Порядок и момент затяжки гбц на ваз 2109
Ремонт ГБЦ нельзя назвать простой процедурой, для которой необходимы определенные навыки и некоторый опыт. Для ремонта нужны специальные инструменты. Как правило, во время этих работ меняется прокладка и регулируется момент затяжки ГБЦ: ВАЗ 2109 в нашем случае. Чтобы регулировка была выполнена правильно, нужно неукоснительно следовать инструкции. При грамотном подходе, вы благополучно проведете регулировку, добившись желаемого результата.
Основная масса сегодняшних авто не нуждаются в подтяжке болтов головки, но на ВАЗ 2109, она требуется хотя бы для прохождения ТО.
Если начала скапливаться влага в тех местах, где соприкасается блок с цилиндрами, то это верный признак того, что требуется неотложная подтяжка болтов. Влага в вышеупомянутых местах это признак утечки смазки. Основные причины затяжки болтов это:
- повреждение ГБЦ из-за перегрева мотора;
Головка блока цилиндров - утрата герметичности прокладки головки блока цилиндров;
- пройден определенный в инструкции километраж.

1 Регулировка момента затяжки болтов
1.1 Необходимые инструменты
1.2 Схема затяжки
2 Затяжка ГБЦ и обкаточный конфиг
3 Замена прокладки ГБЦ на ВАЗ 2109
4 Замена
5 Затяжка
5.1 Золотые правила затяжки
5.2 Схема затяжки
Регулировка момента затяжки болтов
Для того чтобы выполнить все правильно и избежать ошибок нужно строго придерживаться определенных правил и соблюдать порядок выполнения.
Динамометрический ключПодтяжку нужно проводить только специальным динамометрическим ключом, который позволяет осуществлять контроль за моментом подтяжки.
Сначала, при помощи динамометрического ключа, ставим держатель в нулевое положение. Это означает, что данные устройства, равны моменту исходной позиции. Затем, нужно посмотреть на показатель прибора при старте крепежа. Вращая держатель, следим за показателями. Если момент не изменился, то это означает, что крепеж может поддаваться растяжению и это нормально, так и должно быть.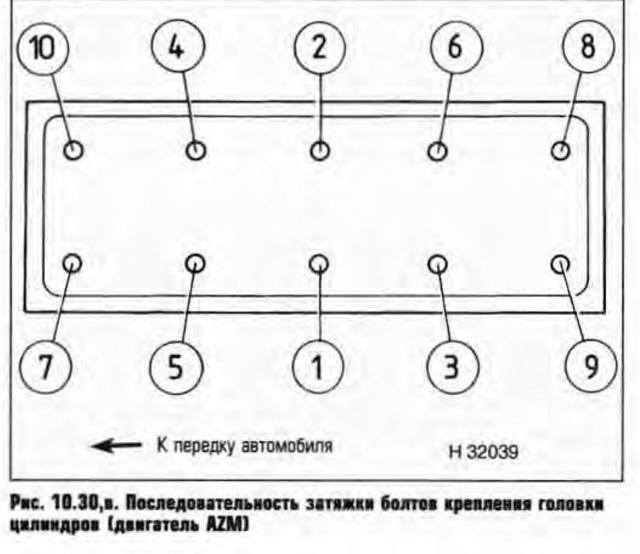 Если момент быстро возрос, необходимо достичь движения болта. Этот говорит о малом растяжении держателя. Значит, нужна стабилизация.
Если момент быстро возрос, необходимо достичь движения болта. Этот говорит о малом растяжении держателя. Значит, нужна стабилизация.
Во время работы автомобиля, болты, которыми закреплена головка блока цилиндров, все время испытывают различные воздействия. Постоянно происходит их нагрев и остывание, что со временем приводит к разрушению структуры крепежей.
Для всех силовых агрегатов имеются конкретные правила, которых необходимо придерживаться при работе:
- Строго следуйте тем данным, которые указаны в практическом руководстве к ВАЗ 2109.
- Регулировка проводится только динамометрическим ключом. Применение иного приспособления не позволит выполнить правильно эту работу.
- Используйте, лишь исправные болты.
Комплект болтов для замены - Начиная работать, обязательно проверьте, в каком состоянии находятся держатели.
- Строго придерживайтесь показателей момента затяжки, рекомендованных изготовителем.
Наиважнейшие данные касающиеся регулировки, есть в аннотации к каждому конкретному авто. Вследствие этого, надо внимательно изучить и придерживаться того, что в нем написано. Во время эксплуатации транспортного средства, нужно строго соблюдать все требования производителя и систематически диагностировать авто. Правильная и отлаженная работа силового агрегата ВАЗ 2109, предотвращает надобность в регулировании держателей головки блоков цилиндров.
Вследствие этого, надо внимательно изучить и придерживаться того, что в нем написано. Во время эксплуатации транспортного средства, нужно строго соблюдать все требования производителя и систематически диагностировать авто. Правильная и отлаженная работа силового агрегата ВАЗ 2109, предотвращает надобность в регулировании держателей головки блоков цилиндров.
Так как, головка блока цилиндров ВАЗ 2109 непростой узел, то необходимо проводить ремонтные работы лишь при абсолютной уверенности в своих действиях. Строго соблюдая порядок выполнения работ. В случае обнаружения отклонения в работе мотора, немедленно проведите его диагностику. Это позволит избежать более дорогостоящих ремонтных работ.
Необходимые инструменты
- динамометрический ключ;
- штангенциркуль или линейка.
Схема затяжки
Схема затяжки ГБЦ такая же, как и на традиционных моделях и начинать нужно с центра. Проходит в четыре приёма.
Схема по которой должна проходить протяжка ВАЗ 2109- затяжка моментом 2,0 кгс/м
- затяжка моментом 7,5 — 8,5 кгс/м
- доворачиваем на 90 градусов.
- повторно доворачиваем на 90 градусов.
Чтобы было понятней опишем подробней этой процесс:
- С помощью динамометрического ключа затягиваем болты в указанной на рисунке последовательности до 2,0 кг/см.
- Потом проходимся по второму кругу и дотягиваем до 8 кгс*м.
- Далее докручиваем на 90 градусов.
- Проходим по второму кругу, докручивая еще на 90 градусов.
Внимание! На 16-ти кл силовых агрегатах болты можно использовать повторно, но если их длина не более 95 миллиметров.
В ином случае он меняется. Длина меряется вместе с шайбой. Не пытайтесь заменить динамометрический ключ иным приспособлением иначе, последствия могут быть непредсказуемыми.
Затяжка ГБЦ и обкаточный конфиг
Пришло время сборки двигателя и встал вопрос о комплектации навесного. Так как двигатель новый мне предстояла щадящая обкатка 2000км на оборотах не более 3000. Можно было бы поставить сразу все тюнячки (ресивер Стингнгер трапеция, дроссель 56мм, волго-форсунки, ДАД/ДТВ и возможно распредвал) но тогда бы мне пришлось сразу вносить корректировки в прошивку, а желания делать это не было (как и возможности). Да и мотор потерял бы в низах, а для обкатки без них ни как.
Да и мотор потерял бы в низах, а для обкатки без них ни как.
Поэтому я решил на обкатку собрать на стоке, хотя конечно понятно что заводской ресивер и распиленная головка так себе сочетание😏 ну а что делать.
Как матёрый моторист на столе сразу прикручиваю к гбц паук 4-2-1, ресивер, термостат и заднюю крышку РВ). Так же сначала отмыл болты ГБЦ, они оказались пригодные, а потом по технологии вымочил их в масле и оставил стекать на несколько часов (где то читал не менее 8 часов должны стекать😳)
Дождавшись товарища, приступили к сборке. Обезжирив на всякий случай плоскости, уложив толстую прокладку, вдвоём накидываем гбц — есть определённое неудобство при установке с прикрученным длинным пауком, поэтому вдвоём.
Воротком закручиваю все болты до касания головки, далее затяжка по мануалу:
1. Затяжка 2кгс
2. Затяжка 7,5-8,5кгс (я затянул 8)
3. Доворот на 90°. Перекур 15-20 минут
4. Доворот ещё на 90°
Доворачивать тоже удобнее вдвоём — один указывает до куда тянуть второй пыхтит с ключом😄
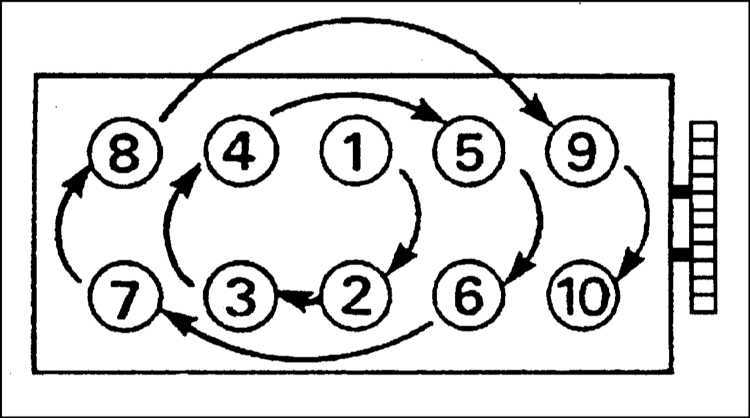
Использовал стандартную последовательность затяжки (да, попадались и другие))
Порядок затяжки болтов ГБЦ ваз 2108/21083/11183
Так же доработал крышку гбц. Примерив её без прокладки стало ясно что она не прилегает плотно по длинным сторонам а качается на крышках распредвала. Так как я решил прикручивать крышку без герметика, на силиконовую прокладку CS-20, надо было обеспечить плотное прилегание всех сторон. Решение простое — зачистным диском выбираю лишку с крышки в местах соприкосновения, благо глубина паза там позволяет.
Примерив её без прокладки стало ясно что она не прилегает плотно по длинным сторонам а качается на крышках распредвала. Так как я решил прикручивать крышку без герметика, на силиконовую прокладку CS-20, надо было обеспечить плотное прилегание всех сторон. Решение простое — зачистным диском выбираю лишку с крышки в местах соприкосновения, благо глубина паза там позволяет.
Доработав с двух сторон крышка легла идеально, без щелей и качания. Теперь можно будет попробовать без герметика. Вообще не хотелось бы загадить красивую подкапотку из-за сопливящей прокладки крышки, но производитель убеждает что можно использовать без герметика и это будет надежно. Чтож, попробуем. Поддон то я прикрутил без герметика, на силиконовую прокладку.
Далее про кожух грм и самонатяжной ролик от гранты.
Замена прокладки ГБЦ на ВАЗ 2109
По истечению эксплуатационного периода или при нарушении целостности прокладки головки блока цилиндров, элемент подлежит обязательной замене.
Основной признак неисправности, износа прокладки — это образование течи ОЖ и масла в местах соединения блока двигателя и ГБЦ.
Уплотнители ГБЦ
Замена
Чтобы поменять прокладку, вам потребуется демонтировать узел, избавиться от изношенной прокладки ГБЦ и собрать конструкцию в обратной последовательности, соблюдая рекомендации относительно моментов затяжки болтов ГБЦ. Обо всем этом расскажем более подробно.
- Отключите проводку от датчика температуры охлаждающей жидкости и датчика аварийного давления масла.
- Снимите термостат, только не забудьте перед этим слить ОЖ.
- Демонтируйте корпус воздушного фильтра. Снимать карбюратор не нужно, ибо мешать замене прокладки он не будет.
- Отключите приемную трубу глушителя от выпускного коллектора.
- Снимите шестеренку привода распредвала, предварительно установив поршень первого цилиндра в положение ВМТ. Теперь можно снять защитный кожух ремня привода распределительного вала, ослабить крепежные болты фиксации шестерни, зафиксировав шестеренку от проворачивания.
- Снимите ремень привода распредвала. Затем можно уже полностью открутить крепежные болты и снять шестерню.

- Отожмите фиксатор, чтобы отключить колодку проводов от распределителя зажигания.
- Аналогичным образом отключите центральный высоковольтник.
- Ослабьте хомуты, чтобы снять шланг подвода горючего из топливной помпы.
- Отключите от карбюратора тяги привода заслонок — дроссельной и воздушной.
- Отключите питающую проводку от электромагнитного клапана.
- Снимите шланг вакуумного усилителя с патрубка впускной трубы.
- Отключите трубку от вакуумного корректора зажигания.
- Ослабьте натяжение хомутов, чтобы снять шланги отопления салона с патрубков.
- Снимите ГБЦ. Используя головку с удлинителем, откручиваются крепежные болты.
- Немного раскачайте головку рывками, после чего снимите элемент.
- Удалите старую прокладку, зачистите ее от остатков резинового уплотнителя и прочих загрязнений. Тщательно протрите насухо, после чего можно выполнять обратную сборку.
- Перед сборкой проверьте, соответствует ли нормальным значениям длина болтов для крепления головки блока цилиндров.
 В идеале их длина составляет 135,5 миллиметра. Если болты удлинились в процессе эксплуатации, тогда придется заменить все болты.
В идеале их длина составляет 135,5 миллиметра. Если болты удлинились в процессе эксплуатации, тогда придется заменить все болты.
Процедура замены
Затяжка
Выполнить обратную сборку узла, если четко следовать инструкции по демонтажным работам, особых проблем не составит.
Невероятно важным моментом замены прокладки ГБЦ и всех прочих мероприятий, связанных со снятием головки, является правильная регулировка и затяжка болтов.
Подтяжка болтов выполняется строго динамометрическим ключом, который позволит контролировать момент натяжения.
Вот несколько рекомендаций по использованию этого специализированного ключа и проверке текущего состояния натяжения:
- Установите держатель в нулевом положении. Это будет говорить о том, что сейчас данные ключа равны моменту исходной позиции;
- Посмотрите на показатели динамометрического инструмента при начале затяжки болтов;
- Вращайте держатель, следите за показателями;
- Если момент не меняется, то крепеж может поддаваться растяжению, что является нормальным явлением.
 Именно так должно происходить;
Именно так должно происходить; - Если момент быстро увеличивается, следует достичь движения болта. То есть растяжение держателя малое, нужно стабилизировать.
Золотые правила затяжки
Чтобы правильно осуществить обратную сборку головки блока цилиндров, вам нужно придерживаться золотых правил:
- Строго ориентируйтесь на данные по моменту затяжки, соответствующие автомобилю ВАЗ 2109;
- Регулировку выполняйте только с помощью динамометрического ключа. Другие инструменты получить нужный результат не позволяют;
- Для установки ГБЦ используйте только исправные болты, которые соответствуют требованиям вашего двигателя, установленного на ВАЗ 2109;
- Перед работой убедитесь, что держатели находятся в исправном состоянии.
Проверка болтов
Схема затяжки
Помимо соблюдения необходимых моментов затяжения крепежных болтов ГБЦ, здесь требуется соблюдать еще одно правило.
Возвращение болтов на места выполняется строго согласно схеме, приведенной ниже.
Последовательность затяжения
Далее выполняйте работу согласно таблице, и вы все сделаете верно.
Затяжка выполняется в четыре круга, соблюдая последовательность работы с крепежными болтами, указанной в схеме.
| Круг затяжки | Ваши действия |
| Первый круг | Динамометрическим ключом затягиваются все болты согласно схеме с прикладываемым моментом до 2,0 кг/см м |
| Второй круг | Затяжка по второму кругу выполняется даже по схеме, но момент применяется уже до 8 кг/см м |
| Третий круг | Каждый болт на третьем круге установки нужно докрутить на 90 градусов |
| Четвертый круг | Четвертый и завершающий круг затяжки болтов головки блока цилиндров требует повторного закручивания крепежей еще на 90 градусов |
Прежде чем следовать инструкции и схеме, убедитесь, что ваши болты соответствуют требованиям. В противном случае даже самая правильная, строго соблюдаемая затяжка не даст никакого результата.
Прокладка головки блока цилиндров на ВАЗ 2109 — достаточно надежный элемент, но ему свойственно терять свои эксплуатационные качества. Для ее замены приходится выполнять далеко не самые простые операции, но игнорировать нарушение целостности прокладки ни в коем случае нельзя. Иначе последствия обернутся дорогостоящим ремонтом, а порой и полной заменой двигателя.
Источники
- luxvaz.ru/dvigatel/298-moment-zatyazhki-gbc-i-zamena-prokladki.html
- drive2.ru/l/554275082629808561/
- avtozam.com/vaz/2109/zatiazhka-boltov-gbtc/
Что есть свеженького?
30.09.2022К сожалению, многие приезжающие отдыхать люди в Крым, приходят в ужас, когда видят пляжи, на которых им придется…
Далее 29.09.2022К всеобщему счастью, в 2020 году компания Chery приняла решение по глобальному обновлению своего модельного ряда. Эта…
Далее 25.09.2022 Маховики для грузовиков – одна из важнейших частей кривошипно-шатунного модуля, системы сцепления, а также. ..
..
Тяжеловесный грузовой автомобиль Хино 700 – это зарубежный самосвал, который представлен на ряду серии Hino Motors, Ltd….
Далеепошаговая инструкция, особенности, устройство, советы мастеров
ГБЦ играет существенную роль в работе двигателя. Ее правильное положение влияет на работу газораспределительного механизма. Также совместно с блоком цилиндров она формирует камеры сгорания. Поэтому при ремонте важную роль имеет правильная затяжка головки блока цилиндров.
Строение головки блока цилиндров
Каждый двигатель внутреннего сгорания, за исключением двигателя Стирлинга, имеет ГБЦ. Она служит для размещения в ней газораспределительной системы: клапанов, распределительного вала и его привода.
Головка блока цилиндров представляет собой алюминиевую деталь с множеством отверстий для установки впускных и выпускных клапанов, каналов, формирующих рубашку охлаждения двигателя. В зависимости от количества цилиндров и типа двигателя, ГБЦ может иметь один или два распределительных вала.
Также в головке находятся каналы для смазки ГРМ.
В верхней части находятся отверстия для свечей зажигания у бензиновых двигателей и отверстия для форсунок у дизельных.
Последствия неправильной сборки
Крепится головка к блоку цилиндров при помощи стальных болтов или шпилек, вкрученных в блок. Известно, что у стали и алюминия разные значения температурного расширения. При нагреве алюминий больше увеличивается в объеме, чем сталь, поэтому при затяжке головки блока цилиндров нужно учитывать этот момент. То есть, если при нагреве двигателя головка расширится, а крепеж будет препятствовать расширению, то в ГБЦ могут образовываться микротрещины. Они впоследствии приведут к выходу из строя всего двигателя.
Например, через трещины в камеру сгорания может попадать охлаждающая жидкость. Или трещина в каналах системы смазки приведет к тому, что система клапанов будет работать в режиме «масляного голодания». Также несоблюдение момента затяжки головки блока цилиндров приводит к зажиманию распредвала и износу его постели.
Как правильно собирать ГБЦ
Для сборки головки понадобятся:
- Новая прокладка.
- Динамометрический ключ с головкой. Шкала ключа, показывающая момент затягивания, может быть как в Ньютонах, так и в килограммах. Поэтому нужно помнить, что один килограмм равен примерно десяти Ньютонам.
- Моторное масло. Оно необходимо для смазки болтов перед установкой.
Перед началом работы нужно проверить новую прокладку на предмет разрывов, а также точного соответствия отверстий с теми, что в двигателе. Затем, если ГБЦ после ремонта, нужно проверить ее на соответствие прилегающей к двигателю стороны. Для этого головку прикладывают к ровной чугунной плите и смотрят, нет ли зазоров между плитой и прилегающей поверхностью.
После этого прокладка укладывается на верхнюю плоскость блока цилиндров. Сверху на нее устанавливается ГБЦ. Затем можно приступать к затяжке головки блока цилиндров. Перед началом работы не забудьте смазать моторным маслом болты.
Особенности установки ГБЦ
Можно выделить отличия при работе с двигателями, у которых разное количество цилиндров. Порядок затяжки головки блока цилиндров будет тоже разный. Но принцип соблюдается один и тот же. Он заключается в том, что болты затягиваются от центра к периферии головки. Это нужно для того чтобы при затягивании возникающие напряжения уходили от центра за пределы, а не наоборот. Это позволит сохранить герметичность прокладки и снизить напряжение металла в процессе эксплуатации двигателя.
Порядок затяжки головки блока цилиндров будет тоже разный. Но принцип соблюдается один и тот же. Он заключается в том, что болты затягиваются от центра к периферии головки. Это нужно для того чтобы при затягивании возникающие напряжения уходили от центра за пределы, а не наоборот. Это позволит сохранить герметичность прокладки и снизить напряжение металла в процессе эксплуатации двигателя.
Момент затягивания контролируется при помощи динамометрического ключа.
Он представляет собой вороток с длинной гибкой рукояткой. На его ручке имеется стрелка, которая отклоняется в момент прикладывания усилия. Стрелка указывает на шкалу, которая зафиксирована неподвижно. Есть также электронный вариант динамометрического ключа. Он надежнее и показывает усилие более точно.
После установки головки нужно все крепежные болты наживить в отверстиях блока. Закручиваете их рукой, насколько это возможно. Сразу применять ключ не нужно. Это может привести к тому, что болт пойдет не по резьбе, после чего придется восстанавливать резьбу на блоке цилиндров.
Работаем по схеме
Затем, используя схему, затягиваете головку. Самые распространенные двигатели с четырьмя цилиндрами имеют похожую схему. Например, рассмотрим порядок затяжки головки блока цилиндров ВАЗ-2106. Болты закручиваются в два этапа. Первым этапом идет предварительное затягивание с усилием 35-41 Н/м. Затем болты протягиваются по второму кругу. Окончательный момент затяжки головки блока цилиндров ВАЗ-2106 составляет 105-115 Н/м.
