Технические условия на сборку двигателя КамАЗ-740
Категория:
Техническое обслуживание автомобилей
Публикация:
Технические условия на сборку двигателя КамАЗ-740
Читать далее:
Приработка двигателей
Технические условия на сборку двигателя КамАЗ-740
Установка гильз цилиндров и направляющих толкателей.
Верхние уплотнительные кольца необходимо устанавливать на гильзы цилиндров без скручивания и излишнего растягивания.
Перед установкой гильз в блок на заходные фаски блока и гильз необходимо нанести смазку типа ЦИАТИМ. Гильзы следует вставлять в блок осторожно усилием руки, не допуская срезания выступающих из канавок уплотнительных колец.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
На верхнем нерабочем торце каждой гильзы на стороне, обращенной к вентилятору, необходимо нанести номер цилиндра.
Направляющие толкателей должны поступать на сборку в комплекте с толкателями. Все направляющие и толкатели, устанавливаемые на один двигатель, должны иметь размер по рабочему чертежу или ремонтный. Направляющие следует устанавливать на штифты блока цилиндров и крепить болтами. Момент затяжки болтов должен быть 7,5—9,5 кгс-м.
Сборка и установка распределительного вала. Вал распределительный должен быть собран с корпусом подшипника и шестерней. Перед сборкой с корпусом подшипника заднюю опорную шейку вала и втулку корпуса необходимо протереть салфеткой и смазать чистым маслом для двигателя.
Шестерню, предварительно нагретую до температуры (100±10) °С, напрессовать на шейку вала до упора. Зазор между шестерней и корпусом подшипника должен быть 0,25—0,30 мм.
При установке распределительного вала в блок цилиндров втулки опор и опорные шейки вала смазать чистым маслом для двигателя. Распределительный вал следует устанавливать аккуратно; повреждение рабочих поверхностей втулок не допускается.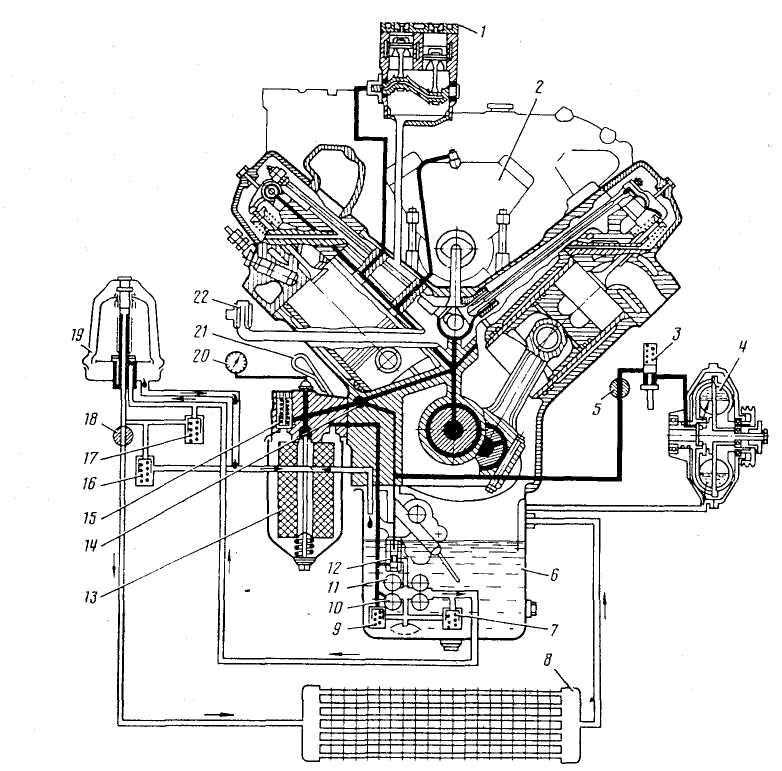
Сборка и установка коленчатого вала. Коленчатый вал перед сборкой необходимо тщательно обдуть сжатым воздухом. В полости вала запрессовать и развальцевать заглушки, а в масляный канал переднего торца вставить ввертыш, Как показано на рис. 2. Глубина торца ввертыша от торца вала должна быть не менее 56,5 мм. Момент затяжки ввертыша должен быть 5—6 кгс-м. Герметичность заглушек проверить опрессовкой полостей дизельным топливом под давлением 2 кгс/см2. Допускается подтекание топлива не более 20 г/мин для одной заглушки. После проверки для удаления топлива необходимо продуть каналы и полости вала. Проверку герметичности заглушек допускается производить маслом при температуре 40—50° С под давлением 10 кгс/см2; подтекание масла для одной заглушки не должно быть более 20 г/мин. Повторная установка использованных заглушек не допускается.
