Ремонт головки блока цилиндров своими руками » АвтоНоватор
Начнем с того, что определимся с понятиями. Блок цилиндров современного автомобиля – это основа двигателя, на которую производится монтаж остальных составляющих двигателя: цилиндры, коленчатый вал, поддон картера, головка блока цилиндров.
Что нужно для ремонта головки блока цилиндров?
Вот именно неисправности и ремонт головки блока цилиндров, нас интересует. Возможен ли ремонт головки блока цилиндров своими руками в гаражно-домашних условиях? И народные умельцы отвечают однозначно, — да, ремонт головки цилиндров своими руками возможен.
Начнем с уточнения того, что ремонт головки цилиндров – операция сложная и потребует от вас: мало-мальского понимания устройства блока, наличие специального слесарного инструмента и умения им владеть.
Элементарные инструменты необходимые для ремонта ГБЦ
- Оправка для запрессовки маслоотражательных колпачков.
- Микрометр для измерения клапанов и направляющих втулок.

- Развертка для разворачивания новых втулок.
- Оправка для выпрессовки втулок.
- Оправка для запрессовки втулок.
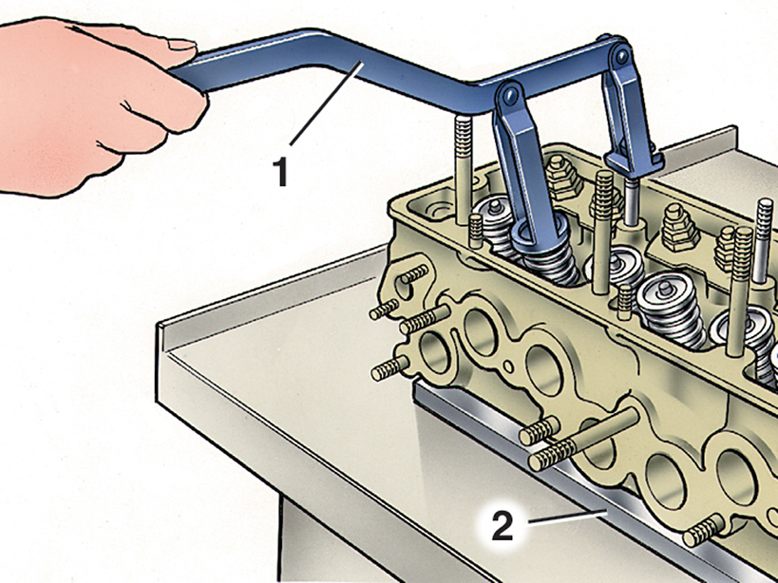
- Приспособления для рассухаривания клапанных пружин.
- Набор зенкеров для реставрации сёдел клапанов.
- Электрическая плитка для нагрева ГБЦ при дефектовке и перед запрессовкой втулок.

Не забываем о нужных запчастях и метках
Как правило, практически любой ремонт головки цилиндров требует её демонтажа. Исключения составляет, например, замена маслосъёмных колпачков. Поэтому, прежде, чем начинать демонтаж ГБЦ подумайте о приобретении необходимого комплекта запчастей.
Сегодняшний рынок предоставляет наборы Head Set (а, по простому – верхние наборы), которые включают в себя прокладку ГБЦ и все сальники и прокладки, находящиеся выше основной прокладки.
Ищем неисправности головки блока цилиндров
Перед демонтажом обязательно проводим проверку взаимного положения коленвала и распредвала по меткам.
Для конкретных моделей авто технология демонтажа ГБЦ описана в мануалах. Но особенности некоторых операций напомнить стоит.
- болты крепления головки ослабляем с середины на 0,5-1 оборот, поочередно. Болты со внутренними шлицами предварительно очистить от нагара, иначе неплотно вошедший ключ грозит срывом и проблемами при демонтаже;
- при демонтаже ГБЦ, если отсутствует схема подсоединения всевозможных вакуумных трубок, то необходимо зарисовать эту схему самому, предварительно нанеся соответствующие метки.
- при снятии пружин клапанов используйте съёмники для рассухаривания, но никак не принцип «сильного молотка».
Контроль состояния ГБЦ
По сути, в ГБЦ не так уж и много основных параметров, которые нуждаются в проверке, прежде, чем вы начнете ремонт головки блока цилиндров. Поэтому давайте начнем искать типичные неисправности головки блока цилиндров.
Нижняя плоскость ГБЦ. Проверяется при помощи лекальной линейки и набора щупов. Линейка кладётся по диагоналям головки на плоскости и при помощи щупа определяется толщина зазора. Если зазор более, чем максимально допустимый зазор в 0,05-0,06 мм, то требуется шлифовка головки блока цилиндров.
Проверяется при помощи лекальной линейки и набора щупов. Линейка кладётся по диагоналям головки на плоскости и при помощи щупа определяется толщина зазора. Если зазор более, чем максимально допустимый зазор в 0,05-0,06 мм, то требуется шлифовка головки блока цилиндров.
Износ опорных шеек кулачкового вала и подшипников. Все диаметры измеряются микрометром и сравниваются с показателями максимально допустимых, для той или иной модели двигателя. По результатам измерений принимается решение о виде ремонта или замены деталей. Не забываем визуально оценивать наружное состояние поверхностей. Они не должны иметь явных признаков механических повреждений: царапины, сколы, задиры, канавки и т.д.
Контроль износа стержней клапанов и втулок. Производится микрометром в нескольких контрольных точках стержня по окружности. Клапан меняется, если разница диаметров превышает максимально допустимые параметры определенные производителем.
Если у вас отсутствует такой прибор, как нутромер, для определения изношенности направляющих втулок, то ее можно определить по люфту клапана (нового) во втулке. Как правило, втулки меняются на новые.
Как правило, втулки меняются на новые.
Износ таких деталей, как: сёдла, рычаги, коромысла, кулачки определяется визуально. Если фаска на клапане «провалена», но стержень в порядке, то её обрабатывают, и клапан может быть вновь использован.
Другие дефекты ГБЦ также можно определять визуально. Наличие на поверхности головки блока заусениц, засечек устраняется шлифовкой головки блока цилиндров для устранения негерметичного соединения ГБЦ с самим блоком.
Таким образом, ремонт головки блока цилиндров, мы с вами проводим одновременно с дефектовкой, как говорится, — по мере поступления неприятностей.
- Автор: Андрей
- Распечатать
Оцените статью:
(3 голоса, среднее: 3.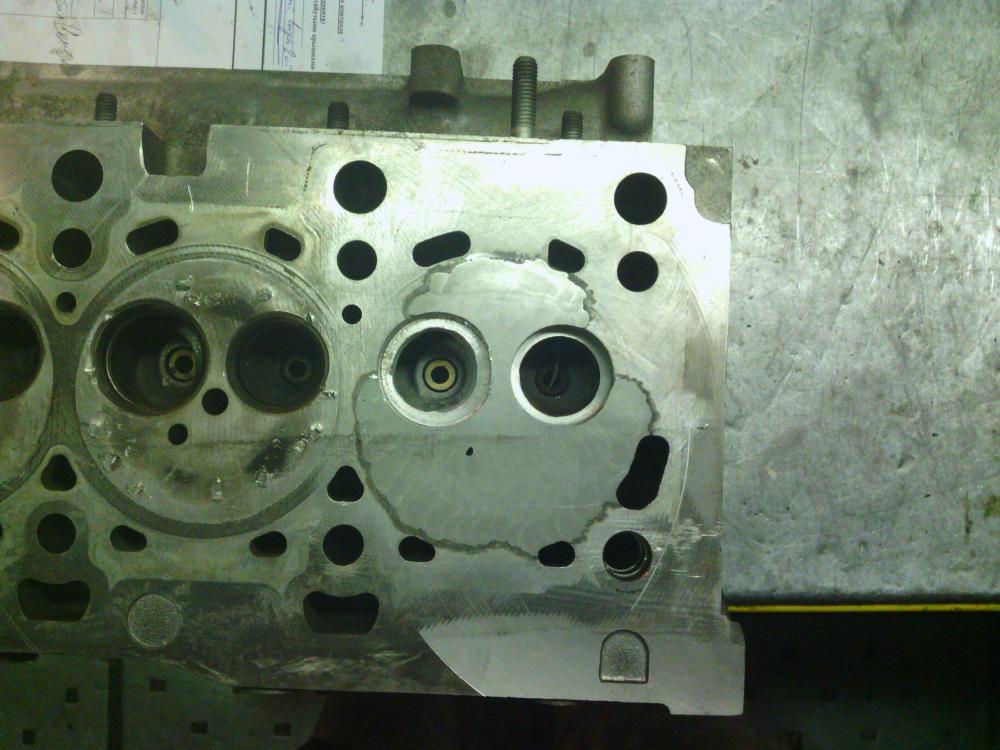 3 из 5)
3 из 5)
Поделитесь с друзьями!
Adblockdetector
Ремонт ГБЦ, как сделать ремонт головки блока цилиндров своими руками. Ремонт головки блока. Самостоятельный ремонт головки блока цилиндров.
Головка блока цилиндров — один из наиболее важных элементов двигателя внутреннего сгорания. Как правило, это монолитный элемент со сплавов чугуна или алюминия, который формирует верхний отдел камеры сгорания и является корпусом для газораспределительного механизма. Обычно его устанавливают через прокладку на блок цилиндров и крепят с помощью болтов.
Содержание
- ГБЦ, устройство ГБЦ
- Инструменты помощники в ремонте
- ГБЦ, как снять ГБЦ пошаговая инструкция
- Болты ГБЦ, как снимать болты ГБЦ по схеме
- Диагностика ГБЦ
- Замена втулки, ремонт втулки клапана, пошаговая инструкция
- Притирка седел клапанов, задача притирки
- Советы профессионалов
ГБЦ, устройство ГБЦ
Головка блока выполняет такие важные функции, как:
- Обеспечивает базировку и размещение элементов газораспределительного механизма, компонентов отвода и подвода горючего.
- Обеспечивает газодинамические характеристики воздушного заряда, отводит продукты горения из камеры сгорания.
- Формирует камеру сгорания и обеспечивает ее герметичность, подводит и отводит масло для элементов газораспределительного механизма.
- Обеспечивает соответствие транспортного средства экологическим стандартам по выбросу в атмосферу вредных веществ.
В состав головки блока цилиндров входят:
- Направляющие втулки.
- Седла клапанов.
- Гидрокомпенсатор (может идти в комплекте с коромыслом).
- Коромысло клапана.
- Траверса.
- Свечи зажигания ( для газовых и бензиновых моторов).
- Пружины для возврата в исходное положение клапанов.
- Топливные форсунки (обычно применяются в дизельных моторах).
- Выпускные и впускные клапана.
Материал с которого изготавливают ГБЦ может быть алюминиевым (к примеру, ГБЦ ВАЗ 2109) или чугунным (дизель). Как правило, для изготовителей в приоритете алюминиевые головки, так как они самые удобные в обработке, производстве и ремонте.
ГБЦ можно поделить на два типа — моноголовки и индивидуальные головки. Последние имеют ряд преимуществ, которые связаны с ремонтопригодностью, низкими затратами и простотой при обслуживании. Однако большая часть мировых изготовителей транспортных средств и автоэлементов предпочитает моноголовки, также имеющие свои преимущества.
Принцип работы ГБЦ: распредвал толкает штангу, которая давит на гидрокомпенсатор, а затем и на коромысло, которое оказывает давление на клапан, что открывается и проникает в камеру сгорания, где воспламеняется от искры свечи.
Инструменты помощники в ремонте
- Руководство по обслуживанию и ремонту вашего транспортного средства.

- Динамометрический ключ.
ГБЦ, как снять ГБЦ пошаговая инструкция
- Для начала нужно отсоединить и изъять аккумуляторную батарею, слить моторное масло и охлаждающую жидкость.
- Затем следует провести демонтаж навесного оборудования, в частности, отсоединить провода зажигания, отсоединить все шланги — системы охлаждения, вакуумные. Не забывайте при отсоединении шлангов и проводов производить их маркировку.
- Далее демонтируем топливные магистрали и трос акселератора.
- После этого снимаем остальное навесное оборудование, мешающее демонтировать головку блока.
- Теперь снимаем крышку головки блока цилиндров.
- Затем демонтируем кожух газораспределительного механизма и ремень шкива. Распределительный вал можно не трогать.
- Откручиваем болты крепления ГБЦ и снимаем ее.
Болты ГБЦ, как снимать болты ГБЦ по схеме
Отворачивать болты крепления ГБЦ следует одновременно при помощи динамометрического ключа, контролируя состояние болтов.
Не забывайте о соблюдении последовательности во время раскрутки, что должна быть обратной затяжке. Снятие болтов ГБЦ необходимо проводить по соответствующей схеме, которая индивидуальна для каждой модели транспотного средства и ее можно найти в руководстве по эксплуатации автомобиля.
Диагностика ГБЦ
- Методом визуального осмотра необходимо обнаружить видимые дефекты — изношенные седла клапанов, раковины от коррозии, обломанные шпильки, видимые невооруженным глазом трещины, нарушение резьбы форсунки, свечи и так далее.
- Герметизируем систему охлаждения ГБЦ, наполняем газом под давлением и погружаем в горячую воду. Трещину находим по появляющимся пузырькам. На данный момент этот метод диагностики ГБЦ является наиболее эффективным. Ультразвук и рентген себя пока не оправдали.
Замена втулки, ремонт втулки клапана, пошаговая инструкция
- Медленно и предельно аккуратно выбиваем втулки.

- Чистим освободившееся место.
- Желательно продуть втулки сжатым воздухом.
- Новые втулки следует около двух суток выдержать в морозилке, что бы они были более сжатыми и плавно разместились в посадочном месте.
- Нагреваем ГБЦ на электроплитке, что бы расширить посадочные места.
- Надеваем стопорные кольца на втулки, вставляем в отверстия и осторожно начинаем их вбивать.
Притирка седел клапанов, задача притирки
На сегодняшний день, фактически не применяют данную операцию. Если фаска клапана и седло точно обработаны, то притирка вовсе не нужна. Другое дело во время ручной обработки элементов резцовыми головками и фрезами. После ремонта поверхности могут иметь небольшую шероховатость.