Сначала затягиваются два средних болта, которые на схеме обозначены цифрами 1 и 2. Затем болт слева от центра и по диагонали напротив, обозначены цифрами 3 и 5. После этого затягиваются в зеркальном отражении болты 4 и 6. Затем идут крайние болты 7 и 8, за ними на противоположном крае 9 и 10.
Модели двигателей с четырьмя цилиндрами имеют десять болтов. Но не у всех схема затяжки будет такая же. Бывают варианты, когда после двух центральных болтов затягиваются попарно два нижних или верхних, а не по диагонали, как в случае выше. Нужно заметить, что схемы затяжки головки блока цилиндров у ВАЗ-2106 и ВАЗ-2108 разные. Поэтому сначала нужно изучить схему для конкретного двигателя.
Нужно заметить, что схемы затяжки головки блока цилиндров у ВАЗ-2106 и ВАЗ-2108 разные. Поэтому сначала нужно изучить схему для конкретного двигателя.
Распространенные ошибки при монтаже ГБЦ
В ремонте техники никогда нельзя пренебрегать моментами затягивания резьбовых соединений. Закручивание “от руки” или “на глаз” приводит или к недостаточному или избыточному усилию фиксации детали. Если это сборочная единица, такая как головка блока цилиндров, то халатный подход неминуемо приведет к поломке, и, возможно, к более дорогостоящему ремонту. Недостаточная затяжка вызовет прорыв выхлопных газов в рубашку охлаждения. А избыточная может привести либо к нарушению резьбового соединения в блоке цилиндров, либо чрезмерно зажмет распределительные валы.
Следующей ошибкой может быть использование неправильного инструмента или болтов, которые не предназначены для данного соединения. Обычно эти болты имеют специфическую мелкозубую резьбу. Поэтому, если их заменить на другие, можно повредить резьбу в блоке цилиндров. Кроме того, «родные» болты имеют высокую твердость вследствие термообработки. Это сделано, чтобы в процессе эксплуатации резьба не вытягивалась и между головкой и блоком не увеличивался зазор.
Кроме того, «родные» болты имеют высокую твердость вследствие термообработки. Это сделано, чтобы в процессе эксплуатации резьба не вытягивалась и между головкой и блоком не увеличивался зазор.
Неправильно подобранный инструмент может стереть грани крепежных болтов и это приведет к недостаточному усилию затягивания или к проблемам с последующим отворачиванием.
Напоследок
Мастера советуют через некоторое время после ремонта снова провести затяжку головки блока цилиндров. Это делается при пробеге от 500 до 1500 км. За это время головка блока находит свое оптимальное положение, вследствие чего крепежные болты ослабевают. Поэтому их нужно протянуть еще раз. Эта процедура не отнимает много времени, но значительно позволяет снизить риски, связанные с недостаточным моментом затяжки.
Последовательность протяжки головки блока цилиндров на двигателе ямз 236
Содержание
Мотор ЯМЗ-236 является одним из самых часто встречающихся силовых агрегатов, устанавливающихся на различную специальную технику и грузовые автомобили. За счет своей универсальности, хороших технических характеристик и отличной ремонтопригодности двигатель по праву заслужил репутацию надежного в эксплуатации мотора. Силовой агрегат имеет четырёхтактную систему, шесть цилиндров, 12 клапанов.
За счет своей универсальности, хороших технических характеристик и отличной ремонтопригодности двигатель по праву заслужил репутацию надежного в эксплуатации мотора. Силовой агрегат имеет четырёхтактную систему, шесть цилиндров, 12 клапанов.
При ремонте двигателя ЯМЗ-236 нужно соблюдать технические требования и параметры, необходимые для точной работы силового агрегата. Соблюдая данные требования и выполняя рекомендациям завода-производителя, итогом ремонта будет исправный силовой агрегат. Обслуживание и ремонт двигателя должны проводить только квалифицированные специалисты, имеющие необходимые знания и практический опыт.
Двигатель ЯМЗ-236Основное предназначение ГБЦ. У данного двигателя головка блока крепится к блоку при помощи стальных шпилек. ГБЦ охлаждается посредством водяной рубашки, соединенной с блоком.
Транспортные средства и специальная техника, использующие V-образный ЯМЗ-236 применяют дизельное топливо для работы. Воспламенение топлива происходит в рабочих камерах мотора. Движение поршней приводится посредством «взрывов» топлива в рабочих камерах, в результате чего выделяются газы. Правильное функционирование двигателя обеспечивается посредством вывода отработавших газов через выпускной коллектор в атмосферу. Вывод газов и подача топлива осуществляется посредством системы газораспределения. Главным элементом данной системы считается ГБЦ. Она обеспечивает герметичность между поршнями двигателя и поверхностью камеры. Головка блока производится литейным способом из различных металлов. Как правило, это либо чугун, либо сплав алюминия.
Воспламенение топлива происходит в рабочих камерах мотора. Движение поршней приводится посредством «взрывов» топлива в рабочих камерах, в результате чего выделяются газы. Правильное функционирование двигателя обеспечивается посредством вывода отработавших газов через выпускной коллектор в атмосферу. Вывод газов и подача топлива осуществляется посредством системы газораспределения. Главным элементом данной системы считается ГБЦ. Она обеспечивает герметичность между поршнями двигателя и поверхностью камеры. Головка блока производится литейным способом из различных металлов. Как правило, это либо чугун, либо сплав алюминия.
Головка блока силового агрегата ЯМЗ 236 состоит из следующих элементов:
- Рабочие камеры.
- Впускные и выпускные клапаны.
- Газораспределительный механизм.
- Система охлаждения.
- Отверстия для свечей зажигания.
- Система смазки.
- Прокладка.
Для того, чтобы отработавшие газы из
рабочих камер сгорания, охлаждающая жидкость и смазка не выходили наружу, а также
попадали внутрь, между ГБЦ и блоком двигателя устанавливается прокладка.
Интенсивная работа мотора оказывает высокое давление на различные детали, в том числе на головку блока цилиндров. В момент такта сжатия в камере сгорания возникает давление более 15 атмосфер. Вместе с этим температура сгорания топлива превышает 500 градусов Цельсия. Кривошипно-шатунный механизм так же оказывает сильное воздействие на ГБЦ. Герметичность между ГБЦ и поршнями обеспечивает прокладка, имеющая определённую толщину. Прокладки изготавливаются из стойких материалов, которые способны выдерживать не только силы сжатия, но и высокую температуру. После затягивания крепежных элементов ГБЦ осуществляется усадка прокладки, в результате чего детали плотнее прилегают друг к другу. Что бы не произошло деформации ГБЦ в процессе затяжки, болты должны закручиваться в определённом порядке и с определенным силовым моментом.
Какие силы действуют при затяжке гаек на ГБЦ.
Затягивание сопровождается повышенным
воздействием на поверхность головки блока. Это часто приводит к изгибанию
«подошвы» блока, облому шпилек. Что бы этого не произошло важно применять
регламентированный силовой момент посредством использования специального
инструмента. Неправильное затягивание и нарушение последовательности
закручивания болтов может привести к выходу в дальнейшем отработавших газов из
камер сгорания через прокладку, что влечет за собой разгерметизацию системы.
Признаком выхода выхлопных газов через прокладку является снижение мощности
мотора и громкий свист в подкапотном пространстве. Все это повлечет за собой
необходимость монтажа ГБЦ и дополнительных финансовых затрат.
Это часто приводит к изгибанию
«подошвы» блока, облому шпилек. Что бы этого не произошло важно применять
регламентированный силовой момент посредством использования специального
инструмента. Неправильное затягивание и нарушение последовательности
закручивания болтов может привести к выходу в дальнейшем отработавших газов из
камер сгорания через прокладку, что влечет за собой разгерметизацию системы.
Признаком выхода выхлопных газов через прокладку является снижение мощности
мотора и громкий свист в подкапотном пространстве. Все это повлечет за собой
необходимость монтажа ГБЦ и дополнительных финансовых затрат.
При покупке прокладки следует обратить
внимание на марку производителя. Ряд производителей указывают на прокладках
момент силы затягивания. Это очень важный параметр, который не должен
расходиться с рекомендацией завода производителя мотора ЯМЗ 236.
Так же стоит учесть, что применяемые болты должны находиться в хорошем
состоянии. Не рекомендуется использовать старые крепежные детали, так как
зачастую их резьба не соответствует техническим требованиям.
При затяжке крепежных элементов силовой момент должен равняться началу его
движения. Любой металл имеет предел эластичности. Поэтому при обнаружении
нарушения целостности болта или растягивании, рекомендуется аккуратно выкрутить
и заменить его на качественный. Потеря основных характеристик болтов связана с
условиями работы: они постоянно греются и остывают.
При текущем и любом другом ремонте двигателя автомобиля, а также замене прокладки, необходимо проводить затяжку гаек с силовым моментом 235-245 Нм (24-26 кгс*м) начиная от середины головки блока и далее к краям. Важно помнить, что для силовых агрегатов ЯМЗ 236 евро с металлической прокладкой в силу её конструктивных особенностей не допускается подтяжка болтов.
Стоит учитывать, что для замены
прокладки необходимо иметь специальное оборудование и необходимый инструмент. Помимо
этого, ремонт должен проводиться при хорошей погоде или в тёплом гараже,
помещении.
Помимо этого протяжка болтов проводится при прохождении технического обслуживания. При проведении регулировки зазора клапанов ГРМ двигателя рекомендуется проводить профилактическую протяжку. Появление влаги в области крепежа и блока так же свидетельствует о необходимости протяжки. Данное явление характерно при утечке масла. Внимательный водитель обязан сразу обратить внимание на состояние ГБЦ, если требуется постоянное добавление масла или тосола в систему. Перегревание мотора может привести к деформации деталей силового агрегата, что влечет за собой необходимость дополнительной протяжки.Используемый инструмент.
Для затягивания крепежных элементов ГБЦ потребуется торцевая головка необходимого размера и динамометрический ключ. Он бывает следующих видов:
- Щелчкового типа. Данный инструмент применяется для оперативной затяжки. При достижении заданного усилия ключ издает характерный звук-щелчок.

- Стрелочный ключ представляет собой рычаг со шкалой момента и стрелкой. Простота использования является главным отличием такого ключа, однако его погрешность может достигать 20 %. Потеря упругости стали делает невозможным регулировку стрелочного ключа.
- Цифровой ключ считается самым точным инструментом. Он практически не имеет погрешности.
Не рекомендуется использовать обычные накидные ключи или простые головки, так как можно сорвать резьбу или провести неправильную затяжку ГБЦ.
Последовательность затяжки болтов ГБЦ двигателя ЯМЗ 236.
Схема последовательности затяжкиПрактически все грузовики имеют одинаковую последовательность затяжки болтов на ГБЦ одинаковый. Сначала закручивают болты посредине обоих рядов. Далее проводится затяжка болтов, расположенных напротив. Необходимо помнить, что V-образный ЯМЗ-236, как и любой другой многоцилиндровый двигатель имеет определённый порядок работы цилиндров. Затяжка должна проводиться строго в соответствии с описанным правилом и в несколько подходов:
Необходимо помнить, что V-образный ЯМЗ-236, как и любой другой многоцилиндровый двигатель имеет определённый порядок работы цилиндров. Затяжка должна проводиться строго в соответствии с описанным правилом и в несколько подходов:
- Усилие 5 кгс*м.
- Усилие 10 кгс*м.
- Усилие 18 кгс*м.
- Усилие 26 кгс*м.
Если при работе не применять специальный инструмент, то можно провести неравномерную затяжку болтов, что приведет в дальнейшем к изгибанию поверхности головки, либо прорыву отработавших газов, масла, топливной смеси или тосола. Вместе с этим жидкости могут проникнуть в водяную рубашку и систему смазки. Это приведет к необходимости дорогостоящего ремонта в дальнейшем.
Так
же в список ошибок входит перетяжка крепежных элементов, использование
изношенных головок и динамометрических ключей. Применение нестандартных
крепежных деталей для ГБЦ ЯМЗ 236 не допускается.
Правильное выполнение процедуры затягивания крепежных болтов, а также точного силового момента обеспечивает надежную и длительную работу мотора. Система ГРМ играет главную роль в работе силового агрегата, поэтому нарушать правила затягивания крепежных элементов ГБЦ двигателя ЯМЗ 236 нельзя. Помимо этого, нужно перед затяжкой болтов предварительно смазать их моторным маслом. Достаточно нанести небольшой объем масла на резьбовую часть.
Ключ для затяжки головки – Прокачай АВТО
Содержание
- Важность правильной затяжки болтов или гаек ГБЦ
- Последствия от перетяжки болтов крепления ГБЦ
- Что будет, если недостаточно затягивать болты крепления ГБЦ
- Виды ключей для правильной затяжки резьбовых соединений
- Какое усилие нужно прикладывать
- Фотогалерея: виды динамометрических ключей
- Общие правила затяжки креплений головки блока
- Как сделать динамометрический ключ своими руками
- Момент затяжки и порядок затяжки болтов ГБЦ
- Можно ли правильно затянуть резьбовые соединения ГБЦ без динамометрического ключа
- Видео: как проверить затяжку головки блока цилиндров
- Из чего состоит ГБЦ
- Как правильно затягивать головку
- Ошибки при затяжке головки
- Видео – Момент затяжки ГБЦ – динамометрический ключ
- Обычными ключами
- Затяжка динамометрическим ключом
- Комбинированная затяжка
Головка блока цилиндров (ГБЦ) в двигателе играет чрезвычайно важную роль. В ней размещён газораспределительный механизм, который отвечает за порядок впрыска топлива и отвода отработанных газов. ГБЦ находится под постоянным воздействием большого давления газов и высокой температуры. Крепится ГБЦ при помощи болтов, шпилек и гаек, к правильной затяжке которых предъявляются повышенные требования.
В ней размещён газораспределительный механизм, который отвечает за порядок впрыска топлива и отвода отработанных газов. ГБЦ находится под постоянным воздействием большого давления газов и высокой температуры. Крепится ГБЦ при помощи болтов, шпилек и гаек, к правильной затяжке которых предъявляются повышенные требования.
Важность правильной затяжки болтов или гаек ГБЦ
Головка блока цилиндров (ГБЦ) — один из важнейших узлов автомобиля. Она закрывает блок цилиндров. В ней расположены распределительные валы, клапанные крышки и другие детали газораспределительного механизма. На ГБЦ постоянно воздействуют огромные переменные силы давления и температуры. Поэтому к её резьбовому креплению предъявляются особые требования.
Головка блока постоянно должна испытывать силу сжатия, которая задаётся определённым моментом затяжки резьбового крепления. Для того чтобы сила сжатия была равномерно распределена по поверхностям стыка головки с блоком цилиндров предусмотрено большое количество стяжных болтов или шпилек с гайками. Равномерность прижатия ГБЦ к блоку цилиндров обеспечивается определённой схемой порядка затяжки резьбовых соединений. Для уплотнения стыка используется прокладка головки блока, сделанная из особого материала, устойчивого к высокой температуре. При затяжке крепления головки она даёт усадку в тысячные доли миллиметра, что обеспечивает надёжную герметизацию стыка.
Равномерность прижатия ГБЦ к блоку цилиндров обеспечивается определённой схемой порядка затяжки резьбовых соединений. Для уплотнения стыка используется прокладка головки блока, сделанная из особого материала, устойчивого к высокой температуре. При затяжке крепления головки она даёт усадку в тысячные доли миллиметра, что обеспечивает надёжную герметизацию стыка.
Соблюдения правильного порядка затяжки болтов ГБК гарантирует правильность её прижатия к блоку цилиндров
Последствия от перетяжки болтов крепления ГБЦ
Если затяжка резьбовых соединений головки блока ведётся с превышением усилия от номинального, то сила растяжения, которая воздействует на болт или шпильку, начнёт разрушать резьбу в блоке или вытягивать тело крепёжного элемента. Наступает так называемый момент текучести, когда при дальнейшем увеличении силы затяжки сила прижатия начнёт уменьшаться. Итог: быстрое прогорание прокладки в месте наихудшего сжатия.
Если же резьба в отверстиях блока будет сильно повреждена, то она уже не сможет обеспечить необходимое прижатие головки при правильном моменте затяжки. Её потребуется восстанавливать, а это дополнительные затраты. Опытные ремонтники мотористы на практике чувствуют предельную силу затяжки, которую может выдержать резьбовое соединение. Они никогда не допустят дефектов от перетяжки болтов или гаек.
Её потребуется восстанавливать, а это дополнительные затраты. Опытные ремонтники мотористы на практике чувствуют предельную силу затяжки, которую может выдержать резьбовое соединение. Они никогда не допустят дефектов от перетяжки болтов или гаек.
Работа динамометрическим ключом
Что будет, если недостаточно затягивать болты крепления ГБЦ
Если крепление головки выполняется с минимальным усилием, то это приведёт к слабому прижатию её к поверхности блока цилиндров. Между прокладкой и прилегающими к ней плоскостями блока и головки образуются микроскопические зазоры, которые обязательно приведут к прогоранию уплотняющего материала.
Проверка плосткости головки блока специальной линейкой
Недостаточная затяжка болтов крепления не обеспечивает нормального прилегания головки, что может вызвать коробление её стыковой поверхности.
Виды ключей для правильной затяжки резьбовых соединений
Затяжка резьбового соединения должна делаться с таким усилием, чтобы исключить:
- неплотное прилегание сопрягаемых поверхностей скрепляющихся деталей;
- срыв ниток резьбы;
- механическое разрушение тела болта;
- проворачивание граней у гайки или головки болта;
- разрушение гравёрных шайб.

Любой материал, из которого сделан блок (головка цилиндров, крепёжные болты), имеет свой предел прочности. Именно наименьший предел прочности самого слабого звена в узле крепления определяет наибольшее усилие затяжки. Самое слабое звено в креплении головки блока цилиндров — болты (шпильки) и резьба в отверстиях блока. Их слабость определяется не столько прочностью материала их изготовления, сколько несопоставимыми размерами (диаметром) с габаритами, массой блока и головки цилиндров. Понятно, что для разрушения солидного чугунного блока или массивной дюралевой головки нужно приложить гораздо больше усилий, чем для разрыва тонкого болта, сделанного из высокопрочной легированной стали.
Какое усилие нужно прикладывать
Пороговое или предельное значение прочности ответственных деталей обычно даётся в паспортных данных двигателя. Там же приводятся значения максимальных усилий затяжки болтов крепления ГБЦ. Для выполнения затяжки с требуемым усилием служат специальные динамометрические ключи.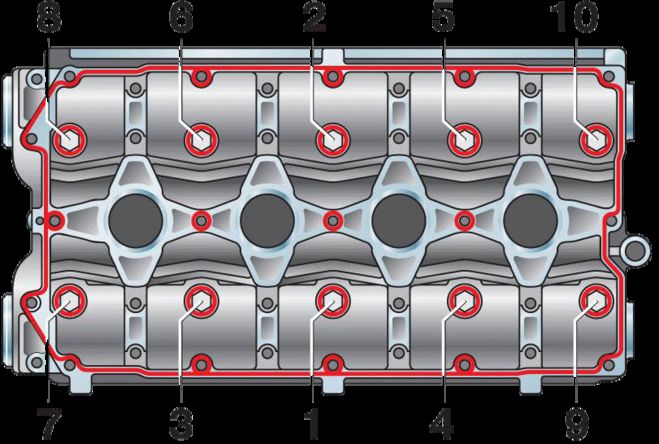
По способу регулирования и индикации динамометрические ключи делятся на следующие категории:
- Нерегулируемые с постоянным моментом затяжки. Они применяются для затяжки ГБЦ на конвейерах при сборке двигателей. Их достоинства — высокая надёжность.
- Регулируемые на предельный момент затяжки. Это так называемые трещотки с возможностью установки определённого момента затяжки. При достижении этого усилия трещотка срабатывает, и дальнейшее закручивание становится невозможным. Трещоточная насадка часто оснащается реверсом. В этом случае ей можно не только закручивать болты и гайки, но и откручивать их. Трещоткой комплектуются многие наборы головок.
- Со шкалой и стрелкой. Таким ключом можно вести затяжку резьбовых соединений с разными усилиями. Главные условия: нужно много свободного места и возможность удобного наблюдения за шкалой. Входит в набор инструментов слесарей-мотористов.
- Цифровая индикация в компактном приборе, измеряющем приложенное усилие. Очень точный, надёжный, удобный в работе инструмент.
 С его помощью можно затягивать болты крепления головки блока с точностью до сотых долей Нм непосредственно на двигателе автомобиля.
С его помощью можно затягивать болты крепления головки блока с точностью до сотых долей Нм непосредственно на двигателе автомобиля. - Комбинация выставляемого усилия затяжки с контролем по цифровой или стрелочной индикации. Такие ключи защищают резьбу от прикладывания чрезмерного усилия затяжки, одновременно позволяя контролировать величину момента с помощью прибора индикации.
Фотогалерея: виды динамометрических ключей
Общие правила затяжки креплений головки блока
У головок разных моделей двигателей параметры порядка и момента затяжки ГБЦ сильно отличаются друг от друга. Но есть общий набор универсальных правил, которые подойдут ко всем типам моторов:
- Затяжка головки блока ведётся согласно схеме, разработанной производителем двигателя.
- Момент затяжки болтов крепления или гаек также определён производителем и отражён в инструкции по эксплуатации этого легкового автомобиля.
- Затяжка ведётся исправным и калиброванным динамометрическим ключом.

- Болты крепления или шпильки с гайками используются в идеальном состоянии без повреждения резьбы и тела болта или шпильки. Резьба должна быть чистой, без зазубрин и заусенцев.
- Свою специфику имеют болты для затяжки головки блока типа TTY. У них указывается не момент силы, а установочный градус. Нужные сведения содержатся в инструкции по эксплуатации силового агрегата.