Рис. 1. Стыки головки цилиндра и гильзы, головки и блока цилиндров двигателя КамАЗ: 1 — опорное кольцо; 2 — прокладка головки цилиндра; 3—головка цилиндра; 4 — резиновая уплотнительная прокладка головки; 5 — блок цилиндров; 6 —- уплртнительное кольцо гильзы; 7— гильза
Рис. 2. Установка заглушек каналов коленчатого вала:
1 — передний противовес; 2—шестерня привода масляного насоса; 3—заглушка; 4 — втулка; 5 — ввертыш-заглушка
2. Установка заглушек каналов коленчатого вала:
1 — передний противовес; 2—шестерня привода масляного насоса; 3—заглушка; 4 — втулка; 5 — ввертыш-заглушка
Установочные штифты необходимо запрессовать в коленчатый вал так, чтобы штифт переднего конца вала выступал на 7 мм, а заднего на 10 мм.
Шестерни и противовесы перед напрессовкой нагреть до температуры 105 °С. Напрессовку производить до упора. Противовесы изготовлены с дисбалансом 13 500 г-см относительно оси отверстия с направлением действия вдоль оси симметрии противовеса. Отклонение от заданного дисбаланса не должно превышать 15 гс-см в любом направлении.
Размеры вкладышей коренных подшипников должны соответствовать размерам шеек коленчатого вала и гнездам в блоке цилиндров. Перед установкой коленчатого вала в блок рабочая поверхность вкладышей коренных подшипников и коренные шейки должны быть смазаны чистым маслом для двигателя. Упорные полукольца коленчатого вала установить в выточках задней коренной опоры так, чтобы стороны с канавками прилегали к упорным торцам вала. Болты крепления крышек коренных подшипников затянуть в соответствии с инструкцией, приведенной в ТУ на ремонт дбигателя.
Болты крепления крышек коренных подшипников затянуть в соответствии с инструкцией, приведенной в ТУ на ремонт дбигателя.
Установка распределительных шестерен. Шестерни должны быть установлены по меткам, как показано на рис. 78. Затяжку болтов крепления оси ведущей шеЛерни привода распределительного вала- к блоку производить в два приема (предварительно и окончательно) моментом 5,0—6,2 кгс-м. Болт крепления роликоподшипника ведущей шестерни распределительного вала затянуть моментом 9—10 кгс-м.
Окружной зазор в зацеплении шестерен газораспределения при рабочем состоянии двигателя должен быть 0,1—0,3 мм. Замер окружного зазора производить щупом в трех точках (не менее).
Сборка и установка картера маховика. Картер собирается с корпусом переднего подшипника и манжетой заднего конца колен-’ чатого вала. Перед установкой картера блок цилиндров по периметру прокладки картера маховика допускается смазывать тонким слоем консталина УТ-2 или смазками 1-13, ЦИАТИМ-201. Затяжку болтов крепления картера маховика производить моментом 9—11 кгс-м. относительно оси коленчатого вала не должно превышать 0,4 мм.
относительно оси коленчатого вала не должно превышать 0,4 мм.
Сборка и установка поршня с пальцем и шатуном. Поршень с пальцем и шатуном собирается после нагрева поршня до 80—)(10° С. Отверстие в шатуне под палец и. сам палец должны быть обильно смазаны маслом для двигателя. Палец устанавливается усилием руки (запрессовка не допускается).
Выточки под клапаны на поршне и пазы под усы вкладышей на шатуне необходимо расположить в одну сторону. Стопорные кольца поршневого пальца должны надежно фиксировать его в поршне от осевого перемещения.
На крышке шатуна необходимо выбить порядковый номер цилиндра, предварительно проверив спаренность крышки с шатуном.
Установку компрессионных и маслосъемных колец на поршень производить с помощью специального приспособления. Маслосъемноё кольцо устанавливать последовательно: сначала вставить в канавку пружинный расширитель, затем надеть кольцо так, чтобы стык расширителя находился под углом 180° к замку кольца.
Рис. и, и последним — компрессионное, покрытое хромом. Замки смежных колец развести в противоположные стороны.