Притирка необходима не только для обработки, а и для осуществления контроля качества сопряжения. Если вытереть насухо притертые поверхности и провернуть клапан в обе стороны несколько раз, прижимая к седлу, то на фасках элементов образуется блестящая линия. Если она будет замкнутой и проходить по всей окружности, значить прилегание хорошее и все сделано правильно.
Если она будет замкнутой и проходить по всей окружности, значить прилегание хорошее и все сделано правильно.
Советы профессионалов
Больше полезной информации о ремонте головки блока вы можете узнать из видео:
ПОХОЖИЕ МАТЕРИАЛЫ
- Печка 2110, плохо греет печка 2110, система отопления ваз 2110, ремонт системы отопления ВАЗ 2110 своими руками
- ВАЗ 2114 печка дует холодным воздухом, печка 2114, плохо греет печка ваз 2114, устройство и ремонт отопления ВАЗ 2114 своими руками, снятие печки ваз 2114
- Как поддомкратить машину. Как правильно ставить домкрат. Виды домкратов для автомобилей.
- Блок предохранителей ВАЗ 2109, блок предохранителей ваз 2109 карбюратор, блок предохранителей ваз 2109 инжектор, старый блок предохранителей ваз 2109, схема блока предохранителей ВАЗ 2109, замена блока предохранителей ВАЗ 2109
- Катализатора выхлопных газов автомобиля, неисправный катализатор, плюсы и минусы катализатора, как поменять катализатор на пламегаситель
- Печка дует холодным воздухом ВАЗ 2114, плохо дует печка ваз 2114, почему плохо дует печка ваз 2114
- Как узнать владельца авто по номеру его машины, проверить авто по номеру машины ГИБДД, проверка авто по гос номеру машины бесплатно
- Как выбрать подержанные шины, полезные советы
- Зима автомобиль дорога, давление в шинах легкового автомобиля зимой, хороший аккумулятор для автомобиля зимой, прогревать ли автомобиль зимой
- Зимой плохо заводится машина.
 Как правильно заводить машину зимой, нужно ли прогревать машину зимой, полезные советы
Как правильно заводить машину зимой, нужно ли прогревать машину зимой, полезные советы - Экономичные машины по расходу топлива, самая экономичная машина по расходу топлива
- Марки шин для легковых автомобилей, расшифровка маркировки шин автомобилей, остаточный протектор шин легкового автомобиля, как подобрать шины по марке автомобиля, рисунок протектора шины автомобиля
- Работа механической коробки передач, работа сцепления механической коробки передач, вождение с механической коробкой передач, полезные советы
- Задняя балка пежо 206 седан, устройство задней балки пежо 206. Задняя балка Пежо 206 неисправность, ремонт задней балки пежо 206
- Дизельное топливо зимой, присадка для дизельного топлива зимой, как выбрать лучшее дизельное топливо
- Дизель зимой не заводится.
 Как завести дизель зимой, прогрев дизеля зимой.
Как завести дизель зимой, прогрев дизеля зимой. - Японские шины Бриджстоун, зимние шипованные шины бриджстоун, шины Бриджстоун марки
- Маркировка шин расшифровка для легковых автомобилей, маркировка колесных дисков, как правильно подобрать шины по дискам
- Дизельный двигатель зимой, запуск дизельного двигателя зимой, какое масло заливать в дизельный двигатель зимой, полезные советы
- Светодиодная подсветка автомобиля, подсветка днища автомобиля, подсветка ног в автомобиле, подсветка в двери автомобиля, подсветка автомобиля штраф
- Восстановленные шины, шина наварка, восстановленный протектор шин, можно ли их использовать
- Выбираем зимние шины, что представляет из себя зимняя резина, какое давление в зимних шинах должно быть, маркировка зимних шин, как правильно выбрать зимние шины, лучшие зимние шины 2019
- Рулевая рейка автомобиля, стук рулевой рейки, причины стука и ремонт рулевой рейки своими руками
- Бескамерные шины автомобиля, набор для ремонта бескамерных шин, ремонт бескамерной шины своими руками
- Шины российского производства, российские шины зимние, российские всесезонные шины, воронежские шины Amtel, шины “Матадор Омск шина”, Кама-шины-это шины мирового уровня
- Как открыть автомобиль без ключа.
 Потерял ключ от автомобиля что делать, ключ от автомобиля внутри машины
Потерял ключ от автомобиля что делать, ключ от автомобиля внутри машины - Тихие шины, тихие зимние шины, тихие шипованные шины, какие шины выбрать, обзор шин
- Шины и безопасность, безопасность движения шины, почему необходимо постоянно следить за автомобильными шинами
- Правила безопасного вождения автомобиля в дождь и слякоть, безопасное вождение автомобиля для начинающих
- Преобразователь ржавчины какой лучше для авто, преобразователи ржавчины выбрать, как пользоваться преобразователем ржавчины, советы профессионалов
- Полировка кузова автомобиля своими руками, как выбрать полировальную пасту, полезные советы
- Долговечность двигателя, срок службы двигателя, как продлить срок службы двигателя
- Стук в автомобиле.
 Стук при движении автомобиля. Что может стучать в автомобиле. Как определить причину стука.
Стук при движении автомобиля. Что может стучать в автомобиле. Как определить причину стука. - ABS автомобиля, что такое abs автомобиля, неисправности системы ABS, диагностика ABS
- Обгон автомобиля, когда можно начинать обгон автомобиля, правила обгона ПДД
- Не работает бензонасос ваз 2110, схема бензонасоса ваз 2110, устройство бензонасоса ваза 2110, ремонт бензонасоса ваз 2110,
- Автомобильные антенны для радио, устройство автомобильной антенны, автомобильная антенна своими руками
- Передняя подвеска Калина, устройство передней подвески калина, стук в передней подвеске калина, ремонт передней подвески Калина
- Амортизатор масляный, лучшие масляные амортизаторы, прокачка масляных амортизаторов, как правильно прокачать масляный амортизатор
- Неисправности сцепления, буксует сцепление, причины неисправности сцепления, как устранить
Ремонт головки блока цилиндров ГБЦ от 1500р .
 Омск.
Омск.Основные неисправности клапанов двигателя автомобиля это неправильно выставленный тепловой зазор между колпачком распредвала и толкателем, износ их стержней и направляющих втулок, обгорание кромок тарелок и сгибание после встречи с поршнями.
Признаки для обращения к специалисту
1. Стук под клапанной крышкой двигателя.
Частый металлический дробный стук под клапанной крышкой во время работы двигателя на холостом ходу (уменьшающийся по мере его прогрева) — признак появления проблем с клапанами. В большинстве случаев стук клапанов появляется при увеличенных больше нормы тепловых зазорах между торцом стержня клапана и толкателем. Происходит это либо из-за неправильной регулировки теплового зазора, либо от стирания торцов клапанов на двигателях с большим пробегом или с плохим маслом. Стучать могут как все (или почти все) клапана, так и один или пара.
Узнать большой тепловой зазор или нет можно при помощи щупа
Иногда клапан начинает стучать если он погнут и подвисает в направляющей втулке. В таком случае придется снимать и разбирать головку блока чтобы заменить его.
В таком случае придется снимать и разбирать головку блока чтобы заменить его.
Практически всегда стук клапанов сопровождается неустойчивыми оборотами холостого хода и снижением мощности и приемистости двигателя, так как ухудшается наполняемость и вентиляция камер сгорания из-за уменьшения зазора между тарелкой и седлом клапана.
В ряде случаев за стук клапанов можно принять металлический частый звук от детонации в камерах сгорания двигателя («пальцы» стучат).
2. Стреляет и хлопает в глушитель.
Если тепловой зазор у выпускного клапана меньше нормы (клапан «зажат») и соответственно зазор у тарелки больше чем надо, то нарушаются условия для оптимального сгорания топливной смеси, из-за падения компрессии (смесь не сжимается до нужного значения) и воспламеняется через раз. Складывается ситуация, когда цилиндр, то работает, то нет.
Топливная смесь полностью не сгорит и будет выбрасываться в выпускной коллектор, и далее в глушитель, где и догорает хлопками и выстрелами.
Аналогичная ситуация возможна не только при маленьком тепловом зазоре, но и в случае обгорания или разрушения тарелки клапана («прогорел» клапан) или сильного нагара на ней и его стержне.
3. Выстрелы и хлопки в карбюратор.
Если воспламенение топливной смеси происходит при неплотно прижатой тарелке впускного клапана к седлу в головке блока, то ее горение будет сопровождаться выстрелами в карбюратор. Так как на такте сжатия происходит ее выброс из камеры сгорания во впускной коллектор.
Все из-за того, что возможно, впускной клапан имеет маленький тепловой зазор, оброс нагаром, погнут или прогорел.
Следует учитывать, что выстрелы в карбюратор могут быть вызваны и другими неисправностями. Например, из-за неправильного присоединения высоковольтных проводов к крышке трамблера, слишком бедной топливной смеси поступающей в двигатель автомобиля или слишком позднего зажигания.
Таким образом, обнаружив какой-либо из перечисленных признаков, либо их сочетание можно с большой долей уверенности утверждать, что клапанный механизм двигателя нуждается в проверке, регулировке и возможно даже ремонте.
Чтобы наверняка убедиться, что клапана двигателя неисправны обычно проводят измерение компрессии и по ее показаниям определяют проблему. Помимо этого существует способ проверки основанный на подаче сжатого воздуха в свечные колодцы при определенном положении коленчатого и распределительного валов.
С каждым годом становится все меньше автомобилистов, которые хотят обслуживать транспортные средства своими силами. В сервисе многие процедуры выполняются гораздо быстрее и качественее.
Наши работы
От моториста требуются опыт и определённые навыки. Специалисты нашего автосервиса , с опытом более 10 лет, выполнят все необходимые работы бережно и качественно.
Ремонт двигателя
Подробный прайс на ремонт двигателя .
УЗНАТЬ БОЛЬШЕ
Замер компрессии в цилиндрах
Разница в сжатии из-за разной компрессии по цилиндрам, даёт не равномерную нагрузку во вращении коленвала. Компрессия может понизиться, если прогорел клапан, появились повреждение прокладки головки двигателя, или из-за наиболее частой причины – закоксовка поршневых колец.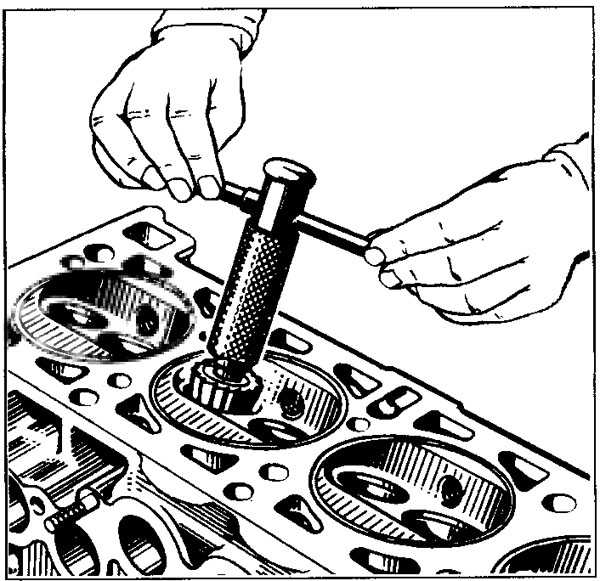
Замер компрессии в цилиндрах 600 р.
узнать больше
Примечания и дополнения
Вторичными признаками неисправности клапанов двигателя будут проблемы с его запуском, неустойчивый холостой ход, провалы при нажатии на педаль газа, снижение мощности и приемистости. Отдельно стоит отметить замасливание резьбы свечей зажигания и попадание моторного масла в камеры сгорания в случае износа стержня клапана в зоне контакта с маслосъемным колпачком. Но в этом случае определить, что виноват именно клапан, а не сам маслосъемный колпачок без разборки невозможно. Для устранения неисправности необходимо как минимум провести регулировку тепловых зазоров клапанов, как максимум провести ревизию всего клапанного механизма.
На нашем автосервисе можно заказать ремонт головки блока цилиндра любого импортного и отечественного автомобиля. Переборка ГБЦ выполняется качественно и профессионально. Мы занимаемся текущим, аварийным и капитальным ремонтом ГБЦ.
Текущий ремонт осуществляется при нарушении герметичности прокладки. Ее нужно проверять при том, когда автомобиль прошел около 200 тысяч. При этом может потребоваться чистка или замена клапанов, клапанных камер, шлифовка плоскости ГБЦ.
Ее нужно проверять при том, когда автомобиль прошел около 200 тысяч. При этом может потребоваться чистка или замена клапанов, клапанных камер, шлифовка плоскости ГБЦ.
Аварийный ремонт может быть связан с прогоранием клапанов, разрывом ремня ГРМ, нарушением положения меток газораспределения.
Если пробег автомобиля приближается к показателю 350 тысяч, потребуется капитальный ремонт ГБЦ. Многие запчасти в результате эксплуатации износились, потому потребуется частичная или полная реставрация узла.
Ремонт головки блока цилиндров
двигатель в деталях
г. Москва, ул. Шарикоподшипниковская, 13, стр.50
(ВНИМАНИЕ! Заезд с улицы 2-я Машиностроения между домами 23 и 25)
Ремонт деталей двигателей: +7 (495) 287 15 87
[email protected] [email protected] схема проезда
Дополнительный пункт приема деталей: +7(495) 795 52 20
МО, Люберцы, Котельнический проезд, 14
Диагностика, снятие/установка/ремонт двигателей:
+7 (495) 795 52 20

Ремонт головок блока (ремонт ГБЦ)- объемный комплекс работ, требующий достаточное количество специального оборудования для ремонта ГБЦ, высококвалифицированного персонала и богатого опыта. При дефектации ГБЦ мы обязательно проверяем:
- — зазор «клапан-втулка»
- — длину клапана
- — выступание стержня клапана
- — износ и биение стержня клапана
- — смещение оси распредвала
- — высоту головки блока
- — привалочные плоскости
Все это параметры напрямую влияют на работу двигателя. Таким образом, по результатам дефектации головки блока цилиндров, мы получаем полное представление о головке блока, вплоть до того, как она ремонтировалась в «прошлой жизни» (о чем хозяин автомобиля часто даже не подозревает), и можем предложить оптимальную схему ремонта головки блока.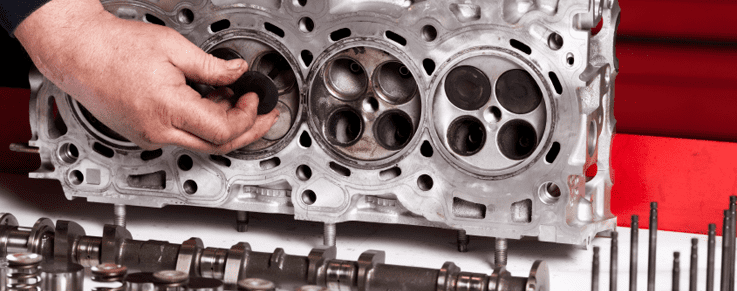 К сожалению, не все производители предоставляют информацию о допустимых значениях необходимых для ремонта головок блока. Поэтому на основании более чем 10-летнего опыта мы создали свою базу данных по ремонту ГБЦ.