- В глухих отверстиях в блоке под болты ничего не должно находиться. Маслом следует поливать резьбу болта, а заливать смазку в «слепое» гнездо не рекомендуется.
- Перед использованием болтов следует произвести контрольную проверку их состояния. Если при воздействии на болт моментом в 20 кГм момент текучести не достигается — его нужно менять. Причина — повышенная прочность. Если наблюдается, что момент затяжки начал уменьшаться при нагрузке — это сигнал о начале разрушения болта. Его обязательно нужно менять.
- Прокладку головки блока для замены нужно покупать только оригинальную, потому что она не даёт усадки.

Как сделать динамометрический ключ своими руками
Чтобы самостоятельно смастерить необходимый всем механикам инструмент, нужно знать его устройство. В принципе, конструкция динамометрического ключа проста. Это накидной ключ или четырёхгранник под головку с воротком, в который встроен динамометр.
Динамометрический ключ несложно сделать своими руками
Для работы вам понадобятся:
- вороток;
- ручной динамометр с пределом взвешивания 35–40 кг;
- удлинитель;
- таблица предельных усилий для затяжки крепления ГБЦ.
Усилие затяжки в таблице приводится в Нм (Ньютон-метрах), а динамометр измеряет вес в кг. Поэтому сначала нужно разобраться с числами.
Длина воротка постоянна. Её легко измерить. Если в таблице предельное усилие равно 30 Нм, а длина воротка равна 0,3 м, то усилие, показываемое динамометром, должно равняться 30 : 0,3 = 100 Н.
Один кг равняется 10 ньютон. Следовательно, прибор должен фиксировать усилие, равное 10 кг.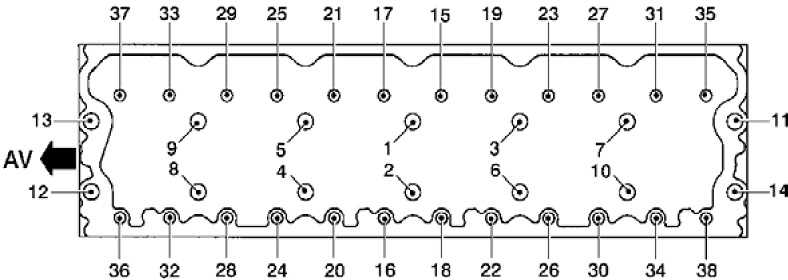
Чтобы сделать усилие меньше, нужно длину воротка увеличить. Для этого воспользоваться удлинителем. А дальше всё просто. На конце удлинителя сверлим дырку для верхнего крючка безмена. За нижний конец весов тянем до достижения нужного усилия.
Момент затяжки и порядок затяжки болтов ГБЦ
Разным моделям двигателей требуются различные усилия для затяжки головки блока. Имеются различия и в порядке затягивания болтов крепления. Все эти сведения указаны в паспорте двигателя. Ещё раз подчеркнём важность правильного выполнения затяжки и соблюдения величины её момента.
Порядок затяжки болтов крепления ГБЦ
Начинается затяжка крепления ГБЦ всегда со средних болтов. Это правило нужно соблюдать потому, что необходимо обеспечить наиболее плотное прилегание сопрягающих поверхностей. Каждая ГБЦ клапанного двигателя должна быть установлена без перекосов и ненужного напряжения металла. Затяжка резьбовых соединений обязательно делается в несколько заходов. Важно соблюдать постоянство усилия для каждого болта в каждом заходе.
Важно соблюдать постоянство усилия для каждого болта в каждом заходе.
Предельные крутящие моменты для болтов
Можно ли правильно затянуть резьбовые соединения ГБЦ без динамометрического ключа
Затягивать резьбовые соединения при отсутствии соответствующего оборудования категорически не стоит автолюбителям, которые решили самостоятельно поменять прокладку головки блока или притереть клапаны.
Динамометрическим ключом не всегда пользуются при затяжке опытные слесаря-ремонтники, которые способны почувствовать на практике предел прочности любого болта. Но такая способность приходит не сразу. Для этого нужно поработать динамометрическими ключами несколько лет.
Но даже специалисты с большим стажем болты крепления головки блока цилиндров на дорогих марках легковых автомобилей затягивают динамометрическим ключом, потому что эта операция напрямую влияет на долговечность работы силового агрегата. В экстренной ситуации, когда нет возможности воспользоваться динамометрическим ключом, можно применить вариант с механическим или электронным кантором.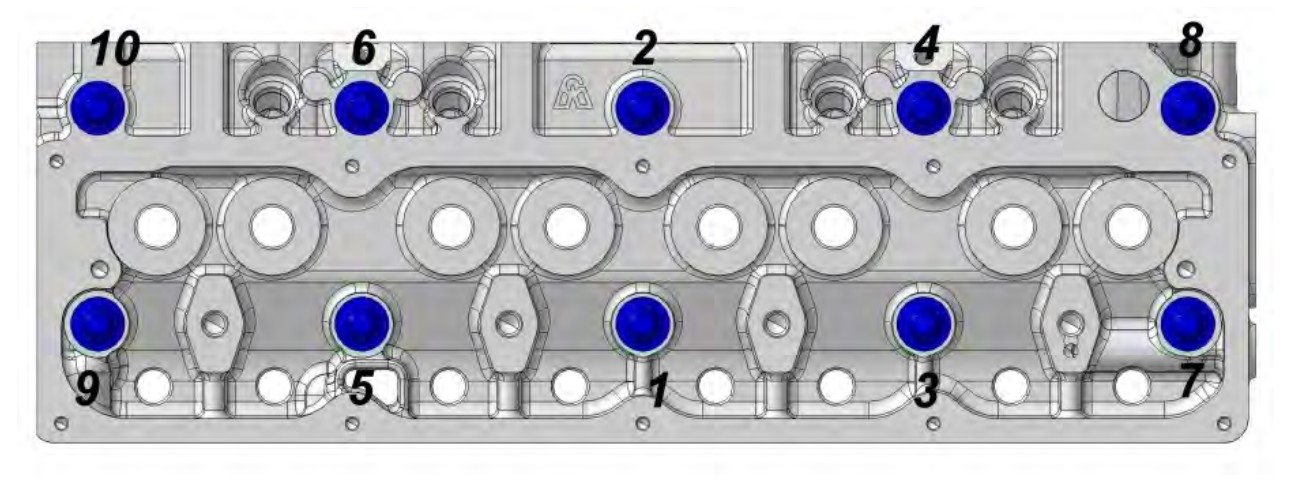 В приведённом ниже видео опытный слесарь объясняет зрителям, как можно правильно затянуть головку блока цилиндров без ключа. При этом стоит иметь в виду, что правильность выполнения работ стоит проверить с помощью угломера.
В приведённом ниже видео опытный слесарь объясняет зрителям, как можно правильно затянуть головку блока цилиндров без ключа. При этом стоит иметь в виду, что правильность выполнения работ стоит проверить с помощью угломера.
Видео: как проверить затяжку головки блока цилиндров
Затяжка болтов крепления ГБЦ на автомобилях с пробегом — дело ответственное, трудное, специфическое. Ответственное, потому что от правильной затяжки зависит нормальная и долговечная работа двигателя. Трудное, поскольку эту работу выполнять не совсем удобно из-за тесноты и недостаточной обзорности. Специфическое — потому что нужно болты подтягивать в несколько заходов, по определённой схеме, с помощью специального динамометрического инструмента.
От правильной затяжки головки блока цилиндров (ГБЦ) зависит мощность и состояние двигателя. Ведь ГБЦ – неотъемлемая часть камеры сгорания, поэтому влияет на все процессы, связанные работой мотора. Если ГБЦ затянута неплотно, во время работы двигателя выхлопные газы будут прорываться в системы смазки и охлаждения, меняя качества масла и тосола или антифриза. Это приведет к тому, что начнут смешиваться масло и охлаждающая жидкость. Если такое произошло, двигатель необходимо немедленно ремонтировать, в противном случае велика вероятность таких повреждений, после которых дешевле будет установить другой мотор.
Это приведет к тому, что начнут смешиваться масло и охлаждающая жидкость. Если такое произошло, двигатель необходимо немедленно ремонтировать, в противном случае велика вероятность таких повреждений, после которых дешевле будет установить другой мотор.
Из чего состоит ГБЦ
На любом типе двигателя ГБЦ устроена одинаково. Она состоит из:
- корпуса (головки), в котором проходят каналы масляной и охлаждающей систем;
- впускных и выпускных клапанов;
- одного или двух распределительных валов.
Корпус – основной элемент ГБЦ. Он обеспечивает циркуляцию смазки и охлаждающей жидкости, является основанием для распределительных валов и клапанов. Если корпус ГБЦ правильно закреплен на блоке двигателя, то все системы мотора работают штатно. Если ГБЦ затянута неравномерно, то велика вероятность образования трещин в корпусе головки. ГБЦ изготовлена из алюминия, а болты крепления из стали. Поэтому температурное расширение головки и болтов не одинаково. Если какая-то часть ГБЦ затянута плохо, это приведет к появлению напряжений в ней, ведь одна часть головки увеличится сильней, чем другая.
Как правильно затягивать головку
Основное правило при затяжке головки – делать все равномерно и не переусердствовать. Поэтому, прежде чем закручивать болты крепления ГБЦ, необходимо внимательно прочитать инструкцию по ремонту (мануал) вашего автомобиля. Ведь усилие (момент) затяжки для блоков из чугуна и алюминия различаются. Нередко момент затяжки отличается даже на разных моделях двигателя одного производителя.
Для затяжки вам понадобятся немножко моторного или трансмиссионного масла, динамометрический ключ и насадка (переходник) соответствующая головке болтов. Вне зависимости от того, устанавливаете вы полностью собранную головку или только корпус, затяжка производится одинаково. Вставьте все болты (предварительно смазав резьбу моторным маслом) в отверстия головки и блока и вкрутите рукой насколько возможно. Затем с помощью динамометрического ключа начинайте затягивать болты до усилия в 1 – 2 кг.м. Затем до 5 – 8 кг.м. Порядок затяжки болтов указан на фотографии. Если вы устанавливаете ГБЦ на рядный двигатель с 5 – 8 цилиндрами, то вначале закручиваете середину, затем постепенно движетесь к краям. Это позволит избежать повреждения ГБЦ и прокладки.
Если вы устанавливаете ГБЦ на рядный двигатель с 5 – 8 цилиндрами, то вначале закручиваете середину, затем постепенно движетесь к краям. Это позволит избежать повреждения ГБЦ и прокладки.
После того, как затянули все болты с усилием 5 – 8 кг.м, в том же порядке протяните их еще 1 – 2 раза, поворачивая на ¼ оборота. Головка затянута. После того, как автомобиль пробежит 500 км, необходимо еще раз довернуть все болты на ¼ оборота (не на всех машинах). Если вы установили головку на пружинные болты, то эта операция не нужна.
Ошибки при затяжке головки
Наиболее частые ошибки, которые приводят к повреждению блока цилиндров или ГБЦ:
- заливка масла в резьбовые колодцы;
- перетяжка болтов;
- использование несоответствующей насадки на ключ;
- неправильный порядок затяжки болтов;
- использование слишком длинных болтов.
Если резьбовой колодец блока цилиндров не удалось очистить от ржавчины, окалины и грязи, то болт без смазки очень трудно закрутить. Поэтому затяжка получается слабей, чем должна. Большинство мотористов смазывают болты, но неопытный автолюбитель может, для лучшей смазки, налить масла в колодец. В результате произойдет разрушение колодца и блок цилиндров придется менять.
Поэтому затяжка получается слабей, чем должна. Большинство мотористов смазывают болты, но неопытный автолюбитель может, для лучшей смазки, налить масла в колодец. В результате произойдет разрушение колодца и блок цилиндров придется менять.
Если затягивать ГБЦ без динамометрического ключа, то усилие определяется «на глазок». В результате вместо 16 – 19 кг.м. накручивают и 25 – 30. Это нередко приводит к поломке болтов и необходимости дорогостоящего ремонта блока цилиндров. Головки большинства болтов ГБЦ изготовлены под внутренний или наружный шестигранник (иногда квадрат). Если насадка на ключ со слизанными гранями, то при затяжке болта ее может провернуть. В результате грани шляпки болта также окажутся слизанными и его будет сложно не только закрутить, но и выкрутить.
Видео – Момент затяжки ГБЦ – динамометрический ключ
Использование другого порядка затяжки болтов приводит к появлению напряжений в корпусе ГБЦ. Поскольку алюминий, из которого выполнена головка, плохо переносит такие нагрузки, то в корпусе ГБЦ появляются трещины.
Поскольку алюминий, из которого выполнена головка, плохо переносит такие нагрузки, то в корпусе ГБЦ появляются трещины.
Через эти трещины происходит утечка продуктов сгорания топлива, что приводит к падению мощности и приемистости мотора, увеличению расхода топлива и снижению ресурса двигателя. Также через трещины происходит смешивание масла и охлаждающей жидкости. Когда антифриз, вода или тосол попадают в масло, они резко ухудшают его смазывающие свойства, в результате чего возрастает износ всех трущихся деталей двигателя. Нередко это приводит к проворачиванию вкладышей коленчатого вала и заклиниванию мотора.
Хотя большинство инструкций по ремонту допускают повторное использование болтов, желательно каждый раз использовать новые. Ведь в процессе затяжки длина болта увеличивается. Поэтому в мануале прописана максимальная длина болта, при которой еще возможно его использование. Если же болт окажется чуть длинней, то упрется в дно резьбового колодца блока цилиндров, в результате чего или сломается или расколет блок.
Сегодня рассмотрим очень важную тему – Момент затяжки болтов ГБЦ. Головка блока цилиндров притягивается к самому блоку большим количеством болтов, поэтому очень важно не только затягивать все болты по порядку, но и еще с правильным усилием. В статье «Порядок затяжки болтов», я приводил схему и порядок протяжки болтов. Сегодня будем рассматривать усилие.
Замена прокладки ГБЦ, да и вообще снятие – установка головки, процесс сложный и трудоёмкий. Неверный момент затяжки болтов ГБЦ может привести к неприятным последствиям в виде выхода из строя прокладки, сорванной резьбы или оборванного болта. Чтобы этого не случилось и потом не пришлось исправлять ошибки, нужно подойти к вопросу серьёзно. В интернете можно найти много способов, как определить можно использовать болты повторно или нет, но я рекомендую прибрести новые, так как большинство болтов ГБЦ, как и карданных, рассчитаны только на одноразовое использование.
Рассмотрим основные методы затяжки болтов ГЦБ.
Обычными ключами
В некоторых источниках рекомендуется тянуть болты до начала текучести. Я не сторонник такого метода. Обычными ключами можно легко почувствовать эту самую текучесть болта (Вы не увеличиваете усилие, а головка болта продолжает поворачиваться за счет деформации). Попробую перечислить достоинства и недостатки метода:
Я не сторонник такого метода. Обычными ключами можно легко почувствовать эту самую текучесть болта (Вы не увеличиваете усилие, а головка болта продолжает поворачиваться за счет деформации). Попробую перечислить достоинства и недостатки метода:
+ Доступно. Рожковые, накидные ключи, или набор головок с воротком может найти каждый.
+ Не требуется особых навыков.
— На первых этапах протяжки не обеспечить равномерное усилие болтов.
— Можно оборвать резьбу или болт. Пытаться определить начало текучести материала – сомнительное занятие.
Затяжка динамометрическим ключом
Тут уже появляется хоть какая-то ясность и определенность, усилие затяжки уже можно измерять в цифрах, а не по ощущениям. Стоит отметить, что затягивать динамометрических ключом следует в 3 этапа, об этом я писал в статье «Порядок затяжки болтов» и поворачивать ключ плавно, без остановок и рывков. Не забываем и про погрешность ключа. Самые простые ключи дают погрешность до 10% (стрелочные), трещотки около 5%, электронные самую низкую. В процессе эксплуатации ключа, его погрешность только увеличивается. Отличается ли момент затяжки болтов ГБЦ ВАЗ (бензиновый) от момента затяжки болтов ГБЦ дизеля иномарки при одинаковой резьбе? Вопрос спорный. Сложно найти моменты затяжки болтов для разных двигателей. Кто-то советует ориентироваться на стандартный момент затяжки болтов, кто-то категорически этого не советует. В каких-то мануалах по ремонту они прописаны, а в каких-то нет. Плюсы и минусы метода:
В процессе эксплуатации ключа, его погрешность только увеличивается. Отличается ли момент затяжки болтов ГБЦ ВАЗ (бензиновый) от момента затяжки болтов ГБЦ дизеля иномарки при одинаковой резьбе? Вопрос спорный. Сложно найти моменты затяжки болтов для разных двигателей. Кто-то советует ориентироваться на стандартный момент затяжки болтов, кто-то категорически этого не советует. В каких-то мануалах по ремонту они прописаны, а в каких-то нет. Плюсы и минусы метода:
+ Можно контролировать усилие затяжки.
+ Обеспечивается равномерная затяжка болтов на всех этапах.
— Динамометрический ключ есть не у каждого.
— Невозможно определить реальную погрешность б/у ключа.
— На момент затяжки влияет ряд факторов: а) Качество резьбы. Рекомендую использовать новые болты и убедиться, что в резьбовых отверстиях резьба непокрыта коррозией или еще чем-то. б) Трение в резьбе и под головкой болта. Рекомендуется слегка смазать резьбу болта и под головкой. Не в коем случаи не надо пытаться смазать резьбу в отверстии в) и другие факторы.
— Сложно найти требуемый момент затяжки для конкретного двигателя. В конце статьи я приведу несколько примеров, в частности момент затяжки болтов ГБВ ВАЗ 2114 и некоторых других отечественных автомобилей.
Комбинированная затяжка
Исходя из достоинств и недостатков простой затяжки и затяжки с использованием динамометрического ключа, все популярнее становится комбинированная затяжка. Иногда её называют затяжкой с доворотом на угол. Суть этого метода заключается в том, что изначально болт затягивается динамометрическим ключом на какой-то момент, а потом поворачивается обычным ключом на определенный угол. В зависимости от узла и производителя, угол поворота может составлять от 90 до 360 градусов. Производитель иногда указывает низкий момент, при котором еще трение резьбы и головки болта практически не вносят свои коррективы, а затем указывает довернуть болт на большой угол. Некоторый механики берут стандартный момент затяжки болтов и затем докручивают каждый болт на 90 градусов. Лучше опираться на значения, указанные производителями.
Лучше опираться на значения, указанные производителями.
+ Максимально точная и равномерная затяжка.
+ Уменьшает влияние погрешности динамометрического ключа.
+ Сложность и доступность такая же, как и при использовании динамометрического ключа, но точность выше.
— Динамометрический ключ необходим.
— Если производителем в руководстве по ремонту указан такой метод затяжки, то болты однозначно надо менять или проверять их годность по длине.
— Опять же не так просто найти момент затяжки.
В заключение привожу таблицу с некоторыми указанными моментами затяжки болтов ГБЦ.
Если для Вашей машины в таблице не указан момент, то советую искать руководство по ремонту или каталог запасных частей (в них тоже иногда указывают моменты затяжки), или же искать на форумах. Иногда такую информацию Вам могут предоставить в крупных магазинах запчастей, так как там работают по каталогам и мануалам по ремонту.
Моменты затяжки болтов головки автомобиля МАН F2000, F90
Демонтаж головки цилиндра автомобиля МАН F2000 (F90)
- Слить охлаждающую жидкость и собрать в чистой и достаточно большой емкости.

- Демонтировать напорные трубопроводы с топливной форсунки и ТНВД.
- Демонтировать трубопровод для слива масла топлива.
- Демонтировать впускной коллектор.
- Демонтировать выпускной коллектор.
- Демонтировать крышку головки цилиндра.
Указание: На двигателях автомобиля МАН F2000 с наддувом масло через маслосепараторный клапан может попадать во впускной коллектор и стекать на головки цилиндров. Это, как правило, не является причиной для замены уплотнения головки цилиндра. В таких случаях следует подтянуть винты коллектора, по необходимости заменить уплотнения коллектора.
- Отвернуть регулировочные винты клапана назад. Отвинтить стойку оси коромысла. Вытащить штанги толкателя, проверить на перекос и износ в шаровых опорах.
- Ослабить и вывернуть болты головки цилиндра в последовательности, обратной процессу затяжки.
Болт головки цилиндра под форсункой ТНВД (1) может быть вывернут или специальным ключом или после демонтажа форсунки при помощи торцевого ключа.
- Снимите головку блока цилиндров и положите таким образом, чтобы не повредить выступающий конец топливной форсунки (1). Снимите прокладку головки блока цилиндров.
Проверьте головку блока цилиндров на отсутствие трещин.
Примечание: В случае двигателей автомобиля МАН с электронным регулированием впрыска топлива головка цилиндровдля первого цилиндра оснащена игольчатым датчиком перемещения (2).
Перед монтажом
На старых двигателях man:
Для фиксации головок цилиндров в головную поверхность картера вставлены по две фиксаторные гильзы.
Для того, чтобы при забивании гильз предотвратить возможные повреждения (трещины), необходимо следить за правильным положенном шлица гильзы.
Шлиц (стрелки) фиксаторной гильзы должен находиться под углом примерно 90˚ к воображаемой соединительной линии между обеими фиксаторными гильзами головки.
С 1-го квартала 1978 года шлицевые фиксаторные гильзы (1) не используются.
Монтируются гильзы с буртиком (2).
Эти гильзы больше не нуждаются в настройке.
- Почистить резьбовые отверстия в картере и продуть. Почистить уплотнительные поверхности на головке цилиндра и картере.
При повторно обнаруженных негерметичностях
- проверить выступ гильз цилиндра.
