Ремонт блоков цилиндров ДВС — Компания Техноплазма
Перейти к содержанию
г.Балашиха, ул.Западная, д.7Пн-Чт 8-00 до 17-00, Пят 8-00 до 16-00
8(926)756-90-51
Ноя282019
Без рубрики
Блок цилиндров является базовой деталью двигателя внутреннего сгорания, конструктивно может быть рядным или V – образным, оснащенным одним или двумя распределительными валами, бугель может иметь одну плоскость контакта с поверхностью блока — по линии разъёма или две – по линии разъёма и по боковой поверхности, ограничивающей смещение бугеля относительно оси опор коленчатого вала. Блок изготавливают из чугуна или алюминия. В этой статье изложены некоторые варианты ремонта различных конструкций блоков в нашей организации..
В процессе эксплуатации в блоке цилиндров возникают, в основном, следующие дефекты: износ коренных опор под вкладыши коленчатого вала, выраженный в отклонении от цилиндричности и несоосности опор; износ внутренних поверхностей втулок распределительного вала с аналогичными последствиями; люфт бугелей; износ гильз цилиндров; трещины, пробоины в стенках блока.
Наличие трещин и пробоин определяют опрессовкой или внешним осмотром. Устранение этих дефектов не представляет сложности, трещины заваривают, на пробоины устанавливают накладки и приваривают их.
При износе гильз цилиндров их меняют. В блоках цилиндров, где производителем регламентирована возможность применения ремонтных размеров, производят растачивание и хонингование гильз под следующий ремонтный размер. В практике ремонта встречаются двигатели, в которых производителем не предусмотрены ни ремонтные гильзы, ни ремонтные размеры, а стоимость нового блока превышает десятки тысяч долларов. В этом случае заказчику предлагается (при конструктивной возможности) ремонт блока путем установки ремонтной гильзы, изготовленной из чугуна. Гильзу шлифуют по наружному диаметру, а поверхность в блоке под неё растачивают и хонингуют для лучшей теплоотдачи. Ремонтную гильзу устанавливают в отверстие, затем растачивают и хонингуют под поршень. Плоскость прилегания блока шлифуют.
Перед ремонтом коренных опор блока обязательно проверяют поперечный люфт бугелей измерением торцовых поверхностей с помощью нутромера и микрометра (для бугелей с двумя плоскостями контакта). При наличии люфта, бугель меняют или ремонтируют.
При наличии люфта, бугель меняют или ремонтируют.
Отверстия под вкладыши коренных опор и втулок распределительного вала контролируют нутромером, несоосность — специальной штангой и щупами
При незначительном износе коренные опоры растачивают в ремонтный размер (при наличии ремонтных вкладышей). При ремонте блока в номинальный размер, ось коренных опор смещают к плоскости прилегания головки блока цилиндров, при этом сошлифовывают часть металла с поверхности бугеля, прилегающей к блоку цилиндра. Смещение оси не должно превышать 0,25 мм, поскольку может произойти «заедание» зубьев шестерён привода распределительного вала. После расточки коренные опоры хонингуют и затем производят правку замковых пазов под вкладыши. Для сохранения объёма камер сгорания с донышек поршней снимают слой металла, по толщине равный величине смещения оси.
На практике встречаются блоки цилиндров с большим износом одной – двух опор, который невозможно устранить описанным выше методом. В таких случаях для ремонта этих опор используют технологию наплавки изношенной поверхности либо устанавливают фальшвкладыши, закрепляя их в предварительно расточенных опорах.
Изношенные втулки распределительных валов заменяют на новые. Имеются конструкции блоков, в которых заменяемые втулки уже имеют необходимый размер под опоры распределительного вала. Для блоков, в которых вновь запрессованные втулки являются заготовками, предусматривают операцию их обработки на горизонтально-расточном станке. Опоры в блоках с нарушенными посадками под втулки распределительного вала растачивают и под них делают специальную втулку с внутренним размером под распределительный вал или под последующую расточку.
Перед сборкой двигателя блок цилиндров тщательно промывают, очищают масляные каналы. Болты крепления бугелей обязательно меняют на новые. Сборку производят с использованием динамометрических ключей.
