка, которая подаётся к поршневому пальцу. Так как на верхнюю шатунную головку приходиться очень большая нагрузка, она изготавливается в виде трапеции, дабы увеличить опорную поверхность во время работы поршня.
Нижняя головка шатуна конструктивно соединяется с шатунными шейками коленчатого вала. Эта головка разборная и состоит из верхней части и крышки нижней головки. Верхняя часть – это одно целое с шатуном. Она растачивается на заводе производителя с установленной крышкой, так что каждая крышка может использоваться исключительно со своим подогнанным шатуном. Во время ремонта обязательно стоит это учитывать и никогда не менять крышку. Крышка соединяется с шатуном при помощи специальных шатунных болтов, которые определяют положение шатунной крышки относительно всего шатуна.
Верхняя часть – это одно целое с шатуном. Она растачивается на заводе производителя с установленной крышкой, так что каждая крышка может использоваться исключительно со своим подогнанным шатуном. Во время ремонта обязательно стоит это учитывать и никогда не менять крышку. Крышка соединяется с шатуном при помощи специальных шатунных болтов, которые определяют положение шатунной крышки относительно всего шатуна.
В нижней шатунной головке также имеются вкладыши подшипников скольжения, которые конструктивно напоминают корневые подшипники коленчатого вала. Эти подшипники изготавливают из стальной ленты, внутренняя поверхность которой покрыта антифрикционным сплавом. Этот сплав очень износостойкий, но только при наличии необходимого количества смазочного материала.
2. Стержень шатуна.
У большинства производителей автомобилей, ориентированных на массовый рынок, стержень шатуна расширяется к его нижней головке и имеет двутавровую форму. У дизельных двигателей шатуны более массивны и прочны, чем у бензиновых двигателей.
Некоторые двигатели оснащаются шатунами и других форм, к примеру, в спортивных авто, в которых имеются алюминиевые шатуны. Обычно, стержень шатуна имеет внутренний просверленный канал для подачи масла в верхнюю головку. Иногда, этот канал также ведёт и к нижней головке, откуда масло разбрызгивается в полости цилиндра и поршня.
Все шатуны двигателя должны иметь одинаковый вес, чтобы вибрации от двигателя были минимальными. Кроме того, совпадать должен не только вес всего шатуна, но и вес верхних головок и нижних головок. Для достижения одинакового веса используют очень точные весы, а потом подгоняют вес по самому лёгкому шатуну, аккуратно снимая часть металла с бобышек (металлические наплывы на поверхности шатунов) на головках и на стержне шатуна.
3. Материалы, из которых изготавливаются шатуны.
В целях уменьшения вибраций и повышения мощности двигателя инженеры пытаются сделать шатуны и все остальные детали кривошипно-шатунного механизма максимально лёгкими. Но облегчение конструкции провоцирует снижение прочности детали. А ведь шатун работает под высокой нагрузкой и требует соответствующего заряда прочности. Помимо этого, в массовом производстве немалое значение имеет и себестоимость материалов для изготовления шатунов. Так что при подборе материалов для шатунов производители идут на компромисс между этими двумя аспектами.
Но облегчение конструкции провоцирует снижение прочности детали. А ведь шатун работает под высокой нагрузкой и требует соответствующего заряда прочности. Помимо этого, в массовом производстве немалое значение имеет и себестоимость материалов для изготовления шатунов. Так что при подборе материалов для шатунов производители идут на компромисс между этими двумя аспектами.
Из чего делают шатун?
В целях экономии ресурсов и снижения себестоимости готовой продукции, двигательные шатуны в массовом производстве изготавливаются из специального чугуна методом литья. Такой подход вполне приемлем для бензиновых двигателей серийного выпуска, так как обеспечивает почти идеальный компромисс между стоимостью и прочностью.
Что касается дизельных двигателей, то их детали, в том числе и шатуны, находятся под значительно большей нагрузкой, нежели детали бензиновых двигателей. Поэтому аналогичный подход здесь неуместен. Шатуны для таких двигателей производят методом горячей ковки или горячей штамповки. А в качестве материала используют специальную легированную сталь. Кованный шатун намного прочнее литого шатуна, но и более дорогой в производстве.
А в качестве материала используют специальную легированную сталь. Кованный шатун намного прочнее литого шатуна, но и более дорогой в производстве.
Как отличить литой шатун от кованного? Это делается по боковому шву. У кованного шатуна этот шов широкий, а у литого – очень узкий. Одним из современных способов изготовления шатунов является использование порошковых материалов, из которых методом спекания производят шатуны. Подобный способ производства обеспечивает намного более высокую прочность.
Если рассматривать элитные и спортивные автомобили, в производстве которых стоимость материалов уходит на второй план, то в них часто используют титановые и алюминиевые сплавы. Это помогает заметно снизить вес всей конструкции, и повысить обороты двигателя. Шатуны из титана и алюминия весят на 50% меньше, чем шатуны из стали и чугуна.
Большое значение имеет то, какой материал используется для производства болтов крепления крышки от шатунной головки. Для этого используют высоколегированную сталь с высоким пределом текучести (в 2-3 раза больше, чем в углеродистой стали).
4. Установка шатуна.
Во время работы шатуны часто деформируются, так как испытывают очень высокие нагрузки. Но вот при ремонте двигателя на них мало обращают внимания. И зря. Ведь деформированный шатун значительно ухудшает работу всего двигателя. Поэтому во время ремонта обязательно рекомендуем тщательно проверять и этот компонент тоже. Для диагностики шатуна его необходимо сначала снять, а потом придётся смонтировать обратно.
Как снять шатун?
Из автомобиля невозможно отдельно снять шатун. Это выполнимо только вместе со снятием поршня, шатунного пальца и поршневого кольца, то есть всей шатунно-поршневой группы механизмов.
Шатунно-поршневую группу можно снять и без снятия всего двигателя. Это крайне выгодно, если нужно сэкономить время. Но всё-таки для большей надёжности лучше проводить подобный ремонт со снятием всего двигателя. Так вы проверите абсолютно все механизмы и, возможно, предупредите усугубление сложившейся ситуации, которая пока что незаметна.
Этапы снятия шатунно-поршневой группы:
1. Демонтировать масляный поддон двигателя и головку от блока цилиндров.
2. Найти метки, которые указывают цилиндр, где располагается тот или иной шатун и направление, в котором нужно устанавливать крышку шатуна. Если вы не нашли метки, то сделайте их самостоятельно (в большинстве случаев они есть, так что будьте бдительны).
3. Постепенно открутить гайки или болты, которыми крепиться крышка от шатуна. Поворачивать нужно постепенно по четверти оборота каждый раз. Во время выкручивания болтов, на них стоит одеть защитные приспособления (подойдут и куски мягкого шланга с подходящим диаметром). Эти защитные приспособления уменьшат вероятность повреждения полированной поверхности всех деталей.
4. Демонтировать крышку шатуна и при этом не допустить выпадения из неё вкладыша.
5. Поставить коленвал таким образом, чтобы продольная ось цилиндра совпала с осью шатунной шейки
6. Аккуратно извлечь сам поршень, придерживая его снизу и ударяя легонько деревянным молотком по болтам или по шатуну.
Аккуратно извлечь сам поршень, придерживая его снизу и ударяя легонько деревянным молотком по болтам или по шатуну.
7. Все детали укладывать поочерёдно в последовательности их снятия на чистую поверхность. Чтобы не забыть, можно даже записать или подписать детали.
Установка шатуна вместе с установкой всей шатунно-поршневой группы производиться следующим образом:
1. Перед установкой обязательно проверить все составляющий на предмет дефектов и, при необходимости, устранить эти дефекты.
2. С помощью поршневого пальца соединить поршень с шатуном.
3. Смонтировать поршневые кольца на поршень и проверить установку всех их замков согласно правилам.
4. Стенки цилиндра, поршень и поршневые кольца смазать чистым специальным моторным маслом.
5. Провести сжатие поршневых колец с помощью спецприспособления, которое предварительно следует смазать моторным маслом. Может понадобиться постучать по приспособлению молоточком.
Может понадобиться постучать по приспособлению молоточком.
6. Смонтировать шатун в отверстие цилиндра. Делать это можно только в одном направлении с направлением поршня, которое указывается специальной меткой на дне поршня.
7. Шатун выровнять относительно шейки коленвала.
8. Поверхность шатуна, куда устанавливается вкладыш подшипника, тщательно протереть. Потом установить в шатун нужный вкладыш подшипника. Обязательно убедитесь, что устанавливаете именно тот подшипник, который там раньше и стоял. Это важно, так как детали вместе уже притёрлись, и установка не той детали может повлиять на качество работы всего механизма.