- при помощи лекальной линейки проверить уплотнительные поверхности картера и головки цилиндра на ровность или перекос.
Головки блока цилиндров с нарушением плоскостности могут быть прошлифованы до 1 мм на плоскошлифовальном станке.
Перед этим необходимо измерить выступ топливных форсунок с тем, чтобы после шлифования головки блока снова можно было правильно выставить форсунки путём использования уплотнительных колец соответствующей толщины.
При шлифовке уплотнительных поверхностей следует учесть достаточную глубину микронеровности.
Для этого следует обязательно соблюдать указания по монтажу, смотрите раздел «Технические характеристики»
Соблюдать правильную компоновку, гильза цилиндра — уплотнение головки цилиндра
При обновлении уплотнений головки цилиндра на двигателях автомобилей ман D 25. . с толстостенными втулками (внешний диаметр гильз цилиндра как на двигателях D 28..) следует обязательно следить за тем, чтобы использовались уплотнения головки цилиндра двигателей D 28..
. с толстостенными втулками (внешний диаметр гильз цилиндра как на двигателях D 28..) следует обязательно следить за тем, чтобы использовались уплотнения головки цилиндра двигателей D 28..
Если на двигателях D 25.. с толстостенными втулками используются такие же уплотнения, как на двигателях со стандартными втулками, при затягивании болтов головки цилиндра может произойти обрыв буртика втулки и вырывание фланцы камеры сгорания из уплотнения.
Монтаж головки цилиндра автомобиля MAN
- Уложить «всухую» новое уплотнение головки цилиндра с учетом перфорации. Установить головку цилиндра.
Внимание! Старые прокладки, которые уже устанавливались, не ставить! Устанавливать только новые прокладки!
Указание: Для того, чтобы предотвратить возможный перекос между головками цилиндров и коллекторами, рекомендуется действовать следующим образом:
- Установить уплотнения головки цилиндра и головку цилиндра.
- Смазать болты головки цилиндра по резьбе моторным маслом.

- Смазать опору головки болта монтажной пастой «Optimoly White Т».
- Ввернуть болты на несколько витков.
- Смонтировать калибровочную линейку с отшлифованной поверхностью на стороне выхлопа отработанных газов.
- Момент предварительной затяжки 20 Нм.
- Подтянуть болты головки цилиндра согласно предписанию.
- Отвинтить калибровочную линейку.
- Подтянуть впускной и выпускной коллекторы с предписанным предварительным моментом.
Схема затяжки болтов головки цилиндра автомобиля man
- Затянуть болт головки цилиндра (6) под форсункой ТНВД при помощи специального ключа.
1. Сторона впуска; 2. Сторона выхлопа отработанных газов.
Подтягивание и последующее затягивание болтов головки цилиндра man смотрите в раздело «Технические характеристики».
Для лучшего уплотнения от протечки масла под давлением вместо уплотнений головок цилиндров с фланцевым уплотнением (1) имеются уплотнения с кольцом Viton (2).
Последние варианты уплотнений можно найти в перечне запчастей.
- Вставить штанги толкателей, при этом следить за тем, чтобы каждая штанга толкателя попадала в упор толкатели клапана.
- Установить стойку оси коромысла.
- Слегка подтянуть крепежные винты, и выправить ось коромысла по клапанам.
- Подтянуть крепежные винты с предписанным крутящим моментом
уплотнения с кольцом Viton (2)
- Отрегулировать зазор клапанов.
- Установить крышку головки цилиндра с новым уплотнением «всухую»
- Затянуть крепежные винты с предписанным крутящим моментом.
- Смонтировать трубопровод для слива масла топлива.
- Смонтировать напорные трубопроводы на форсунках и ТНВД, затянуть специальным ключом [4] до предписанного значения.
- Смонтировать выпускной коллектор.
- Смонтировать впускной коллектор.
- Смонтировать трубопровод системы жидкостного охлаждения, залить охлаждающую жидкость.

- Прокачать топливную систему.
- Подтянуть болты головки цилиндра.
Указание: Па двигателях автомобилей ман с системой EDC (электронное регулирование дизеля) для деаэрации (прокачки) топливной системы всегда должно быть включено зажигание.
Проверка головки цилиндра на трещины
В зависимости от условий эксплуатации на различных этапах пробега автомобилей ман могут возникать трещины перемычки клапана (1).
В основном эти трещины не имеют большого значении. В основном они продолжаются только до глубины канавки для кольца седла клапана и не приводят к негерметичности.
При принятии решения о дальнейшей эксплуатации головки цилиндра с трещинами перемычки клапана, проводится проверка по следующим критериям:
- Если в перемычке появляется микроскопическая трещина, головка может эксплуатироваться дальше без дополнительной проверки, даже если трещина проходит от кольца седла впускного клапана до кольца седла выпускного клапана.

- Если появляется раскрытая трещина с незначительным прогибом перемычки в сторону цилиндра, необходимо демонтировать выпускной клапан, и проверить кольцо седла выпускного клапана на трещины.
Трещины в кольце седла также показываются в секторе перемычки.
Если трещины на кольцо седла клапана отсутствуют или есть только одна трещина, головка может эксплуатировали дальше.
Если имеются две или более трещины кольца седла клапана, головку следует заменить.
3. Если на перемычке клапана имеются несколько расположенных рядом или частично пересекающихся трещин, то по причине опасности сколов головку следует заменить без учета присутствия или отсутствии трещин кольца седла клапана.
Если трещина перемычки клапана снова видна под кольцами седла клапана — в впускном или выпускном канале, головку цилиндра следует заменить.
Если на основании головки цилиндра имеются трещины, которые проходят между форсуночным отверстием и седлом впускного или выпускного клапана, головку цилиндра также следует заменить.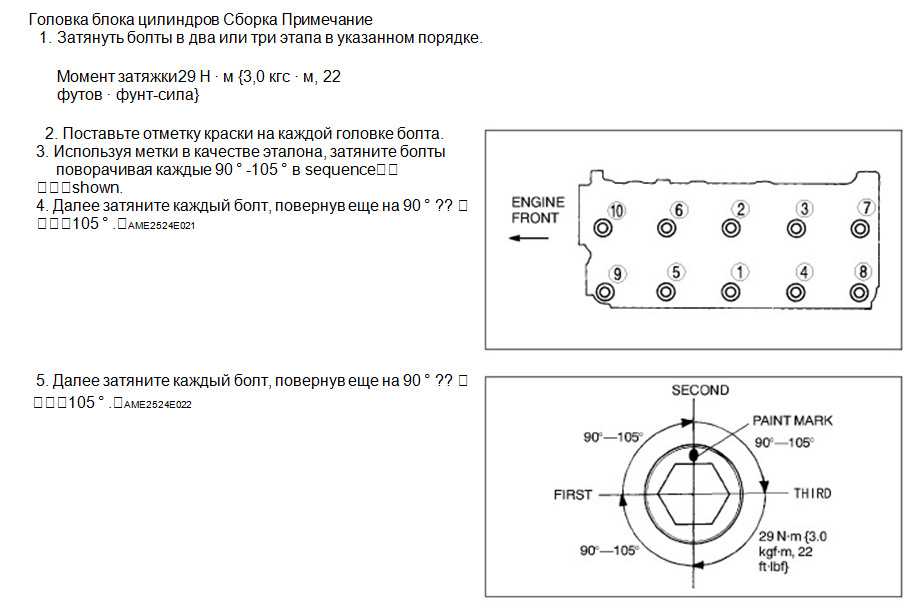
Затягивание / подтягивание болтов головки цилиндров автомобилей МАН
Уплотняющее действие прокладки головки цилиндра в основном зависит от того, действительно ли будет достигнуто и сохраниться необходимое преднапряжение болтов головки цилиндра.
При затягивании болтов головки цилиндра следует использовать градуированные динамометрические ключи. При окончательной затяжке торсионными ключами предписанный момент затяжки должен удерживаться не менее 5 секунд. При использовании «защелкивающихся» динамометрических ключей болты или гайки следует затягивать медленно, так как иначе установленный момент затяжки, но передается полностью на винт или гайку.
При затягивании и подтягивании болтов или гаек головки цилиндра следует действовать следующим образом:
учитывать оснастку болта, угол повороты или крутящий момент.
Затягивание болтов головки цилиндра автомобиля МАН
«Затягивание» представляет собой первоначальное затягивание смонтированных и еще не затянутых болтов после ремонта — например, замены прокладки головки.
Болты головки цилиндра затягиваются при холодном двигателе автомобиля МАН, картер должен быть чуть теплым или холодным.
- Перед установкой болтов головки цилиндра их следует смазать по резьбе — не в резьбовом отверстии — и на опоре головки болта. При крепеже гайками следует смазать резьбу резьбового стержня и опорную поверхность гайки.
Применение MoS2 содержащих масел или присадок не допускается!
При несмазанных болтах или гайках значительная часть момента затяжки преобразуется я трение и не способствует преднапряжению болтов.
Исключение: На двигателях типового ряда D 25.. и D 28.. с болтами с затяжкой по углу поворота опорная поверхность головок болтов покрывается монтажной пастой Optimol White Т номер 09.16012.0117, резьба болта смазывается аналогично другим болтам.
- Слегка приложить болты или гайки головки цилиндра для фиксации головок цилиндров.
- Выправить отдельные головки цилиндров путем установки калибровочной линейки или впускного/выпускного коллектора.

- Поступенчато затянуть в правильной последовательности с предписанным крутящим моментом или углом поворота.
Внимание! При слишком сильном предварительном затягивании отдельных болтов или гаек готовка цилиндраперетягивается. При дальнейшем, соответствующем предписаниям затягиваем перетяжка не устраняется!
- После затягивания болтов головки отрегулировать зазор клапанов.
Подтягивание болтов головки цилиндра автомобиля МАН
«Подтягивание» представляет собой подтягивание уже смонтированных и уже затянутых болтов при первой службе техобслуживания или после профилактического ремонта при пробеге 1 000 км и 20 000 по 30 000 км.
Болты головки цилиндра подтягиваются при холодном двигателе, картер должен быть чуть теплым или холодным.
При подтягивании винтов с затяжкой по крутящему моменту
- ослабить по одному винту или гайке в предписанной последовательности,
- смазать опорную поверхность винта или гайки,
- затянуть с предписанным крутящим моментом окончательной затяжки.

После подтягивания проверить зазор клапанов.
При подтягивании болтов головки цилиндра с затяжкой по углу поворота автомобиля МАН
- ослабить болты, подтянуть на предписанный угол поворота в необходимой последовательности.
Подтягивание болтов головки цилиндра на новых автомобилях МАН или новых и обменных двигателях
Новые двигатели автомобилей МАН серии D 25../ D 28.. больше не поставляются с болтами с затяжкой по крутящему моменту, а только с болтами с затяжкой по углу поворота.
На заводе болты с затяжкой по углу поворота подтягиваются первый раз.
При этом на двигателе автомобиля МАН размещается специальная наклейка.
Болты с затяжкой по крутящему моменту
Двигатели, которые оснащаются на заводе болтами с затяжкой по крутящему моменту; обозначаются на одной из крышек головки цилиндра соответствующей наклейкой.
Подтягивание этих болтов головки цилиндра не допускается.
Затягивание болтов головки цилиндра после ремонта
Метод затяжки по крутящему моменту по схеме затягивания 1
- Предварительная затяжка 10 Нм
- Предварительная затяжка 50 Нм
- Предварительная затяжка 100 Нм
- Окончательная затяжка 220 Нм
- Отрегулировать зазор клапанов.

Схема затягивания 1 Сторона впуска / форсунка ТНВД
Сторона выпуска
Подтягивание болтов с затяжкой по крутящему моменту
Боты с затяжкой по крутящему моменту подтягиваются один раз при холодном двигателе. (холодный = картер чуть теплый или холодный)
Подтягивание по схеме I
— не ранее одночасовой поездки под нагрузкой
— не позднее пробега 1000 км
- В предписанной последовательности ослабить по одному болту или гайке
- Смазать опорную поверхность болта или гайки маслом
- Затянуть с предписанным крутящим моментом окончательной затяжки
- Проверить зазор клапанов
Внимание! Болты с затяжкой по крутящему моменту перед подтягиванием ослабляются. Болты с затяжкой по углу поворота перед подтягиванием не ослабляются.
Указание: Рядные двигатели автомобилей МАН D 25.. с продольным картером и поперечным картером I изготовлялись с «короткими» болтами с затяжкой по крутящему моменту.
Рядные двигатели с поперечным картером II изготовлялись с «длинными» болтами с затяжкой по крутящему моменту, за исключением указанных на странице 3 номеров двигателей.
На всех рядных двигателях серии D 25../ D 28.. болты головки цилиндра (с затяжкой по крутящему моменту), детали MAN № 51.90020.0216; .0217; .0218 были заменены болтами с затяжкой по углу поворота, детали MAN № 51.90020.0266; .0269: .0270.
Двигатели типов D 2866 К. Т и L — оснащались этими болтами с самого начала производства серии.
Болты с затяжкой по углу поворота
Начиная с номеров двигателей для:
рядных двигателей без наддува D 25.. /D 28.. (со свободным впуском)
с двигателя № ххх4750001 хххх
рядных двигателей с наддувом D 25../D 28.. (турбодвигатели)
с двигателя № ххх4729001хххх,
все двигатели серии D 25../D 28.. изготавливались с болтами с затяжкой по углу поворота Подтягивание болтов головки цилиндра на новых и обменных двигателях
Схема затягивания 2 Сторона впуска форсунки ТНВД
Сторона выпуска
Первое подтягивание:
Болты с затяжкой по углу поворота первый раз подтягиваются на заводе после обкатки и обозначаются на одной из крышек головок цилиндров наклейкой 51. 97801.0211.
97801.0211.
Второе подтягивание:
При первой службе техобслуживания U 2 (согласно контрольному перечню SD 333)
20 000 по 30 000 км.
или F 2 (согласно контрольному перечню SD 334)
20 000 по 45 000 км,
болты с затяжкой по углу оборота подтягиваются второй раз согласно приведенной рядом схеме.
- Из исходного состоянии дотянуть болты на 90˚ (1/4 оборота).
Предварительное ослабление болтов не допускается!
Подтягивать только четыре обозначенных болта! Температура двигателя не имеет значения.
Болты с затяжкой по углу поворота
Затягивание болтов головки цилиндра после ремонта
- Перед установкой болтов головки цилиндра их следует смазать по резьбе (не в резьбовом отверстии) моторным маслом.
- Покрыть опорную поверхность головки болта монтажной пастой «Optimoly White Т»
Применение MoS2 — содержащих масел или присадок не допускается!
Метод затяжки по углу поворота по схеме затягивания 1
- Предварительная затяжка 10 Нм
- Предварительная затяжка 80 Нм
- Предварительная затяжка 150 Нм
- Предварительная затяжка 90˚
- Окончательная затяжка 90˚
Отрегулировать зазор клапанов.
Подтягивание болтов головки цилиндра
Болты с затяжкой по углу поворота подтягиваются два раза.
Двигатель может быть как холодным, так и разогретым.
Обратить внимание на различие схем затяжки при первом и втором подтягивании!
Первое подтягивание:
- Подтянуть по схеме 1
- нс ранее одночасовой поездки под нагрузкой
- не позднее пробега 1000 км
- Из исходного состояния дотянуть винты на 90˚ (1/4 оборота).
- Предварительное ослабление винтов не допускается!
- Температура двигателя не имеет значения.
- Проверить зазор клапанов.
После первого подтягивания болтов головки цилиндра наклеить на одну из крышек клапанов соответствующую наклейку.
Удалить наклейку с перечеркнутым динамометрическим ключом — если имеется.
Второе подтягивание:
При первой службе техобслуживания
U 2 (согласно контрольному перечню SD 333).
20 000 по 30 000 км
или F 2 (согласно контрольному перячню SD 334)
20 000 по 45 000 км
болты с затяжкой по углу поворота подтягиваются второй раз согласно приведенной на предыдущей странице схеме 2.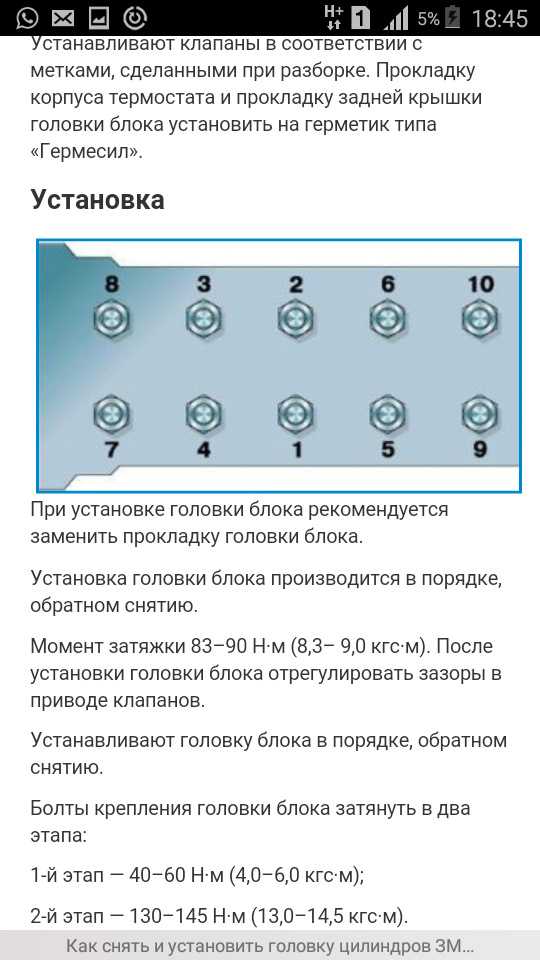
- Из исходного состояния дотянуть болты на 90˚ (1/4 оборота).
- Предварительное ослабление болтов не допускается!
- Подтягивать только четыре обозначенных болта!
- Температура двигателя не имеет значения.
- После второго подтягивания болтов головки цилиндра следует удалить наклейку .0211 и наклеить вместо этого наклейку 51.97801.0212.
Специальный инструмент для затягивания болтов головки цилиндра автомобилей МАН F2000
Для затягивания и подтягивания болтов головок цилиндров используется специальный ключ.
С данным специальным ключом болты головки цилиндра становятся доступными без демонтажа форсунок и коромысел.
Повторное использование болтов головки цилиндра
Болты с затяжкой по крутящему моменту могут быть использованы повторно, если на них не обнаружено механических повреждений.
Болты с затяжкой по углу поворота .0268; .0269; .0270 осознанно подвергаются перегрузке за предел текучести при затягивании и получают при каждом затягивании сохраняющееся наращивание. Поэтому эти болты могут применяться повторно только в том случае, когда не превышается размер «L max» см. следующую страницу.
Поэтому эти болты могут применяться повторно только в том случае, когда не превышается размер «L max» см. следующую страницу.
Кроме того, болты должны отличаться безукоризненной поверхностью, что означает закрытое фосфатирование, отсутствие пятен ржавчины. Начинающие покрывайся коррозией, поврежденные или растянутые свыше максимального предела болты должны немедленно, например ударами молотка по резьбе, делаться непригодными к дальнейшему применению и утилизироваться.
Болты с затяжкой по углу поворота в смонтированном положении распознаются по символу угла поворота (А) на головке болта.
Использовавшиеся в переходный период болты с затяжкой по углу поворота .0234; .0235; .0236 с максимальным размером «L», который больше на 1 мм, могут быть израсходованы в ассортименте.
Обзор болтов головки цилиндра
Проверка давления сжатия (компрессии) автомобилей МАН F2000
- Проверить зазор клапанов автомобиля ман F2000, по необходимости отрегулировать.
- Разогреть двигатель, чтобы температура охлаждающей жидкости достигла примерно 60 — 80˚ C˚.

- Демонтировать форсунки ТНВД.
- Начиная с 1-го цилиндра:
- Вложить новое уплотнительное кольцо, и вставить муфту устройства контроля компрессии давления [38], затянуть перекидную гайку специальным ключом [4].
- Навинтить устройство контроля компрессии давления с удлинителем на муфту.
- Вставить контрольный лист в самописец компрессии давления.
- Стартером прокручивать двигатель до тех пор, пока стрелка самописца компрессии давления не достигнет предела амплитуды.
ВНИМАНИЕ!: Аккумуляторные батареи должны быть полностью заряжены.
Подключить самописец компрессионного давления к следующему цилиндру, проверить все цилиндры, как описано выше.
Демонтировать устройство контроля компрессионного давления.
Обработать контактные места корпуса форсунки средством «Never Seeze» для автомобилей ман
Смонтировать корпус форсунки с форсункой и новыми уплотнительными кольцами.
Подключить напорные и маслосливные трубопроводы.
Указание: При смонтированном напорном трубопроводе перекидная гайка может быть подтянута ключом в виде разрезанной накидной головки.
Момент затяжки гбц ВАЗ 2110 8 клапанов
Окончательный момент затяжки 90–94 Н·м (9,0- 9,4 кгс·м).
Снятие и разборка головки блока цилиндров двигателя ВАЗ-2112.
Замена прокладки головки блока цилиндров.
Замена маслосъемных колпачков на ВАЗ-2112, 2111 и 2110.
Как заменить прокладку ГБЦ ВАЗ 2114 своими руками: пошаговая инструкция.