и, и последним — компрессионное, покрытое хромом. Замки смежных колец развести в противоположные стороны.
Комплекты с поршнями и кольцами в сборе устанавливать на двигатель в соответствии с номерами цилиндров, выбитыми на крышке шатуна. Нумерация цилиндров приведена на рис. 4. При установке поршня в гильзу выточки под клапаны на поршне должны быть смещены ближе к оси коленчатого вала.
Суммарный зазор между торцами нижних головок шатунов и щеками коленчатого вала (осевой люфт) должен быть не менее 0,15 мм. Выступание днища поршня над буртом гильзы должно быть в пределах 0,5—0,7 мм.
Болты креплении крышек шатунов должны быть затянуты до удлинения на 0,25—0,27 мм.
Сборка и установка маховика. Маховик должен быть собран с зубчатым ободом и установочной втулкой. При установке на маховик зубчатый обод необходимо нагреть до температуры 230° С. Установочная втулка должна быть собрана с манжетой первичного вала и запрессована до упора стопорного кольца в маховик.
Рис. 4. Схема нумерации цилиндров двигателя КамАЗ и расположения секций ТНВД
4. Схема нумерации цилиндров двигателя КамАЗ и расположения секций ТНВД
Рис. 5. Маховик в сборе двигателя КамАЗ: 1 — зубчатый венец; 2 — маховик; 3 — упорное кольцо; 4 — установочная втулка; 5 — сальник первичного вала коробки передач
Перед установкой маховика на двигатель в отверстие заднего торца коленчатого вала запрессовать подшипник первичного вала коробки передач и заложить 15 г смазки № 153. Затяжку болтов крепления маховика производить последовательно в два приема (предварительно и окончательно) моментом 15— 17 кгс-м. Биение рабочей поверхности маховика и при-валочной поверхности под кожух сцепления, замеренное на максимальных диаметрах относительно оси коленчатого вала, не должно превышать 0,25 мм.
Сборка и установка головок цилиндров. Головку цилиндра перед сборкой необходимо тщательно обдуть сжатым воздухом. Опорное кольцо газового стыка после установки в головку необходимо обжать усилием 4500 кгс. Выступание плоскости кольца из головки после обжатия должно, быть 0,122—0,230 мм.
Посадка клапанов на седла должна быть герметичной. Проверку герметичности производить сухим воздухом при давлении 1.5 кг/см2. Допустимая утечка воздуха не должна превышать 3.6 см /мин. Клапаны должны быть надежно зафиксированы сухарями.
Перед установкой головки цилиндра плоскости сопряжения блока и головки, а также прокладки необходимо протереть и обдуть сжатым воздухом. Резиновые уплотнительные кольца головки цилиндров следует устанавливать плоской стороной к блоку цилиндров. Головка цилиндра должна свободно без ударов садиться на установочные штифты. Резьба болтов крепления головки цилиндра должна быть смазана тонким слоем графитной смазки. Болты затягиваются в, последовательности, указанной на рис. 81. Затяжку болтов необходимо производить не менее чем в три приема: 1-й – 4 кгс-м; 2-й — 124-15; 3-й — 19-Н21 кгс-м (предельные значения).
Рис. 6. Порядок затяжки болтов крепления головки цилиндра двигателя КамАЗ
6. Порядок затяжки болтов крепления головки цилиндра двигателя КамАЗ
2.2. Особенности устройства двигателей зил-131, КамАз-740.
Двигатель ЗиЛ-131.
Двигатель – V-образный, восьмицилиндровый, четырехтактный, карбюраторный, с жидкостным охлаждением. Двигатель прикреплен к раме в 3 точках. Передней опорой двигателя является кронштейн крышки распределительных зубчатых колес; задними опорами служат лапы картера сцепления. Между кронштейном и передней поперечиной рамы установлена прямоугольная резиновая подушка. Возможна установка передней опоры двигателя на 4 круглых резиновых подушках. Задние опоры двигателя имеют клинообразные подушки.