9. На болты крепления шатунной крышки одеть защитные приспособления (куски шлангов) и прикрутить эту крышку к шатуну. Сначала закрутить болты руками, а потом – строго следуя руководству по эксплуатации транспортного средства. Для этого используют динамометрический ключ и специальный транспортир.
Подобная процедура установки проводится со всеми имеющимися в двигателе транспортного средства шатунами.
Почему может шатун оборваться
«При разгоне безо всяких предварительных стуков при переключении на 5-ю передачу (скорость 85-90 км/ч) услышал бах — и через долю секунды мотор заклинил» — этими словами начиналось первое же сообщение в обсуждении на форуме ABW.BY статьи «Молодо — зелено, или Почему оборвался шатун», в которой рассматривался реальный случай обрыва шатуна, а также рассказывалось, какими были последствия произошедшего и что к ним привело.
Затем читатель пояснил, что, когда двигатель заклинивал, его спасло то, что нога была на педали сцепления. В момент резкого торможения автомобиля Ford Mondeo 1.8 TD заклинившим мотором водитель выжал педаль сцепления, а также выключил передачу, хотя и сам не понял, как успел это сделать.
Далее в сообщении было сказано: «А всего-то лопнул болт на шатуне 1-го цилиндра, с другой стороны его оборвало по двутавру…
Шатун вывесился вниз и попал под движущийся коленвал, который этим уже V-образным шатуном проломал блок, оторвав кусок блока с 1-м и 2-м цилиндрами, кронштейном ТНВД и самим ТНВД…
Порвало ремень ТНВД… Мотор оторвался от кронштейнов и почти прокрутился под капотом. Половина оставшегося блока пошла мелкой сеткой трещин и развалилась при разборке останков на кусочки. «Голова» почти целая, пригнуло слегка пару клапанов. Зрелище не для слабонервных, фото есть покруче, чем в статье. Если редакции интересно, можете взять фото и сделать статью-хоррор».
Половина оставшегося блока пошла мелкой сеткой трещин и развалилась при разборке останков на кусочки. «Голова» почти целая, пригнуло слегка пару клапанов. Зрелище не для слабонервных, фото есть покруче, чем в статье. Если редакции интересно, можете взять фото и сделать статью-хоррор».
Нам, разумеется, стало интересно, а поскольку вы видите фотографии, объяснять, что мы получили их от читателя, разместившего процитированное выше сообщение, не требуется. Однако на хоррорах мы не специализируемся — это не наш профиль. По-человечески посочувствовать по поводу произошедшего — другое дело, а уж попробовать разобраться, почему приключилась такая катавасия, и предупредить других автовладельцев, что не нужно делать, чтобы и они когда-нибудь не столкнулись с чем-то подобным, и вовсе наша, можно сказать, прямая обязанность.
Итак, шатун. Вместе с поршнями и коленчатым валом шатуны составляют кривошипно-шатунный механизм, благодаря которому энергия, выделившаяся при сгорании топлива, преобразуется в механическую работу. Шатуну отводится роль звена, шарнирно связывающего поршень и коленчатый вал друг с другом.
Шатуну отводится роль звена, шарнирно связывающего поршень и коленчатый вал друг с другом.
Конструкция шатуна так же незамысловата, как и его функциональное назначение. Отверстие в верхней головке шатуна является посадочным для поршневого пальца, служащего осью для соединения шатуна с поршнем. В одних шатунах поршневой палец свободно вращается в верхней головке, в других он зафиксирован. В первом случае палец называют плавающим. В конструкциях с плавающим пальцем для уменьшения трения и износа в сочленении «палец — шатун» в верхней головке шатуна предусматривается подшипник скольжения. Для этого в головку запрессовывают тонкостенную втулку. В случае зафиксированного пальца необходимости во втулке нет.
Нижней головкой, иногда именуемой кривошипной, шатун соединяется с шейкой коленвала. Нижняя головка разъемная. Крышка крепится к верхней части шатуна двумя болтами. Снова имеются варианты — крепление осуществляется при помощи болтов с гайками, либо гайки отсутствуют, а болты по резьбе вкручиваются в верхнюю часть шатуна.
Поверхности нижней головки являются постелями для шатунных вкладышей, образующих подшипник скольжения. Осталось упомянуть, что та часть шатуна, которая находится между головками и имеет двутавровое сечение, называется стержнем.
Покончив на этом знакомство с устройством шатуна, перейдем к выяснению причин его поломок.
Шатун никогда просто так разорваться не может — это не та деталь, чтобы поломаться ни с того ни с сего. Да, его проектируют, стараясь максимально облегчить, дабы уменьшить силы инерции, возникающие при движении шатуна. Однако на первом плане все-таки прочность, ибо что может натворить шатун в случае обрыва, после просмотра полученных нами фотографий объяснять не нужно.
Почему же тогда изредка шатун все же ломается? Без причины, как известно, и рак на горе не свистит. Причиной обрыва шатуна в статье «Молодо — зелено, или Почему оборвался шатун» было разгильдяйское поведение владельца автомобиля, не удосужившегося в течение двух месяцев после покупки хотя бы раз-другой проверить, есть ли в двигателе масло. Из-за недостаточной смазки шатунные вкладыши прихватило к шейке коленвала, они провернулись, появился стук, а беспечное продолжение эксплуатации мотора в таком состоянии закончилось обрывом шатуна по стержню.
Из-за недостаточной смазки шатунные вкладыши прихватило к шейке коленвала, они провернулись, появился стук, а беспечное продолжение эксплуатации мотора в таком состоянии закончилось обрывом шатуна по стержню.
В условиях масляного голодания может оказаться и подшипник скольжения в верхней головке шатуна в конструкциях с плавающим пальцем, а также сопряжение поршневого пальца с бобышками поршня. В этом случае втулка способна провернуться, а палец — заклинить как в верхней головке шатуна, так и в бобышках поршня. Не всегда подобная оказия заканчивалась «рукой дружбы», показанной шатуном, но бывало и такое.
Еще одна угроза для двигателя со стороны шатуна появляется при заклинивании поршня в цилиндре, например, из-за перегрева. Не будем сбрасывать со счета также возможность заводского брака при изготовлении шатуна. Пусть вероятность брака статистически весьма невелика, но она существует. Однако к произошедшему в двигателе Mondeo указанные причины поломок шатуна отношения не имеют.
Тогда что же? В сообщении владельца Mondeo было сказано, что «всего-то лопнул болт на шатуне». Это подсказало, в какую сторону надо копать. Во время телефонного разговора выяснилась новая подробность — незадолго до случившегося двигатель ремонтировали, шатуны при этом разбирали.
У повторной сборки шатунов после ремонта несколько подводных камней. Первый — важно не перепутать крышки шатунов. Несмотря на внешнюю схожесть, они невзаимозаменяемые, каждая крышка подходит только к тому шатуну, с которым идет в сборе. А если крышки не перепутаны, не менее важно при установке случайно не повернуть их на 180 градусов. К чему приводит путаница, мы рассказывали в статье «Урок не пошел впрок, или Почему может заклинить двигатель». Правда, там при ремонте перепутали крышки коренных подшипников коленвала, но рассказанное справедливо и для шатунных подшипников.
Второй подводный камень — момент затяжки болтов. Его величина строго регламентирована. Если момент затяжки окажется меньше нормы, возможно самопроизвольное отворачивание гаек либо болтов, если гайки не предусмотрены. Ослабление крепежа ведет к обрыву шатунного болта или разрушению нижней головки шатуна с противоположной стороны от болта, потерявшего затяжку. В этом случае на крышке шатуна под гайкой или головкой болта, потерявшего затяжку, можно увидеть наклепанную поверхность, а поломке нередко предшествует стук. По словам владельца Mondeo, предварительных стуков не было, значит, опять не то.
Ослабление крепежа ведет к обрыву шатунного болта или разрушению нижней головки шатуна с противоположной стороны от болта, потерявшего затяжку. В этом случае на крышке шатуна под гайкой или головкой болта, потерявшего затяжку, можно увидеть наклепанную поверхность, а поломке нередко предшествует стук. По словам владельца Mondeo, предварительных стуков не было, значит, опять не то.
Похоже, болты были затянуты на совесть. Увы, излишнее усердие при их затяжке тоже чревато. При превышении момента затяжки сверх нормы болты способны вытягиваться, а это и есть предпосылка для последующего их обрыва — на этот раз без каких-либо предварительных стуков. И не всегда вытягивание болтов так же хорошо видно, как на приведенном фото. Неспроста во многих инструкциях по ремонту число повторных применений старых болтов ограничивается, а перед затяжкой рекомендуется проверить длину болтов. Если она превосходит максимально допустимое значение, которое указано в инструкции, болты необходимо заменить новыми.