Заказать услугу можно позвонив по телефону 8 (495) 521-72-35
Механообработка в Екатеринбурге, цены | Автосервис «ЮМА»
Комплексное восстановление узлов и агрегатов двигателей легковых и грузовых автомобилей, спецтехники и оборудования, на современном оборудовании.
Консультация
Бесплатная доставка заказов механообработки
Заберём, выполним ремонт и доставим заказ в пределах ЕКАД и в городах-спутникахДополнительная выгода
Партнёрская программа — для автосервисных предприятий, для постоянных клиентов — система скидокНаш автотехцентр оснащен всем необходимым оборудованием, в том числе для погрузки/разгрузки, поэтому ремонт и все технические операции выполняются в Екатеринбурге.
Более 40 единиц металлообрабатывающих станков, составляют производственно-технический парк сети Автотехцентров «ЮМА», которые позволяют выполнять полный спектр работ по восстановлению узлов двигателей.
- Кругло и плоскошлифовальные
- Расточные и хонинговальные
- Фрезерные
- Токарные, сверлильные станки и ряд специальных станков
Данные станки позволяют производить обработку и восстановление таких деталей как: блоки цилиндров, головки блоков цилиндров, коленчатые валы, шатуны, поршни, коллекторы и другие детали.
Более 25 лет опыта ремонта двигателей любых автомобилей
- ВЕСЬ ЦИКЛ РЕМОНТА
Выполняется полный цикл ремонтных работ на собственном профессиональном оборудовании: снятие/установка, разборка/сборка, механообработка, диганостика и настройка.
Быстрое обеспечение запчастями и комплектующими с собственных складов. - 40 СТАНКОВ
Собственные цеха по механообработке для выполнения ремонта: блоков, ГБЦ, коленвалов, шатунов, восстановления деталей, опрессовке и т.д.
Квалифицированные специалисты всех профилей обеспечат качественный ремонт. - ЛЮБЫЕ АВТОМОБИЛИ
Выполнется капитальный ремонт двигателей любых бензиновых и дизельных автомобилей (отечественных и иностранных): легковые, коммерческие, грузовые, спецтехника, двигатели отдельных агрегатов
Ремонт дизельных топливной аппаратуры
Богатый опыт работы!
Наши преимущества:
- Прозрачная и понятная стоимость
- Адекватные сложности ремонта сроки
- Централизованная система поставки запчастей
- Возможность оплаты безналичным расчетом и от юр.
лица
- Гарантия на все виды работ
Другие специализированные работы:
- Восстановление деталей напылением
- Фрезеровка шпоночного паза
- Изготовление направляющей клапана
- Установка свечной футорки
- Восстановление резьбы
- Демонтаж свечей накаливания
- Восстановление посадочного места под подшипник коленчатого вала
- Замена подшипника первичного вала
- Разворачивание отверстий направлящих клапана
- Демонтаж установочных направляющих в привалочной плоскости ГБЦ и блока цилиндров
- Демонтаж масляной форсунки из блока цилиндров
- Аргон сварка
Как отремонтировать треснувший блок двигателя с помощью Belzona
- Автор сообщения: Юлия Бурова
- Сообщение опубликовано: 4 мая 2017 г.
- Категория публикации: Belzona Educates / How To Series
ВВЕДЕНИЕ В РЕМОНТ БЛОКА ДВИГАТЕЛЯ С ТРЕЩИНАМИ
Трещины в блоке двигателя в автомобиле – не редкость. То, что может показаться катастрофой, не обязательно означает конец срока службы двигателя. Трещины могут привести к ряду проблем, поэтому их необходимо устранить. Поэтому существуют различные методы ремонта треснувших блоков двигателя: от сварки и пайки до холодной прошивки металлом. Belzona предлагает решение, которое не требует огневых работ или специальных инструментов.
То, что может показаться катастрофой, не обязательно означает конец срока службы двигателя. Трещины могут привести к ряду проблем, поэтому их необходимо устранить. Поэтому существуют различные методы ремонта треснувших блоков двигателя: от сварки и пайки до холодной прошивки металлом. Belzona предлагает решение, которое не требует огневых работ или специальных инструментов.