Последовательность затягивания (цифры в кружках) болтов крепления крышек го.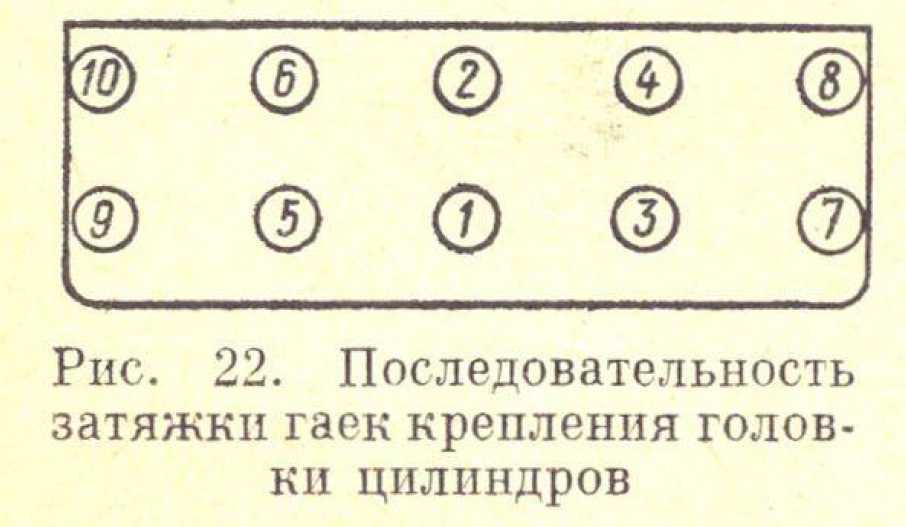 ..
..
Устоновка ГБЦ на движок.
Маркировка болтов и моменты затяжки — Метрическая резьба.
8.1.17 Головка блока цилиндров — снятие и установка.
Головка блока цилиндров — снятие и установка.
ГБЦ2.jpg.
Головка блока цилиндров ВАЗ 2110.
5.11.2 Замена прокладки крышки головки блока цилиндров Toyota Camry.
Приложение 1. Моменты затяжки резьбовых соединений, Н·м Лада Приора.
Моменты затяжки резьбовых соединений, Н·м Лада Приора.
Замена прокладки головки блока цилиндров на автомобиле Лада Приора ВАЗ 2170…
Момент затяжки болтов гбц ваз 2112 16 — картинки и фото.
Момент затяжки болтов гбц ваз 2112 16.
Затяжка Болтовых Соединений.
Приложение 1. Моменты затяжки резьбовых соединений.
Моменты затяжки резьбовых соединений Ваз 2108, Ваз 2109, Ваз 21099, Лада Са…
Момент затяжки.
Как производится затяжка ГБЦ ВАЗ 2107.
Прокладки двигателя у всех ВАЗ.
порядок затягивания головки.
Порядок затяжки болтов распредвала ВАЗ 2110.
Ремонт и замена ГБЦ (головки блока цилиндра) двигателя ВАЗ.
Замена гидрокомпенсаторов своими руками
головки блока, повторное использование прокладки не допускается. смажьте бо…
смажьте бо…
34 Затяжка гбц.
Схема затяжки.
Замена прокладки головки блока цилиндров.
ВАЗ 1111/11113 Лада Ока.
Схема затяжки болтов гбц приора.
Снятие и установка головки блока цилиндров.
Момент затяжки болтов головки блока цилиндров.
«Головка блока цилиндров.
«Порядок затягивания болтов головки цилиндров»): первый прием — з…
затяжка болтов головки блока цилиндров, имеет и нюансы, которые применимы к…
Крышка головки блока цилиндров — снятие, очистка маслоотражателя и установк…
Порядок затяжки болтов крепления головки блока цилиндров.
Затяните болты крепления головки цилиндров в определенной последовательност…
Двигатель DW8
Затяжка болтов двигателя, ПРАВИЛЬНЫЙ способ
15 февраля 2019 г.
В какой-то момент своей карьеры мы все сталкивались со следующим сценарием: клиент представляет автомобиль, на котором прокладка головки блока цилиндров была заменена на заводскую замену X -количество месяцев назад, и который теперь имеет безошибочные признаки того, что сменная прокладка снова взорвалась.
Заказчик утверждает, что с тех пор и до сих пор двигатель не перегревался и что за это время система охлаждения не теряла охлаждающую жидкость. Кроме того, чтобы доказать, что работа не была выполнена механиком на заднем дворе, заказчик представляет профессиональный счет, в котором четко указано, что были выполнены все необходимые инженерные работы и испытания, а водяной насос, термостат и шланги радиатора были заменены в то время. заменена оригинальная прокладка. Радиатор также был химически очищен, и исторических кодов неисправностей нет. Так что же пошло не так?
Хотя существует множество возможных причин, которые могли пойти не так, в нашем гипотетическом примере наиболее вероятной причиной является тот факт, что головка блока цилиндров не была затянута должным образом. Таким образом, в этой статье мы более подробно рассмотрим, как работают болты, что следует учитывать при затяжке критических болтов и, что более важно, почему болтовые соединения выходят из строя, начав с определения некоторых общих терминов, которые часто используются, но не всегда понимаются. , например-
Таким образом, в этой статье мы более подробно рассмотрим, как работают болты, что следует учитывать при затяжке критических болтов и, что более важно, почему болтовые соединения выходят из строя, начав с определения некоторых общих терминов, которые часто используются, но не всегда понимаются. , например-
Предварительная нагрузка
«Предварительная нагрузка» — это общий термин, описывающий натяжение или усилие зажима, которое болт оказывает на соединение при затягивании болта. На практике предполагается, что общая сила зажима на ненагруженном болтовом соединении, таком как головка блока цилиндров, прижатая к блоку цилиндров, равна и противоположна предварительному натягу всех болтов. Следовательно, если указанный предварительный натяг не применяется ко всем болтам головки блока цилиндров в равной степени, почти наверняка может возникнуть одна или несколько проблем, таких как усталостное разрушение одного или нескольких болтов, или вибрация может привести к самоослаблению одного или нескольких болтов, приводит к отказу сустава.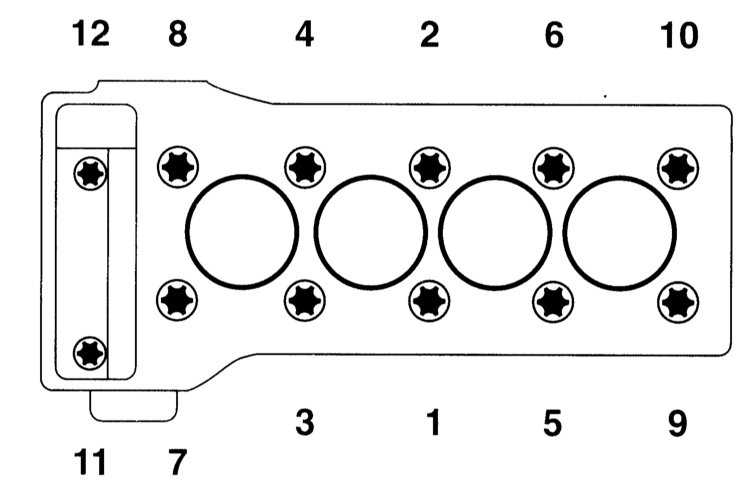
Пробная нагрузка
Пробная нагрузка всегда выражается в единицах силы, например, в ньютонах (Н) или фунт-сила (фунт-сила) и, как таковая, является одним из трех механических свойств, определяющих общую прочность на разрыв болт, двумя другими свойствами являются предел текучести и предел прочности.
По существу, «пробная нагрузка» относится к максимально допустимому растягивающему усилию, которое может выдержать болт без пластической деформации этого болта. Иными словами, болт должен оставаться в своей упругой фазе, когда к нему приложена заданная пробная нагрузка. На критических болтах двигателя и подвески испытательная нагрузка обычно колеблется от 85% до примерно 95% от предела текучести болтов.
Предел текучести
Предел текучести относится к силе растяжения, которая должна быть приложена к болту, чтобы вызвать в болте заданную величину остаточной деформации. В большинстве случаев указанная деформация ограничивается примерно 2% длины болта.
Предел прочности
Предел прочности относится к максимальному растягивающему усилию, которое болт может выдержать без разрушения.
Так что же все это значит?
На практике все вышеперечисленное можно применить к обычным болтам двигателя, которые нужно было просто затянуть с заданным значением крутящего момента, чтобы обеспечить необходимое усилие зажима в двигателях, которые не состоят из различных материалов, т. е. оба блока цилиндров а головка(и) блока цилиндров были изготовлены из чугуна.
В этих двигателях все части двигателя расширялись с одинаковой скоростью, когда были горячими, и сжимались с одинаковой скоростью, когда остывали. На практике это означало, что если бы правильное значение крутящего момента было приложено, скажем, ко всем болтам головки цилиндров, каждый болт был бы достаточно растянут, чтобы обеспечить зажимное усилие, необходимое для надежной герметизации прокладки как к головке цилиндров, так и к блоку цилиндров. .
Следует отметить, что хотя обычные болты несколько растягивались в процессе затяжки, их предел текучести никогда не превышался, а это означало, что эти болты восстанавливали свою первоначальную длину после снятия предварительного натяга. По этой причине можно было (и безопасно) повторно использовать обычные болты головки блока цилиндров несколько раз, если только они не были явно корродированы, изрыты или иным образом повреждены.
По этой причине можно было (и безопасно) повторно использовать обычные болты головки блока цилиндров несколько раз, если только они не были явно корродированы, изрыты или иным образом повреждены.
Однако новые конструкции двигателей, в которых использовались разные материалы, такие как чугун для блока цилиндров и алюминий для головок цилиндров, означали, что обычные болты больше не могли удерживать эти двигатели вместе, поскольку чугун и алюминий расширяются и сжимаются. по совершенно разным тарифам. Таким образом, чтобы решить проблему с разной скоростью расширения / сжатия, конструкторы двигателей были вынуждены разработать болты, которые можно было предварительно натянуть до их предела текучести без разрушения; эти болты известны как-
Болты с крутящим моментом для текучести / Угловые болты
Как и в случае с обычными болтами, болты с крутящим моментом для текучести также затягиваются до тех пор, пока они не деформируются, но с тем основным отличием, что болты с крутящим моментом для текучести затягиваются до тех пор, пока они не деформируются, что с нашей точки зрения механика, является наиболее важной характеристикой, которую следует иметь в виду, и вот почему-
Когда момент затяжки болта головки блока цилиндров или любой другой критический момент затяжки болта двигателя затягивается, он проходит две важные фазы: это (для наших целей)
Эластичная фаза
На этом этапе болт растягивается при приложении к нему крутящего момента, но если крутящий момент будет снят, болт вернется к своей первоначальной длине. Важно помнить, что в упругой фазе болт не будет обеспечивать достаточную прижимную силу, чтобы надежно удерживать головку блока цилиндров.
Важно помнить, что в упругой фазе болт не будет обеспечивать достаточную прижимную силу, чтобы надежно удерживать головку блока цилиндров.
Пластическая фаза
По мере того, как нагрузка на болт увеличивается, он подвергается пластической фазе, что означает, что болт растягивается до точки, после которой он не может восстановить свою первоначальную длину, если снять с него нагрузку. Именно в этом состоянии болт обеспечивает необходимую зажимную силу, чтобы надежно удерживать головку блока цилиндров.
Линия, разделяющая упругую и пластичную фазы, называется пределом текучести, отсюда и термин «момент до текучести» болта. Обратите внимание, что эта разделительная линия является функцией комбинированного воздействия нескольких факторов, включая крутящий момент, прикладываемый к болтам, материал, из которого изготовлен болт, наличие (или отсутствие) покрытий, гальванопокрытий или смазки на любой части болта. болта, угол шага резьбы, а также диаметр болта.
Все факторы, перечисленные выше, в дополнение к некоторым, не перечисленным, были включены в нечто, называемое «Фактор ореха», который обычно обозначается буквой «К» на инженерном языке. Однако нам не нужно углубляться в сложности вычисления фактора ореха здесь; достаточно сказать, что если техник использует должным образом откалиброванный динамометрический ключ и индикатор угла для затяжки головки цилиндров, маловероятно, что предел текучести болтов будет превышен.
Тем не менее, если предел текучести болта будет превышен, техник почувствует выраженное «смягчение» нагрузки, как если бы с болта содрали резьбу. В этот момент болт чрезмерно растянут (если он не сломается первым) и большая часть, если не вся прижимная сила, обеспечиваемая этим болтом, теряется, что приводит нас к следующему пункту: болты
Как и обычные болты, болты с предельным усилием затяжки также затягиваются в определенной последовательности и заданном количестве этапов, чтобы предотвратить деформацию головки блока цилиндров (или любых других компонентов), но с тем очень важным отличием, что начальная установка момента затяжки, которая известный как «плотный крутящий момент», всегда относительно низок. Например, типичная последовательность затяжки головки блока цилиндров может выглядеть так:
Например, типичная последовательность затяжки головки блока цилиндров может выглядеть так:
- Затяните все болты последовательно и в два этапа с моментом затяжки, скажем, 30 Нм
- Поверните все болты на 90 градусов в правильной последовательности затяжки
- Поверните все болты еще на 90 градусов в правильной последовательности затяжки
ПРИМЕЧАНИЕ: Приведенный выше пример процедуры затяжки является всего лишь иллюстративным примером. Всегда сверяйтесь с предписанными процедурами и спецификациями производителя при установке болтов, чтобы избежать проблем в дальнейшем.
Цель применения градусов вращения состоит в том, чтобы гарантировать, что все болты будут доведены до пределов текучести более точно, чем это возможно при простом значении крутящего момента, потому что предписанное вращение учитывает тот факт, что только от 10 до 15 процентов значение крутящего момента дает полезное усилие зажима.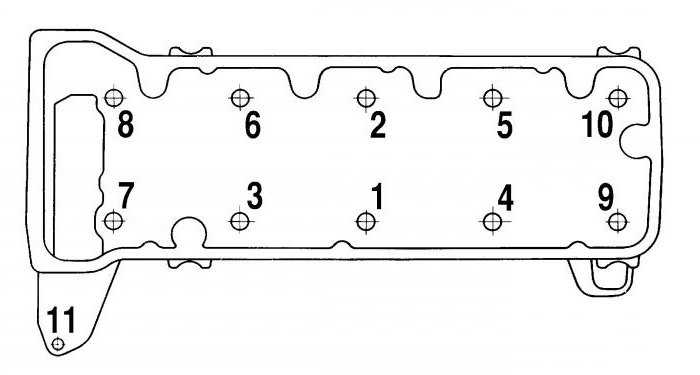 По сути, затяжка болтов в градусах вращения в значительной степени устраняет эффекты трения между резьбой и поверхностью подшипника между головкой болта и шайбой подшипника. Применение градусов вращения, в отличие от значения крутящего момента, также устраняет недостаточную или чрезмерную затяжку, вызванную плохо откалиброванными динамометрическими ключами, поскольку угол поворота не зависит от прикладываемого крутящего момента.
По сути, затяжка болтов в градусах вращения в значительной степени устраняет эффекты трения между резьбой и поверхностью подшипника между головкой болта и шайбой подшипника. Применение градусов вращения, в отличие от значения крутящего момента, также устраняет недостаточную или чрезмерную затяжку, вызванную плохо откалиброванными динамометрическими ключами, поскольку угол поворота не зависит от прикладываемого крутящего момента.
С практической точки зрения следует отметить, что при приложении градусов вращения к болтам головки блока цилиндров достигаемые конечные усилия зажима, как правило, находятся в пределах 10 % от указанных пределов текучести, тогда как при простом значении крутящего момента окончательные усилия зажима может быть на 30% ниже требуемой. Основная причина больших расхождений при использовании только значений крутящего момента связана с широким разбросом значений крутящего момента (также известным как разброс предварительного натяга), который в основном является результатом общего коэффициента трения, который является функцией комбинированного трения под болтом. головкой и между ответными нитями.
головкой и между ответными нитями.
На практике затяжка болтов, которые были затянуты должным образом, надежно удерживает головку блока цилиндров на протяжении всего срока службы двигателя, за исключением, конечно, таких бедствий, как перегрев двигателя, поскольку предел текучести болтов рассчитан на с различными скоростями расширения/сжатия, которые вызывают относительные боковые перемещения между компонентами.
Другие вещи, о которых следует помнить
С учетом всего вышесказанного, есть и другие соображения, которые следует учитывать при установке болтов головки блока цилиндров, наиболее важными из которых являются-
НЕ используйте метчики для очистки резьбовых отверстий
Несмотря на то, что удаление коррозии и других дефектов на резьбе отверстий под болты головки цилиндров в блоках цилиндров крайне важно, не менее важно НЕ использовать обычный метчик для нарезания резьбы. В отличие от метчиков для нарезки резьбы, пример которых показан выше, обычные метчики для нарезания резьбы удаляют материал с резьбы, что может привести к выпадению ступеней из отверстия при затягивании болта.
Кроме того, обязательно используйте воздух из цеха для выдувания мусора из отверстий после процесса очистки и убедитесь, что в отверстиях не осталось масла или других жидкостей.
Смазывать или не смазывать новые болты
Хотя существует столько же мнений по этому вопросу, сколько техников, выступающих за или против этой практики, факт заключается в том, что для затяжки требуется гораздо больше усилий. сухой болт, чем смазанный.
Однако реальная проблема заключается в том, что некоторые смазочные материалы могут работать слишком хорошо, например, противозадирные составы. Имейте в виду, что любой резьбовой крепеж зависит от трения, чтобы оставаться затянутым, поэтому, если используется смазка, которая позволяет вибрациям и тепловым циклам преодолевать это трение, крепежный элемент отвинчивается сам. Имейте в виду тот факт, что противозадирные составы предназначены для использования на крепежных элементах, которые должны быть удалены без поломки, что НЕ относится к болтам головки блока цилиндров.
Тем не менее, большинство поставщиков сменных болтов предоставляют инструкции по смазыванию новых болтов головки блока цилиндров, но во многих случаях в инструкциях не упоминается конкретный смазочный материал или, что еще хуже, не исключается или запрещается использование определенных смазочных материалов. В таких случаях лучше всего обратиться к поставщику за подробной информацией о рекомендуемых смазочных материалах или использовать специально изготовленную смазку для болтов в строгом соответствии с инструкциями, прилагаемыми к изделию.
Заключение
Из всего вышеизложенного должно быть очевидно, что установка критических болтов двигателя представляет собой гораздо больше, чем просто ввинчивание болтов и затягивание их до щелчка динамометрического ключа. На самом деле, большой процент отказов прокладок головки блока цилиндров может быть напрямую связан с плохой или неправильной процедурой затяжки болтов неопытными механиками, которые, если они прочитают это, должны принять к сведению четыре наиболее распространенных причины, почему болты, и особенно головка блока цилиндров, болты, «откручиваются» сами-
- Использование ранее использовавшегося крутящего момента для деформации болтов
- Недостаточный предварительный натяг, достигнутый при установке болтов, что обычно вызывает чрезмерные относительные поперечные перемещения между компонентами
- Упругое взаимодействие между болтами: это может произойти, когда затягивание одного болта в многоболтовых соединениях (например, в головках цилиндров) влияет на предварительный натяг соседних болтов.
 Основной причиной упругих взаимодействий между болтами является несоблюдение предписанной последовательности затяжки болтов.
Основной причиной упругих взаимодействий между болтами является несоблюдение предписанной последовательности затяжки болтов. - Ослабление предварительной нагрузки болтов в результате проскальзывания прокладки или застревания прокладки в головке блока цилиндров. Основной причиной этого явления является использование нестандартных прокладок головки блока цилиндров, которые имеют тенденцию к расширению и/или сжатию при термоциклировании. Единственный надежный способ избежать этого — использовать сменные прокладки головки блока цилиндров OEM.
Уплотнение двигателя и правильное использование болта с головкой
Насколько важны различные крепежные детали в двигателе? Учтите это: болты головки цилиндров должны выдерживать огромные нагрузки, чтобы головка блока цилиндров плотно прилегала к прокладке головки блока цилиндров и блоку цилиндров. В двигателе с диаметром цилиндра четыре дюйма и максимальным давлением сгорания около 1100 фунтов на квадратный дюйм каждый цилиндр создает около 13 827 фунтов. давления на головку блока цилиндров при полностью открытой дроссельной заслонке. На самом деле болты с головкой могут выдерживать нагрузку более пяти тонн на болт при полностью открытой дроссельной заслонке!
давления на головку блока цилиндров при полностью открытой дроссельной заслонке. На самом деле болты с головкой могут выдерживать нагрузку более пяти тонн на болт при полностью открытой дроссельной заслонке!
Усилие зажима, которое обычно требуется для сохранения герметичности прокладки головки в этих условиях эксплуатации, примерно в три раза превышает пиковое давление, оказываемое на головку (это называется усилием отрыва). В результате болты вокруг камеры сгорания должны оказывать суммарное усилие около 41 500 фунтов. держать голову на месте. Если каждый цилиндр имеет четыре болта с головкой вокруг него, каждый болт должен оказывать зажимную нагрузку в 10 375 фунтов. Если на цилиндр приходится пять болтов с головкой, нагрузка должна составлять 8300 фунтов. за болт. Если на каждое отверстие приходится шесть болтов, то требуемая нагрузка падает до 6,9.16 фунтов за болт.
В мощном двигателе или дизеле нагрузки еще выше. При пиковом давлении сгорания до 1400 фунтов на квадратный дюйм или выше в мощном двигателе или 2400 фунтов на квадратный дюйм в дизеле нагрузка на болты головки намного выше. Следовательно, усилие зажима болтов головки блока цилиндров даже более критично, чем в стандартном двигателе. Болты с головкой
Следовательно, усилие зажима болтов головки блока цилиндров даже более критично, чем в стандартном двигателе. Болты с головкой
действительно являются одним из самых важных крепежных элементов в любом двигателе. Следовательно, чрезвычайно важно, чтобы все болты с головкой были в идеальном состоянии, были установлены и смазаны должным образом, чтобы они не были перегружены.