И вновь уточняющая подробность от владельца Mondeo: при ремонте болты оставили старые. По всей видимости, это и было причиной того, что один из них впоследствии лопнул, ведь, как гласит народная мудрость, рвется там, где тонко.
Наш вердикт
Редко, но метко — именно так можно в двух словах охарактеризовать частоту, с которой случаются поломки шатунов, и тяжесть их последствий для двигателя. Но все в наших руках — и без того небольшое количество поломок можно сократить, так как многие из них вызваны «рукотворными» причинами.
Сергей БОЯРСКИХ
Фото автора и владельца автомобиля
ABW.BY
Болт крышки шатуна приора — Автомобильный портал AutoMotoGid
Содержание
- Кривошипно-шатунный механизм
- Принцип работы механизма
- Комплектация шатунов «Приоры»
- Размеры шатунов «Приоры»
- Тюнинг двигателя с помощью шатунов
- Снятие и установка шатунов на двигатель «Приоры»
- Установка
- Каталог запчастей
- Варианты доставки товара
- Посылка Почтой России
- Посылка Почтой России 1 класс
- Экспресс-посылка EMS
- Транспортные компании
- Курьерская доставка по г.
 Тольятти
Тольятти - Самовывоз с нашего склада
 Тольятти
ТольяттиВсе прекрасно знают, что основа вращения двигателя автомобиля – поступательное движение поршня. Но как он заставляет вращаться коленчатый вал? Что позволяет движение вверх-вниз превратить во вращение? Это система шатунов. Она имеется в любом двигателе внутреннего сгорания. Конечно, работает она и в «Приоре».
Кривошипно-шатунный механизм
Этот основной узел двигателя, состоит в основном из следующих групп:
Каждая деталь группы имеет ещё по несколько дополнительных элементов. Как, например, каждый поршень несёт комплект уплотнительных колец, соединительный палец и фиксирующие скобы для пальца. Коленчатый вал имеет подшипники, сальники. Наиболее интересна структура шатунов.
Принцип работы механизма
Двигатели ВАЗ, как и остальных автомобилей, основаны на взрывообразном сгорании топлива. Поршень создаёт определённое сжатие воздушно-бензиновой смеси, искра от искрообразователя поджигает её, толкая поршень вниз, а кривошипно-шатунный механизм (КШМ) преобразует поступательное движение во вращательное. Это происходит за счёт особой формы коленчатого вала. Точки крепления шатунов расположены так, что в то время, когда толкающие поршни шатуны поднимаются, толкаемые поршнем – опускаются. И такой процесс идёт посменно.
Это происходит за счёт особой формы коленчатого вала. Точки крепления шатунов расположены так, что в то время, когда толкающие поршни шатуны поднимаются, толкаемые поршнем – опускаются. И такой процесс идёт посменно.
Комплектация шатунов «Приоры»
Эти детали являются разборными. Основная часть выполнена из высококачественного метала. Только в верхнем кольце, куда входит фиксирующий палец поршня, устанавливается вкладыш из другого металла. В общем, состоит шатун из таких деталей:
- шатуна;
- крышки вкладыша;
- стяжных болтов 2 шт.;
- специальных шайб;
- вкладыша шатуна.
Это связано с тем, что на вкладышах, имеются специальные канавки для прохождения моторного масла. Из-за высокой скорости вращения этот узел требует равномерной и обильной смазки. Малейшее несовпадение этих выемок с маслопроводными отверстиями коленчатого вала, приведёт к нарушению поступления смазки и, как следствие, заклиниванию двигателя.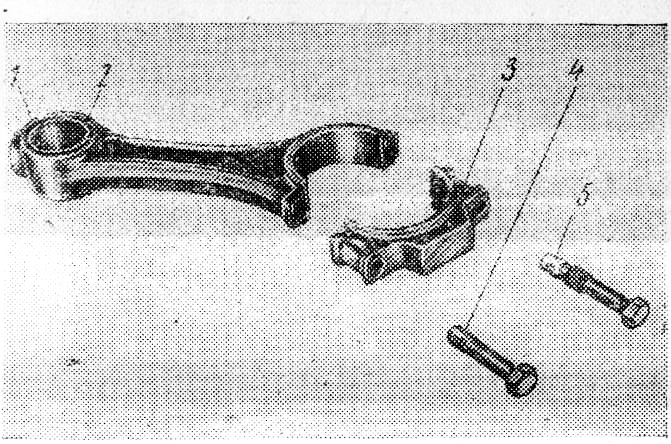
Размеры шатунов «Приоры»
Толкая поршень вверх на всю свою длину, шатун строго фиксирует объём камеры сгорания. Из этого можно сделать вывод, что от его длины зависит и объём самой рабочей полости цилиндра, в которой горит топливо. То есть, если длину увеличить, объём станет меньше. А если укоротить, то соответственно увеличится размер камеры. Заводской двигатель выходит с шатунами стандартной длины. Она составляет 150 миллиметров. Измеряют её от осевой точки центра головки (крепления пальца) до такой же линии нижней части, крепящейся к коленчатому валу. Этот размер обеспечивает мотору стандартные заводские параметры. Например, рабочий объём мотора. Он составляет 1597 кубических сантиметров. Или как говорят владельцы, мотор «один и шесть».
Тюнинг двигателя с помощью шатунов
Большинство молодых людей, приобретающих «Приору», не удовлетворяются заводскими параметрами машины. Многие стремятся усовершенствовать свой автомобиль. Сделать его мощнее, приёмистей и быстрей. Это называется «зарядить» двигатель. То есть, как ещё говорят, сделать тюнинг. В это понятие входит много различных действий. Это и установка специальных распределительных валов, и облегчение различных деталей, маховика и прочих. И многое другое. В эту категорию входит и установка специальных укороченных шатунов, что соответственно увеличивает объём рабочей камеры сгорания мотора «Приоры».
Это называется «зарядить» двигатель. То есть, как ещё говорят, сделать тюнинг. В это понятие входит много различных действий. Это и установка специальных распределительных валов, и облегчение различных деталей, маховика и прочих. И многое другое. В эту категорию входит и установка специальных укороченных шатунов, что соответственно увеличивает объём рабочей камеры сгорания мотора «Приоры».
Самыми популярными, для такой операции являются так называемые, «спортивные», усиленные шатуны, длиной 131 мм. Они входят в стандартный набор для улучшения мотора «Приоры».
Снятие и установка шатунов на двигатель «Приоры»
Интересно то, что, хотя эта деталь находится практически в середине мотора, демонтировать её можно не снимая с автомобиля двигатель. Да, это, конечно, непростая операция, однако, вполне выполнимая. Проводить её нужно или на смотровой яме, или на специальном подъёмнике для машин, чтобы был доступ к масляному поддону. Когда автомобиль расположен на месте для проведения операции, в первую очередь снимается защита моторного отсека снизу. Демонтируется головка блока, поддон двигателя и маховика. Желательно снять, чтоб не повредить, маслозаборник. Можно приступать к извлечению шатунов.
Демонтируется головка блока, поддон двигателя и маховика. Желательно снять, чтоб не повредить, маслозаборник. Можно приступать к извлечению шатунов.
Стоит начинать с первого цилиндра. Это для того, чтоб разложить детали по порядку, и не перепутать. Провернуть коленвал «Приоры» так, чтобы нижняя часть шатуна стала ровно в нижнем положении. Разблокировать и отвернуть болты крепления крышки вкладыша. Снять её и отложить вместе с самим вкладышем. После этого вытолкнуть поршень вверх и извлечь из цилиндра. По очереди демонтировать таким образом все поршни с шатунами «Приоры». Теперь можно заниматься ремонтом или заменой элементов.
Установка
Подготовленные группы установить на место также через верх цилиндра. Внимательно проверить и поставить на свои места шатунные вкладыши. Установить нижние элементы – крышки, и закрепить болтами.
Это связано с тем, что от момента затяжки зависит очень многое: и свобода вращения коленчатого вала, и одновременно плотность прилегания вкладышей к шейке этого вала. При слабом будет вытекание масла без должного смазывания, а при сильном – подклинивание и, опять же, недостаточная смазка. Исходя из этих соображений, эта величина должна быть ровно 43,32-53,51H*м или ещё 4,42-5,46 кгс*м. Только так и никак иначе. После этого можно производить полную сборку в обратном порядке.
При слабом будет вытекание масла без должного смазывания, а при сильном – подклинивание и, опять же, недостаточная смазка. Исходя из этих соображений, эта величина должна быть ровно 43,32-53,51H*м или ещё 4,42-5,46 кгс*м. Только так и никак иначе. После этого можно производить полную сборку в обратном порядке.