ХОЧУ УЗНАТЬ, КАК СОЕДИНЯТЬ МЕТАЛЛ К МЕТАЛЛУ БЕЗ СВАРКИ
Нажмите здесь, чтобы узнать.
BELZONA HOW-TO
Для ремонта этого блока цилиндров с трещинами мы использовали Belzona 1111 (Super Metal), Belzona 9111 (очиститель/обезжириватель), Belzona 9341 (армирующая лента) и несколько инструментов из нашей машины. магазин. На двигателе было несколько микротрещин. После того, как поверхность была тщательно очищена, трещины были ликвидированы путем сверления и нарезания резьбы на их концах. Затем в отверстия ввинчивались шпильки и вырезались заподлицо с корпусом. Трещины зашпаклевали шлифовальной машинкой, место ремонта тщательно зашероховали. Belzona 1111 смешали и нанесли непосредственно на очищенную поверхность. Небольшой кусок армирующей ленты, смоченный смешанным материалом, наложили на трещину и загерметизировали в уже нанесенный материал Belzona. Оставшийся смешанный материал был нанесен на всю площадь, чтобы создать нарост примерно 1/8 дюйма (3 мм). Вся заявка заняла меньше часа.
Belzona 1111 смешали и нанесли непосредственно на очищенную поверхность. Небольшой кусок армирующей ленты, смоченный смешанным материалом, наложили на трещину и загерметизировали в уже нанесенный материал Belzona. Оставшийся смешанный материал был нанесен на всю площадь, чтобы создать нарост примерно 1/8 дюйма (3 мм). Вся заявка заняла меньше часа.
Видео: Потрескиваясь блокировки двигателя
Справочные материалы и инструменты, используемые для этого треснувшего блока. РЕМОНТ БЛОКА ДВИГАТЕЛЯ С ТРЕЩИНАМИ
ПОДГОТОВКА ПОВЕРХНОСТИ
ПРИМЕНЕНИЕ BELZONA 1111
Хотите получить дополнительную информацию?
Посетите наш сайт: www. belzona.com/metal-repair
belzona.com/metal-repair
Эпоксидные растворы Belzona можно использовать для ремонта треснувших блоков цилиндров. Belzona также предлагает решения широкого спектра инженерных проблем и ремонтных ситуаций.
Заинтересованы в покупке композитов Belzona на основе эпоксидной смолы?
Найдите местного дистрибьютора Belzona здесь
Примечание. Мы несем ответственность за защиту вашей конфиденциальности и гарантируем полную конфиденциальность ваших данных.
Юлия Бурова
Юлия Бурова, Директор по маркетингу, Belzona Inc., Майами, Флорида, США
Теги: Адгезия, Belzona, Belzona 1111, коррозия, треснувший блок, ремонт треснувшего блока, ремонт треснувшего блока двигателя, треснувший двигатель, треснувший блок двигателя, блок двигателя, ремонт блока цилиндров, ремонт двигателя, эпоксидная смола, как приклеить металл к металлу, как склеить металл с металлом без сварки, как починить треснувший блок двигателя, как отремонтировать треснувший блок двигателя, ремонт треснувшего блока, ремонт треснувшего двигателя, ремонт треснувшего блока двигателя, Сварка, сварка чугуна
Восстановленные блоки цилиндров и блоки цилиндров
Отдел по восстановлению блоков цилиндров надежен, точен и надежен. Механическая обработка блока цилиндров — сложный и кропотливый процесс. Мы постоянно стремимся к качеству и вниманию к деталям. Мы проходим подробный 18-этапный процесс обработки наших восстановленных блоков цилиндров. Технология эльборового нитрида дает нам возможность обрабатывать блок цилиндров двигателя в соответствии со спецификациями шероховатости (Ra). Все восстановленные блоки цилиндров должны соответствовать спецификациям твердости OEM и поставляться с гарантией на 1 год без ограничения пробега.
Механическая обработка блока цилиндров — сложный и кропотливый процесс. Мы постоянно стремимся к качеству и вниманию к деталям. Мы проходим подробный 18-этапный процесс обработки наших восстановленных блоков цилиндров. Технология эльборового нитрида дает нам возможность обрабатывать блок цилиндров двигателя в соответствии со спецификациями шероховатости (Ra). Все восстановленные блоки цилиндров должны соответствовать спецификациям твердости OEM и поставляться с гарантией на 1 год без ограничения пробега.