Таблица №1
Модель и тип | ЗИЛ-5081.1000401 V-образный, четырехтактный, карбюраторный, верхнеклапанный |
Расположение цилиндров | Под углом 90 град. |
Число цилиндров | 8 |
Диаметр цилиндров и ход поршня, мм | 100х95 |
Рабочий объем цилиндров, л | 6 |
Степень сжатия | 7,1 |
Макс.мощность при 3200 об/мин, кВт (л.с.) | 110 (150) |
Частота вращения коленчатого вала двигателя, при которой срабатывает ограничитель, об/мин | 3200 |
Максимальный крутящий момент при 1800-2000 об/мин, Н*м (кгс*м) | 410 (41) |
Удельный (минимальный) расход топлива г/(кВт*ч) (г/л.с.*ч) | 300 (220) |
Порядок работы цилиндров | 1-5-4-2-6-3-7-8 |
Нумерация цилиндров (по ходу автомобиля): правая группа левая группа | 1-2-3-4 5-6-7-8 |
Блок цилиндров | Чугунный, с легкосъемными вставными мокрыми гильзами, с кислотоупорной вставкой в верхней части гильзы и резиновыми уплотняющими кольцами в нижней ее части |
Головки цилиндров | Две, из алюминиевого сплава, с вставными седлами и направляющими втулками клапанов |
Поршни | Из алюминиевого сплава, один |
Поршневые кольца | Два компрессионных – чугунные (верхнее хромированное) и одно маслосъемное, стальное, хромированное |
Поршневые пальцы | Стальные, плавающие, пустотелые |
Шатуны | Стальные, двутаврового сечения, со смазыванием поршневого пальца разбрызгиванием; верхняя головка имеет бронзовую втулку |
Шатунные и коренные подшипники | Тонкостенные со сталеалюминевыми вкладышами |
Коленчатый вал | Стальной, кованый, пятиопорный |
Маховик | Чугунный, снабжен стальными зубчатым венцом для пуска двигателя стартером |
Распределительный вал | Стальной, пятиопорный |
Фазы газораспределения:
| 31 град. 83 град. до НМТ 67 град. до НМТ 47 град. до ВМТ |
Привод распределительного вала | Парой зубчатых колес с косыми зубъями |

 до ВМТ
до ВМТДвигатель КамАЗ-740.
Двигатель КамАЗ-740 – четырехтактный дизель жидкостного охлаждения с V-образным расположением 8 цилиндров. На блоке цилиндров установлены и закреплены узлы и детали двигателя. В расточках полублоков установлены гильзы цилиндров «мокрого» типа. Сверху гильзы цилиндров закрыты головками, отдельными на каждый цилиндр. Снизу блок цилиндров закрыт штампованным масляным картером.
В развале блока на 5 подшипниках скольжения расположен распределительный вал. Коленчатый вал установлен в нижней части блока. Вкладыши подшипников коленчатого вала и нижней головки шатуна тонкостенные, трехслойные, с рабочим слоем из свинцовистой бронзы.
Система охлаждения двигателя жидкостная,
закрытого типа, рассчитана на постоянное
применение низкозамерзающей охлаждающей
жидкости.
Указанные конструктивные решения, а также применение автоматической гидромуфты привода вентилятора и термостатов в системе охлаждения, полнопоточная фильтрация масла, эффективная очистка воздуха, поступающего по впускному трубопроводу, тонкая фильтрация топлива обеспечивают износостойкость деталей и узлов двигателя, значительно снижают трудоемкость технического обслуживания и ремонтных работ.
Таблица №2
Двигатель: для КамАЗ-4310 для КамАЗ-43105 | Дизель КамАЗ-740 12 комплектации То же, 13 комплектации |
Тип двигателя | Четырехтактный восьмицилиндровый дизель с воспламенением от сжатия |
Марка | КамАЗ-740 |
Расположение цилиндров | V-образное с углом развала
90 град. |
Порядок работы цилиндров | 1-5-4-2-6-3-7-8 |
Направление вращения коленчатого вала | Правое |
Диаметр цилиндров и ход поршня, мм | 120х120 |
Рабочий объем, л | 10,85 |
Степень сжатия | 17 |
Номинальная мощность, л.с. | 210 |
Максимальный крутящий момент, кгс*м | 65 |
Частота вращения коленчатого вала, об/мин: номинальная при макс. крутящем моменте на холостом ходу минимальная, не более максимальная, не более | 2600 50 1600-1800 600 2930 |
Количество клапанов в цилиндре | 2 (впускной и выпускной) |
Давление масла в прогретом двигателе, кгс/см : при номинальной частоте вращения при минимальной частоте вращения холостого хода, не менее | 4-5,5 1 |
Форсунки | Закрытого типа |
Давление начала подъема иглы форсунки, кгс/см : бывшей в эксплуатации новой (заводской регулировки) | 180-185 195-202 |

24V 5.