Интересное видео о шатунах «Приоры»:
Каталог запчастей
Если вы не нашли необходимую деталь, возможно она поставляется только как оригинальная, для получения расширенной консультации рекомендуем вам оформить заявку по Vin эксперту
Федеральный интернет магазин Autocompas.ru:
Присутствие в 6 мегаполисах;
Ассортимент деталей более 16 млн.;
Наличие и цены от 516 поставщиков;
Свыше 30000 посетителей в день;
Консультации экспертов онлайн;
Наличный и безналичный расчет;
Работа со всеми регионами РФ;
Отгрузка от 2 до 24 часов;
Доставка ТК и почтой РФ.
© 2008-2018 Все права защищены: Parts Market, LLC; ООО Трейдмаркет запчастей
Оплачивайте товары банковской картой, с помощью QIWI, Яндекс.Деньги или WebMoney и экономьте на покупке от 4%, избегая почтовые и банковские комиссии
Этот товар выбрали 20 покупателей
Болт шатунный 126.
Вес, кг: 0.05 Размеры, см: 5 х 2 х 1 Объем, м3: 0.00001
Варианты доставки товара
Обратите внимание!
Ниже указаны способы доставки, доступные именно для этого товара. В зависимости от способа доставки возможные варианты оплаты могут различаться.
С подробной информацией можно ознакомиться на странице «Доставка и оплата».
Посылка Почтой России
 Деньги
Деньги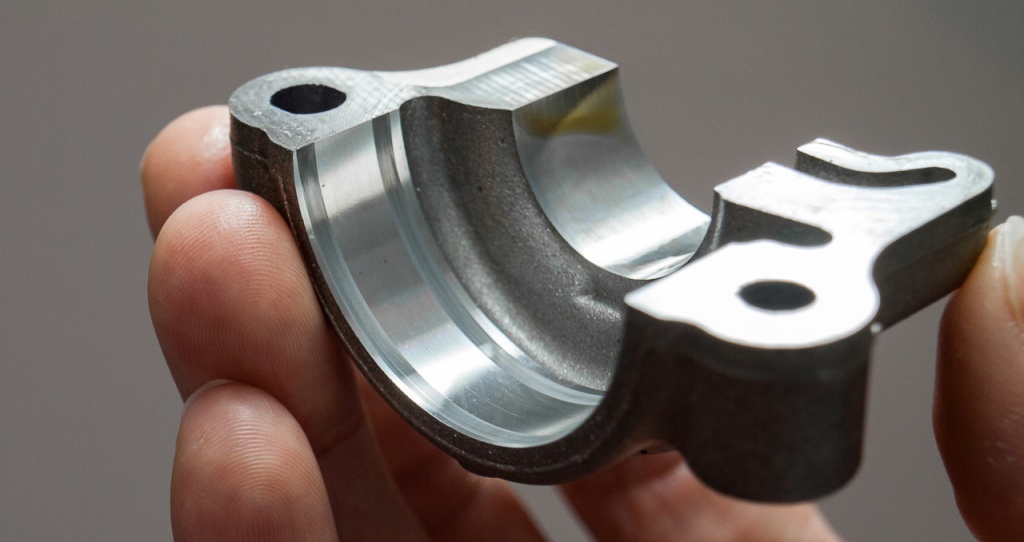
Курьерская доставка по г. Тольятти
 Деньги
Деньги2,041 шатун Стоковые фото, картинки и изображения
шатун от двигателя автомобиля. детали двигателя внутреннего сгорания. часть, которая соединяет поршень и коленчатый вал.
Значок вала шатуна поршня. простая иллюстрация поршневой шатун вала вектор значок для веб-дизайна, изолированные на белом фоне
Шатун от двигателя автомобиля. изолированный на белом фоне
Один поршневой кривошипный двигатель изолирован на белом фоне 3d визуализация
Значок шатуна поршня. наброски поршень шатун вал вектор значок для веб-дизайна, изолированные на белом фоне
Шатун с поршень один значок в черном стиле для дизайна. Векторный символ станции технического обслуживания автомобилей, паутина иллюстраций .
Различные автомобильные детали и аксессуары, шатун на металлическом фоне
Коленчатый вал двигателя с контуром поршней. вектор
вектор
Различные автозапчасти и аксессуары, изолированные на белом фоне шатун
Коленчатый вал двигателя с контуром поршней. вектор
Поршень двигателя внутреннего сгорания на белом фоне
Значок вала шатуна поршня. плоская иллюстрация векторной иконки поршневого шатуна для веб-дизайна
Привод двигателя из нержавеющей стали
4-рядный коленчатый вал. 3d визуализация
Колеса старого черного советского паровоза
Механический шатун двигателя из нержавеющей стали
Поршень с шатуном
Поршни и шатуны, основные детали двигателя внутреннего сгорания
Шатун автомобиля, изолированный на белом фоне
Шатун двигателя автомобиля. на белом фоне
Иллюстрация значка шатуна
Поршни и шатуны, основные детали двигателя внутреннего сгорания
Шатун (деталь двигателя)
Четыре шатуна — запасные части дизельного двигателя
Поршни и шатуны, основные детали двигателя внутреннего сгорания
Поршни двигателя
Поршень с шатуном
Два поршня на желтом фоне. 3D визуализация
3D визуализация
Элемент векторной иконки двигателя внутреннего сгорания с тенью. плоский векторный значок на белом фоне
Шатуны двигателя внутреннего сгорания
Поршень с шатуном
Поршни и шатуны, основные детали двигателя внутреннего сгорания
Поршни и шатуны, основные детали двигателя внутреннего сгорания
Шатун с одной иконкой поршня в мультяшном, очертании, черном стиле для дизайна.
Бесшовный рисунок шатунов
Тяга соединительная тяги стабилизатора, автомобильная запчасть изолирована на белом фоне.
Четыре шатуна — запасные части дизельного двигателя
Поршень — иллюстрация
Детали дизельного двигателя — шатун, поршень с его пальцем и цилиндр
Фото комплект шток кольцо поршень на белом фоне
Изношенные поршень и шатун, демонтированные с двс
Поршневая группа с коленвалом
Поршни двигателя шатун коленвал маховик
Студийный снимок металлических деталей
Поршень двигателя и шатун на изолированном белом фоне
Детали дизельного двигателя — шатуны и поршни
Трехмерное изображение шатуна на белом фоне
Трехмерное изображение шатуна на белом фоне
Группа поршней
Трехмерное изображение поршня с шатуном на белом фоне
Детали поршня и шатуна
Четыре шатуна — запасные части дизельного двигателя
Комплект шатунов
Хромированный поршень с шатуном, используемый в двигателях внутреннего сгорания или компрессорах.
Изображение штока поршня
Поршень бензинового или дизельного двигателя с установленным соединительным штоком, изолированным на белом фоне
Резьбовые металлические стержни для соединения конструкций различного назначения
Новый шатун дизельного двигателя 1.5 dci euro6d
Четыре автомобильных поршня серебристого цвета в плохом состоянии, снятые с бывшего в употреблении двигателя в масляном нагаре, лежащем на бетоне при ремонте автомобиля цех мойки и восстановления
Коленчатый вал двигателя с поршнями очертания. вектор
Часть поршня и головки блока цилиндров двигателя мотоцикла. Процесс ремонта деталей мотоцикла.
Запчасти поршня и цилиндра для двигателя внутреннего сгорания на белом фоне
Масло качает стоя в горах
Большой шатун для двигателя внутреннего сгорания. аксессуары для регенерации больших двигателей фургонов. темный фон.
Азиатский ребенок сидит на бамбуковой подстилке. счастливая девушка тянет удочку во время рыбалки на фоне озера. концепция соединения детей с природой. путешествовать в отпуск.
концепция соединения детей с природой. путешествовать в отпуск.
Гильза цилиндра дизельного двигателя грузового автомобиля утепленная на белом фоне. набор из двух частей
Два композитных стальных поршня для российского грузовика, в разобранном виде, на белом изолированном фоне
Различные автомобильные детали и аксессуары, на металлическом фоне шатуна
Используемый и грязный поршень с шатуном от спортивного двигателя, изолированный на белом фон.
Металлические резьбовые соединения, соединяющие арматурные стержни. каркас усиления
Поврежденная деталь двигателя с царапинами. главный подшипник, шатун
Автомеханик крупным планом держит новый поршень для двигателя, капитальный ремонт… двигатель на ремонтном стенде с поршнем и шатуном автомобильной техники. интерьер автомастерской.
3D визуализация. коленчатый вал для 6-цилиндрового двигателя. коленчатый вал грузовика на сером фоне. опорный коленчатый вал двигателя с поршнями и поршневыми кольцами.
Двигатель V8 и поршни коленвала, векторная иллюстрация
Хромированные детали для сборки корпусной мебели на белом фоне
Автомобильные детали на белом фоне. креативное фото.
Новые детали для двигателя внутреннего сгорания. поршни на сером фоне градиента.