Процесс обработки восстановленных блоков двигателя
У нас есть 18-точечный процесс обработки восстановленных блоков двигателя.
1. Очистка блока цилиндров Reman
Первым шагом, который мы предпринимаем для наших восстановленных блоков двигателя, является очистка всего блока двигателя, обеспечивающая сборку картера. Мы также очищаем паром поверхности проволочных колес. Важно тщательно очистить использованный блок цилиндров, так как нам необходимо тщательно осмотреть блок цилиндров на наличие трещин. Многие бывшие в употреблении блоки цилиндров поступают к нам с маслом, смазкой и коррозией. Часто бывшие в употреблении блоки цилиндров имеют повреждения, вызванные электролизной коррозией, которые необходимо очистить. Мы используем промышленные растворители вместе с проволочными щетками, чтобы восстановить использованный блок двигателя до его первоначального состояния.
Многие бывшие в употреблении блоки цилиндров поступают к нам с маслом, смазкой и коррозией. Часто бывшие в употреблении блоки цилиндров имеют повреждения, вызванные электролизной коррозией, которые необходимо очистить. Мы используем промышленные растворители вместе с проволочными щетками, чтобы восстановить использованный блок двигателя до его первоначального состояния.
2. Блок двигателя Magnaflux Reman
Вторым этапом процесса восстановления блока двигателя является обработка Magnaflux всего восстановленного блока двигателя. Мы проверяем магнитофлюс с Androx 9704 и проверяем под черным светом на наличие трещин и дефектов конструкции. Если на бывшем в употреблении блоке цилиндров имеются значительные трещины, которые невозможно заварить, он считается непригодным для использования в качестве восстановленного блока цилиндров.
3. Проверка отверстий поршня
Мы проверяем отверстия поршня по мере необходимости. Мы записываем отверстия, чтобы определить, можно ли их спасти. Мы также определяем, являются ли отверстия поршня увеличенными или с гильзами. Затем мы удаляем кулачковые подшипники из восстановленного блока двигателя.
Мы также определяем, являются ли отверстия поршня увеличенными или с гильзами. Затем мы удаляем кулачковые подшипники из восстановленного блока двигателя.
4. Проверка отверстия трубопровода восстановленного блока двигателя
Мы проверяем отверстие трубопровода в восстановленных блоках двигателя . Мы проверяем торсионные колпачки и проверяем прямолинейность отверстия линии. Затем мы обрезаем и высверливаем отверстия для круглости. Стандартной практикой в Capital Reman является не срезать седло. Некоторые в отрасли вырезают седло в своих восстановленных блоках двигателя, но мы считаем, что вырезание седла может привести к уменьшению размеров.
5. Проверьте поверхность и высоту платформы
Затем мы проверяем поверхность и высоту настила. Мы визуально проверяем водяные порты и компрессионные уплотнения на предмет износа. Проверяем искривление поверочной линейки. Мы также измеряем высоту платформы во всех восстановленных блоках двигателя.
6. Проверка верхних втулок
Шестым этапом процесса восстановления блока цилиндров является проверка верхних втулок по мере необходимости. Мы проверяем отверстия на предмет износа. Мы также визуально проверяем на наличие коррозии. Важно проверить на коррозию, если коррозия присутствует в пределах б/у блок двигателя мы немедленно решаем проблему.
7. Проверка нижних втулок
Седьмым этапом процесса восстановления блока цилиндров является проверка нижних втулок по мере необходимости. Мы проверяем отверстия на предмет износа. Затем снова проверяем на коррозию, как и с верхними втулками. Очень важно, чтобы все проблемы со ржавчиной были устранены до того, как можно будет проводить дальнейшую перестройку восстановленных блоков двигателя.
8. Выбор деталей для восстановленного блока цилиндров
Восьмой этап процесса восстановления блока цилиндров заключается в том, чтобы определить, какие детали для восстановления необходимы для восстановления блока цилиндров. Мы заполняем форму заявки на материалы и передаем ее в наш отдел запчастей. Независимо от формы наших бывших в употреблении блоков цилиндров мы всегда заказываем основание блока, кулачковые подшипники и пробки масляного канала. Пробки масляного канала являются одной из наиболее важных частей всего восстановленного блока цилиндров, поскольку они обеспечивают постоянную подачу масла к работающему двигателю.