 5kw 10t Стартерный двигатель трактора для Kamaz Is1102 Azf4554 740,30-260
5kw 10t Стартерный двигатель трактора для Kamaz Is1102 Azf4554 740,30-260Категории продуктов
Номер детали производителя: LZ-7509
Упаковка: нейтральная коробка или коробка TNF, индивидуальная коробка
Эталонная модель: Порше
Номер OEM: F-55111.18, 94810240323
Отправить запросЧат сейчас
Наши технологические инновации вдохнули новую жизнь в продвижение продукции и обеспечили надежную гарантию оптимизации и модернизации наших структур 25281 2B000, 62TB0813B01, 22810 PLW 003. В новой ситуации развития, столкнувшись с проблемами и давлением, мы надеемся, что наши сотрудники возьмут на себя ответственность за поиск прорывов и поиск новых ситуаций. Компания стремится быть социально ответственным предприятием, способствуя прогрессу отрасли и устойчивому развитию общества и экономики посредством непрерывных инноваций. Независимо от того, гости далеко или близко, мы приветствуем вас, вы гости, которые поддерживали нас в течение длительного времени, мы, как всегда, предоставим вам лучший сервис.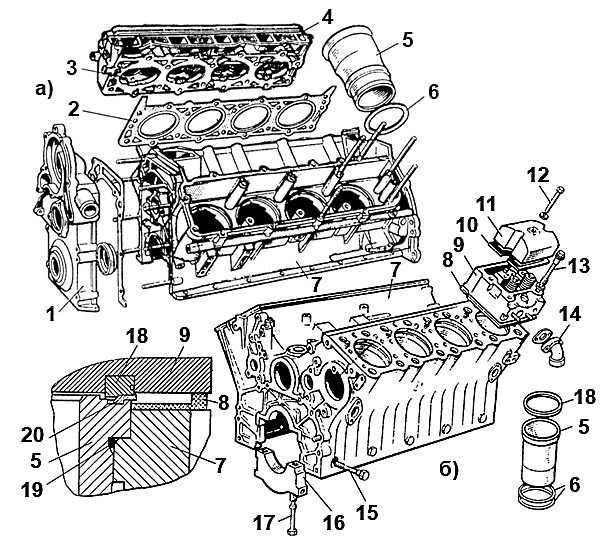 Мы признаем, что наука и техника являются оружием нации, а научно-технические инновации являются важной поддержкой для обеспечения высококачественного развития.
Мы признаем, что наука и техника являются оружием нации, а научно-технические инновации являются важной поддержкой для обеспечения высококачественного развития.
1. Belt Tensor F-55111.18 94810240323 for Porsche
2. Item specifics:
Brand: | TNF | Manufacturer Part NO.: | LZ-7509 | |
Время доставки: | 30 дней | Гарантия: | 1 год или 50000 к.м. 9003 2 | 1 год или 50000 к.м.0045 |
Port Of Shipment | Ningbo Or Shanghai Port, China | Package: | Neutral or TNF box, Customized box | |
Reference Model: | Porsche | Справочный OEM: | F-551111. 94810240323 |
 18
18 3. Доставка
Перед контрактом установлена, платеж, пластиковый пакет, пакет, пакет, пакет, набое, набое, набое, носитель, пакет, набое, набое, набое, набое, набое, носитель, носитель. Марка коробки, поддон должны быть обсуждены в деталях. После размещения заказа продукты должны быть изготовлены в соответствии с описанием. Лучшее качество по приемлемой цене — это наш сервис для всех клиентов. поскольку срок подходит, после оплаты упакованный товар будет отправлен в нужное место.