Автомеханик держит новый поршень для двигателя, капитальный ремонт.. двигатель на ремонтном стенде с поршнем и шатуном автомобильной техники. интерьер автомастерской.
Набор из трех поршней двигателя грузовика, изолированных на белом фоне
Профессиональная настройка велосипеда в сервисном центре. опытный специалист способен обслуживать велосипед. сделать обслуживание велосипеда. высококвалифицированный мастер-велосипедист. диагностика и сборка
Поршни двигателя внутреннего сгорания Vector изолированы на белом фоне
Поршень и шатун двигателя малого сгорания. компоненты, необходимые для монтажа мощного генератора. светлый фон.
Новые детали для двигателя внутреннего сгорания. поршни на сером градиентном фоне
поршни на сером градиентном фоне
Векторный концепт деталей двигателя на белом фоне
Друзья на причале
Новые детали для двигателя внутреннего сгорания. поршни на сером градиентном фоне
В этом двигателе толкающая сила преобразуется шатуном и маховиком во вращательную силу для рабочего векторного цветного рисунка или иллюстрации
Уплотнительная прокладка в руке. механик разбирает блок двигателя транспортного средства. двигатель на ремонтном стенде с поршнем и шатуном автомобильной техники. интерьер автомастерской.
Профессиональная настройка велосипеда в сервисном центре. опытный специалист способен обслуживать велосипед. сделать обслуживание велосипеда. высококвалифицированный мастер-велосипедист. диагностика и сборка
Запчасти поршни и цилиндры двс на белом фоне
Евро винты, шпонки, стяжки, хромированная труба и консоль выложены на деревянной панели
Новые поршни с шатуном двигателя автомобиля на белом фоне
Группа часть двигателя мотоцикла в гараже. Процесс ремонта деталей мотоцикла.
Процесс ремонта деталей мотоцикла.
Поврежденная деталь двигателя с царапинами. главный подшипник, шатун
Изображение электрического заземления в промышленной зоне, оно предотвращает опасность в случае короткого замыкания
Механический шатун двигателя из нержавеющей стали
Поврежденная деталь двигателя с царапинами. коренной подшипник шатуна
Четыре автомобильных поршня серебристого цвета в плохом состоянии, снятые с подержанного двигателя в отложениях масла, лежащих на бетоне в автомастерской для мойки и восстановления
Озеро Люцерн, Швейцария — 01 сентября 2020 г.: общий вид части огромного парового двигателя парохода. this complex design for the drive of this magnificent ship dates from 1906.
Spare parts crankshaft of single cylinder engine with piston
Conrod — Bilder und Stockfotos
42Bilder
- Bilder
- Fotos
- Grafiken
- Vektoren
- Видео
Niedrigster Preis
SignatureBeste Qualität
Durchstöbern Sie 42
conrod Stock-Photografie und Bilder.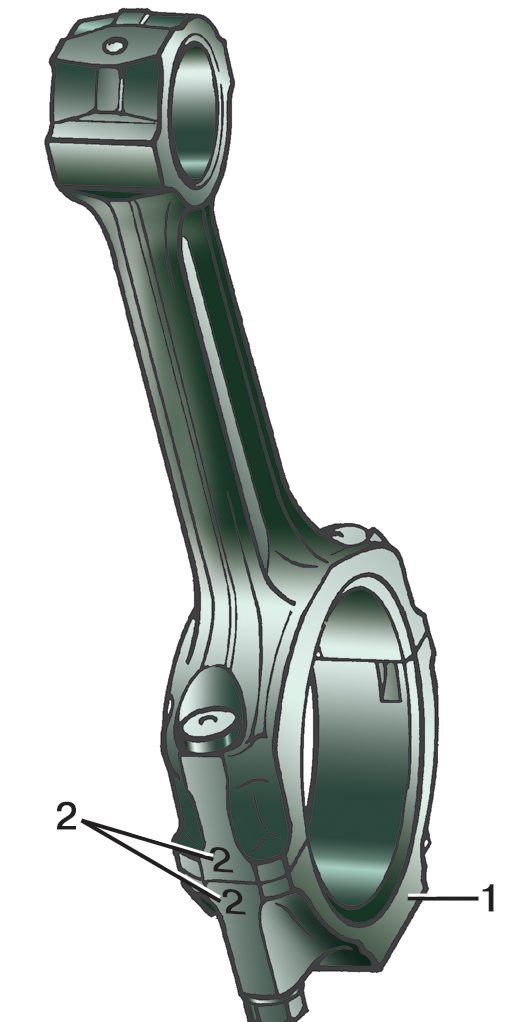 Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken. kolben mit pleuelstange. der bewegliche teil des verbrennungsmotors. — фото и изображение шатуна
Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken. kolben mit pleuelstange. der bewegliche teil des verbrennungsmotors. — фото и изображение шатунаКолбен с Pleuelstange. Der bewegliche Teil des…
motorkolben — conrod stock-grafiken, -clipart, -cartoons und -symboleMotorkolben
gelblich grunge rostig und korrodiert verbindungstange mit kappe — conrod stock-fotos und bildergelblich Grunge rostig und korrodiert Verbindungsstange mit Kappe
Motor teile — шатун стоковые фотографии и изображенияMotor Teile
gekritzel-maschine teile 1 — шатун сток-графика, -клипарт, -мультфильмы и -символGekritzel-Maschine Teile003 1 und conrod — conrod stock-grafiken, -clipart, -cartoons und -symbole
Motorkolben und conrod
motor teil kette — conrod stock-fotos und bilderMotor Teil Kette
icons von autoteilen — conrod stock-grafiken, -clipart, -cartoons и -символIcons von Autoteilen
v4 двигатель kolben, auf weißem hintergrund. — фото и изображение шатуна
— фото и изображение шатунаV4 Motor Kolben, auf weißem Hintergrund.
поршни и флажки — шатунные изображения, картинки и символыПоршни и флажки
шатуны — шатунные изображения и рисункиПоршни
einfaches automotor, motor liniensymbol. символ и zeichen вектор-иллюстрация-дизайн. isoliert auf weißemhintergrund — графические изображения шатунов, -клипарты, -мультфильмы и -символыEinfaches Automotor, двигатель Liniensymbol. Symbol und Zeichen…
fahrzeug leistung teile-motorkolben und conrods-symbol und cityscap — conrod stock-grafiken, -clipart, -cartoons und -symboleFahrzeug Leistung Teile-Motorkolben und conrods-Symbol und…
wen reparieren — Штатная графика шатуна, -клипарт, -мультфильмы и -символWagen reparieren
Motorkolben — шатун стоковые фотографии и изображенияMotorkolben
Motorkolben — шатунный сток-график, -клипарт, -мультфильмы и -символMotorkolben
grunge zimmer mit verbindungstür rod mit kappe — conrod stock-fotos und bilder und conrod verwendet — шатун стоковых фотографий и изображенийMotorkolben и Conrod verwendet
kolben und conrods-symbol. kolben duschstangen unterschreiben. автосервис-символ. — шатун сток-графика, -клипарт, -мультфильмы и -символ
kolben duschstangen unterschreiben. автосервис-символ. — шатун сток-графика, -клипарт, -мультфильмы и -символКолбен и шатуны-Символ. Колбен Duschstangen unterschreiben….
гранж ростиге verbindungstür стержень с крышкой — шатун сток-фотографии и изображениягранж ростиге Verbindungstür стержень с каппе
колбен и pleuel-символ. автозапчасти. fahrzeugservicesymbol. — графическое изображение шатуна, -клипарт, -мультфильмы и -символКолбен и Pleuel-Symbol. Autoteile Zeichen….
Motorkolben und Conrod verwendet — шатун стоковые фотографии и изображенияMotorkolben und Conrod verwendet
Motorkolben-symbol — шатун стоковой графики, -клипарт, -мультфильмы и -символMotorkolben-Symbol
pleuel — conrod stock-fotos und bilderPleuel
grunge rostige verbindungstür rod mit kappe in schwarz und weiß — conrod stock-fotos und bildergrunge rostige Verbindungstür rod mit Kappe in Schwarz und Weiß -grafiken, -clipart, -cartoons und -symbole
KolbenLine Symbol
moderne umrisse linearpiktogramm von autoteilen — conrod stock-grafiken, -clipart, -cartoons und -symboleModerne Umrisse Linearpiktogramm von Autoteilen
Motorkolben und Conrod verwendet — шатун стоковые фото и изображенияMotorkolben und Conrod verwendet
Ростиж вербиндунгстюр стержень с крышкой — шатун сток фото и билдер und Conrod verwendet motorkolben — шатун стоковых фотографий и изображенийMotorkolben
v4 двигатель kolben, auf weißem hintergrund. — фото и изображение шатуна
— фото и изображение шатунаV4 Motor Kolben, auf weißem Hintergrund.