К сожалению, не все производители предоставляют информацию о допустимых значениях необходимых для ремонта головок блока. Поэтому на основании более чем 10-летнего опыта мы создали свою базу данных по ремонту ГБЦ.
Помимо стандартного комплекса работ по ремонту ГБЦ
(замена маслосъемных колпачков,
замена направляющих втулок клапанов,
притирка клапанов, правка фасок) объективно необходимо проводить опресовку ГБЦ. Опресовка ГБЦ производится на специальном оборудовании, путем перекрытия каналов охлаждения головки и подачи воздуха под давлением. Головка блока погружается в специальную ванну наполненную водой температурой примерно 80-90 градусов, имитирующей рабочую среду, и производится контроль утечек воздуха. Если таковых не имеется, то производится стандартный, оговоренный с заказчиком комплекс работ по ремонту ГБЦ, если найдены утечки, то обговаривается с клиентом дальнейшая судьба такой головки: ремонт сваркой с полным восстановлением или замена таковой.
Особое внимание при ремонте ГБЦ следует уделить плоскости головки блока. Даже если головка «ровная», то самостоятельно очистить ГБЦ от старой прокладки без повреждений и царапин практически невозможно. В таких случаях мы рекомендуем включить в комплекс работ обработку плоскости «как чисто». Величина съема минимальна (порядка 0,03мм) и на выходе Вы получаете ИДЕАЛЬНО чистую плоскость ГБЦ. Если приходится снимать больше (искривление плоскости после перегревов, например), то необходимо учесть величину съема для подбора ремонтной прокладки ГБЦ.
Участок по ремонту головок блока компании «ЦЕНТР МОТОР ЮГ» оснащен современным оборудованием компаний AZ (Италия), Kick-Way (США), Carmec (Словения). Также выполняются сложные работы по сварке трещин головок блока с применением современной установки аргонно-дуговой сварки.
| Наименование работ | Тип автомобиля | Стоимость (руб) |
|---|---|---|
| Опрессовка ГБЦ: | ВАЗ, ГАЗ, Ока, Таврия | 580 |
| иномарки | 404 (за цилиндр) | |
| Дефектация ГБЦ (стоимость за клапан): | отечественные автомобили | 17 |
| иномарки | 18 | |
| Обработка плоскости головки блока: | отечественные автомобили | 830 |
| иномарки | от 302 (за цилиндр) | |
| Ремонт ГБЦ, полная программа: | ВАЗ 2101-21083, Таврия | 3 100 |
| ГАЗ 406, ВАЗ 2112 | 6 200 | |
| Рассухарить клапана (стоимость за клапан): | ВАЗ, ГАЗ, Ока, Таврия | 27 |
| иномарки | 46 | |
| Засухарить клапана(стоимость за клапан): | ВАЗ, ГАЗ, Ока, Таврия | 27 |
| иномарки | 53 | |
| Замена маслосъемного колпачка (стоимость за клапан): | ВАЗ, ГАЗ, Ока, Таврия | 27 |
| иномарки | 64 | |
| Замена направляющих втулок: | ВАЗ, ГАЗ , Ока, Таврия | 100 (за одну) |
| иномарки | 289 (за одну) | |
| Замена направляющих втулок с изготовлением втулок: | 788 (за одну) | |
|
Правка седла и фаски клапана («притирка»): |
ВАЗ, ГАЗ, Ока, Таврия | 168 (за одну пару «седло-клапан) |
| иномарки | 289 (за одну пару «седло-клапан) | |
| Замена седла с изготовлением седла: | ВАЗ, ГАЗ, Ока, Таврия | 660 |
| иномарки | 1 271 | |
| При выполнении штучной работы | +20% | |
Ремонт головки блока цилиндров и газораспределительного механизма
Ремонт головки блока цилиндров и газораспределительного механизма
Основные дефекты головок блока цилиндров: трещины или сколы, раковины, риски, царапины, коробление поверхности прилегания головки к блоку цилиндров, изнашивание седел клапанов, изнашивание или срыв резьбы в резьбовых отверстиях, изнашивание отверстий под втулки клапанов, нарушение герметичности головки блока.
Рис. 1. Восстановление клапанных гнезд фрезерованием
а — фрезой черновой — 45°; б — фрезой черновой — 75е; в — фрезой черновой—15°; г — фрезой чистовой — 45°; д — схема образования рабочей фаски гнезда при фрезеровании; В — ширина рабочей фаски
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Трещины или сколы заваривают газовой сваркой аце-тиленокислородным, пропанбутаново-кислородным пламенем или аргонодуговой сваркой.
При изнашивании или срыве резьбы в резьбовых отверстиях головки цилиндров ставят ввертыши, спиральные вставки или нарезают резьбу ремонтного размера.
Коробление поверхности прилегания к блоку цилиндров устраняют шлифованием и фрезерованием. Неплоскостность поверхности прилегания после шлифования не должна превышать 0,05 мм по всей длине головки.
Наиболее распространенным дефектом головки цилиндров является износ рабочей фаски клапанных гнезд.
При небольших износах клапанов и гнезд герметичность сопряжения может быть восстановлена притиркой клапанов к гнездам. При больших износах клапанных гнезд их ремонтируют, восстанавливая геометрическую форму, ширину фаски и ее расположение.
Наиболее распространенным способом ремонта гнезд является фрезерование. Для этого применяют набор специальных фрез (зенковок) в количестве четырех штук. Черновой фрезой с углом 45° снимают слой металла до выведения следов износа. При этом ширина фаски увеличивается. Для того чтобы уменьшить ширину фаски, нижнюю часть ее подрезают фрезой с углом 75°, а верхнюю — фрезой с углом 15°, Чистовой фрезой с углом 45° зачищают поверхность фаски и доводят окончательно ее ширину до требуемой величины. Ширина фасок гнезд впускных и выпускных клапанов различна.
Во время фрезерования стержень оправки фрезы должен плотно (с зазором не более 0,05 мм) входить в отверстие отремонтированной направляющей втулки клапана. В последнее время вместо фрез применяют зенковки с твердосплавными пластинками.
После фрезерования гнезд для обеспечения плотного прилегания к ним клапанов при сборке головки требуется притирка фаски клапана к гнезду. На передовых ремонтных заводах в направляющие втулки вставляются цанговые стержни, и фрезы вращаются на этих неподвижных стержнях, при этом исключается износ направляющих втулок при фрезеровании. Угол заточки чистовых фаз несколько увеличен (на 1°) по сравнению с углом заточки клапана. Это обеспечивает плотное прилегание клапана к гнезду без последующей притирки.
Недостатком ремонта гнезд клапанов фрезерованием является то, что снимается значительный слой металла. В результате этого головки сравнительно быстро выбраковываются.
Вставные стальные гнезда клапанов, плохо поддающиеся фрезерованию, восстанавливают шлифованием. Шлифование фасок клапанных гнезд производят планетарно-шлйфовальными приборами различных марок, наиболее распространены ОПР-1334А, 2447, ЗИЛ X—7270. Частота вращения шлифовального круга 7200 об/мин. На шлифованной поверхности фасок гнезд клапанов не допускаются раковины и риски.
Изношенные клапанные гнезда восстанавливают также наплавкой или установкой колец. При восстановлении клапанных гнёзд наплавкой применяют горячую газовую сварку, используя в качестве присадки чугунные прутки марки А или выбракованные поршневые кольца и флюсы ФСЧ:1, АНП-1, АНП-2. При восстановлении изношенных клапанных гнезд запрессовкой новых колец гнезда растачивают на требуемую глубину с большой точностью. Кольца изготовляют из специального чугуна или стали 45. Для облегчения установки колец и увеличения прочности посадки перед запрессовкой головку блока (блок) рекомендуется нагреть до 380…420°С, а кольца охладить в сухом льде. После запрессовки на кольцах изготавливают фаски под клапаны. Изношенные вставные седла клапанов заменяют ремонтными, изготовленными из специального чугуна. Для выпрессовки колец применяют съемники различных конструкций.
В клапанах изнашиваются фаски, тарелки и стержни по диаметру и торцу. Эти дефекты устраняют шлифованием на специальных станках ОПР-823 (СШК-3) или Р-108.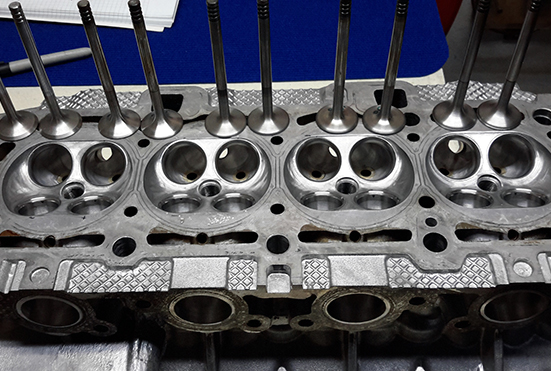 Сначала шлифуют торец стержня, а затем стержень, после чего обрабатывают фаску тарелки до выведения следов износа. Перед шлифованием клапанов проверяют прямолинейность стержней. Проверка проводится индикатором, непрямолинейность стержня допускается до 0,05 мм.
Сначала шлифуют торец стержня, а затем стержень, после чего обрабатывают фаску тарелки до выведения следов износа. Перед шлифованием клапанов проверяют прямолинейность стержней. Проверка проводится индикатором, непрямолинейность стержня допускается до 0,05 мм.
Изношенные стержни клапанов можно шлифовать на уменьшенный размер, восстанавливать осталиванием или хромированием. Овальность и конусность стержня клапана после шлифования не должны превышать 0,02 мм. Из выбракованных клапанов путем проточки и шлифования можно изготовить клапаны меньшего размера для использования в других двигателях.
Изношенные тарелки клапанов можно восстанавливать напеканием металлических порошков. Втулки, изношенные внутри, могут восстанавливаться развертыванием под увеличенный стержень клапана.
По мере работы двигателя пружины клапанов теряют упругость и получают усадку. Контроль упругости клапанных пружин проводят на универсальном приборе для проверки упругости пружин и поршневых колец (см. рис. 93, а). Коромысло прибора выполнено по типу коромысла десятичных весов и имеет две шкалы: килограммовую и граммовую, по которым можно перемещать основной и дополнительный грузы. Выверив прибор установкой грузов на нулевые деления и закрепив каретку по высоте пружины или кольца, их сжимают до определенной длины. Пользуясь весовым коромыслом с гирями, определяют силу упругости сжатой пружины и сравнивают ее с техническими условиями.
рис. 93, а). Коромысло прибора выполнено по типу коромысла десятичных весов и имеет две шкалы: килограммовую и граммовую, по которым можно перемещать основной и дополнительный грузы. Выверив прибор установкой грузов на нулевые деления и закрепив каретку по высоте пружины или кольца, их сжимают до определенной длины. Пользуясь весовым коромыслом с гирями, определяют силу упругости сжатой пружины и сравнивают ее с техническими условиями.
Пружины с недостаточной упругостью могут быть восстановлены накаткой роликом или способом термической фиксации. Накатка пружин проводится с помощью приспособления, устанавливаемого в резцедержатель токарного станка. Пружину надевают на валик, установленный в центры станка, и одним концом закрепляют на нем. Накатку пружин клапанов проводят при давлении 2…4 кН, шаг 14…16 мм, частота вращения шпинделя 80… …100 об/мин. Число проходов 2…3.
При восстановлении пружины способом термической фиксации ее растягивают за концы зажимами приспособления до необходимой длины и через нее пропускают электрический ток. После того как пружина нагрелась до 400…450°С (о чем судят по времени нагрева и интенсивному испарению масла на поверхности), ее освобождают из зажимов и охлдждают на воздухе.
После того как пружина нагрелась до 400…450°С (о чем судят по времени нагрева и интенсивному испарению масла на поверхности), ее освобождают из зажимов и охлдждают на воздухе.
Существует способ восстановления упругости пружин термической обработкой. Вначале пружину отжигают при температуре 920 °С, затем надевают на оправку-шаблон, который придает пружине необходимый шаг в длину. Под закалку пружину нагревают вместе с оправкой до температуры 810 °С. Закаляют пружину в масле и отпускают при температуре 310°С. Аналогичной термообработке подвергают новые пружины, изготовляемые навивкой в тисках. Для навивки пружин вручную необходимо иметь металлическую оправку (с отверстием на конце) диаметром на 2…3 мм менее внутреннего диаметра витков требующейся пружины, так как после навивки пружина распускается и увеличивается в диаметре. Свободный конец проволоки вставляется в отверстие оправки, после чего она зажимается в тисках между двумя обрезками дерева твердой породы. Вращая оправку, навивают пружину требуемой длины. Дефектные пружины с трещинами или сломанные заменяют новыми.
Дефектные пружины с трещинами или сломанные заменяют новыми.
Плотность посадки клапанов в их гнездах достигают притиркой. При притирке фаску клапана и гнезда смазывают тонким слоем пасты ГОИ или пасты, состоящей из одной части микропорошка М20…М28 и двух частей масла. Перед притиркой под тарелку устанавливается слабая пружина, которая поднимает клапан на 10…15 мм над плоскостью головки. Притирку выполняют вручную с помощью коловоротов (рис. 2), дрелей, специальных пневматических машин или на притирочном станке М-3. Притирка заключается в попеременном поворачивании клапана в одну сторону на XU оборота и на 73 оборота в другую сторону. При изменении направления вращения и одновременном поднятии коловорота (или дрели) клапан приподнимается подложенной пружиной, при этом вместе с возвратно-вращательным движением его следует постепенно поворачивать в каком-либо одном направлении, Притирку продолжают до тех пор, пока на конических поверхностях тарелки и седла не образуется ровная матовая кольцевая полоска.