Мы заполняем форму заявки на материалы и передаем ее в наш отдел запчастей. Независимо от формы наших бывших в употреблении блоков цилиндров мы всегда заказываем основание блока, кулачковые подшипники и пробки масляного канала. Пробки масляного канала являются одной из наиболее важных частей всего восстановленного блока цилиндров, поскольку они обеспечивают постоянную подачу масла к работающему двигателю.
9. Расточка блока цилиндров
Девятым шагом в процессе восстановления блока цилиндров является определение его положения в расточной машине. Устанавливаем блок цилиндров в расточной станок под нужным углом и положением для обработки. Затем мы обрезаем наши восстановленные блоки двигателя в соответствии с необходимыми спецификациями OEM. Стандартные разрезы при обработке блока цилиндров находятся в пределах трех тысячных дюйма.
10. Хонингование блока цилиндров в соответствии со спецификациями OEM
Десятым шагом при восстановлении блоков цилиндров является дальнейшее хонингование канала с помощью нашей хонинговальной машины Sunnen.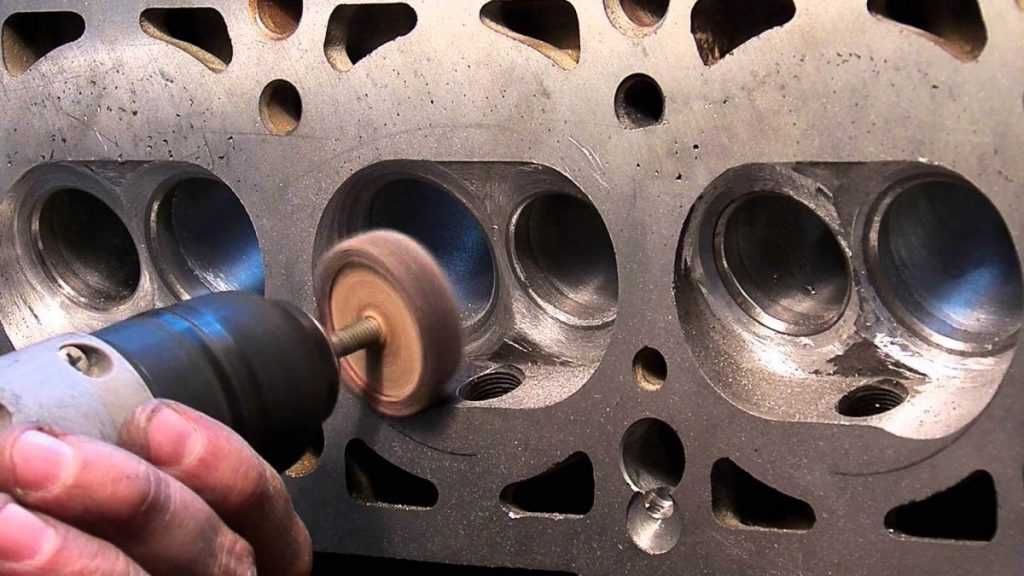 Обработка блока цилиндров на хонинговальном станке Sunnen помогает нам дополнительно улучшить поверхность. При необходимости мы продолжаем точить отверстие, чтобы убедиться, что весь восстановленный блок цилиндров соответствует спецификациям OEM. Иногда нам нужно совсем немного расточить, чтобы просто сохранить блок цилиндров в соответствии со стандартными характеристиками; в других случаях нам нужно отточить больше, чтобы полностью восстановить блок цилиндров. Работа по хонингованию блока цилиндров является точной и утомительной.
Обработка блока цилиндров на хонинговальном станке Sunnen помогает нам дополнительно улучшить поверхность. При необходимости мы продолжаем точить отверстие, чтобы убедиться, что весь восстановленный блок цилиндров соответствует спецификациям OEM. Иногда нам нужно совсем немного расточить, чтобы просто сохранить блок цилиндров в соответствии со стандартными характеристиками; в других случаях нам нужно отточить больше, чтобы полностью восстановить блок цилиндров. Работа по хонингованию блока цилиндров является точной и утомительной.