Motorkolben und conrod auf weißem isolierthintergrund — шатун стоковые фото и фотографии — фото и изображение шатунаV4 Motor Kolben, auf weißem Hintergrund.
Motorkolben und conrod auf weißem isoliert Hintergrund — шатун стоковые фото и изображения0002 Motorkolben und conrod auf weißem isoliert Hintergrund Моторная деталь — шатун, стоковые фотографии и изображенияMotor Teile
Моторная деталь — шатун, стоковые фотографии и изображенияMotor Teile
Motor Teile — шатун, стоковые фотографии и изображенияMotor Teile
— стоковые фото и изображения шатуновMotor Teil
моторные детали — шатуны стоковые фото и изображенияMotor Teile
von 1поршневой шток — изображения и стоковые фотографии
758 изображения
- изображения
- FOTOS
- GRAFIKEN
- VEKTOREN
- Видео
Niedrigster Preis
Signature4242424244242442424424424424424244244244244244242424242424242424242442442424242442442424424424424424424424242н. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
Schnittansicht eines Hydraulikkolbens.
Motorkolben und Kurbelwelle auf Weißem Hintergrund. isolierte 3d-иллюстрация — шток поршня стоковые фотографии и изображенияMotorkolben und Kurbelwelle auf weißem Hintergrund. Isolierte 3D-I
Гидравлический станок для баума — стоковые фото и фотографии штока поршняГидравлический станок для баума
graues motorkolbensymbol isoliert auf weißemhintergrund. автомотор колбеншильд. вектор — поршневой шток сток-график, -клипарт, -мультфильмы и -символGraues Motorkolbensymbol isoliert auf weißem Hintergrund….
kolben des motors zwei artikel mit stangen ausgerichtet für auto kurbelwelle zylinder nockenwelle symbol schwarz farbe vektor illustration flat style bild — шток поршня — графика, -клипарт, -мультики и -символ Колбен des Motors zwei Artikel mit Stangen ausgerichtet für Auto. ..
..
Hydraulische Stangennahaufnahme для Baumaschinen
V8-motorkolben. kurbelwelle в bewegung. — Шток поршня сток-фото и изображениеV8-Motorkolben. Курбельвелле в Бевегунге.
Vier verschiedene motorkolben duschstangen du Liegst auf rostigen metall — шток поршня, фотографии и изображенияVier verschiedene Motorkolben Duschstangen Du Liegst auf…
авто-моторколбен. — шток поршня, фото и фотографияAuto-Motorkolben.
autoteile doodle set — шток поршня, графика, клипарт, мультфильмы и символыAutoteile Doodle Set grau schwarz farbe векторная иллюстрация bild solid fill umriss konturlinie dünner flacher stil — поршневой шток сток-график, -клипарт, -мультфильмы и -символ
Kurbelwelle Motor Zylinderblock Kolben Verbrennungsmotor Auto…
der gaskompressionskolben im kompressor ist eine nahaufnahme. большой колбен с колбенрингом — шток поршня стоковые фотографии и изображения Der Gaskompressionskolben im Kompressor ist eine Nahaufnahme. Автосервис Groß
Автосервис Groß
Autoservice auf weißem Hintergrund. Isolierte 3D-Illustration
шток и поршни — стоковые фотографии и изображения штока поршняStäbe & Pistons
Satz Neuer Autokolben und Ventile auf betongrauem undergrund, autoreparaturteile — stock-fotos und bilder штока поршняSatz Neuer Autokolben und Ventile auf betongrauem Hintergrund,… гранж демпфлок рад и станген — фото штока поршня и изображение
Колбен и Treibrad дер исторический Dampflokomotive. Гранж…
schutz motorische kolben und kurbelwelle auf weißem hintergrund. isolierte 3d-иллюстрация — шток поршня стоковые фотографии и изображенияSchutz motorische Kolben und Kurbelwelle auf weißem Hintergrund….
стержень и двигатель — поршневые штоки стоковые фотографии и изображенияRod & Motorkolben
линейный символ двигателя kolben isoliert auf grauem hintergrund. авто-мотор kolben-zeichen. бунтес умриссконцепт. вектор — шток поршня — графика, -клипарт, -мультфильмы и -символ
бунтес умриссконцепт. вектор — шток поршня — графика, -клипарт, -мультфильмы и -символЛинейный двигатель Колбен-Символ изолирован на заднем плане. Auto-Mo
комплект autositz, zahnriemensatz и motorkolben. вайсс квадратный вкус. вектор — шток поршня — графика, -клипарт, -мультфильмы и -символНабор Autositz, Zahnriemensatz и Motorkolben. Weiße quadratische…
isometrische linie motorkolbensymbol auf gelbemhintergrund isoliert. автомотор колбеншильд. черный вкус.Motorkolben Rod
Motorkolben Rod
aquarell-stilikone поршень — поршневой шток Stock- графика, -клипарт, -мультфильмы и -символAquarell-Stilikone PIston
stellen sie motor, und motorkolben überprüfen. вайсс квадратный вкус. вектор — шток поршня — графика, -клипарт, -мультфильмы и -символStellen Sie Motor, Tacho und Motorkolben überprüfen. Weiße…
Flugzeug Landung Ausrüstung — поршневой шток стоковые фото и изображенияFlugzeug Landung Ausrüstung
stellen sie fernlicht, auto, motorkolben und schraubendreher symbol ein. вектор — шток поршня — графика, -клипарт, -мультфильмы и -символ
вектор — шток поршня — графика, -клипарт, -мультфильмы и -символStellen Sie Fernlicht, Auto, Motorkolben und Schraubendreher…
papierschnitt motorkolbensymbol isoliert auf grauem und schwarzemhintergrund. автомотор колбеншильд. папьекунстстил. вектор — шток поршня — графика, -клипарт, -мультфильмы и -символPapierschnitt Motorkolbensymbol isoliert auf grauem und…
set fernlicht, autotür, motorkolben und autoschlüssel mit fernbedienung. черный квадратный вкус. вектор — шток поршня — графика, -клипарт, -мультфильмы и -символSet Fernlicht, Autotür, Motorkolben und Autoschlüssel mit…
Auto teilen — шток поршня, фото и фотографииAuto teilen
set-line autositz, motorkolben und autobatterie. infografik-vorlage für unternehmen. вектор — шток поршня — графика, -клипарт, -мультфильмы и -символSet-Line Autositz, Motorkolben und Autobatterie. Infografik-Vorla
gefüllter umriss motorkolbensymbol isoliert auf weißem undergrund. автомотор колбеншильд. вектор — шток поршня — графика, -клипарт, -мультфильмы и -символ
вектор — шток поршня — графика, -клипарт, -мультфильмы и -символGefüllter Umriss Motorkolbensymbol isoliert auf weißem…
stellen sie motorkolben-symbol isoliert auf schwarz-weißem undergrund. авто-мотор kolben-zeichen. вектор — поршневой шток сток-графика, -клипарт, -мультфильмы и -символStellen Sie Motorkolben-Symbol isoliert auf schwarz-weißem…
graues power-auto-motorsymbol isoliert auf weißem undergrund. вектор — поршневой шток сток-графика, -клипарт, -мультфильмы и -символGraues Power-Auto-Motorsymbol isoliert auf weißem Hintergrund….
автозапчасти — шток поршня стоковые фотографии и изображенияавтозапчасти
graues motorkolbensymbol isoliert auf weißemhintergrund. автомотор колбеншильд. вектор — поршневой шток сток-графика, -клипарт, -мультфильмы и -символGraues Motorkolbensymbol isoliert auf weißem Hintergrund….
schwarze linie motor kolben-symbol isoliert auf Weißem Hintergrund. авто-мотор kolben-zeichen. вектор — поршневой шток сток-графика, -клипарт, -мультфильмы и -символ Schwarze Linee Motor Kolben-Symbol isoliert auf weißem. ..
..