Рис. 2. Ручная притирка клапана двигателя коловоротом
Рис. 3. Прибор для проверки качества пртирки клапанов (а) к его использование (б)
Разрывы этой полоски, а также заметное ее углубление на поверхности тарелки не допускаются. Ширина матовой полоски для двигателей различных марок составляет 1…2 мм. Верхняя ее кромка должна отстоять от края цилиндрического пояска не менее чем на 1,5 мм.
Притирка клапанов —трудоемкая и длительная операция. Поэтому на ремонтных предприятиях ее выполняют на притирочных станках в течение 2…3 мин. На станке М-3 можно одновременно притирать до 12 клапанов. Станок имеет 12 шпинделей, которые приводятся в движение от электродвигателя через ряд передаточных механизмов, при этом каждому шпинделю сообщаются возвратно-вращательное и возвратно-поступательное движения, а также угловое смещение, подобно тому, как это делается при ручной притирке.
Качество притирки контролируют с помощью краски или карандаша путем испытания на просачивание керосина или воздуха. В первом случае на фаску клапана и гнезда наносят карандашом метки через 90°. Клапан вставляют в гнездо и, прижимая, повертывают на 1/4 оборота. При удовлетворительной притирке метки должны стереться. Для проверки фасок на краску последнюю наносят на конусную часть калибра и вставляют в седло. Краска должна ложиться на фаску седла непрерывным кольцевым слоем шириной не менее Уз ширины фаски.
В первом случае на фаску клапана и гнезда наносят карандашом метки через 90°. Клапан вставляют в гнездо и, прижимая, повертывают на 1/4 оборота. При удовлетворительной притирке метки должны стереться. Для проверки фасок на краску последнюю наносят на конусную часть калибра и вставляют в седло. Краска должна ложиться на фаску седла непрерывным кольцевым слоем шириной не менее Уз ширины фаски.
Для испытания на просачивание керосина клапан собирают и в окна под клапаны заливают керосин. Притирка считается удовлетворительной, если в течение 3…5 мин керосин не просачивается между притертыми поверхностями.
Плотность прилегания клапанов к гнездам испытывают на просачивание воздуха с помощью прибора, показанного на рис. 3. Если под металлическим стаканом в течение 7г ч давление 0,07 МПа, нагнетаемое грушей, удерживается, то клапан притерт удовлетворительно.
У валика коромысла изнашивается наружная поверхность в сопряжении с втулками. Изношенные валики восстанавливают вибродуговой наплавкой с последующим шлифованием на нормальный диаметр. Валики коромысел могут быть восстановлены и осталиванием с последующим шлифованием или напеканием металлических порошков.
Валики коромысел могут быть восстановлены и осталиванием с последующим шлифованием или напеканием металлических порошков.
Наиболее частыми дефектами коромысел клапанов являются износ бойков, внутренних поверхностей втулок, ослабление посадки втулок в коромыслах и износ резьбы под регулировочный винт. При незначительном износе бойкоз по высоте их шлифуют вручную на обдирочно-шлифовальном станке, выдерживая требуемый радиус закругления. При износе на глубину 2…3 мм боек наплавляют и шлифуют. Во время шлифования должна быть обеспечена параллельность цилиндрической поверхности бойков относительно оси отверстия под втулку. При износе резьбы в коромысле под регулировочный винт конец коромысла осаживают с боков в горячем состоянии, просверливают по кондуктору отверстие и нарезают резьбу нормального размера. Втулку коромысла с изношенной внутренней поверхностью заменяют.
У толкателей изнашиваются поверхности стержня и тарелки. Стержни толкателей восстанавливают вибродуговой наплавкой, применяя проволоку из высокоуглеродистой стали, или напеканием металлических порошков. После наплавки или напекания стержень толкателя шлифуют на шлифовальном станке. Восстанавливать стержни толкателей хромированием не рекомендуется, так как это приводит к быстрому износу направляющих в блоке. Тарелки толкателей современных двигателей наплавлены тонким слоем отбеленного чугуна, поэтому при их шлифовании снимают очень тонкий слой (до 0,3 мм), необходимый только для выведения следов износа.
После наплавки или напекания стержень толкателя шлифуют на шлифовальном станке. Восстанавливать стержни толкателей хромированием не рекомендуется, так как это приводит к быстрому износу направляющих в блоке. Тарелки толкателей современных двигателей наплавлены тонким слоем отбеленного чугуна, поэтому при их шлифовании снимают очень тонкий слой (до 0,3 мм), необходимый только для выведения следов износа.
При больших износах тарелку наплавляют электродуговой сваркой электродом Т-590 или чугуном с помощью газового пламени. Для того чтобы не произошел отпуск стержня, толкатель при наплавке тарелки погружают в ванну с проточной водой таким образом, чтобы тарелка была над водой. Наплавленные тарелки шлифуют до определенной высоты.
У распределительных валов изнашиваются опорные шейки и кулачки. Возможен также изгиб вала. Для определения изгиба вал укладывают крайними шейками на призмы и индикатором определяют биение средней шейки. Если биение превышает 0,1 мм, вал правят под прессом. Опорные шейки распределительного вала при износе до овальности и конусности более 0,1 мм шлифуют до выведения следов износа. При этом в блок устанавливают втулки опорных шеек с уменьшенным внутренним диаметром. Шлифование шеек распределительного вала допускается до определенного диаметра, обусловленного толщиной цементированного или закаленного слоя. Изношенные до предела шейки восстанавливают вибродуговой наплавкой высокоуглеродистой сталью, после чего шлифуют до нормального диаметра. Возможно также восстановление шеек хромированием, твердым осталиванием или напеканием металлических порошков.
Опорные шейки распределительного вала при износе до овальности и конусности более 0,1 мм шлифуют до выведения следов износа. При этом в блок устанавливают втулки опорных шеек с уменьшенным внутренним диаметром. Шлифование шеек распределительного вала допускается до определенного диаметра, обусловленного толщиной цементированного или закаленного слоя. Изношенные до предела шейки восстанавливают вибродуговой наплавкой высокоуглеродистой сталью, после чего шлифуют до нормального диаметра. Возможно также восстановление шеек хромированием, твердым осталиванием или напеканием металлических порошков.
Кулачки распределительного вала, изнашиваясь, вызывают недопустимое уменьшение подъема клапанов и смещение в сторону запаздывания момента начала и момента максимального открытия клапана. Кулачки, изношенные до выбраковочного размера, шлифуют на копировально-шлифовальном станке. При этом восстанавливают профиль кулачка, но с уменьшенными размерами. Кулачки могут быть восстановлены до нормального размера электродуговой наплавкой электродом Т-590 с последующим шлифованием. Изношенные втулки распределительного вала заменяют.
Изношенные втулки распределительного вала заменяют.
При сборке распределительного механизма должны быть строго выдержаны боковые зазоры в зацеплении распределительных шестерен. Обычно допустимое отклонение бокового зазора в зацеплении этих шестерен не должно превышать удвоенной величины этого зазора, имеющегося между новыми шестернями. Если при комплектовании старых шестерен с новыми требуемый зазор не обеспечивается, то старые шестерни бракуют.
Распределительный вал должен быть установлен в блок двигателя так, чтобы метки на его шестерне и на шестерне коленчатого вала совпадали между собой. В собранном механизме необходимо отрегулировать зазор между клапанами и толкателями (при нижнем расположении клапанов) и между клапанами и коромыслами (при верхнем расположении клапанов).
Ремонт ГБЦ / Всё для моторов
Ремонт ГБЦ
Мы Выполняем все виды ремонта головок блоков цилиндров (ГБЦ)
Современное оборудование и богатая практика наших высококвалифицированных мотористов позволяет ремонтировать и восстанавливать практически любые ГБЦ, как для легковых автомобилей, так и для всей линейки коммерческого транспорта и дорожной техники в короткие сроки.
Мы производим следующие работы по ремонту ГБЦ:
1. Химическая Мойка Головки блока Цилиндров.
Отмытая ГБЦ — позволяет более детально произвести дефектовку и высококачественную сборку. Все агрегаты, поступающие в работу, обязательно проходят трех этапную стадию мойки специальными химическими растворами!
Предварительная мойка ГБЦ удаляет сильные загрязнения перед крупно узловой разборкой, следующий этап мойки головки блока производиться после ее разборки и позволяет полностью вымыть шламовые масляные отложения даже из самых скрытых и недоступных мест и каналов, что исключает попадание грязных деталей в процесс ремонта. При финальной сборке Головки блока производиться мойка всех деталей ГБЦ специальными химическими моющими средствами для идеальной сборки ГБЦ.
2. Шлифовка головки блока цилиндров из чугуна или алюминия.
При неисправности системы охлаждения двигателя и перегреве первым делом выходит из строя Головка Блока Цилиндров, что вызывает попадание охлаждающей жидкости в систему смазки автомобиля или наоборот в большинстве случаев большей деформации подвержены цилиндры расположенные в средней части блока цилиндров.
При Деформации плоскости ГБЦ требуется проведение работ по восстановлению привалочной плоскости головки блока цилиндров к блоку двигателя, которая выполняется на высокоточном станке Электроника 73 с проведением обязательных промеров кривизны ГБЦ, допустимая деформация плоскости головки блока цилиндров 0.06-0.07 мм.
После проведения замеров кривизны Головки блока Цилиндров подбирается оптимальный вариант ремонта ГБЦ методом шлифования или фрезерования.
3. Проверка на герметичность (опрессовка)
Опрессовка ГБЦ необходима процедура при ремонте двигателя внутреннего сгорания.
Как правило, большинство клиентов пытается сэкономить на проведении опрессовки головки блока цилиндров, что приводит не к реальной экономии, а на оборот к дополнительным растратам.
После установки ГБЦ на двигатель и первого запуска — появляются пузырьки в расширительном бачке или того хуже попадает антифриз в моторное масло… Повторный разбор ДВС для опрессовки головки блока цилиндров!
После проведения опрессовки ГБЦ выявляются ее недостатки:
а.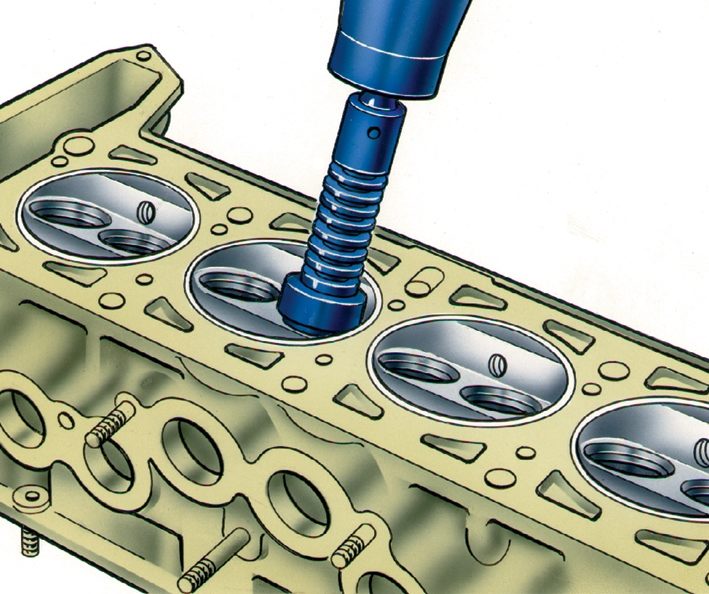 Искривление привалочной плоскости — отправляется на шлифовку
Искривление привалочной плоскости — отправляется на шлифовку
б. Выявление трещин — ремонтные работы (сварка, замена стаканов форсунок)
Своевременно выявленная трещина существенно сократит затраты на последующий ремонт двигателя.
Как правило, появление трещин в ГБЦ вызвано перегревом двигателя или использованием охлаждающей жидкости не рекомендованной заводом изготовителем в зимний период.
Процедура опрессовки ГБЦ кажется достаточно простой:
а. Головка Блока Цилиндров фиксируется на прессовочном стенде.
б. Все отверстия и штуцера ГБЦ закрываются при помощи резиновых заглушек.
в. Потом головка блока цилиндров опускается в емкость с температурой воды 75-79 градусов, что способствует раскрытию микротрещин.
г. Через не заглушенный штуцер создается избыточное давление в 0.8 МПа для выявления мест утечки.
4. Дефектовка клапанного механизма
I Промер.
После мойки и полного разбора головки блока цилиндров производится промер всех элементов ГБЦ,
- — проверяется ГБЦ на наличие износа постелей и осевого биения распредвалов.
- — промеряются стержни клапанов на износ.
- — осматриваются седла и тарелки клапанов на микротрещины и отсутствие раковин.
- — промеряются и осматриваются направляющие втулки клапанов.
ВСЕ детали не соответствующие таблице допусков Выбраковываются и составляется акт дефектовки.
II Замена направляющих втулок клапанов.
После диагностики головки блока цилиндров при выявлении дефекта втулок клапанов производиться замена направляющих,
- 1. Производиться нагрев ГБЦ до 100 градусов
- 2. На специальном стенде при помощи оправки производиться выпрессовка направляющей втулки клапана.
- 3. Если отверстие под направляющую втулку разбито, то выполняются ремонтные работы по восстановлению посадочного отверстия.

- 4. Охлаждаем новую втулку клапана и запрессовываем в посадочное отверстие в ГБЦ.
III Притирка клапанов
В завершении работ по установке клапанного механизма производится притирка клапанов.
Клапана головки блока цилиндров притираются при помощи специально абразивной пасты, до появления ровной притирочной поверхности по всему периметру тарелки клапана. После проведения притирки клапанов — Обязательно проводиться опрессовка при помощи вакуума на выявление утечки.
По окончании выполнения работ по притирки клапанов и проведения опрессовки производится финишная майка головки блока цилиндров.