Болты на растяжение и нагрузка
Щелкните здесь, чтобы получить дополнительную информацию
Хотя болты с головкой кажутся довольно жесткими крепежными элементами, на самом деле они рассчитаны на растяжение. Растягивание болта похоже на растяжение резиновой ленты. Это позволяет застежке прикладывать усилие к поверхности, удерживая детали вместе. Это особенно важно для поверхностей с прокладками, потому что прокладки имеют определенную деформацию, которую должны преодолевать крепежные детали для обеспечения герметичности.
Когда вы затягиваете болт с головкой, усилие, прилагаемое гаечным ключом, выполняет две функции. Во-первых, это преодоление трения между резьбой на крепежном элементе и резьбой отверстия в блоке и трение нижней стороны головки болта при ее вращении о головку блока цилиндров. Это составляет около 90 процентов силы, действующей на ключ! Во-вторых, затягивание застежки растягивает ее, создавая зажимное усилие. Это составляет оставшиеся 10 процентов силы, действующей на ключ.
Во-первых, это преодоление трения между резьбой на крепежном элементе и резьбой отверстия в блоке и трение нижней стороны головки болта при ее вращении о головку блока цилиндров. Это составляет около 90 процентов силы, действующей на ключ! Во-вторых, затягивание застежки растягивает ее, создавая зажимное усилие. Это составляет оставшиеся 10 процентов силы, действующей на ключ.
Одно из наиболее распространенных заблуждений относительно использования динамометрического ключа для затягивания болтов с головкой состоит в том, что значение крутящего момента на ключе указывает, какая нагрузка приходится на каждый болт. Показание на гаечном ключе говорит только о том, какое усилие закручивания прикладывается к каждому болту. Фактическая зажимная нагрузка будет намного выше и будет зависеть от трения в резьбе, размера, шага и диаметра ступеней и длины болта.
Помните, мы сказали, что каждый болт головки должен прилагать усилие от четырех до пяти тонн (от 8 000 до 10 000 фунтов), чтобы удерживать прокладку головки герметичной. Таким образом, показания динамометрического ключа 80 футо-фунтов не означают, что болт имеет 80 фунтов. нагрузки на него. Шаг резьбы действует как винтовой домкрат, увеличивая коэффициент нагрузки. В результате каждый болт может оказывать зажимную нагрузку, в 100 и более раз превышающую показания вашего динамометрического ключа! Это также объясняет, как затяжка болта с головкой может оказать достаточное давление, чтобы фактически растянуть его на 0,006? до 0,010? или больше в зависимости от длины застежки.
Таким образом, показания динамометрического ключа 80 футо-фунтов не означают, что болт имеет 80 фунтов. нагрузки на него. Шаг резьбы действует как винтовой домкрат, увеличивая коэффициент нагрузки. В результате каждый болт может оказывать зажимную нагрузку, в 100 и более раз превышающую показания вашего динамометрического ключа! Это также объясняет, как затяжка болта с головкой может оказать достаточное давление, чтобы фактически растянуть его на 0,006? до 0,010? или больше в зависимости от длины застежки.
По мере того как головка нагревается, тепловое расширение еще больше растягивает болты головки, особенно в двигателях с алюминиевыми головками. Алюминий расширяется более чем в два раза быстрее, чем чугун, что создает еще большую нагрузку на болты с головкой. В типичном двигателе простой прогрев двигателя до нормальной рабочей температуры может привести к растяжению болтов головки цилиндров на 0,005? или больше.
Болт с головкой проявляет максимальное зажимное усилие, когда он растягивается до предела текучести. Это точка, в которой болт не может больше растягиваться без постоянной деформации.
Это точка, в которой болт не может больше растягиваться без постоянной деформации.
Подобно резиновой ленте, болт с головкой под нагрузкой растянется и вернется к своей первоначальной длине, когда нагрузка будет снята. Но если растянуть слишком сильно, болт либо удлинится навсегда, либо сломается. Болты с головкой, которые стали постоянно удлиненными, могут деформироваться по длине стержня или в области резьбы. Таким образом, проверка болтов с головкой на предмет очевидного «сужения» в хвостовике или в верхней части резьбовой области может выявить болты, которые были слишком сильно растянуты и должны быть заменены. Повторное использование деформированного болта сопряжено с риском, потому что болт может не удерживать надлежащий крутящий момент и может выйти из строя, когда вы попытаетесь снова затянуть его. Или, что еще хуже, в какой-то момент позже он может выйти из строя, что приведет к протечке прокладки головки блока цилиндров и/или перегреву двигателя.
Когда инженеры проектируют новый двигатель, одной из многих задач, которые им приходится решать, является определение размера болтов с головкой и того, какой крутящий момент потребуется для достижения надлежащего усилия зажима. Что-то из этого исходит из предыдущего опыта, а что-то приходит путем проб и ошибок. Учитываются сжимаемость и упругость прокладки головки блока цилиндров, конфигурация головки блока цилиндров, количество болтов вокруг каждого цилиндра, сравнительная длина болтов головки блока цилиндров (все они одинаковой длины или разной длины) и т. д. учитывать при расчете того, какой крутящий момент требуется для достижения определенной зажимной нагрузки.
Что-то из этого исходит из предыдущего опыта, а что-то приходит путем проб и ошибок. Учитываются сжимаемость и упругость прокладки головки блока цилиндров, конфигурация головки блока цилиндров, количество болтов вокруг каждого цилиндра, сравнительная длина болтов головки блока цилиндров (все они одинаковой длины или разной длины) и т. д. учитывать при расчете того, какой крутящий момент требуется для достижения определенной зажимной нагрузки.
Torque-To-Yield
Torque-To-Yield (TTY) — это термин, с которым вы должны быть знакомы, поскольку он описывает тип болта с головкой, который используется на многих двигателях последних моделей. В отличие от обычных болтов с головкой, болты с головкой TTY предназначены для деформации, но делают это контролируемым образом. Как и стандартный болт с головкой, болт TTY будет растягиваться и пружинить до своего предела текучести. Но как только предел текучести пройден, болт постоянно растягивается и не возвращается к своей первоначальной длине. По этой причине болты TTY нельзя использовать повторно.
По этой причине болты TTY нельзя использовать повторно.
Зачем намеренно растягивать болты головки? Инженеры обнаружили, что они могут получить гораздо более равномерный зажим прокладки головки блока цилиндров, если все болты будут равномерно нагружены. Поскольку различия в трении между болтами всегда вызывают некоторую неравномерную нагрузку, растяжение болтов гарантирует, что все болты будут оказывать одинаковое усилие зажима независимо от показаний крутящего момента на ключе. Результатом является улучшенная герметизация цилиндра, увеличенный срок службы прокладки головки блока цилиндров и меньшая деформация отверстия цилиндра (для уменьшения прорыва газов и увеличения мощности). 9Болты с головкой 0129 TTY обычно используются в двигателях с алюминиевыми головками цилиндров (с большим тепловым расширением) и с прокладками головок из многослойной стали (MLS). Прокладки головки блока цилиндров MLS представляют собой очень жесткие прокладки с гораздо меньшей сжимаемостью, чем стандартные прокладки головки блока цилиндров с мягким покрытием. С другой стороны, прокладки ГБЦ MLS почти пуленепробиваемы и вызывают гораздо меньшую деформацию отверстия, чем другие типы прокладок ГБЦ, потому что они требуют меньшего усилия зажима. Но для правильной герметизации прокладкам головки MLS требуются очень гладкие (почти полированные) плоские поверхности головки и блока. Это, в свою очередь, требует очень точных и равномерных прижимных усилий головными болтами. Вот почему в этих двигателях используются болты с головкой TTY.
С другой стороны, прокладки ГБЦ MLS почти пуленепробиваемы и вызывают гораздо меньшую деформацию отверстия, чем другие типы прокладок ГБЦ, потому что они требуют меньшего усилия зажима. Но для правильной герметизации прокладкам головки MLS требуются очень гладкие (почти полированные) плоские поверхности головки и блока. Это, в свою очередь, требует очень точных и равномерных прижимных усилий головными болтами. Вот почему в этих двигателях используются болты с головкой TTY.
Как отличить болты с головкой TTY от болтов с обычной головкой? Болты с головкой TTY обычно длиннее и уже, чем болты со стандартной головкой. Заводские руководства по обслуживанию сообщат вам, в каких случаях используются болты TTY, и вы часто можете определить по процедуре затяжки головных болтов, являются ли болты TTY или стандартными. Болты TTY обычно имеют спецификацию затяжки под углом, а не конкретное значение крутящего момента (что требует использования углового манометра при затяжке болтов).
Процедура затягивания болта с головкой TTY с крутящим моментом включает его затягивание до достижения определенного крутящего момента.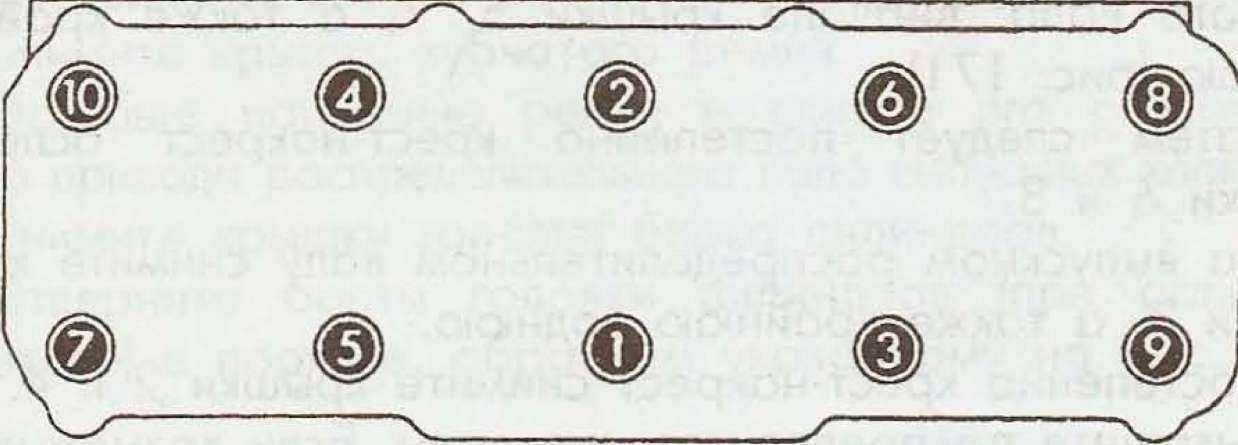 Затем болту делают дополнительный оборот на заданный угол (скажем, на дополнительные 45–9°).0 градусов), чтобы нагрузить болт выше его предела текучести для максимального давления зажима.
Затем болту делают дополнительный оборот на заданный угол (скажем, на дополнительные 45–9°).0 градусов), чтобы нагрузить болт выше его предела текучести для максимального давления зажима.
Уловки с крутящим моментом
Как мы уже говорили ранее, величина крутящего момента, необходимая для достижения заданной зажимной нагрузки при затягивании болта с головкой, зависит от степени трения между резьбой крепежного элемента и головкой болта о головку цилиндра. Таким образом, все, что уменьшает трение в резьбе, также уменьшает величину крутящего момента, необходимого для крепления. Другими словами, все, что снижает трение, также увеличивает зажимную нагрузку, создаваемую болтом с головкой при заданном значении крутящего момента.
Как правило, перед установкой болтов резьбу и нижнюю часть головки большинства стандартных автомобильных болтов следует смазывать моторным маслом. Значения крутящего момента, указанные производителем двигателя, обычно основаны на смазанных маслом резьбах и крепежных элементах, а не на сухих крепежных элементах.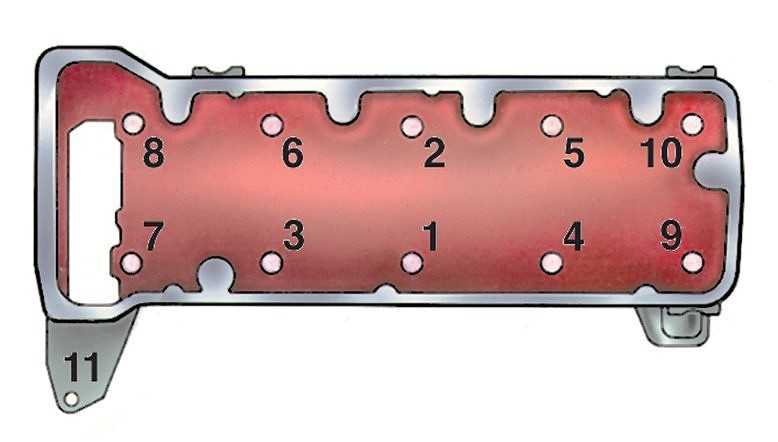 В большинстве руководств по техническому обслуживанию рекомендуется использовать чистое масло 30W или мультивязкое масло 10W-30. Хотя 10W-30, очевидно, является более жидким маслом, чем обычное масло 30W, один инженер по прокладкам, с которым мы беседовали, сказал, что разница незначительна и почти не оказывает заметного влияния на нагрузку на болты.
В большинстве руководств по техническому обслуживанию рекомендуется использовать чистое масло 30W или мультивязкое масло 10W-30. Хотя 10W-30, очевидно, является более жидким маслом, чем обычное масло 30W, один инженер по прокладкам, с которым мы беседовали, сказал, что разница незначительна и почти не оказывает заметного влияния на нагрузку на болты.
Однако при использовании других смазок для резьбы результаты могут отличаться. Сборочные смазки на основе молибдена, графит, продукты на основе тефлона и даже пчелиный воск можно использовать для смазки резьбы и головок болтов. Но эти смазочные материалы обычно снижают трение намного больше, чем обычное моторное масло, поэтому использование любого из этих продуктов требует соответствующего уменьшения прикладываемого крутящего момента. Некоторые эксперты рекомендуют использовать на 20% меньший крутящий момент при затягивании болта с головкой, смазанного молибденом, графитом, тефлоном или воском. Следуйте рекомендациям производителя смазочного материала или болтов (болты и шпильки с головкой вторичного рынка обычно поставляются со специальной смазкой).
Те же меры предосторожности применяются к болтам с головкой, которые ввинчиваются в водяную рубашку. Резьба должна быть покрыта герметиком, чтобы предотвратить утечку охлаждающей жидкости, а герметик будет действовать как смазка для уменьшения трения. При использовании герметика следуйте рекомендациям OEM-производителя или поставщика герметика в отношении того, какой крутящий момент следует прикладывать к болту (болтам).
Установка болтов с головкой всухую может привести к проблемам, поскольку повышенное трение в резьбе может снизить усилие зажима до 25 процентов и более при том же указанном крутящем моменте.
Грязная, деформированная или поврежденная резьба также может вызвать проблемы при затяжке болтов с головкой. Вы можете подумать, что приложили правильный крутящий момент, но болт может оказывать гораздо меньшее усилие зажима, чем обычно, в зависимости от того, насколько велико трение в резьбе. Грязная резьба может снизить усилие зажима до 50 и более процентов!
Количество спусков болта с головкой также влияет на крутящий момент и усилие зажима. Новая резьба более шероховатая, чем использованная, и создает большее трение (что снижает усилие зажима). Когда болт с головкой сбивается, новая резьба слегка полируется. Это уменьшает трение и увеличивает усилие зажима при следующем повторном использовании того же болта. После четырех или пяти циклов может наблюдаться значительное снижение трения и значительное увеличение силы зажима. В результате болты со стандартной головкой могут быть растянуты или сломаны, если болт со стандартной головкой используется повторно более нескольких раз.
Новая резьба более шероховатая, чем использованная, и создает большее трение (что снижает усилие зажима). Когда болт с головкой сбивается, новая резьба слегка полируется. Это уменьшает трение и увеличивает усилие зажима при следующем повторном использовании того же болта. После четырех или пяти циклов может наблюдаться значительное снижение трения и значительное увеличение силы зажима. В результате болты со стандартной головкой могут быть растянуты или сломаны, если болт со стандартной головкой используется повторно более нескольких раз.
Одна вещь, которую вы, как изготовитель двигателя, никогда не знаете, это то, был ли двигатель ранее перестроен или сколько раз головка блока цилиндров была включена и снята с двигателя в течение его срока службы. С двигателем с небольшим пробегом, вероятно, можно с уверенностью предположить, что головки никогда не снимались с двигателя, а если и снимались, то только один раз. Поэтому, вероятно, безопасно повторно использовать оригинальные болты с головкой, если они не являются болтами с головкой TTY (которые не следует использовать повторно).
На двигателе с большим пробегом или высокопроизводительном двигателе рискованно повторно использовать оригинальные болты головки блока цилиндров, поскольку двигатель уже мог быть разобран несколько раз. Гораздо безопаснее выбросить старые болты и установить новые.
Когда используются новые болты с головкой, некоторые эксперты рекомендуют несколько раз «прокручивать» болты для повышения точности загрузки. Несколько раз затяните болты примерно до 50 процентов от их конечного значения крутящего момента, прежде чем окончательно затянуть их до полного значения.
В гоночных двигателях большинство гонщиков все равно не используют болты с головкой. Все они используют шпильки. Шпильки обеспечивают более равномерный зажим, чем болты, и не изнашивают резьбу в блоке, если головки приходится неоднократно снимать для демонтажа и проверки.
Точность крутящего момента
Многие никогда не проверяют точность своих динамометрических ключей. «Старомодные» динамометрические ключи с отклоняющей балкой являются наименее дорогими ключами, но также наиболее точными с точки зрения удерживающей калибровки.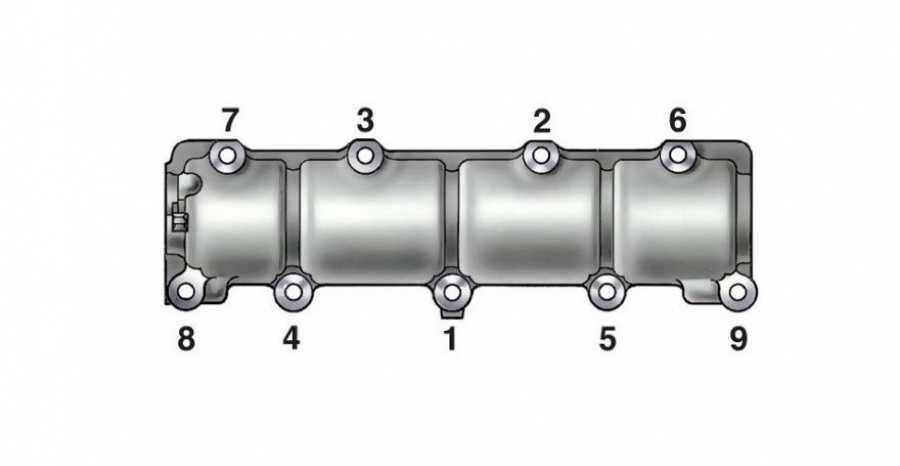 К сожалению, их труднее всего читать из-за указателя и шкалы на ручке. Динамометрические ключи с циферблатом легче считываются, но они дороже и могут быть повреждены при падении. Ключи с регулируемым крутящим моментом, которые можно предварительно настроить на «щелчок» или проскальзывание при достижении определенного значения крутящего момента, являются самыми простыми в использовании, но они дороги и требуют регулярной повторной калибровки (каждые 100 двигателей или шесть месяцев, в зависимости от использования). .
К сожалению, их труднее всего читать из-за указателя и шкалы на ручке. Динамометрические ключи с циферблатом легче считываются, но они дороже и могут быть повреждены при падении. Ключи с регулируемым крутящим моментом, которые можно предварительно настроить на «щелчок» или проскальзывание при достижении определенного значения крутящего момента, являются самыми простыми в использовании, но они дороги и требуют регулярной повторной калибровки (каждые 100 двигателей или шесть месяцев, в зависимости от использования). .
Советы по установке
1) Убедитесь, что все болты с головкой находятся в идеальном состоянии с чистой и неповрежденной резьбой. Грязная или поврежденная резьба может давать ложные показания крутящего момента, а также снижать усилие зажима болта на целых 50 процентов! Проволочной щеткой почистите резьбу всех болтов, внимательно осмотрите каждый и замените те, которые имеют надрезы, деформированы или изношены. Если болт не вкручивается плавно в отверстие одним лишь усилием пальца, возникает проблема.
На шпильках или болтах вторичного рынка никогда не используйте плашку для повторной нарезки резьбы. Большинство из них имеют «скрученные» нити, которые прочнее стандартных. Используйте нитеобрезатель, чтобы очистить нитки.
2) Грязная или деформированная резьба отверстий в блоке цилиндров может уменьшить усилие зажима так же, как грязная или поврежденная резьба на болтах. Пропустите донный метчик в каждое отверстие под болт в блоке. Вершины отверстий также должны быть скошены, чтобы самые верхние нити не выходили за поверхность настила при затягивании болтов. Наконец, очистите все отверстия, чтобы удалить мусор.
Если поверхность блока была обновлена и вы используете шпильки, а не болты с головкой, снимите фаску с верхней части каждого отверстия
3) Для болтов с головкой, которые ввинчиваются в глухие отверстия, слегка смажьте резьбу болтов, а также нижнюю сторону головок болтов. с моторным маслом. Убедитесь, что болты не упираются в дно и не гидроблокируются из-за попадания масла в глухое отверстие.
Для болтов с головкой, которые входят в рубашку охлаждающей жидкости, покройте резьбу гибким герметиком. Отсутствие покрытия на резьбе может привести к просачиванию охлаждающей жидкости через болт.
4) Поскольку болты с головкой TTY необратимо деформируются после затяжки, их нельзя использовать повторно. Повторное использование болтов TTY приведет к их дальнейшему растяжению, что увеличивает риск поломки. Растянутый болт также не будет выдерживать такой же крутящий момент, как раньше, что может привести к потере зажимного усилия, что приведет к протечке прокладки головки.