Документы, посвященные двигателю, символ, изолирт в грауэм… von Einem Automotor auf dem blauenhintergrund mit kopierraum. maschinen abstrakterhintergrund — фото и изображения штока поршня
Kolben von einem Automotor auf dem blauen Hintergrund mit…
rote linie motorkolbensymbol isoliert nahtloses muster auf schwarzem Hintergrund. автомотор колбеншильд. вектор — поршневой шток сток-графика, -клипарт, -мультфильмы и -символRote Line Motorkolbensymbol isoliert nahtloses Muster auf…
glühende neonlinie motor kolben symbol isoliert auf schwarzemhintergrund. авто-мотор kolben-zeichen. бунтес умриссконцепт. вектор — шток поршня — графика, -клипарт, -мультфильмы и -символGlühende Neonlinie Motor Kolben Symbol isoliert auf schwarzem…
mit verbindungstür rod mit motorkolben zeichnung — шток-графика, -clipart, -cartoons und -symbole автомотор колбеншильд. setzen sie symbole bunt. вектор — поршневой шток сток-графика, -клипарт, -мультфильмы и -символ
setzen sie symbole bunt. вектор — поршневой шток сток-графика, -клипарт, -мультфильмы и -символSchwarzes Motorkolbensymbol auf weißem Hintergrund isoliert….
weißes motorkolbensymbol isoliert mit langem schattenhintergrund. автомотор колбеншильд. schaltfläche «крайзен». вектор — шток поршня — графика, -клипарт, -мультфильмы и -символWeißes Motorkolbensymbol isoliert mit langem Schattenhintergrund.
metallic-zylinder — шток поршня стоковые фото и изображенияMetallic-Zylinder
linie einstellen motorkolbensymbol isoliert auf weißem undergrund. автомотор колбеншильд. setzen sie symbole bunt. вектор — шток поршня графика, -клипарт, -мультфильмы и -символЛинии einstellen Motorkolbensymbol isoliert auf weißem…
glühende неоновый мотор kolben-symbol isoliert auf Ziegelwand Hintergrund. авто-мотор kolben-zeichen. вектор — шток поршня — графика, -клипарт, -мультфильмы и -символGlühende Neon Motor Kolben-Symbol isoliert auf Ziegelwand…
kolben des motors zwei artikel mit stangen ausgerichtet für auto kurbelwelle zylinder nockenwellen set icon grau schwarz farbe vektor illustration bild flach stil solide füllung kontur linie dünn — шток поршня, шток-график -clipart, -cartoons und -symbole Колонка Motors zwei Artikel mit Stangen ausgerichtet für Auto. ..
..
Graues Motorkolbensymbol isoliert auf weißem Hintergrund….
поршни для автомобилей — поршневые штоки стоковые фото и фотографии автомотор колбеншильд. вектор — поршневой шток -графика, -клипарт, -мультфильмы и -символSchwarze Linee Motorkolbensymbol isoliert auf weißem Hintergrund.
kolben des motors zwei gegenstände mit stangen ausgerichtet für auto kurbelwelle zylinder nockenwelle kontur umriss symbol schwarz farbe vektor illustration flat style bild — шток штока, графика, клипарт, мультфильмы и символKolben des Motors zwei Gegenstände mit Stangen ausgerichtet für…
halten sie die seite oder standardseite des motorrads ist ein seitenständer motorrad — шток поршня стоковые фотографии и фотографииHalten Sie die Seite oder Standardseite des Motorrads ist ein…
retro auto-motor — поршневой шток стоковые фото и фотоRetro Auto-Motor
set mit kolben und duschstangen für kfz motor — поршневой шток стоковые фото и фотоset mit Kolben und Duschstangen für Kfz Motor
leuchtende neonleitung motorkolbensymbol auf schwarzemhintergrund isoliert . автомотор-колбеншильд. вектор — шток поршня — графика, -клипарт, -мультфильмы и -символ
автомотор-колбеншильд. вектор — шток поршня — графика, -клипарт, -мультфильмы и -символLeuchtende Neonleitung Motorkolbensymbol auf schwarzem…
Offener Automotor mit zylinderkolben und stange — шток поршня, фото и фотографии gekreuzte motorkolben symbol isoliert auf gelbem hintergrund. лангер шаттен стиль. вектор — поршневой шток сток-графика, -клипарт, -мультфильмы и -символSchwarz Zwei gekreuzte Motorkolben Symbol isoliert auf gelbem…
фон 13Установка шатуна и крышек на коленчатый вал двигателя с помощью натяжного ключа. На рисунке показан коленчатый вал и шатун в сборе. Завод судовых двигателей Packard, Детройт — промежуточная рулонная пленка
Содержимое черно-белых негативов информации Администрации безопасности ферм/Управления войны Библиотеки Конгресса является общественным достоянием и может свободно использоваться и повторно использоваться.
Кредитная линия: Библиотека Конгресса, Отдел эстампов и фотографий, Администрация безопасности ферм/Военное управление Информация, черно-белые негативы.
Для получения информации о воспроизведении, публикации и цитировании материалов из этой коллекции, а также о доступе к исходным материалам см.: Информация Управления безопасности ферм США/Военного управления. Черно-белые фотографии. Информация о правах и ограничениях.
Подробнее об авторском праве и других ограничениях
Для получения рекомендаций по составлению полных ссылок обратитесь к Citing Primary Sources.
- Консультант по правам : Видеть Страница информации о правах и ограничениях
- Репродукция номер : LC-USE6-D-000793 (черно-белая пленка, отрицательная)
- Телефонный номер : LC-USE6-D-000793 [P&P] LOT 2147 (соответствующая фотопечать)
- Информация о доступе : —
Получение копий
Если отображается изображение, вы можете загрузить его самостоятельно. (Некоторые изображения отображаются только в виде эскизов за пределами
Библиотеке Конгресса из соображений прав, но у вас есть доступ к изображениям большего размера на
сайт.)
(Некоторые изображения отображаются только в виде эскизов за пределами
Библиотеке Конгресса из соображений прав, но у вас есть доступ к изображениям большего размера на
сайт.)
Кроме того, вы можете приобрести копии различных типов через Услуги тиражирования Библиотеки Конгресса.
- Если отображается цифровое изображение: Качество цифрового изображения частично зависит от того, был ли он сделан из оригинала или промежуточного звена, такого как копия негатива или прозрачность. Если поле «Репродукционный номер» выше включает репродукционный номер, начинающийся с LC-DIG…, то есть цифровое изображение, которое было сделано непосредственно с оригинала и имеет достаточное разрешение для большинства целей публикации.
- Если есть информация, указанная в поле Номер репродукции выше: Вы можете использовать репродукционный номер для покупки копии в Duplication Services. Это будет
сделано из источника, указанного в скобках после номера.
Если в списке указаны только черно-белые («ч/б») источники и вам нужна копия, показывающая цвета или оттенка (при условии, что они есть у оригинала), обычно можно приобрести качественную копию оригинал в цвете, указав номер телефона, указанный выше, включая каталог запись («Об этом элементе») с вашим запросом.
- Если в поле Номер репродукции выше нет информации: Как правило, вы можете приобрести качественную копию через Duplication Services. Назовите номер телефона перечисленных выше, и включите запись каталога («Об этом элементе») в свой запрос.
 Это будет
сделано из источника, указанного в скобках после номера.
Это будет
сделано из источника, указанного в скобках после номера.Прайс-листы, контактная информация и формы заказа доступны на Веб-сайт службы дублирования.
Доступ к оригиналам
Выполните следующие действия, чтобы определить, нужно ли заполнять бланк вызова в разделе «Распечатки». и читальный зал фотографий, чтобы просмотреть исходные предметы. В некоторых случаях используется суррогатное изображение (замещающее изображение).
доступны, часто в виде цифрового изображения, копии или микрофильма.
и читальный зал фотографий, чтобы просмотреть исходные предметы. В некоторых случаях используется суррогатное изображение (замещающее изображение).
доступны, часто в виде цифрового изображения, копии или микрофильма.
Элемент оцифрован? (Эскиз (маленькое) изображение будет видно слева.)
- Да, товар оцифрован. Пожалуйста, используйте цифровое изображение вместо того, чтобы запрашивать оригинал. Все изображения могут быть
просматривать в большом размере, когда вы находитесь в любом читальном зале Библиотеки Конгресса. В некоторых
случаях доступны только эскизы (маленьких) изображений, когда вы находитесь вне Библиотеки
Конгресс, потому что права на предмет ограничены или не были оценены на предмет прав
ограничения.
В качестве меры по сохранению мы обычно не обслуживаем оригинальный товар, когда цифровое изображение доступен. Если у вас есть веская причина посмотреть оригинал, проконсультируйтесь со ссылкой
библиотекарь. (Иногда оригинал просто слишком хрупок, чтобы служить. Например, стекло и
пленочные фотонегативы особенно подвержены повреждениям. Их также легче увидеть
онлайн, где они представлены в виде положительных изображений.) - Нет, элемент не оцифрован. Перейдите к #2.
- Да, товар оцифрован. Пожалуйста, используйте цифровое изображение вместо того, чтобы запрашивать оригинал. Все изображения могут быть
просматривать в большом размере, когда вы находитесь в любом читальном зале Библиотеки Конгресса. В некоторых
случаях доступны только эскизы (маленьких) изображений, когда вы находитесь вне Библиотеки
Конгресс, потому что права на предмет ограничены или не были оценены на предмет прав
ограничения.
Указывает ли вышеприведенные поля Access Advisory или Call Number, что существует нецифровой суррогат, например, микрофильмы или копии?