IV. Замена маслосъемных колпачков.
На восстановленную Головку Блока Цилиндров устанавливаются новые маслосъемные колпачки (сальники клапанов). Для Установки новых маслосъемных колпачков используется специальная оправка подбираемая по диаметру стержня клапана. Маслосъемные колпачки и от них зависит непопадание масла из головки блока цилиндров по стержню клапана в рабочий цилиндр двигателя и обеспечивает надежную работу двигателя. Рекомендуем: Устанавливать только оригинальные маслосъемные колпачки или заменители рекомендованные заводом изготовителем.
Рекомендуем: Устанавливать только оригинальные маслосъемные колпачки или заменители рекомендованные заводом изготовителем.
V Замена седла клапана.
При визуальной дефектовке головки блока цилиндров и обнаружении повреждения седла клапана:
— выявлены раковины
— выявлена просадка седла от предыдущих ремонтов или при исчерпании ресурса двигателя.
Седло клапана подлежит замене! Работы по замене седла клапана должен выполнять только высококвалифицированный моторист с большим опытом работы, так как процесс запрессовки нового седла достаточно сложен и требует определенной квалификации. Перед установкой нового седла клапана в головку блока цилиндров производиться охлаждение детали жидким азотом, а потом запрессовывается в разогретую ГБЦ, быстрота проведения операции и профессионализм мастера гарантирует правильную установку седла клапана в головку блока цилиндров, так как нужно успеть запрессовывать седло клапана в ГБЦ пока еще действует охлаждающий эффект азота.
VI Установка футорки под свечу.
При невозможности произвести ремонтные работы свечного отверстия — восстановления резьбы, производится установка специально изготовленной резьбовой вставки под свечу — Футорки.
Футорка имеет увеличенный диаметр наружной части и для ее установки специальным метчиком в свечном отверстии нарезается резьба большего диаметра, в которую устанавливается футорка.
Методы ремонта головки блока цилиндров с трещинами
Трещины обычно образуются, когда головка блока цилиндров подвергается слишком большой тепловой нагрузке. Потеря охлаждающей жидкости, сильный перегрев, а также внезапные перепады рабочей температуры с горячей на холодную могут создать условия, вызывающие образование трещин.
Кажется, что многие головки блока цилиндров обречены на растрескивание с самого начала из-за их легкой конструкции и конструкции. В частности, алюминиевые головки верхних распредвалов (OHC) часто деформируются, а также трескаются. Но то же самое можно сказать и о многих чугунных головках с толкателями.
Но то же самое можно сказать и о многих чугунных головках с толкателями.
Нажмите здесь, чтобы узнать больше
Трещины часто называют причиной поломки головки. Во многих случаях трещины не являются причиной отказа, а являются симптомом другой основной проблемы, такой как перегрев, детонация или неправильная установка (неправильный момент затяжки болтов головки блока цилиндров, грязная резьба болтов и т. д.).
Почему образуются трещины
Трещины обычно образуются, когда головка блока цилиндров подвергается слишком большой тепловой нагрузке. Потеря охлаждающей жидкости, сильный перегрев, а также внезапные перепады рабочей температуры с горячей на холодную могут создать условия, вызывающие образование трещин.
При нагревании металл расширяется. Алюминий расширяется почти в два раза быстрее, чем чугун, что создает несоответствие скорости расширения биметаллических двигателей с алюминиевыми головками и чугунными блоками. Тем не менее, головки рассчитаны на определенное нормальное расширение. Но повышенные рабочие температуры могут вытолкнуть головку за пределы расчетных пределов, что приведет к деформации металла. Это, в свою очередь, может привести к образованию трещин при охлаждении и сжатии металла.
Но повышенные рабочие температуры могут вытолкнуть головку за пределы расчетных пределов, что приведет к деформации металла. Это, в свою очередь, может привести к образованию трещин при охлаждении и сжатии металла.
Когда головки верхних кулачков нагреваются, они часто набухают и изгибаются посередине. Это может привести к заклиниванию или поломке распределительного вала OHC, а также к образованию трещин на нижней стороне головки. Головки толкателей не такие толстые, как головки OHC, поэтому они менее уязвимы для такого рода нагрузок и деформации. Но даже головки толкателей имеют свой предел, и при слишком сильном нажатии они также деформируются и трескаются.
Все головки должны быть тщательно проверены на наличие трещин с использованием различных методов, прежде чем приступать к каким-либо механическим работам. Лучше узнать, что головка треснула, прежде чем переделывать направляющие и седла клапанов, чем потом. Думайте об обнаружении трещин как о своей первой линии защиты от камбэков.
Наличие трещин не обязательно означает необходимость замены головки блока цилиндров. На самом деле, многие треснувшие головки, которые когда-то считались «неремонтопригодными», сейчас чинят. Ремонт треснутой головки блока цилиндров всегда сопряжен с определенным риском, но при правильном выполнении обычно намного дешевле, чем замена треснутой головки на новую или бывшую в употреблении отливку.
Большинство мелких трещин в чугунных и алюминиевых головках можно устранить с помощью штифта. Более крупные трещины в алюминиевых головках обычно требуют сварки TIG (вольфрам в среде инертного газа). Более крупные трещины в чугунных головках часто можно устранить с помощью сварки в печи или сварки пламенем.
Сварка в печи большой чугунной головки дизельного двигателя часто стоит затраченных усилий из-за высокой стоимости отливки, но она также имеет экономический смысл для многих чугунных головок легковых автомобилей последних моделей, если головку можно отремонтировать за меньшую стоимость нового или бывшего в употреблении литья. Многие головки последних моделей довольно дороги и их трудно найти, поэтому некоторые головки, которые были бы утилизированы из-за трещин, теперь ремонтируются и возвращаются в эксплуатацию. Все зависит от рыночной стоимости головки и стоимости ее замены на новую или бывшую в употреблении отливку. Чем выше стоимость головки и чем выше стоимость ее замены, тем больше смысла ремонтировать головку, а не заменять ее.
Многие головки последних моделей довольно дороги и их трудно найти, поэтому некоторые головки, которые были бы утилизированы из-за трещин, теперь ремонтируются и возвращаются в эксплуатацию. Все зависит от рыночной стоимости головки и стоимости ее замены на новую или бывшую в употреблении отливку. Чем выше стоимость головки и чем выше стоимость ее замены, тем больше смысла ремонтировать головку, а не заменять ее.
Эта отрасль была признана «зеленой» еще до того, как «зеленая» стала модной, и эта тенденция сохраняется. Согласно результатам Профиля рынка механических цехов за 2011 год, ежегодно утилизируется меньше головок – мы обнаружили, что 18 процентов дизельных головок и еще меньше алюминиевых головок (14,9 процента) отправляются в утиль. Но после ремонта многие реставраторы продолжают доверять работу специалистам. Результаты нашего опроса показывают, что половина респондентов говорят, что они сами ремонтируют трещины в алюминиевой головке блока цилиндров, и только 25 процентов самостоятельно ремонтируют головку дизельного двигателя.
Интересно посмотреть КАК ремонтируют треснувшие головки блока цилиндров. На алюминиевых головках трещины завариваются в 77% случаев. Для дизельных головок сварка выполняется в 41% случаев. Штифтование остается наиболее часто используемым методом ремонта чугунных головок цилиндров — в 2010 году респонденты опроса заявили, что сварка выполнялась всего в 14% случаев, а штифтование — 86% работ.
Штифтование трещин
Штифтование является наиболее часто используемым методом ремонта трещин в чугунных головках, потому что это быстро, надежно и дешево. Его также можно использовать для ремонта алюминиевых отливок. Штифтование — это относительно простая техника для изучения и использования, она не требует каких-либо специальных инструментов, кроме сверла, направляющего приспособления и метчика, и не использует тепло.
Этот метод включает в себя просверливание отверстий в обоих концах трещины, чтобы предотвратить ее распространение, затем просверливание отверстий с различными интервалами по длине трещины, установку штифтов внахлест для заполнения трещины, а затем проковку штифтов с помощью пневматического молота, чтобы запечатайте и зашкурьте поверхность. Можно использовать конические штифты или прямые штифты.
Можно использовать конические штифты или прямые штифты.
Конические штифты втягиваются в щель при затягивании для обеспечения герметичности по всей длине штифта. Это происходит из-за того, что резьба как на коническом штифте, так и на отверстии имеет посадку с натягом. Герметик на самом деле не нужен, но его можно использовать для дополнительной страховки. Отверстия для конических штифтов должны быть тщательно нарезаны вручную коническим метчиком, а штифты затянуты вручную.
Прямые штифты, для сравнения, могут быть установлены с помощью обычного прямого метчика и электродрели. Прямые штифты, однако, должны быть герметизированы коническим выступом на одном конце штифта и/или герметиком.
Если трещина проходит по внешнему краю или углу, которые требуют поддержки для удержания сторон трещины вместе, или если трещина находится в области, которая может открыться или разорваться, когда отливка находится под нагрузкой или нагревается, обычные булавки не будут работать. Одним из решений является использование «замков» для скрепления двух сторон трещины и/или использование специальных штифтов с рисунком резьбы «спиральный крючок» или «обратный шаг». Эти штифты могут на самом деле скрепить трещину, а не просто заполнить ее.
Одним из решений является использование «замков» для скрепления двух сторон трещины и/или использование специальных штифтов с рисунком резьбы «спиральный крючок» или «обратный шаг». Эти штифты могут на самом деле скрепить трещину, а не просто заполнить ее.
Трещины в тонких участках отливки (тоньше 1/8?) трудно ремонтировать, поскольку толщина металла недостаточна для поддержки резьбы на стандартном штифте. В этих случаях для заполнения трещины необходимо использовать очень маленькие штифты.
В некоторых случаях трещину между седлами клапанов часто можно устранить с помощью одного штифта из мягкой стали с потайным заплечиком. Стальной штифт лучше всего подходит для этого применения, потому что он лучше выдерживает нагрев, чем чугунный штифт. После того, как трещина будет устранена, сиденья можно подвергнуть повторной обработке. Не должно быть необходимости резать головку для установки вставок седла клапана.
Техника сварки
Сварку чугуна в печи часто называют «черным искусством» ремонта трещин, потому что она требует большого количества тепла и навыков оператора. Научиться сваривать чугун в печи — это не то, что неопытный сварщик может быстро освоить. Те, кто освоил этот процесс, говорят, что для его освоения требуется от шести месяцев до года постоянной практики. Если бы это было так просто, все бы этим занимались. Это не так, и поэтому некоторые мастерские создали для себя успешную нишу, специализируясь на печной сварке чугунных головок.
Научиться сваривать чугун в печи — это не то, что неопытный сварщик может быстро освоить. Те, кто освоил этот процесс, говорят, что для его освоения требуется от шести месяцев до года постоянной практики. Если бы это было так просто, все бы этим занимались. Это не так, и поэтому некоторые мастерские создали для себя успешную нишу, специализируясь на печной сварке чугунных головок.
Чтобы сварить в печи чугунную головку, ее сначала предварительно нагревают до 1300 градусов по Фаренгейту (вишнево-красный цвет) в печи. Этот шаг абсолютно необходим, чтобы свести к минимуму тепловой удар и расслабить металл, чтобы он не деформировался при воздействии горелки на отливку.
Из-за высоких температур при сварке в печи индукционная закалка цельных седел клапанов обычно разрушается. Это может потребовать замены седла выхлопа, чтобы седла не вылетали, когда головка возвращается в эксплуатацию. По этой причине некоторые мастерские предпочитают пропаивать трещины в сварных швах, а не печной шов. При сварке пайкой работа может выполняться при температуре от 800 до 900 градусов, чтобы голова не нагревалась.
При сварке пайкой работа может выполняться при температуре от 800 до 900 градусов, чтобы голова не нагревалась.
Другим методом ремонта трещин в чугунных головках и блоках является сварка пламенем (порошком). Этот процесс похож на пайку, но для высокопрочного ремонта используется никелевый порошок и специальная горелка.
Основной метод газопламенной сварки чугуна существует уже более 40 лет. Его главное преимущество заключается в том, что он проще и быстрее, чем сварка в печи.
Сварка пламенем может обеспечить прочный и долговечный ремонт, такой же, как сварка в печи, но с меньшим выделением тепла. Голову все еще нужно предварительно и догревать, но не так сильно и не так долго. Для сварки распылением требуется предварительный нагрев от 1000 до 1400 градусов по Фаренгейту. Только область сварки нагревается, поэтому риск деформации минимален.
Для сварки газопламенным распылением используются порошки на основе никеля и требуется специальная горелка. Сварочная горелка с кислородно-ацетиленовым распылением оснащена бункером с триггерным управлением, который подает никелевый порошок в пламя.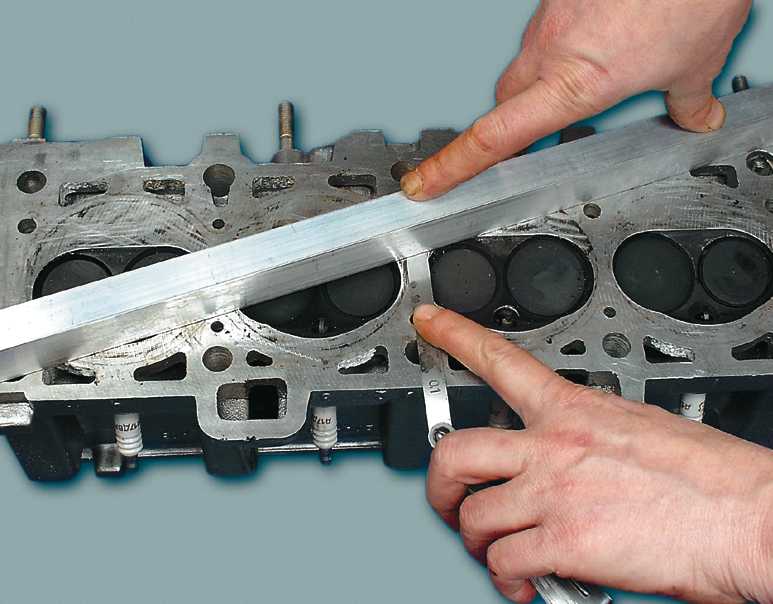 Когда порошок подвергается воздействию пламени, он плавится и прилипает к краям трещины, заполняя область ремонта. Этот процесс похож на пайку, но приводит к гораздо более прочному ремонту. Порошок можно использовать для заполнения отверстий и трещин, а также для восстановления изношенных или поврежденных седел клапанов.