5) Проверьте длину болтов. Убедитесь, что у вас есть болты правильной длины для применения и для каждого отверстия (некоторые отверстия требуют более длинных или более коротких болтов, чем другие). Если болт слишком короткий и зацепляет только несколько витков резьбы в блоке, он может вырвать резьбу из блока.
Болты также следует измерять или сравнивать друг с другом для проверки на растяжение. Любой растянутый болт должен быть заменен, потому что 1) он может быть опасно слабым, 2) он не будет должным образом удерживать крутящий момент и 3) он может выйти из строя при установке в глухое отверстие.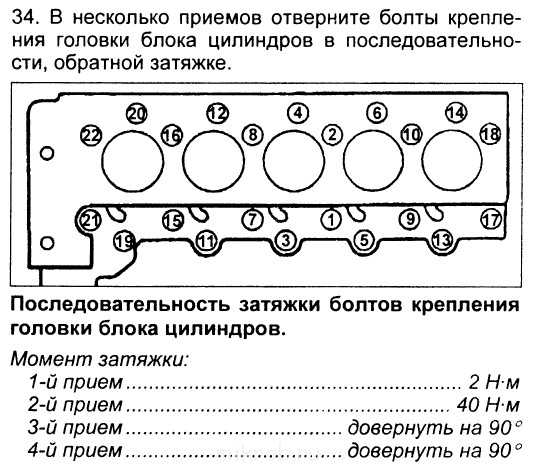
6) При установке болтов с головками в алюминиевые головки цилиндров под головки болтов необходимо использовать шайбы из закаленной стали, чтобы предотвратить истирание мягкого алюминия и помочь распределить нагрузку. Убедитесь, что шайбы расположены закругленной или скошенной стороной вверх и что под шайбами нет мусора или заусенцев.
7) Замена поверхности головки блока цилиндров уменьшает ее общую высоту, поэтому обязательно проверьте длину болтов, чтобы убедиться, что они не упираются в глухие отверстия. Если болт доходит до дна, он будет прикладывать небольшое усилие зажима к головке, что может привести к протечке прокладки.
Если головка фрезерована и один или несколько болтов головки находятся в опасной близости от нижней точки, проблему можно решить, установив под болты шайбы из закаленной стали, чтобы поднять их, или используя медную прокладку головки вместе с с новой прокладкой головки, чтобы восстановить правильную высоту головки.
8) Перед установкой прокладки головки всегда проверяйте указанную последовательность затяжки и рекомендуемые значения крутящего момента для болтов головки блока цилиндров. Никогда не угадывайте. Полные спецификации крутящего момента головки блока цилиндров для автомобилей отечественного и импортного производства можно найти в руководствах по обслуживанию и таблицах крутящего момента, опубликованных производителями прокладок.
Никогда не угадывайте. Полные спецификации крутящего момента головки блока цилиндров для автомобилей отечественного и импортного производства можно найти в руководствах по обслуживанию и таблицах крутящего момента, опубликованных производителями прокладок.
9) Используйте точный динамометрический ключ для затягивания болтов с головкой стандартного типа в 3-5 шагов, следуя рекомендуемой последовательности и спецификациям крутящего момента для применения. Постепенное затягивание болтов создает равномерное прижимное усилие на прокладке и уменьшает деформацию головки. Рекомендуется дважды проверить окончательные показания крутящего момента на каждом головном болте, чтобы убедиться, что ни один из них не был упущен, и что болты нормально сохраняют крутящий момент.
Если болт не достигает нормального крутящего момента или не держит показания, это означает проблему. Либо болт растягивается, либо резьба вырывается из блока.
Для болтов с головкой TTY используйте индикатор момента затяжки с динамометрическим ключом, чтобы обеспечить правильную нагрузку на болт. Не гадайте на ракурсе. Будьте точны.
Не гадайте на ракурсе. Будьте точны.
10) Если требуется повторная затяжка прокладки головки блока цилиндров (в большинстве случаев этого не требуется), дайте двигателю поработать, пока он не достигнет нормальной рабочей температуры (обычно от 10 до 15 минут), затем выключите его. Затяните каждый болт головки в той же последовательности, что и раньше, пока двигатель еще теплый. Однако, если двигатель имеет алюминиевую головку или блок цилиндров, не затягивайте болты крепления головки цилиндров до тех пор, пока двигатель не остынет до комнатной температуры.
В некоторых случаях с прокладками головки с повторной затяжкой может потребоваться повторная затяжка головки в третий раз через определенное время или интервал пробега из-за конструкции двигателя. Следуйте рекомендациям производителя автомобиля.
Дополнительную информацию о уплотнении двигателя можно найти в Руководстве покупателя для производителей двигателей.
Другие наиболее читаемые статьи…
Как затянуть болты прокладки головки блока цилиндров
Установка прокладок является одним из наиболее важных аспектов ремонта двигателя. Прокладки обеспечивают уплотнение между сопрягаемыми поверхностями, предотвращая утечку масла, охлаждающей жидкости, вакуума и давления. Пока все прокладки установлены правильно, все должно быть в порядке, и двигатель не должен течь. Но, как известно каждому специалисту по ремонту или техническому специалисту, даже небольшая утечка может создать дорогостоящую гарантийную проблему для вас и вашего клиента.
Прокладки обеспечивают уплотнение между сопрягаемыми поверхностями, предотвращая утечку масла, охлаждающей жидкости, вакуума и давления. Пока все прокладки установлены правильно, все должно быть в порядке, и двигатель не должен течь. Но, как известно каждому специалисту по ремонту или техническому специалисту, даже небольшая утечка может создать дорогостоящую гарантийную проблему для вас и вашего клиента.
При установке прокладок хорошее уплотнение зависит от правильной нагрузки и крутящего момента. Это особенно важно для прокладок головок из-за высоких давлений, которые они должны выдерживать при работающем двигателе.
Величина крутящего момента, прилагаемого к каждому болту с головкой, а также порядок, в котором болты затягиваются, определяют, как усилие зажима распределяется по поверхности прокладки. Если одна часть прокладки находится под большим прижимным усилием, а другая нет, это может привести к протечке прокладки в слабо зажатой точке. Таким образом, все болты головки должны быть затянуты в определенной последовательности и затянуты до указанного значения, чтобы обеспечить наилучшее уплотнение.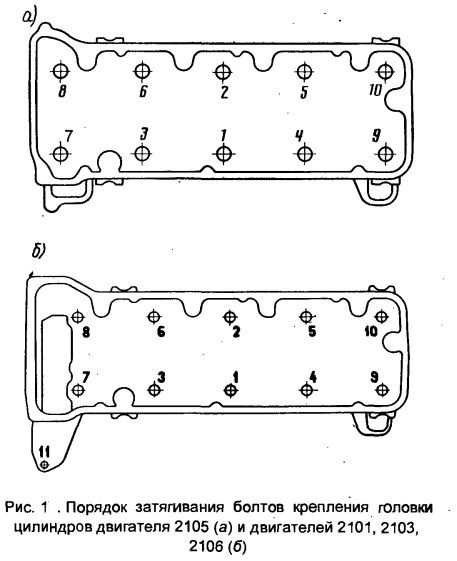
При использовании прокладок поддона и крышки чрезмерная затяжка может сломать прокладку, что приведет к ее проскальзыванию или расколу. У многих прокладок есть втулки, которые контролируют степень раздавливания, а у других есть металлические или пластиковые держатели, которые обеспечивают дополнительную поддержку и усиление. Для крепления этих типов прокладок рекомендуется использовать динамометрический ключ, чтобы убедиться, что они зажаты с нужной нагрузкой.
Соблюдение следующих 10 советов поможет уменьшить проблемы с прокладками, вызванные неправильной затяжкой:
1. Убедитесь, что все болты головки находятся в идеальном состоянии с чистой и неповрежденной резьбой. Грязная или поврежденная резьба может давать ложные показания крутящего момента, а также снижать усилие зажима болта на целых 50 %! Проволочной щеткой почистите резьбу всех болтов, внимательно осмотрите каждый и замените те, которые имеют надрезы, деформированы или изношены.
2. Грязная или деформированная резьба отверстий в блоке цилиндров может уменьшить усилие зажима так же, как грязная или поврежденная резьба на болтах.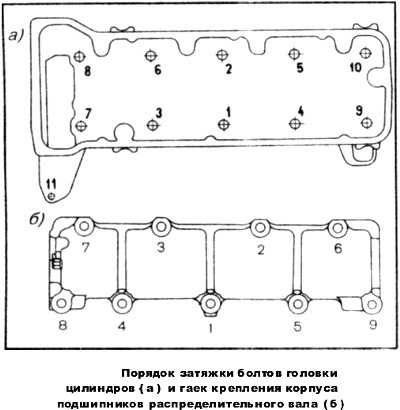 Пропустите донный метчик в каждое отверстие под болт в блоке. Вершины отверстий также должны быть скошены, чтобы самые верхние нити не выходили за поверхность настила при затягивании болтов. Наконец, очистите все отверстия, чтобы удалить мусор.
Пропустите донный метчик в каждое отверстие под болт в блоке. Вершины отверстий также должны быть скошены, чтобы самые верхние нити не выходили за поверхность настила при затягивании болтов. Наконец, очистите все отверстия, чтобы удалить мусор.
3. Для болтов с головками, которые ввинчиваются в глухие отверстия, слегка смажьте резьбу болтов, а также нижнюю сторону головок болтов моторным маслом. Для болтов с головкой, которые входят в кожух охлаждающей жидкости, покройте резьбу гибким герметиком. Отсутствие покрытия на резьбе может привести к просачиванию охлаждающей жидкости через болт.
4. В настоящее время во многих двигателях используются болты с головкой «момент-мощность» (TTY), которые слегка растягиваются при установке. Это обеспечивает более равномерную нагрузку на головку и позволяет болтам лучше удерживать крутящий момент для улучшения уплотнения прокладки головки.
Когда болты установлены, они сначала затягиваются с определенным крутящим моментом, а затем затягиваются на дополнительную величину, измеряемую в градусах вращения.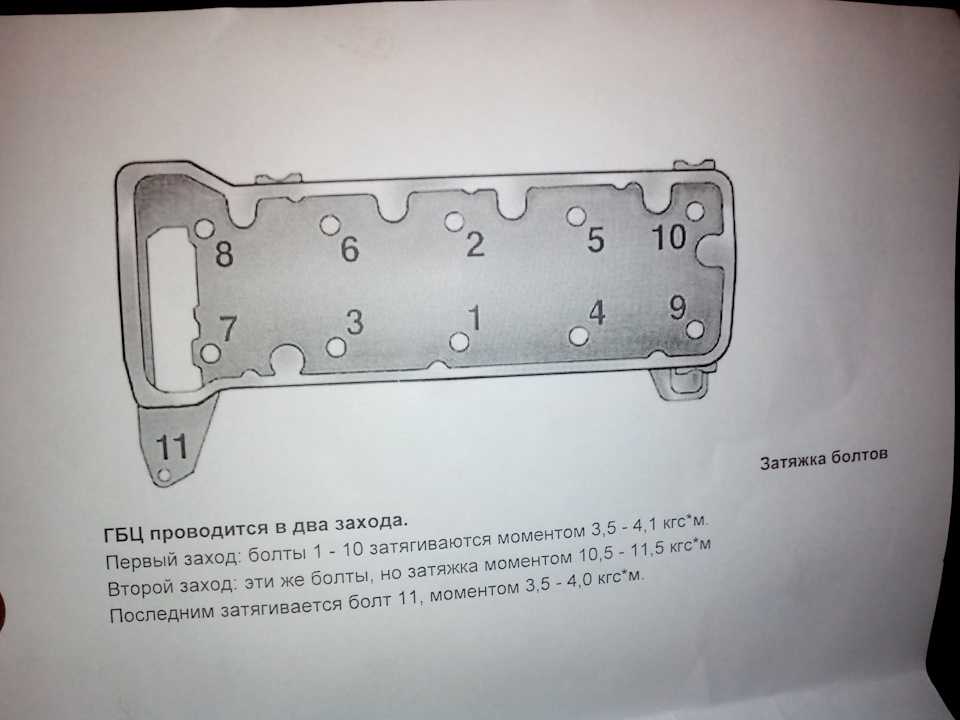 Это окончательное скручивание растягивает болты до предела их текучести и создает упругое зажимное усилие, обеспечивающее более равномерную нагрузку на головку и прокладку.
Это окончательное скручивание растягивает болты до предела их текучести и создает упругое зажимное усилие, обеспечивающее более равномерную нагрузку на головку и прокладку.
Поскольку болты с головкой TTY немного растягиваются (всего на несколько тысячных дюйма), некоторые автопроизводители утверждают, что их нельзя использовать повторно после снятия головки блока цилиндров. Повторное использование болтов TTY приведет к их дальнейшему растяжению, что увеличивает риск поломки. Растянутый болт также не будет выдерживать такой же крутящий момент, как раньше, что может привести к потере зажимного усилия, что приведет к протечке прокладки головки. Лучшей страховкой может быть замена всех болтов TTY при восстановлении и повторной установке головки цилиндров с новыми болтами.
5. Проверьте длину болтов. Убедитесь, что у вас есть болты правильной длины для применения и для каждого отверстия (некоторые отверстия требуют более длинных или более коротких болтов, чем другие). Болты также следует измерить или сравнить друг с другом, чтобы проверить их на растяжение. Любой растянутый болт необходимо заменить, потому что (1) он может быть опасно слабым; (2) он не будет правильно удерживать крутящий момент; и (3) он может опускаться вниз при установке в глухое отверстие.
Любой растянутый болт необходимо заменить, потому что (1) он может быть опасно слабым; (2) он не будет правильно удерживать крутящий момент; и (3) он может опускаться вниз при установке в глухое отверстие.
6. При установке болтов в алюминиевых головках цилиндров под головки болтов необходимо использовать шайбы из закаленной стали, чтобы предотвратить истирание мягкого алюминия и помочь распределить нагрузку. Убедитесь, что шайбы расположены закругленной или скошенной стороной вверх и что под шайбами нет мусора или заусенцев.
7. Замена поверхности головки блока цилиндров уменьшает ее общую высоту, поэтому обязательно проверьте длину болтов, чтобы убедиться, что они не упираются в глухие отверстия. Если болт доходит до дна, он будет прикладывать небольшое усилие зажима к головке, что может привести к протечке прокладки.
Если головка фрезерована и один или несколько болтов головки находятся в опасной близости от нижней точки, проблему можно устранить, установив шайбы из закаленной стали под болты, чтобы поднять их вверх, используя более толстую прокладку головки, или установка стальной или медной прокладки под прокладку головки блока цилиндров для восстановления правильной высоты головки и степени сжатия.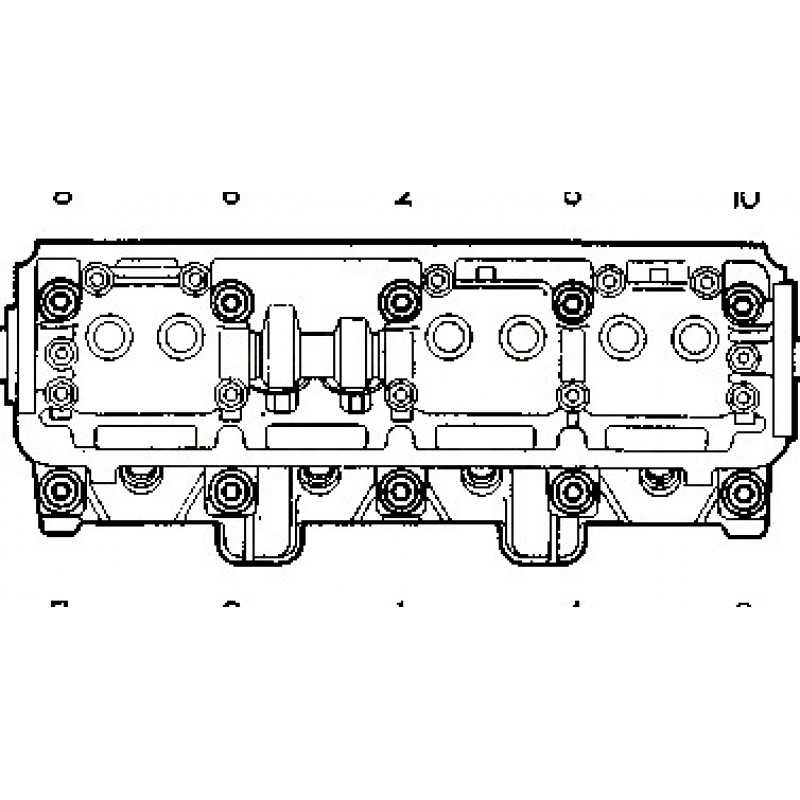
8. Перед установкой прокладки головки всегда проверяйте указанную последовательность затяжки и рекомендуемые значения крутящего момента для болтов головки блока цилиндров. Не угадывайте.
9. Используйте точный динамометрический ключ для затягивания болтов с головкой стандартного типа в три-пять последовательных шагов, следуя рекомендуемой последовательности и спецификациям момента затяжки для применения. Постепенное затягивание болтов создает равномерное прижимное усилие на прокладке и уменьшает деформацию головки. Рекомендуется дважды проверить окончательные показания крутящего момента на каждом головном болте, чтобы убедиться, что ни один из них не был упущен, и что болты нормально сохраняют крутящий момент. Если болт не достигает нормального крутящего момента или не держит показания, это означает проблемы. Либо болт растягивается, либо резьба вырывается из блока.
Для болтов с головкой TTY следует использовать «индикатор крутящего момента к углу» в сочетании с динамометрическим ключом для обеспечения надлежащей нагрузки на болт. После того, как болты головки затянуты до указанного значения, использование углового инструмента для точного измерения дополнительных градусов вращения устраняет догадки и обеспечивает более стабильные результаты.
После того, как болты головки затянуты до указанного значения, использование углового инструмента для точного измерения дополнительных градусов вращения устраняет догадки и обеспечивает более стабильные результаты.
10. Если требуется повторная затяжка прокладки головки блока цилиндров, дайте двигателю поработать, пока он не достигнет нормальной рабочей температуры (обычно от 10 до 15 минут), затем выключите его. Затяните каждый болт головки в той же последовательности, что и раньше, пока двигатель еще теплый. Однако, если двигатель имеет алюминиевую головку или блок цилиндров, не затягивайте болты крепления головки цилиндров до тех пор, пока двигатель не остынет до комнатной температуры.
В некоторых случаях с прокладками головки блока цилиндров с повторной затяжкой может потребоваться повторная затяжка головки в третий раз через определенное время или интервал пробега из-за конструкции двигателя. Всегда следуйте рекомендациям производителя автомобиля.
Правильный крутящий момент и дрянная металлургия | Motored Bikes
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
- Автор темы редуктор222
- Дата начала
редуктор222
Участник
- #1
Уважаемые коллеги-байкеры! Сегодня я проехал около 60 миль на своем 2-тактном двигателе Grubbee, почистил и снова заткнул забитую пробку. &$%*(#)@@&$#)@) не так с этой металлургией?? Одна из сменных гаек у меня даже сломалась! В чистом отвращении я заменил эту шпильку одной из своих оригинальных шпилек, повторно использовал прокладку и затянул головку до 5 футов фунтов только ради смеха и хихиканья. Удивительно, но она действительно работает. Как долго я не знаю. Каков ваш опыт и рекомендации ваших людей по крутящему моменту на этих велосипедах? Вы начинаете с 8 футов фунтов и увеличиваете до 10 фунтов позже? Я даже не могу представить применение рекомендуемых 12 фунтов на стандартном оборудовании. Слышал от одного человека, что если не течь, то остановиться на минимальном крутящем моменте, чтобы работало. Я считаю себя склонным к механике, и это меня реально бесит!:snobby:-Gearhead 9&*()& из них (не менее 20 ft-lbs) и без проблем зафиксируйте гайки. Поставил и забыл
&$%*(#)@@&$#)@) не так с этой металлургией?? Одна из сменных гаек у меня даже сломалась! В чистом отвращении я заменил эту шпильку одной из своих оригинальных шпилек, повторно использовал прокладку и затянул головку до 5 футов фунтов только ради смеха и хихиканья. Удивительно, но она действительно работает. Как долго я не знаю. Каков ваш опыт и рекомендации ваших людей по крутящему моменту на этих велосипедах? Вы начинаете с 8 футов фунтов и увеличиваете до 10 фунтов позже? Я даже не могу представить применение рекомендуемых 12 фунтов на стандартном оборудовании. Слышал от одного человека, что если не течь, то остановиться на минимальном крутящем моменте, чтобы работало. Я считаю себя склонным к механике, и это меня реально бесит!:snobby:-Gearhead 9&*()& из них (не менее 20 ft-lbs) и без проблем зафиксируйте гайки. Поставил и забыл
редуктор222
Участник
- #3
Это с двигателем Grubbee объемом 48 куб. см или больше? Слышал о людях JB, приваривающих шпильки к корпусу, и мне интересно, почему-спасибо еще раз!
Skyliner70cc
Активный член
- #4
Потому что корпус слабый, и если вы затяните болты головки блока цилиндров или открутите их несколько раз для работы с двигателем, вы сорвете резьбу на блоке. Сварка JB также предотвращает их вращение из-за вибрации.
редуктор222
Участник
- #5
Попался! Вы заказывали Fastenal 6,00 x 1,00 мм со всей резьбой онлайн? Вам приходилось снимать кувшин, чтобы приварить шпильки JB? Сколько сварки JB вы использовали на шпильку? Хотел бы установить новые шпильки с JB Weld, слегка приподняв кувшин, чтобы мне не нужно было снимать впускные или выпускные патрубки — возможно ли это? Наконец, какие крепления вы использовали на верхнем конце. ? Только одна плоская шайба и один замок на шпильку? Еще раз спасибо!-Gearhead
махиасмор
Активный член
- #6
На моем двигателе HT с болтом со снятой головкой (сток от BGF) я использовал резьбовой стержень 1/4×20, повторно нарезал отверстие и приварил JB.