4. TNF Knowledge
Wenzhou TINAFOR Automobile Bearing Stock CO., LTD была основана в 2007 году. Она расположена на автомобильной и мотоциклетной базе промышленной зоны Ruian North. До аэропорта и железнодорожного вокзала всего полчаса. Его основной продукцией являются подшипник выключения сцепления, натяжитель ремня, центральный рабочий цилиндр и вакуумные насосы.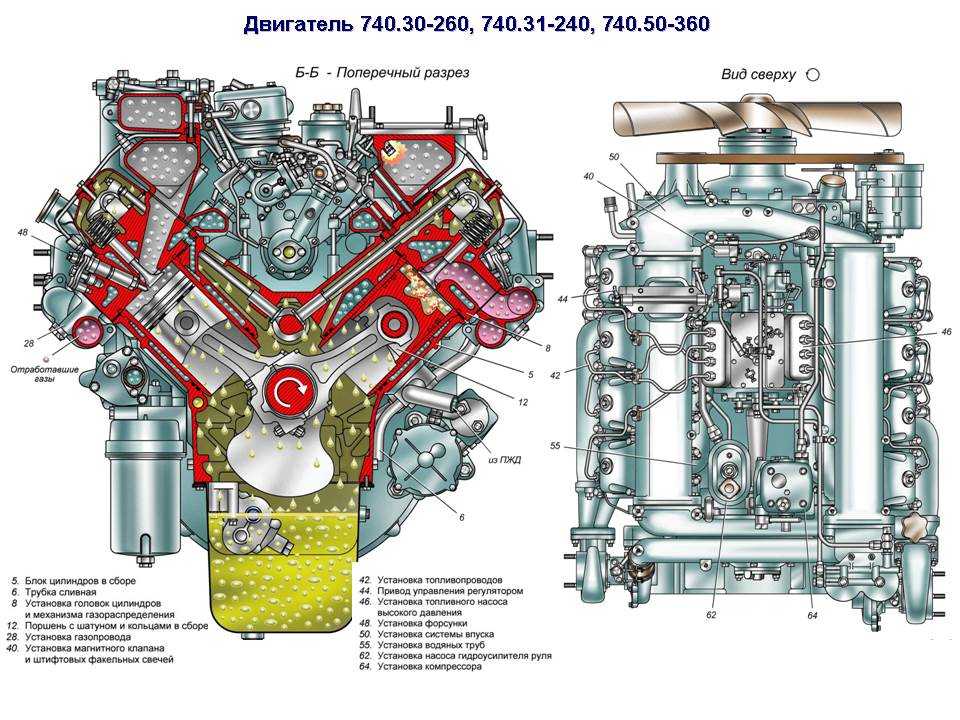 Продукция представлена тысячами разновидностей, удовлетворяя потребности отечественных, европейских, американских, японских, корейских систем и т. д. В настоящее время TINAFOR сотрудничает с известными отечественными и зарубежными автомобильными компаниями в области производства, все больше расширяя свою долю на мировом рынке за счет экспорт в 58 стран и регионов.
Продукция представлена тысячами разновидностей, удовлетворяя потребности отечественных, европейских, американских, японских, корейских систем и т. д. В настоящее время TINAFOR сотрудничает с известными отечественными и зарубежными автомобильными компаниями в области производства, все больше расширяя свою долю на мировом рынке за счет экспорт в 58 стран и регионов.
Наша торговая марка TINAFOR пользуется высокой репутацией и в настоящее время является символом высокого качества. Компания имеет право на независимое управление экспортом, и ее существующие продукты были проданы в Соединенные Штаты, Россию, Турцию, Германию, Японию, Корею, Панаму, Чили, Бразилию и Иран. Ключевые продукты основных продуктов находятся на передовом внутреннем уровне, а некоторые достигли передового международного уровня. Такие, как интерфейс без гидравлического разделительного подшипника уплотнения утечки, легкий натяжитель с высоким крутящим моментом и так далее. Высокие, новые и сложные технологии, мы осмеливаемся внедрять инновации и лидировать на рынке.
1. Хорошее качество
Наши продукты находятся под сертификатом системы качества ISO/TS 16949.
Хорошее сырье и передовые технологии обеспечивают высокое качество.
2. Хорошая цена
Можно предложить прямую конкурентоспособную цену на заводе.
Возможны небольшие заказы.
3. Хорошее обслуживание
TINAFOR старается удовлетворить клиента на 100%. Требование клиента является главным приоритетом.
Оперативно реагировать на запросы клиентов в течение одного дня.
Произведите бесплатную замену, если возникнут какие-либо проблемы с качеством в течение гарантийного срока.
4. Хорошая доставка
Обеспечение своевременной доставки.
Различные типы и различные модели автомобилей могут быть удовлетворены.
Чтобы потребители могли покупать и использовать с уверенностью, мы проводим полную серию строгих испытаний всех частей стартера трактора 24 В, 5,5 кВт, 10 т для КамАЗ Is1102 Azf4554 740.30-260 и строго контролируем каждую деталь.