Когда порошок подвергается воздействию пламени, он плавится и прилипает к краям трещины, заполняя область ремонта. Этот процесс похож на пайку, но приводит к гораздо более прочному ремонту. Порошок можно использовать для заполнения отверстий и трещин, а также для восстановления изношенных или поврежденных седел клапанов.
Процесс идет очень быстро и может заполнить трехдюймовую дыру менее чем за минуту. При печной сварке может потребоваться в три раза больше времени, чтобы заполнить отверстие того же размера, а затем деталь должна медленно охлаждаться в течение нескольких часов, чтобы она не растрескалась.
Сварке пламенем легче научиться, чем сварке в печи, но все же требуется обучение и время для обучения.
Трещины в алюминиевых головках чаще всего ремонтируют методом сварки ВИГ (хотя с небольшими доступными трещинами также работает штифт). Головка должна быть чистой, обезжиренной и сухой, прежде чем полностью расшлифовать трещину. Простая шлифовка поверхности и сварка трещины, скорее всего, будут временным решением проблемы, потому что основная трещина все еще существует и будет продолжать расти. После шлифовки поверхность металла следует очистить проволочной щеткой из нержавеющей стали.
После шлифовки поверхность металла следует очистить проволочной щеткой из нержавеющей стали.
При контакте с воздухом алюминий образует оксидное покрытие, которое загрязняет сварной шов и препятствует плавлению. Сварщик TIG предотвращает образование оксидного слоя, промывая сварной шов постоянной подачей инертного газа (обычно аргона). Переменный ток используется для поочередного нагревания металла и выжигания образующегося оксида.
Поскольку алюминий может треснуть при воздействии слишком большого количества тепла в концентрированной области, головку необходимо предварительно нагреть в печи до 450–550 градусов по Фаренгейту, чтобы устранить тепловое напряжение. Дополнительное тепло также облегчает сварку головки, поскольку алюминий быстро отводит тепло от зоны сварки. Поддержание головки в горячем состоянии — один из способов успешной сварки алюминия, который требует работы в помещении без сквозняков и периодического повторного нагрева головки.
Методы сварки различаются, но основная идея заключается в расплавлении окружающего металла и заполнении трещины расплавленным металлом и присадочной проволокой. Опытный сварщик может даже «переделать» сильно поврежденный участок, сохранив головку, которая в противном случае превратилась бы в хлам. Самые прочные сварные швы получаются при использовании присадочной проволоки из того же сплава, что и головка, или очень близкого к нему.
Опытный сварщик может даже «переделать» сильно поврежденный участок, сохранив головку, которая в противном случае превратилась бы в хлам. Самые прочные сварные швы получаются при использовании присадочной проволоки из того же сплава, что и головка, или очень близкого к нему.
После сварки необходимо дать головке медленно остыть. Длительное медленное охлаждение снимает напряжение в металле, которое, если его не снять, может привести к растрескиванию.
Легко??Нет. Прибыльно? Если все сделать правильно, то можно очень хорошо заработать.
Ознакомьтесь с нашими Руководствами для производителей двигателей, чтобы узнать о партнерах по штифтам и сварке.
Что делать с треснувшей головкой блока цилиндров в дизельном двигателе
Мы вернулись с новой информацией о головке блока цилиндров! Недавно мы говорили о том, когда вам может понадобиться восстановить поверхность головки, а теперь мы рассмотрим, что вам следует делать, если вы обнаружите, что в головке блока цилиндров вашего дизельного двигателя есть трещины между клапанами.
Когда ребята собирают свой двигатель, головка блока цилиндров часто всплывает. Читайте дальше, чтобы узнать, что делать, если у вас трещины в голове.
Нужна информация о конкретной головке? Наши сертифицированные специалисты ASE могут помочь!
В моей головке цилиндров могут быть трещины?
Трещины между клапанами — это неисправность, о которой мы часто слышим при работе с головками цилиндров. Когда мы говорим о трещинах, мы смотрим на нижнюю часть вашей головы. Вы можете увидеть трещины между седлами клапанов.
Некоторыми распространенными причинами появления трещин в головке блока цилиндров являются перегрев и тяжелые условия эксплуатации. Прочтите наш анализ неудач «Почему у меня треснула голова?» чтобы узнать больше об этих причинах.
Эти трещины могут вызвать дополнительные проблемы с двигателем, включая загрязнение масла, точечную коррозию и повреждение блока цилиндров, а также повреждение цилиндров. Это может привести к гораздо более серьезному провалу. Трещины в вашей голове определенно не то, что вы хотите игнорировать. Но что вы можете сделать?
Что делать с трещинами в головке блока цилиндров?
Так у тебя эти трещины в голове. Это заставляет большинство парней говорить: «Чувак, мне нужно купить новый набор головок».
Совершенно понятно. Кто хочет вернуть треснувшую головку двигателю, на который вы только что потратили целую кучу денег?
Но одна из вещей, в которой мы должны убедиться, это то, что вы в первую очередь устраните проблему, которая вызывает трещины.
Когда у вас есть головка блока цилиндров, обычно чугунная, металл не трескается сам по себе. Это не просто так утомляет. Обычно он трескается по какой-то причине.
Возможно, у вас лопнула прокладка ГБЦ, и она наполнила цилиндр горючим газом, который вытеснил охлаждающую жидкость.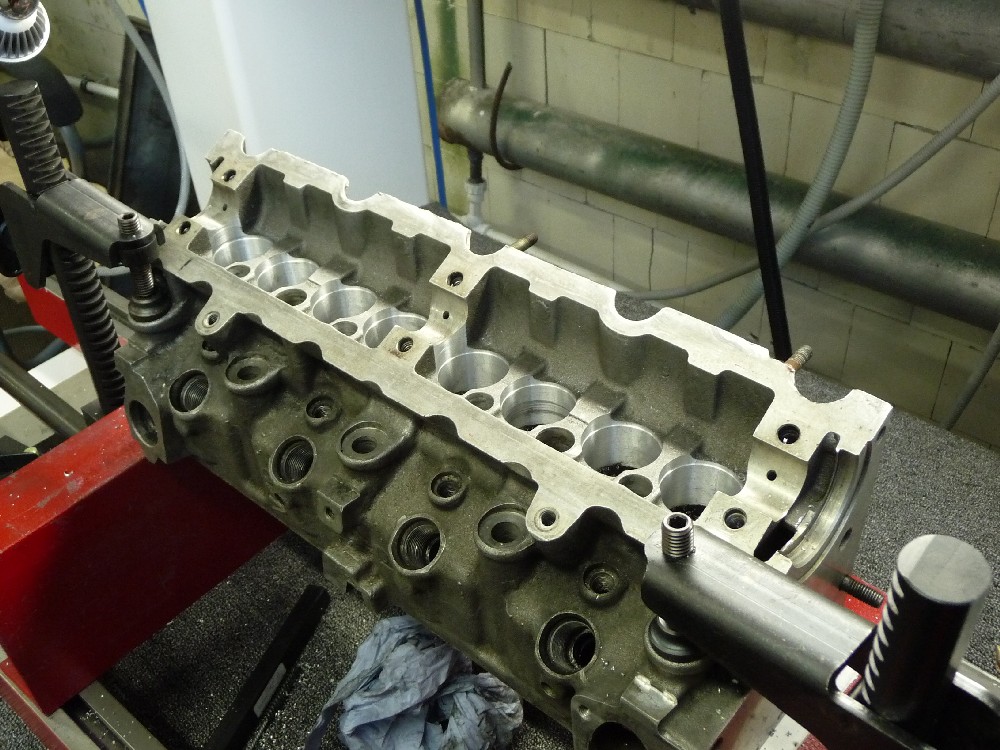 Это означает, что ваша головка блока цилиндров не может рассеивать тепло, поэтому она перегревается в той конкретной области, где образуются эти пузырьки воздуха, и головка трескается.
Это означает, что ваша головка блока цилиндров не может рассеивать тепло, поэтому она перегревается в той конкретной области, где образуются эти пузырьки воздуха, и головка трескается.
Какой бы ни была причина, убедитесь, что вы ремонтируете ее, прежде чем заменять головку, чтобы предотвратить повторный отказ ваших новых компонентов.
Можете ли вы устранить трещины в головке блока цилиндров?
Понятно. Замена ГБЦ стоит денег. Поэтому некоторые парни говорят: «Эй, как я могу исправить эту трещину на моей головке цилиндров?»
На это мы скажем да, трещины можно исправить, но это гораздо более сложный процесс, чем вы думаете. Чтобы сделать это правильно, требуется много технологий.
Вы не просто хотите заварить трещину. Это не всегда капитальный ремонт. Вместо этого вы хотите использовать процедуру повторной отливки, при которой трещины выдолбляются, а расплавленный материал заливается обратно в эту трещину и повторно отливает эту головку цилиндров. Затем его переделывают для качественного ремонта.
Затем его переделывают для качественного ремонта.
Это не то, что может сделать большинство парней, и это действительно отнимает много времени.
Вот почему мы предлагаем полные головки цилиндров, восстановленные или новые, и это то, что вам нужно, чтобы восстановить работоспособность вашего двигателя и проехать еще миллионы миль. Ознакомьтесь с нашими признаками необходимости замены головки блока цилиндров, чтобы узнать о других причинах, по которым вам может понадобиться новая головка.
Если вам нужна помощь в установке головки блока цилиндров дизельного двигателя, у нас есть несколько полезных советов по установке!
Поэтому, когда вы заменяете головку блока цилиндров, если у вас есть трещины, убедитесь, что вы устраняете общую проблему. Проверьте выступ вкладыша и убедитесь, что вы не собираетесь взорвать еще одну прокладку головки блока цилиндров. Мы хотим, чтобы вы прошли еще миллион миль!
Нужна помощь с головкой блока цилиндров или другим компонентом дизельного двигателя? У нас есть сертифицированные специалисты ASE, которые помогут вам! Позвоните им по телефону 844-304-7688 или запросите расценки онлайн!
Последние статьи
Темы
- Удовлетворенность клиентов Наш приоритет №1 – это наш клиент
- Быстрая доставка
* Отправка в тот же день, если заказ сделан до 14:00 по восточному поясному времени.

- Возврат без проблем Легкий возврат или возмещение
- Свяжитесь с нами по электронной почте Получите ответы от профессионалов
- 844.215.3406
Пн–Пт: 8:00–17:00 по восточному поясному времени
Суббота: 8:00–15:00 по восточному поясному времени
Да, J-B Weld может починить треснувшую головку блока цилиндров, но…
Есть несколько автомобильных афоризмов, которыми люди разбрасываются, как хот-доги на барбекю, когда на самом деле хотят чизбургер. Один из них, увидев фотографию аварии, говорит: «Это пройдет». Другой — «LS1 it» (поставить двигатель Corvette на машину, нуждающуюся в двигателе, обычно это жалкая крыса, которая стоит меньше, чем LS1). Оба высказывания обычно преподносятся с большой долей иронии. А вот третий, «Just J-B Weld it», часто говорят серьезно.
Существует множество двухкомпонентных эпоксидных смол, но компания J-B Weld имеет очень хорошую репутацию в автомобильном мире не только для склеивания пластика с пластиком, пластика с металлом и металла с металлом, но и не только для ремонта сломанных бит в щепотка, но ремонт настолько силен, что он граничит с полупостоянным решением.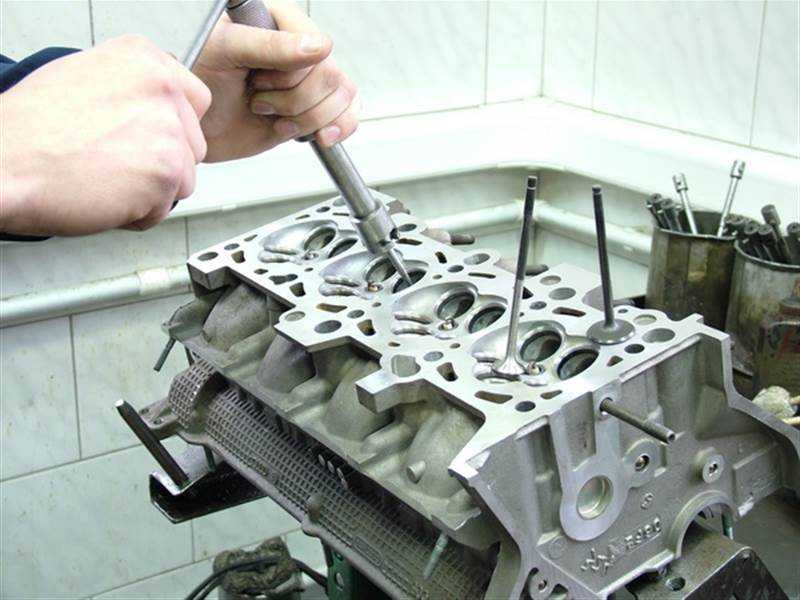 Я держу трубки J-B KwikWeld в своем дорожном комплекте на случай, если произойдет что-то странное, например, оторвется горловина охлаждающей жидкости от радиатора или корпуса термостата, или сломается крепление генератора. По крайней мере, это дает вам шанс вернуться домой.
Я держу трубки J-B KwikWeld в своем дорожном комплекте на случай, если произойдет что-то странное, например, оторвется горловина охлаждающей жидкости от радиатора или корпуса термостата, или сломается крепление генератора. По крайней мере, это дает вам шанс вернуться домой.
Но я никогда раньше не использовал J-B Weld для ремонта треснувшей головки блока цилиндров. И мысль о том, что это было бы разумно сделать, я отнеслась к этому с тем же скептицизмом, если не с откровенным пренебрежением, как и когда я обсуждал проблемы, с которыми столкнулся при переборке двигателя моей Lotus Europa, и люди говорили: «Просто LS1». это», думая, что они умны или забавны.
Вот фон. У меня есть BMW 2002tii 1972 года, тема моей книги Ran When Parked. Я купил автомобиль, очень оригинальный пример с патиной времени и использования, невиданный в Луисвилле около трех лет назад. Он не работал десять лет. Я отправился туда с инструментами и запчастями и воскресил его там, где он стоял, найдя жилье благодаря доброте людей, которых я знаю через Американский автомобильный клуб BMW. Я запустил его, и шесть дней спустя он был достаточно хорошо отлажен, чтобы я проехал на нем 1000 миль обратно в Бостон.