чопперджо
Новый член
- #7
болты
Одна вещь, которую я усвоил при сборке своего Харлея, это то, что не покупайте болты у Ace Hardware, хотя я использовал болты из нержавеющей стали, они не будут вращаться, даже близко. В итоге я пошел в Menards и нашел крепления гораздо лучшего качества. Ace продает самые дешевые ****, которые они могут купить, я обнаружил ту же проблему с болтами из холодного оружия в хозяйственном магазине, они ломаются в головке при крутящем моменте около 3/4. Это продолжается, я все еще ловлю себя на том, что иду в Ace, потому что они близки, а затем я снова пинаю себя в ***. Я тоже больше никогда не буду пить.
Я тоже больше никогда не буду пить.
редуктор222
Участник
- #8
Спасибо, ребята! Буду покупать стержень Fastenal + качественные стопорные/плоские шайбы в местном магазине гаек и болтов, а также качественные гайки! JB тоже сварит этих малышек!-Gearhead
Пабло
Известный член
- #9
12 ft-lbs кажутся очень высокими для стандартных 6 мм……может быть 10…но некоторые ломались при 8? Вот это да.
Ал.Фишерман
Активный член
- #10
После того, как я собрал свой первый велосипед, у меня лопнула прокладка головки блока цилиндров (растянутая стандартная 8-миллиметровая шпилька). Это было до того, как я поменял шпильки на велосипеде своего сына, так как он очень хотел кататься. Из следующих 4 сборок я даже не стал устанавливать двигатель, пока не поменял все шпильки. Я покупаю в специализированном магазине болтов, очень похожем на Fastenal. Я капаю одну или две капли КРАСНОГО локтита В отверстие корпуса (поршень отделен от корпуса), затем ввинчиваю шпильку (двойная гайка, дно наружу и отвинчивание на четверть оборота и дайте затянуться, без крутящего момента). Я использую от 120 до 160 дюймовых фунтов для начала (от 10 до 15 футов) на 8-миллиметровых шпильках и могу в конечном итоге получить до 204 дюймовых фунтов (17 футов) в будущем, если это необходимо, и 60 дюймовых фунтов (5 фут-фунтов). для шпилек 6 мм. Используя красный локтайт, можно легко удалить все шпильки, если они когда-нибудь потребуются, чтобы их можно было легко достать, нагреть и снять. Ни одного провала пока, ни одного. Не позволяйте выхлопной системе опираться только на выхлопные шпильки, хорошо поддерживайте трубу.
Я капаю одну или две капли КРАСНОГО локтита В отверстие корпуса (поршень отделен от корпуса), затем ввинчиваю шпильку (двойная гайка, дно наружу и отвинчивание на четверть оборота и дайте затянуться, без крутящего момента). Я использую от 120 до 160 дюймовых фунтов для начала (от 10 до 15 футов) на 8-миллиметровых шпильках и могу в конечном итоге получить до 204 дюймовых фунтов (17 футов) в будущем, если это необходимо, и 60 дюймовых фунтов (5 фут-фунтов). для шпилек 6 мм. Используя красный локтайт, можно легко удалить все шпильки, если они когда-нибудь потребуются, чтобы их можно было легко достать, нагреть и снять. Ни одного провала пока, ни одного. Не позволяйте выхлопной системе опираться только на выхлопные шпильки, хорошо поддерживайте трубу.
Головка крутящая
- Carcher
- Двухтактные двигатели
2
- Ответы
- 18
- просмотров
- 319
Цепная смазка
Все о Torque
- FrizzleFried
- Общее обсуждение
2
- Ответы
- 18
- просмотров
- 148
Гаечный ключ
Насколько герметичной должна быть головка блока цилиндров?
- не беспокойтесь о моем имени пользователя
- Двухтактные двигатели
234
- Ответы
- 35
- просмотров
- 832
weefek
Неисправность двигателя Шпилька двигателя больше не вкручивается в двигатель
- sapientpearw00d
- Двухтактные двигатели
- Ответы
- 4
- просмотров
- 336
Цепная смазка
Динамометрический ключ
- FrizzleFried
- Общее обсуждение
23
- Ответы
- 21
- просмотров
- 307
Гаечный ключ
Делиться:
Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Эл. адрес Делиться Ссылка на сайт
Верх
Затяжка с помощью головки болта или гайки
Затяжка Гайка или Болт? Часто задают вопрос о
следует ли затягивать гайку или головку болта.
ответ зависит от того, какой процесс затяжки используется.
Для затягивания с контролируемым крутящим моментом независимо от того, затянута ли гайка
и головка болта удерживается, или головка болта затянута и
гайка, может иметь значение.
Общий объектив с затягиванием Процесс заключается в достижении постоянного предварительного натяга болта. Контроль крутящий момент при затяжке и завершении последующей проверки проверяет, достигается ли указанный крутящий момент, являются общими способами реализации этой цели.
При приложении крутящего момента и результирующего натяжения (преднатяга) в
болт измеряется во время затяжки и наносится на график,
существует линейная зависимость между крутящим моментом и
напряжение. Натяжение болта находится в прямой зависимости и пропорционально
к, приложенный крутящий момент. Это иллюстрирует график,
который основан на экспериментальных результатах, показанных на
диаграмма выше. По результатам таких испытаний можно
установить соответствующий крутящий момент для требуемой предварительной нагрузки болта
что может потребоваться.
Одним из недостатков использования управления крутящим моментом является то, что может быть значительное изменение достигнутого предварительного натяга болта для заданного значения крутящего момента. На это есть несколько причин например неточность в приложении крутящего момента, отклонения размеров изменения резьбы и размера отверстия среди других. Однако, доминирующий фактор обычно связан с изменением трения который присутствует между контактными поверхностями, которые вращается.
Из испытаний известно, что примерно 50 %
крутящий момент рассеивается на преодоление трения под болтом
головка или торец гайки (в зависимости от того, какой торец вращается).
Обычно только от 10% до 15% от общего крутящего момента на самом деле. используется для затягивания болта, остальное используется для преодоления трения
в резьбе и на контактной поверхности, которая вращается
(гайка или головка болта). Это показано на диаграмме
показано выше. Относительно небольшие изменения трения поверхности гайки
может существенно повлиять на предварительный натяг болта. Как более
крутящий момент, возможно, необходим для преодоления трения, меньше остается
для расширения болта и, следовательно, как эффект неблагоприятного
уменьшение предварительной нагрузки. Если трение под поверхностью гайки
уменьшается, то при заданном крутящем моменте предварительный натяг болта будет
вырос.
схема, показанная сбоку, пожалуй, самая распространенная ситуация
где верхняя и нижняя пластины соединения сделаны из
из того же материала, имеют одинаковую отделку и размер отверстия
одинаково через обе пластины. Для такого сустава
когда размеры поверхности гайки и головки болта имеют одинаковый диаметр
и закончить, не имеет значения, головка болта или
гайка затянута. Некоторые люди считают, что, ужесточая
головка болта, а не гайка, это повлияет на кручение в
хвостовик болта. Крутящий момент в стержне болта зависит от
момент трения резьбы. Для заданного состояния отделки
трение в резьбе имеет некоторый разброс, связанный с ним, но
не будет зависеть от того, затянута ли гайка или головка болта.
Если момент трения резьбы остается прежним, кручение
в хвостовике будет одинаковым независимо от того,
головка болта или гайка затянуты.
На диаграмме сбоку показана ситуация, когда пластины
составляющими соединения являются разные материалы (например, один
из стали, а другой из алюминия) или имеют различную отделку
(например, одна пластина оцинкована, а другая окрашена). В таких ситуациях, как правило, важно, чтобы
затянута ли головка болта или гайка. Причина в том, что
каждая грань будет иметь различный коэффициент трения. Если
момент затяжки определялся либо испытанием, либо осмотром
фрикционные характеристики поверхности, скажем, на основе
на поверхности гайки, то, вероятно, поверхность головки
будет иметь другой коэффициент трения. Если бы он был ниже
значение трения, то предварительная нагрузка будет увеличена, если
головка болта была затянута. В крайнем случае, если фрикцион
различия были большими, мог произойти обрыв болта.
Диаграмма сбоку иллюстрирует случай, когда зазор
отверстие в верхней пластине отличается от используемого в нижней
пластина. Такие ситуации встречаются относительно часто. Есть
эффективный радиус трения на детали, которая вращается (гайка
или головка болта), который обычно принимается как среднее значение зазора
радиус отверстия и наружной опорной поверхности. Поскольку эти радиусы
быть больше для головки болта, чем для гайки в ситуации
показано, затяжка болта приведет к меньшему предварительному натягу болта.
головка, а не гайка, другие факторы, такие как трение,
одинаковый. Отсюда еще один пример ситуации относительно того,
головка гайки или болта затянута.
Рисунок сбоку тот случай, когда есть стиль и
разница в размерах между головкой болта и гайкой.
Эффект аналогичен тому, что происходит в предыдущем
кейс. Различия в радиусах трения между головками болтов
и интерфейс гайка-шайба влияет на предварительную нагрузку
каким элементом затягивается. В показанном здесь случае
вероятно, также будут различия между коэффициентом трения
присутствует при затягивании гайки на шайбе и
головка болта в соединение. Это повысит изменчивость
еще дальше.
Шайбы иногда используются для минимизации трения
разброс помимо общей причины уменьшения подшипника
нагрузка на суставную поверхность. Условия трения между
шайба и поверхность гайки могут быть достаточно хорошо определены и контролироваться,
больше, чем обычно могут суставные поверхности. Контролируя
трения, предварительная нагрузка может быть более надежно достигнута. К
делайте это последовательно, с внутренней стороны нужна плотная посадка
диаметр стиралки. Один из способов, которым это может быть достигнуто
с помощью блока SEMS (в котором шайба удерживается в плену
на стержне болта). То же самое может быть достигнуто с помощью KEPS.
узла (шайба удерживается на гайке).
Таким образом, при использовании контроля крутящего момента затяжка
болт, вращая головку болта или гайку. это
хорошей практикой указывать, какая часть должна быть затянута, чтобы
что изменение предварительного натяга болта сведено к минимуму.
На эту тему есть статья, которая может вас заинтересовать.
Что должно быть затянул гайку или головку болта? Опубликовано в выпуске за март 2006 г.
Fastener and Fixing Europe, в этой статье рассматриваются
вопрос о том, должна ли головка гайки или болта
подтянуть и есть ли разница?
ответ зависит от того, какой процесс затягивания происходит
использовал. Общая цель из процесс затяжки заключается в достижении постоянного предварительного натяга болта. Контроль крутящего момента во время затяжки и завершения последующие инспекционные проверки, чтобы убедиться, что указанные достигается крутящий момент, являются обычными способами, которыми это цель реализована. Эта статья показывает, что в
в целом, при использовании контроля крутящего момента затяжка болта
вращением головки болта или гайки может иметь значение. Это
рекомендуется указать, какая часть должна быть затянута
чтобы свести к минимуму изменение предварительного натяга болта. |
Чтобы помочь инженеру в преодолении проблем, связанных с применением резьбовых соединений и болтовых соединений, Болт Наука разработала ряд компьютерных программ . Эти программы разработаны так, чтобы быть простыми в использовании, чтобы инженер без подробных знаний в этой области можно решить проблемы связанные с этим предметом.
Правильный выбор шпильки головки — Mechanical Advantage Racing
Распространенное заблуждение относительно крепежных деталей заключается в том, что чем больший крутящий момент вы можете приложить, тем меньше вероятность того, что произойдет отделение шарнира (подъем головки блока цилиндров). Многие компании продолжают проповедовать принцип «чем больше, тем лучше», потому что их крепежные детали могут развивать более высокий крутящий момент, чем другие, что позволит вам иметь более безопасный двигатель. Хотя это и не так, это также не совсем правильный способ оправдать используемую вами застежку. В сегодняшнем блоге мы погрузимся в математику нагрузки зажима и то, как она работает.
Крутящий момент в зависимости от натяжения болта
Один из первых аспектов, который необходимо понять при закручивании головки блока цилиндров, заключается в том, что, как и следовало ожидать, болт оказывает усилие на головку, прижимая ее к поверхности прокладки головки блока. Для этого болт затягивается и подвергается натяжению, которое мы называем «натяжением болта». загрязнение, смазка и т.д.).
Крутящий момент — это просто мера силы закручивания, необходимой для закручивания гайки вдоль резьбы болта.
Растяжение – растяжение или удлинение болта, обеспечивающее зажимное усилие соединения.
Болты рассчитаны на растяжение в пределах своего диапазона упругости (это когда материал растягивается под действием приложенной силы, но возвращается в исходное состояние, когда сила снимается, подобно небольшому растяжению пружины), и именно это удлинение дает усилие, чтобы зажать соединение вместе. Крутящий момент является косвенным показателем натяжения, когда трение измеряется и соотносится с натяжением. Поскольку крутящий момент является мерой трения, многие факторы могут изменить взаимосвязь и дать вам различное натяжение болта, например, текстура поверхности, ржавчина, масло и мусор. Все таблицы крутящего момента/напряжения, которые были разработаны, основаны на формуле, аналогичной приведенной ниже:
T = (K D P)/12
- T = крутящий момент (фут-фунт)
- D = номинальный диаметр (дюймы)
- P = требуемое усилие зажима (фунты)
- K = коэффициент крутящего момента (безразмерный)
Значение K безразмерно, это просто коэффициент, который используется в качестве множителя для оценки различного состояния установленного крепежа. Значение K может колебаться от 0,10 для хорошо смазанного, до более 0,30 для загрязненного и грязного. Значения, обычно используемые при расчете значений крутящего момента:
- 0,10 = Смазанный
- 0,20 = Сухой
- 0,25 = Оцинкованный
Для наших целей значение K, равное 0,10, будет использоваться как постоянное значение, поскольку большинство производителей двигателей должным образом очищают и смазывают свои шпильки перед установкой. Итак, теперь начинается настоящая математика!
Выбор шпильки головки блока цилиндров
Для начала рассмотрим несколько шпилек EJ Subaru, представленных на рынке:
11 мм (стандартная замена) ARP2000 0129 11 мм ARP L19 MAX -зажимная нагрузка: 260 000 фунтов на квадратный дюйм
11 мм ARP 625+ Max Max Load: 280 000 PSI
Outfront 1/2 «(12,7 мм) ARP2000 Макс. 14 мм ARP2000 Макс. нагрузка на зажим: 220 000 фунтов на кв. дюйм
Прочность материала этих шпилек указана и доступна на веб-сайте ARP. Опубликованные значения на их веб-сайте считаются «безопасными». Их можно превысить, и вам *может* это сойти с рук, но есть вероятность, что вы навредите своему жеребцу, если превысите эти значения. Для нашего исследования мы будем использовать предоставленные значения ARP, эти используемые значения предполагаются в качестве жесткого предела, так как болт УДАЛИТСЯ в этой точке.
Как некоторые из вас могли заметить, в нашем выборе мы даже не упомянули штатные болты с головкой в качестве опции. Из-за дизайна есть несколько отличий, которые делают их плохим сравнением. Во-первых, OEM-болты затянуты до предела текучести, а это означает, что их нельзя использовать повторно, и их нельзя затягивать выше, чем указано в спецификации. Во-вторых, благодаря характеру шпилек вы получаете лучшее зацепление с резьбой, уменьшаете трение, а также распределяете нагрузку на резьбу. Вы можете увидеть это на картинке справа. Шпилька может опускаться вниз, что позволяет нижней резьбе брать на себя часть нагрузки. Затягивая шпильки до более высокого натяжения, вы с меньшей вероятностью вытянете резьбу из блока.
Анализ
Для нашего анализа мы использовали очень простую математику и несколько предположений. Первое предположение состоит в том, что все шпильки должным образом смазаны и очищены, что дает значение K=0,10, используемое в уравнении крутящего момента. Во-вторых, максимальная нагрузка зажима была указана на веб-сайте ARP для каждого болта. В-третьих, мы начали с заявленного крутящего момента каждой шпильки. Это послужило хорошей отправной точкой для сравнения болтов. Используя уравнение Крутящий момент = (K*D*P)/12, мы можем найти P (зажимная нагрузка), наше окончательное уравнение сводится к P=(T*12)/(D*K), и мы можем решить зажимную нагрузку с заявленным крутящим моментом для каждой шпильки, как показано ниже.
Вы можете видеть, что каждый болт действует совершенно по-разному, как из-за его размера, так и из-за приложенного крутящего момента. Шпилька ARP2000 11 мм из коробки, проверенное решение для большинства любителей, использует 77% своих возможностей, в то время как 14-мм шпилька IAG — всего 54%. Вы также можете внимательно посмотреть на значения натяжения, где ARP 625+ составляет 27 709 фунтов силы при 100 футо-фунтах, в то время как внешняя половина дюйма составляет 27 600 фунтов силы при 115 футо-фунтах, а P&L 13 мм составляет 25 791 фунт силы. @ 110 футо-фунтов. Из этого можно сделать вывод, что при заявленных характеристиках ARP 625+ на самом деле более эффективно зажимает головку блока цилиндров.
Увеличив поперечное сечение болта, натяжение не увеличилось, а даже уменьшилось. При любом заданном крутящем моменте чем меньше шпилька, тем больше нагрузка зажима. Меньшие шпильки на самом деле работают лучше при стандартном крутящем моменте! Недостатком использования шпильки меньшего размера является ее функциональность. Даже с самым прочным сплавом ARP 625+ достигает 100% мощности при усилии 41 500 фунтов силы, в то время как более крупные шпильки способны достигать большего усилия зажима по сравнению с предыдущими.
Разбивка информации
С помощью этой информации, в зависимости от вашей сборки, мы можем правильно подобрать шпильку головки, чтобы она лучше всего подходила для вашего двигателя. ARP2000 — отличное решение для любителей уличных автомобилей, которые планируют увеличить мощность до 500 л.с. При крутящем моменте в соответствии со спецификацией ARP в 90 футо-фунтов риск подъема головы при наддуве минимален. Если вы планируете постоянно увеличивать мощность или увеличивать рабочие циклы, было бы разумно перейти на шпильку L19 или даже на 625+. Эти модернизированные 11-миллиметровые шпильки обеспечат вам достаточную зажимную нагрузку, чтобы получить практически любую мощность, которую вы хотите! Когда вы погружаетесь в более крупные гвоздики, вам нужно немного более тщательно оценить свои цели. Для Outfront 1/2 дюйма нет смысла выбирать их шпильки вместо 625+, если только вы не затягиваете с усилием 135 фут-фунтов или выше. При 135 фут-фунтах вы превосходите безопасный рабочий диапазон 625+ (33 250 lbf @120ftlbs tq) и начните использовать большую шпильку для своего размера. Если вы смотрите на шпильки P&L 13 мм, вы хотите затянуть 140 ft-lbs или больше, чтобы превзойти максимальную безопасную нагрузку зажима ARP625+. Наконец, если вы планируете приобрести шпильки IAG 14 мм, которые вы хотите затянуть с усилием 150 футо-фунтов или выше. 0003
Важнейшая причина, по которой более крупные шпильки превосходят по натяжению стандартные аналоги, связана с растяжением болта (удлинением). Размер и материал болта определяют величину возникающего растяжения. Слишком малое растяжение, и вы можете столкнуться с проблемами, если в головке или прокладке головки есть ослабление, это становится проблемой, когда вы переходите на шпильку большего размера, которая требует меньшего растяжения для того же натяжения болта. Это может показаться пустяком, но в динамической системе с нагревом это может привести к катастрофическому выходу из строя прокладки головки блока цилиндров. Например, если вы представляете, что 11-миллиметровая шпилька растянута на 0,02 дюйма для достижения натяжения в 27 000 фунтов, а 14-миллиметровая шпилька растянута на 0,01 дюйма для достижения эквивалентного 27 000 фунтов, они будут реагировать совершенно по-разному, если их удлинение изменится. Если зажатый компонент (прокладка головки блока цилиндров) ослабнет или сожмется (после термоцикла) на 0,005 дюйма, ваш 11-мм шпилька теперь будет растянута только на 0,015 дюйма, а 14 мм будет растянута на 0,005 дюйма, что приведет к тому, что 11-мм шпилька обеспечит зажимная нагрузка 27 000 фунтов * (0,015 дюйма / 0,02 дюйма) = 20 250 фунтов , а шпильки 14 мм обеспечат 27 000 фунтов * (0,005 дюйма/0,01 дюйма) = 13 500 фунтов . Вы можете видеть, что 11-миллиметровая шпилька была более устойчива к этому расслаблению в прокладке, потому что шпилька была натянута ближе к максимальному натяжению. Расслабление в компонентах обычно не является большой проблемой, однако в гоночных автомобилях с медными прокладками головки это важный аспект, который следует учитывать, и после запуска может потребоваться проверка крутящего момента.
Заключение
Изучив все варианты шпилек для двигателей серии EJ, вы увидите, что все они являются чрезвычайно эффективными креплениями, произведенными успешными компаниями. Целесообразно иметь в виду, что при переходе на шпильку большего размера потребуется больший крутящий момент, чтобы привести шпильку в оптимальный рабочий диапазон. При затяжке шпилек с такой силой, как это требуется, вы рискуете стянуть резьбу, деформировать блок или корпус головки, выйти из строя из-за отсутствия ослабленного натяжения и деформировать отверстия цилиндра после установки головки. Имея это в виду, разумно связаться с компанией-поставщиком, чтобы она провела надлежащую обработку вашего двигателя, чтобы смягчить эти проблемы.