- Да, другой суррогат существует. Справочный персонал может направить вас к этому суррогат.
- Нет, другого суррогата не существует. Перейдите к #3.
- Если вы не видите уменьшенное изображение или ссылку на другой суррогат, пожалуйста, заполните бланк вызова в читальный зал эстампов и фотографий. Во многих случаях оригиналы могут быть доставлены в течение нескольких минут. Другие материалы требуют назначения на более позднее время в тот же день или в будущем. Справочный персонал может проконсультировать вас как по заполнению бланка заказа, так и по срокам подачи товара.
 Если у вас есть веская причина посмотреть оригинал, проконсультируйтесь со ссылкой
библиотекарь. (Иногда оригинал просто слишком хрупок, чтобы служить. Например, стекло и
пленочные фотонегативы особенно подвержены повреждениям. Их также легче увидеть
онлайн, где они представлены в виде положительных изображений.)
Если у вас есть веская причина посмотреть оригинал, проконсультируйтесь со ссылкой
библиотекарь. (Иногда оригинал просто слишком хрупок, чтобы служить. Например, стекло и
пленочные фотонегативы особенно подвержены повреждениям. Их также легче увидеть
онлайн, где они представлены в виде положительных изображений.)
Чтобы связаться со справочным персоналом в читальном зале эстампов и фотографий, воспользуйтесь нашим Спросите библиотекаря или позвоните в читальный зал между 8:30 и 5:00 по номеру 202-707-6394 и нажмите 3.
Треснутые шатуны · Технипедия · Motorservice
Настройки
Вернуться к поиску
Информация об использовании
Важная информация по обращению
Растрескивание не имеет недостатков, но имеет одно большое преимущество: оно обеспечивает точную посадку хвостовика шатуна и крышки подшипника. Но на что следует обратить внимание при установке?
Но на что следует обратить внимание при установке?
Шатуны образуют связь между коленчатым валом и поршнями и передают газ и силы инерции на коленчатый вал. Для установки шатуна на коленчатый вал необходимо разделить большую проушину шатуна.
Одной из форм создания этого разделения является «растрескивание»: шатуны с трещинами изначально изготавливаются как цельный компонент. Затем большая проушина шатуна целенаправленно ломается надвое. Две части
снова свинчиваются во время монтажа. Поверхности излома с трещинами обеспечивают превосходную точность посадки между хвостовиком шатуна и крышкой подшипника.
Во избежание путаницы хвостовики шатунов и крышки подшипников, которые принадлежат друг другу, маркируются одинаковым номером пары.
Парные номераОбратите внимание:
- Стержни шатунов и крышки подшипников нельзя заменять по отдельности или взаимозаменять.
- Только хвостовики шатунов и крышки подшипников с одинаковым номером пары могут использоваться вместе.
- Стержни шатунов и крышки подшипников нельзя класть на поверхности излома.
- Поверхности излома нельзя обрабатывать, повреждать или загрязнять.
- Перед монтажом поверхности излома необходимо очистить подходящим средством (например, очистителем тормозов) и продуть. Не протирайте поверхность излома, так как волокна и пух могут испачкать поверхность излома.
- Во избежание загрязнения поверхности излома шатуны с трещинами разрешается транспортировать только с крышками подшипников и болтами шатунов, затянутыми вручную.
- Капитальный ремонт отверстия в корпусе невозможен, т.е. зашлифовка поверхности излома и обработка отверстия невозможна на шатунах с трещинами.
Ключевые слова :
шатун, шатун , крышка подшипникаГруппа товаров :
Поршни и компонентыГруппы продуктов на ms-motorservice.
com Только для технического персонала. Все содержимое, включая изображения и диаграммы, может быть изменено. Для назначения и замены обратитесь к текущим каталогам или системам, основанным на TecAlliance.
Использование файлов cookie и защита данных
Motorservice Group использует файлы cookie, сохраненные на вашем устройстве, для оптимизации и постоянного улучшения своих веб-сайтов, а также для статистических целей. Дополнительную информацию об использовании нами файлов cookie можно найти здесь, а также информацию о нашей публикации и уведомление о защите данных.
Нажав «ОК», вы подтверждаете, что приняли к сведению информацию о файлах cookie, заявлении о защите данных и деталях публикации. Вы также можете в любое время изменить настройки файлов cookie для этого веб-сайта.
Настройки конфиденциальности
Мы придаем большое значение прозрачной информации, касающейся всех аспектов защиты данных. Наш веб-сайт содержит подробную информацию о настройках, которые вы можете выбрать, и о том, какое влияние оказывают эти настройки. Вы можете изменить выбранные настройки в любое время. Независимо от того, какой выбор вы выберете, мы не будем делать никаких выводов о вас как о личности (за исключением случаев, когда вы явно указали свои данные). Для получения информации об удалении файлов cookie обратитесь к функции справки в вашем браузере. Вы можете узнать больше в заявлении о защите данных.
Измените настройки конфиденциальности, нажав на соответствующие кнопки
- Необходимый
- Удобство
- Статистика
Необходимый
Файлы cookie, необходимые для системы, обеспечивают правильную работу веб-сайта. Без этих файлов cookie могут возникнуть сбои или сообщения об ошибках.
Этот веб-сайт будет:
- Сохранение файлов cookie, необходимых системе
- Сохранение настроек, которые вы делаете на этом веб-сайте
Этот сайт никогда не будет делать следующее без вашего согласия:
- Сохраните ваши настройки, такие как выбор языка или баннер cookie, чтобы вам не пришлось повторять их в будущем.
- Оценивайте посещения анонимно и делайте выводы, которые помогут нам оптимизировать наш веб-сайт.
- Сделать выводы о вас как о личности (за исключением случаев, когда вы явно указали свои данные, например, в контактных формах)
Удобство
Эти файлы cookie упрощают использование веб-сайта и сохраняют настройки, например, чтобы вам не приходилось повторять их каждый раз, когда вы посещаете сайт.
Этот веб-сайт будет:
- Сохранение файлов cookie, необходимых системе
- Сохранение ваших настроек, таких как выбор языка или баннер файлов cookie, чтобы вам не пришлось повторять их в будущем.
Этот сайт никогда не будет делать следующее без вашего согласия:
- Оценивайте посещения анонимно и делайте выводы, которые помогут нам оптимизировать наш веб-сайт.
- Сделать выводы о вас как о личности (за исключением случаев, когда вы явно указали свои данные, например, в контактных формах)
Конечно, мы всегда будем соблюдать настройку «не отслеживать» (DNT) в вашем браузере. В этом случае файлы cookie для отслеживания не устанавливаются и функции отслеживания не загружаются.
Замена подшипника шатуна двигателя Chevy 305
Автор: Joey Barton (и 3 других участника)
- Избранное: 0
- Завершений: 3
Сложность
Умеренный
Шаги
4
Необходимое время
1 — 2 часа
Секции
1
- Подшипник шатуна 4 шага
Флаги
0
- BackEngine
- Полный экран
- Опции
- История
- Скачать PDF
- Править
- Перевести
- Встроить это руководство
Введение
Это руководство предназначено для двигателей, уже снятых с автомобиля. Хотя такую работу можно выполнить, когда двигатель все еще находится в автомобиле, это будет намного проще сделать, если двигатель снят.
Шатун — это то, что соединяет поршень с коленчатым валом в двигателе. Он преобразует «тяни-толкай» движение поршня во вращательное движение коленчатого вала, поэтому для плавного кругового движения требуется какой-то подшипник.
Детали не указаны.
Снимите 18 болтов, удерживающих масляный поддон, используя головки 3/8 и 1/2, удлинитель 6 дюймов и трещотку 3/8.
Четырнадцать болтов 3/8 по периметру и четыре болта 1/2 на каждом углу
org/HowToDirection»>
Поднимите масляный поддон вверх и вперед, чтобы маслонасос освободил перегородку.
Пока не снимайте прокладку масляного поддона.
Редактировать
Снятие и замена шатунного подшипника
Аккуратно постучите торцевой крышкой по блоку цилиндров или снимите ее с торцевой крышки с помощью тонкой плоской отвертки.
Осторожно переместите поршень и шток вниз в цилиндр, чтобы заменить подшипник на конце штока.
НЕ ВЫДВИГАЙТЕ ПОРШЕНЬ ИЗ ЦИЛИНДРА.
Редактировать
Редактировать
Редактировать
Почти готово!
Чтобы собрать устройство, следуйте этим инструкциям в обратном порядке. Затяните колпачковые гайки шатуна с моментом 65 футо-фунтов. Затяните болты масляного поддона с моментом 12 футо-фунтов.
Вывод
Чтобы собрать устройство, следуйте этим инструкциям в обратном порядке. Затяните колпачковые гайки шатуна с моментом 65 футо-фунтов.