Я запустил его, и шесть дней спустя он был достаточно хорошо отлажен, чтобы я проехал на нем 1000 миль обратно в Бостон.
Но утечка масла на выхлоп грозила сорвать поездку. Утечка произошла из-за того, что шпилька крышки клапана в левом нижнем углу головки была сорвана в своем отверстии и, таким образом, не была затянута, что препятствовало герметизации этого угла крышки клапана. Это привело к тому, что масло капало прямо на водосточную трубу, что представляло явную опасность возгорания. В свое время я восстановил сорванную резьбу с помощью Time-Sert (helicoil). Автомобиль все еще, казалось, просачивал небольшое количество масла через резьбу на одну из шпилек выхлопной трубы, но это обычная проблема, так как нижние шпильки выхлопной трубы вкручиваются непосредственно в область стока масла на нижней стороне головки. Я добрался до дома без происшествий, а той весной проехал на машине еще 2000 миль на другие мероприятия.
Затем 2002tii был принят в экспозицию в музее BMW Car Club Foundation в Грире, Южная Каролина, посвященную 50-летию BMW 2002 года. В феврале 2018 года я приготовился отвезти машину в музей.
В феврале 2018 года я приготовился отвезти машину в музей.
Снял клапанную крышку для регулировки клапанов и пришел в ужас когда нашел первопричину течи масла. Оказалось, что зачищенное отверстие под шпильку клапанной крышки было лишь верхушкой айсберга. Цилиндрическая втулка, в которую вкручивалась шпилька, треснула. Затягивание гайки на шпильке только привело к тому, что трещина стала шире. Масло, которое, как я думал, просачивалось сквозь резьбу выхлопной шпильки, вероятно, просачивалось через трещину.
Ситуация была не из лучших. Мне не нравилась идея тратить деньги на доставку машины туда и обратно. Я подумывал сообщить музею, что он недоступен из-за механических проблем.
Источник проблемы — треснувшая бобышка внутри ГБЦ. Rob Siegel Далее я увидел, что кто-то ранее пытался заделать трещину изнутри синим RTV. Это подтвердило то, о чем я давно думал: когда вы находите давно бездействующую машину, которая якобы «едет, когда припаркована», обычно есть причина, по которой она была припаркована, и часто эта причина заключается в том, что владельцу предстоял дорогостоящий ремонт. Поэтому, когда вы покупаете давно умерший автомобиль, вам все равно нужно пройти необходимые шаги по устранению того, что бездействовало годами (полная очистка топливной системы, замена масла, прокрутка двигателя, прокачка тормозов и т. д.). ), но часто вы ждете, пока другой ботинок упадет с точки зрения реальная причина, по которой эта штука ушла с дороги. В этом случае, учитывая синий RTV на трещине, судмедэкспертиза показалась довольно ясной.
Поэтому, когда вы покупаете давно умерший автомобиль, вам все равно нужно пройти необходимые шаги по устранению того, что бездействовало годами (полная очистка топливной системы, замена масла, прокрутка двигателя, прокачка тормозов и т. д.). ), но часто вы ждете, пока другой ботинок упадет с точки зрения реальная причина, по которой эта штука ушла с дороги. В этом случае, учитывая синий RTV на трещине, судмедэкспертиза показалась довольно ясной.
Но потом я подумал, ну, я проехал на этой машине 3000 миль с момента ее воскрешения, и течь масла не стала хуже. Может быть, трещина, знаете ли, стабильна.
Как говорится, отрицание — не просто река в Египте.
Итак, в феврале 2018 года я плотно загерметизировал крышку клапана с помощью Permatex «The Right Stuff» (идея заключалась в том, что этот сверхпрочный герметик предотвратит утечку масла через прокладку крышки клапана без необходимости затягивания гайки). на шпильке в треснутую бобышку и взломайте трещину). Я успешно проехал на машине 1000 миль до Южной Каролины.
Я успешно проехал на машине 1000 миль до Южной Каролины.
BMW пробыл в музее почти год. Поскольку выставка закрывалась в январе 2019 года, я спустился, чтобы забрать ее. Я был готов ехать на нем домой, когда мне позвонила жена и сообщила, что в Бостоне бушует снежная буря, и добавила, что вдобавок к заботам о вождении ценного ржавого ретро-автомобиля без зимних шин по снегу и соли я даже не смог бы загнать машину в гараж, потому что на подъездной дорожке было два фута снега, а дверь гаража буквально примерзла. Мой друг, у которого на выставке было несколько автомобилей, услышал все это и сказал: «У меня есть прицеп для моих автомобилей. В нем есть место еще для одного. Хочешь, я просто пригоню твою машину к моему магазину в Цинциннати? Вы можете забрать его весной». Я ухватился за предложение.
Итак, машина остановилась в Цинциннати. Весна превратилась в лето. Вещи в моей личной жизни имели приоритет. Прежде, чем я знал это, это был октябрь. Мне позвонил кто-то, кто работает на моего друга, осторожно спросил, когда я собираюсь забрать машину, и, кстати, из нее вытекает изрядное количество масла.
Прежде, чем я знал это, это был октябрь. Мне позвонил кто-то, кто работает на моего друга, осторожно спросил, когда я собираюсь забрать машину, и, кстати, из нее вытекает изрядное количество масла.
Черт.
Я договорился о том, чтобы забрать машину в рамках дорожной поездки, в ходе которой я должен был оставить другую машину. Я привез с собой обычные дорожные инструменты, а также комплект прокладок для верхней части двигателя и различные герметики. Но если из машины хлестало масло или ездить было небезопасно, я особо не оставлял себе удобного выхода.
Когда я добрался до магазина моего друга, я узнал, что автомобиль был перемещен на склад неподалеку. Мы зажгли его, отвезли в мастерскую, быстро проверили, отмыли старое масло с передней и задней части головки, после чего я проехал на нем несколько миль.
Извлечение моего 2002tii из хранилища пентхауса. Rob Siegel Когда я вернулся и открыл капот, из затылка явно поднимался масляный дым. Мы поставили машину на подъемник и увидели, как масло капает прямо на водосточную трубу, но я не мог видеть источник. Я вытер нижний угол клапанной крышки бумажным полотенцем, но он оказался сухим, что указывало на то, что он не вытекал через прокладку клапанной крышки рядом с треснувшей втулкой.
Я вытер нижний угол клапанной крышки бумажным полотенцем, но он оказался сухим, что указывало на то, что он не вытекал через прокладку клапанной крышки рядом с треснувшей втулкой.
Парень в магазине использовал инспекционную камеру с гибким стержнем, чтобы посмотреть на нижний угол головы и поймал его в действии: нетривиальное количество масла вытекало из того, что явно было частью трещины который был перфорирован насквозь к внешней стороне головы.
Инспекционная камера, показывающая трещину (верхняя стрелка) и масляный канал вокруг цилиндра №4 (нижняя стрелка). Роб СигелДвойное проклятие.
Я снял клапанную крышку, что было непросто, так как герметик «Правильный материал» вцепился в прокладку мертвой хваткой. Я осмотрел трещину изнутри. Выглядело не хуже, чем я помнил. Но это не имело значения. Камера осмотра была окончательной. Из-за того, что масло активно капало на выхлопную трубу, управлять автомобилем было небезопасно. Какой паршивый и дорогой способ закончить поездку. Я начал проверять свой телефон на наличие рейсов в один конец и искать контактную информацию грузоотправителя, которым я недавно пользовался.
Я начал проверять свой телефон на наличие рейсов в один конец и искать контактную информацию грузоотправителя, которым я недавно пользовался.
Тогда я отступил. Рядом со мной был друг, у которого я мог остаться на ночь. Я дал себе день, чтобы найти решение. Я надеялся, что The Automotive Powers That Be бросят мне на колени полностью собранную головку блока цилиндров, но я также задавался вопросом, могу ли я просто отклонить поток масла.
Я смотрел на утечку и конфигурацию выхлопа, задаваясь вопросом, могу ли я купить одноразовую алюминиевую жаровню, вырезать и согнуть ее в щит, который предотвратит попадание масла в выхлоп, когда подошли два старших парня, которые работали в магазине. Я объяснил варианты, которые рассматривал, а затем небрежно сказал: «У меня есть J-B Weld». У меня на самом деле не было никакой энергии; это было просто к вашему сведению. Я полностью ожидал, что они скажут: «Я НЕНАВИЖУ , когда люди говорят: «Просто J-B Weld it». Они не понимают, о чем говорят. Вы не можете, черт возьми, J-B Weld треснувшую головку блока цилиндров».
Вы не можете, черт возьми, J-B Weld треснувшую головку блока цилиндров».
Однако, к моему удивлению, один из них сказал: «Это может сработать, если вы сделаете это место достаточно сухим и чистым. Я бы посоветовал промыть обе стороны трещины — внутри и снаружи — очистителем тормозов, а затем нагреть ее горелкой, чтобы вытянуть и сжечь остаточное масло. Факел также сожжет тот старый RTV, который там находится».
Другой парень добавил: «Мой совет — не просто забить J-B Weld в трещину, а обмазать им все окружающее пространство, как внутри, так и снаружи. И как только вы закончите, набейте кучу этой трубочной дури в то отверстие с резьбой в бобышке, где вы выстрелили в спиральную катушку. Это может помочь запечатать трещину изнутри. И ремонт не обязательно должен полностью устранять утечку масла; он просто должен сделать так, чтобы он не капал на выхлопную трубу».
Хорошо, тогда. Внезапно у меня появился план. Я взял с собой очиститель тормозов и J-B KwikWeld. Ребята в магазине одолжили мне фонарик. Я очистил и нагрел это место, а затем сделал это снова для верности. Я перепутал J-B KwikWeld и наложил его как внутри, так и снаружи. Внутри все было довольно просто, так как я мог видеть, что делаю, и наносил краску с помощью плоского куска деревянной мешалки для краски, но снаружи головы мне пришлось делать это вслепую, так как не было никакой возможности получить краску. прямая линия обзора на область с трещиной. Я просто взял большую глотку, намазал ее на пальцы своих нитриловых перчаток и нанес ее на область справа и выше отверстия свечи зажигания № 4, где, как я знал, была трещина.
Я очистил и нагрел это место, а затем сделал это снова для верности. Я перепутал J-B KwikWeld и наложил его как внутри, так и снаружи. Внутри все было довольно просто, так как я мог видеть, что делаю, и наносил краску с помощью плоского куска деревянной мешалки для краски, но снаружи головы мне пришлось делать это вслепую, так как не было никакой возможности получить краску. прямая линия обзора на область с трещиной. Я просто взял большую глотку, намазал ее на пальцы своих нитриловых перчаток и нанес ее на область справа и выше отверстия свечи зажигания № 4, где, как я знал, была трещина.
Пока J-B сохнет, я набил трубную пасту в отверстие шпильки, вкрутил шпильку и вытер излишки. Затем я нанес свежий валик Permatex «The Right Stuff» на верхнюю и нижнюю часть новой прокладки крышки клапана и затянул гайки на всех шпильках, кроме одной, ввернутой в треснувшую втулку; тот, который я только что надел на палец. Идея заключалась в том, что «Правильный материал» закроет этот угол даже без давления со стороны шпильки. По крайней мере, я на это надеялся.
По крайней мере, я на это надеялся.
На этикетке J-B KwikWeld указано, что он схватывается через шесть минут, полностью затвердевает через 4–6 часов и выдерживает температуру 300°F. Я ускорил отверждение с помощью тепловой пушки. Меньше чем через три часа мне стало очень тяжело. Я обкатал машину в магазине, затем взял ее на тест-драйв и не увидел абсолютно никаких утечек.
К ночи я проехал 230 миль до Хармони, штат Пенсильвания, а оставшиеся 620 миль до Бостона проехал на следующий день без происшествий.
Несмотря на то, что он до сих пор не протекает, я не считаю это постоянным или полупостоянным ремонтом. Тем не менее, я продолжаю водить машину, максимально используя ее, пока снег не переместится в Новую Англию. В это время я подергаю голову и, возможно, попытаюсь найти замену.
Итак, да, я полностью J-B сварил треснувшую головку блока цилиндров. Женщины любят меня, мужчины теперь хотят быть мной. Но прежде чем вы дадите мне почетный знак, давайте проясним: это не была трещина в камере сгорания, канале для воды или что-то еще под давлением. Это было на самом верху головы, а не внизу. Целью ремонта было просто остановить просачивание масла на выхлоп, а не держать компрессию.
Но прежде чем вы дадите мне почетный знак, давайте проясним: это не была трещина в камере сгорания, канале для воды или что-то еще под давлением. Это было на самом верху головы, а не внизу. Целью ремонта было просто остановить просачивание масла на выхлоп, а не держать компрессию.
Все еще круто, правда?
Итак, в следующий раз, когда кто-нибудь покажет мне фотографию поршня, который быстро вышел из блока, я буду тем парнем, который скажет: «Просто J-B Weld».
И, что касается моего BMW 2002tii, если патч J-B Weld не сработает и я не смогу найти головку блока цилиндров на замену, я всегда могу, знаете ли, просто LS1.
***
Роб Сигел ведет колонку Взломщик ™ для BMW CCA Roundel уже 33 года и является автором пяти автомобильных книг. Его новая книга « Воскрешение Берты: выкуп нашей свадебной машины после 26 лет хранения под номером » доступна на Amazon, как и другие его книги, такие как « Ran When Parking ». Вы можете заказать собственноручно подписанные копии здесь.
Что делать, если требуется ремонт головки блока цилиндров?
Были ли в вашем автомобиле симптомы неисправности головки блока цилиндров? Вы не знаете, какие шаги предпринять, чтобы отремонтировать головку блока цилиндров? К сожалению, выход из строя головки блока цилиндров случается, но его можно обнаружить заранее, если вы будете проинформированы. Понимая симптомы, причины и предупредительные меры, можно избежать выхода из строя головки блока цилиндров, сохраняя при этом качество двигателя.
Перед ремонтом головки блока цилиндров важно задать себе множество вопросов. Несмотря на то, что существует множество видеороликов о том, как починить головку блока цилиндров в домашних условиях, это должен делать знающий механик с использованием надежных запчастей от надежной компании, такой как Clearwater Cylinder Heads. Продолжайте читать, чтобы узнать, что делать, если головка блока цилиндров нуждается в ремонте.