11. Осмотр отверстия трубопровода
Одиннадцатым этапом процесса восстановления блока цилиндров является фиксация отверстия трубопровода по мере необходимости. Устанавливаем восстановленные блоки двигателя и убеждаемся, что они ровные. Мы используем щуп и поверочную линейку, чтобы проверить признаки деформации металла. Большинство бывших в употреблении блоков двигателей поступают к нам с деформированным металлом, который необходимо восстановить. Специалисты нашего механического цеха затем защелкивают колпачки на мельнице. После того, как мы обрезаем колпачки, мы разрезаем и закручиваем колпачки и вырезаем отверстие для линии. Наконец, мы проверяем прямолинейность при обработке блока цилиндров. Если линейное отверстие в восстановленном блоке цилиндров не является прямым, снова выпрямите его, пока не будет получен точный размер.
Специалисты нашего механического цеха затем защелкивают колпачки на мельнице. После того, как мы обрезаем колпачки, мы разрезаем и закручиваем колпачки и вырезаем отверстие для линии. Наконец, мы проверяем прямолинейность при обработке блока цилиндров. Если линейное отверстие в восстановленном блоке цилиндров не является прямым, снова выпрямите его, пока не будет получен точный размер.
12. Обработка блока цилиндров
Двенадцатым этапом восстановления блоков цилиндров является создание гладкой поверхности блока цилиндров. Мы устанавливаем наши отремонтированные блоки двигателей в наземную машину и обрабатываем весь блок цилиндров. Все наши восстановленные блоки цилиндров расточены и обработаны столько раз, сколько необходимо, чтобы получить максимально гладкую поверхность.
13. Обрезка верхних втулок
Тринадцатым этапом процесса восстановления блока цилиндров является резка верхних втулок по мере необходимости. Обработка блока цилиндров с правильной центровкой чрезвычайно важна. После правильного выравнивания мы вырезаем втулку с раззенковкой. Далее вбиваем втулку на место. В завершение обрезаем до нужного размера и полируем верхние рукава.
После правильного выравнивания мы вырезаем втулку с раззенковкой. Далее вбиваем втулку на место. В завершение обрезаем до нужного размера и полируем верхние рукава.
14. Паровой пресс Наши восстановленные блоки двигателя
Четырнадцатым этапом процесса восстановления блока двигателя является окончательная очистка восстановленного блока двигателя. Пропариваем весь блок двигателя в очень горячей воде с помощью парового пресса. После того, как восстановленные блоки двигателя очищены, мы устанавливаем кулачковые подшипники и пробки масляного канала.
15. Проверка контроля качества
Пятнадцатым этапом процесса восстановления блока цилиндров является проверка контроля качества . Наш отдел контроля качества использует совершенно другой набор калиброванных инструментов для проверки и измерения дефектов в восстановленных блоках двигателя. Любые ошибки в восстановленном блоке двигателя немедленно исправляются. Иногда требуется обработка блока двигателя во второй раз, чтобы получить наиболее точный разрез. Как только восстановленный блок двигателя проходит контроль качества, он отправляется на покраску.
Как только восстановленный блок двигателя проходит контроль качества, он отправляется на покраску.
16. Пескоструйная обработка или покраска восстановленного блока двигателя
Шестнадцатым этапом процесса восстановления блока двигателя является покраска. Мы красим восстановленные блоки цилиндров в заводской цвет или подвергаем пескоструйной обработке весь блок цилиндров. Cast Blast — профессиональная краска для чугуна, которая используется для окраски деталей из чугуна. Cast Blast термоустойчив до 250 градусов и защищает от ржавчины. Мы подвергаем пескоструйной обработке или краске каждый восстановленный блок двигателя, покидающий наш завод.
17. Упаковка
Семнадцатым этапом процесса восстановления блока цилиндров является упаковка. Весь восстановленный блок двигателя стянут ремнями, завернут в защитную упаковку и упакован в ящики. Все восстановленные блоки цилиндров упакованы таким образом, чтобы исключить их повреждение при транспортировке.
18.