Неисправность головки блока цилиндров можно выявить на ранней стадии, обращая внимание на видимые симптомы. Игнорирование симптомов может привести к дальнейшему повреждению двигателя и общей производительности автомобиля. Вот наиболее распространенные симптомы, на которые следует обратить внимание, если в вашем автомобиле возникла неисправность головки блока цилиндров.
Игнорирование симптомов может привести к дальнейшему повреждению двигателя и общей производительности автомобиля. Вот наиболее распространенные симптомы, на которые следует обратить внимание, если в вашем автомобиле возникла неисправность головки блока цилиндров.
- Утечка масла. Масло необходимо для обеспечения смазки головки блока цилиндров и отвода дополнительного тепла от двигателя. Если головка блока цилиндров повреждена или треснута, масло начнет вытекать. Вы можете обнаружить утечку масла, наблюдая за индикатором проверки двигателя.
- Утечка охлаждающей жидкости. Для поддержания температуры двигателя охлаждающая жидкость размещена вокруг двигателя. Подобно утечке масла, если головка блока цилиндров повреждена или треснута, начнет вытекать охлаждающая жидкость.
- Снижение производительности двигателя. Поскольку головка блока цилиндров является важным компонентом двигателя, выход из строя головки блока цилиндров проявляется в снижении производительности двигателя.
 Это будет наиболее заметно на склоне или после длительной остановки, так как двигатель будет работать с повышенной нагрузкой.
Это будет наиболее заметно на склоне или после длительной остановки, так как двигатель будет работать с повышенной нагрузкой. - Для правильной работы двигателя необходимо скопление газов и воздуха. Если компрессия недостаточна из-за негерметичных клапанов, это приведет к пропуску зажигания в двигателе. Пропуски зажигания не только вредят работе двигателя, но и сокращают расход бензина.
- Если все другие симптомы были проигнорированы, дым, как правило, является последним признаком неисправности головки блока цилиндров. Дым возникает из-за утечки выхлопных газов в двигатель. Хотя это происходит только в случае серьезного повреждения, важно как можно скорее отремонтировать или заменить!
Если у вашего автомобиля наблюдаются какие-либо из этих симптомов, мы настоятельно рекомендуем вам пройти техосмотр автомобиля, чтобы предотвратить дополнительное повреждение двигателя.
Что вызывает отказ головки блока цилиндров?
Зная, как определить неисправность головки блока цилиндров по симптомам, важно знать, что ее вызывает. Неисправность головки блока цилиндров чаще всего вызвана выходом из строя прокладки головки блока цилиндров, деформацией, выходом из строя клапана или растрескиванием. Поврежденная головка блока цилиндров перегревается, что создает дополнительную нагрузку на сам двигатель.
Неисправность головки блока цилиндров чаще всего вызвана выходом из строя прокладки головки блока цилиндров, деформацией, выходом из строя клапана или растрескиванием. Поврежденная головка блока цилиндров перегревается, что создает дополнительную нагрузку на сам двигатель.
Из-за естественного износа при вождении следует учитывать необходимость замены головки блока цилиндров в связи с окончанием срока ее службы. Со временем вождение автомобиля вызывает большую нагрузку на двигатель и его функции. Головки цилиндров рассчитаны на то, чтобы противостоять нагрузкам и повреждениям, но в конечном итоге транспортным средствам может потребоваться замена.
Как предотвратить поломку головки блока цилиндров?
В среднем срок службы головок цилиндров должен составлять пять или более лет, то есть при условии правильного профилактического ухода. Чтобы продлить срок службы головки блока цилиндров, рекомендуется своевременно проводить проверки и плановое техническое обслуживание. Квалифицированный механик знает, как предотвратить деформацию, растрескивание, пористое загрязнение или проблемы с прокладкой головки блока цилиндров. Кроме того, помимо запланированного технического обслуживания, мы рекомендуем поддерживать уровень охлаждающей жидкости на должном уровне, чтобы избежать перегрева.
Квалифицированный механик знает, как предотвратить деформацию, растрескивание, пористое загрязнение или проблемы с прокладкой головки блока цилиндров. Кроме того, помимо запланированного технического обслуживания, мы рекомендуем поддерживать уровень охлаждающей жидкости на должном уровне, чтобы избежать перегрева.
Видео о симптомах неисправности головки блока цилиндров и способах диагностики
Как часто следует заменять головку блока цилиндров?
Головки цилиндров следует заменять всякий раз, когда у вашего автомобиля появляются признаки неисправности. При правильном уходе новая головка блока цилиндров прослужит столько же, сколько и двигатель. Срок службы также сильно зависит от вашего среднего пробега. В общем, замена головки блока цилиндров сразу же после появления признаков неисправности позволит автомобилю работать так, как он должен, и прослужит дольше.
Срок службы также сильно зависит от вашего среднего пробега. В общем, замена головки блока цилиндров сразу же после появления признаков неисправности позволит автомобилю работать так, как он должен, и прослужит дольше.
Почему опасно ремонтировать самостоятельно?
Несмотря на то, что в Интернете есть множество видеороликов Как отремонтировать двигатель в домашних условиях , большинство видеороликов посвящено прокладке головки блока цилиндров, а не головке блока цилиндров. Если головка блока цилиндров заменена или установлена неправильно, это может нанести более долгосрочный ущерб двигателю и автомобилю. Некоторые люди пытаются отремонтировать свои головки цилиндров из-за фактора стоимости, но на самом деле это дает больше возможностей для оплаты ремонта повреждений.
Хотя может показаться заманчивым попытаться выполнить ремонт в одиночку, ремонт требует определенного уровня подготовки и опыта в области механики для эффективного выполнения работы. Поскольку ремонт является высокотехнологичным, к нему должен подходить профессиональный механик, чтобы обеспечить качество.
Поскольку ремонт является высокотехнологичным, к нему должен подходить профессиональный механик, чтобы обеспечить качество.
Кто имеет право ремонтировать головки цилиндров?
При поиске механика для ремонта головки блока цилиндров важно обращать внимание на качество и сроки выполнения работ. Не каждый механик или автомагазин может гарантировать такие же высокие стандарты. Наша миссия состоит в том, чтобы предоставить вам высококачественные восстановленные и восстановленные головки блока цилиндров. Каждый день мы работаем с механиками по всей Северной Америке, чтобы отремонтировать головки цилиндров в автомобилях с использованием деталей высшего качества.
Наше современное автономное производственное предприятие обеспечивает самое быстрое время выполнения работ в отрасли. Мы гордимся нашей качественной работой в сочетании с нашим обслуживанием клиентов. Хотя мы находимся в Клируотере, штат Флорида, мы отправляем более 1600 товаров *по всему миру*! У нас более 50 000 довольных клиентов по всему миру.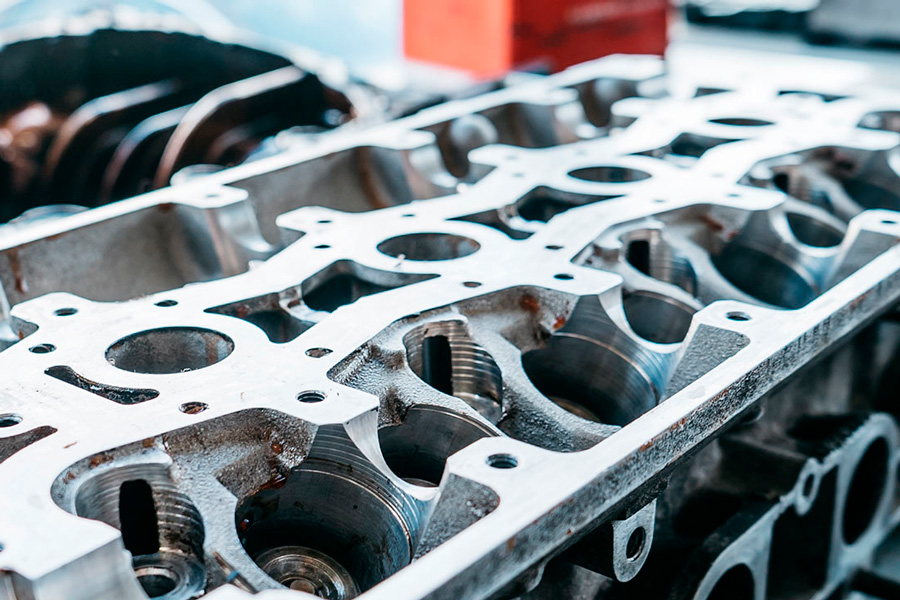 Если вы хотите купить новые или восстановленные головки блока цилиндров, обратите внимание на головки цилиндров Clearwater.
Если вы хотите купить новые или восстановленные головки блока цилиндров, обратите внимание на головки цилиндров Clearwater.
Топ 5 автомобилей, нуждающихся в ремонте двигателя
По данным Consumer Reports, эти конкретные модели автомобилей и годы выпуска были наиболее проблематичными в плане необходимости полного ремонта двигателя. Они собрали свои данные из своих ежегодных автомобильных обзоров, чтобы определить модели с наибольшим количеством проблемных областей при небольшом возрасте и пробеге.
- 2014 Киа Оптима
- 2013 Киа Соренто
- 2013 Хендай Санта Фе
- 2011 Хендай Соната
- 2012 Субару Форестер
https://www.consumerreports.org/car-repair-maintenance/cars-that-are-most-likely-to-need-an-engine-rebuild-what-to-buy/
Купить сменные головки в Clearwater Cylinder Head
Имея более 50 000 довольных клиентов и более 25 лет работы, Clearwater Cylinder Head уделяет первостепенное внимание удовлетворению потребностей клиентов благодаря нашим высококачественным головкам цилиндров. В связи с ростом спроса на отремонтированные головки цилиндров наше предприятие в Клируотере, штат Флорида, занимается производством головок цилиндров самого высокого качества по всей стране.
В связи с ростом спроса на отремонтированные головки цилиндров наше предприятие в Клируотере, штат Флорида, занимается производством головок цилиндров самого высокого качества по всей стране.
Наши сотрудники ориентированы на качество, чтобы обеспечить наилучшее производство, проверку, восстановление и замену головок цилиндров на всех автомобилях. Если вашему автомобилю требуется замена головки блока цилиндров, звоните нам. Наша команда будет рада помочь вам с любыми вопросами, касающимися выбора головки блока цилиндров.
Чтобы узнать о новых головках блока цилиндров для вашего автомобиля, позвоните нам по бесплатному номеру 1-800-572-1963 . Мы с нетерпением ждем возможности служить вам!
XK Ремонт головки блока цилиндров | Клубы Jaguar Северной Америки
Страница в разработке
Ослабленные направляющие толкателей: Наиболее распространенный ремонт головок цилиндров XK связан с ослаблением одной или нескольких направляющих толкателей. Направляющая толкателя представляет собой стальную втулку, обработанную для запрессовки в головку в качестве направляющей для толкателя клапана. Он плотно прилегает и в нормальных условиях не двигается. Симптомом является стук, обычно заметный в области крышки выпускного кулачка, хотя симптом может появиться и на стороне впуска. Это происходит из-за перегрева двигателя, в результате чего алюминий головки расширяется от направляющей, позволяя направляющей выйти из головки вместе с толкателем, в результате чего направляющая соприкасается с кулачком кулачка. чтобы подняться, см. изображения) Направляющая толкателя, начиная с подъема. Заводской метод блокировки толкателей Jaguar. Метод блокировки Coventry West, начинающийся с правой стороны и заканчивающийся на левой стороне. Чрезмерно сколотая направляющая толкателя. Для подтверждения проблемы необходимо снять крышки кулачков. Если владельцу повезло, и он не запускал двигатель слишком долго, пока возникал симптом, возможно, ему не нужно было заменять какие-либо толкатели.
Направляющая толкателя представляет собой стальную втулку, обработанную для запрессовки в головку в качестве направляющей для толкателя клапана. Он плотно прилегает и в нормальных условиях не двигается. Симптомом является стук, обычно заметный в области крышки выпускного кулачка, хотя симптом может появиться и на стороне впуска. Это происходит из-за перегрева двигателя, в результате чего алюминий головки расширяется от направляющей, позволяя направляющей выйти из головки вместе с толкателем, в результате чего направляющая соприкасается с кулачком кулачка. чтобы подняться, см. изображения) Направляющая толкателя, начиная с подъема. Заводской метод блокировки толкателей Jaguar. Метод блокировки Coventry West, начинающийся с правой стороны и заканчивающийся на левой стороне. Чрезмерно сколотая направляющая толкателя. Для подтверждения проблемы необходимо снять крышки кулачков. Если владельцу повезло, и он не запускал двигатель слишком долго, пока возникал симптом, возможно, ему не нужно было заменять какие-либо толкатели. На этом этапе можно использовать заводской метод блокировки направляющих без снятия кулачков. Однако, если направляющие повреждены или сломаны, кулачки необходимо снять, чтобы осмотреть поврежденные направляющие (тяжелый случай с поврежденной направляющей клапана на 4-м рисунке). Кроме того, поскольку крышки клапанов сняты, самое время отрегулировать клапана. Осмотр направляющих со снятыми кулачками покажет только некоторые сценарии. Лепесток может маркировать один или несколько толкателей, оставляя их практически неповрежденными. Иногда направляющая будет немного приподнята и будет выглядеть выше, чем другие, и если это так, ее следует вернуть на место, прежде чем зафиксировать. Удар лепестком может стереть часть обода направляющей, оставив зазубренный край. Это не обязательно вызывает проблемы, если толкатель плавно перемещается в направляющей, а край направляющей можно использовать для одного из способов блокировки, описанных ниже. Если направляющая сломана, то на ее место придется установить другую.
На этом этапе можно использовать заводской метод блокировки направляющих без снятия кулачков. Однако, если направляющие повреждены или сломаны, кулачки необходимо снять, чтобы осмотреть поврежденные направляющие (тяжелый случай с поврежденной направляющей клапана на 4-м рисунке). Кроме того, поскольку крышки клапанов сняты, самое время отрегулировать клапана. Осмотр направляющих со снятыми кулачками покажет только некоторые сценарии. Лепесток может маркировать один или несколько толкателей, оставляя их практически неповрежденными. Иногда направляющая будет немного приподнята и будет выглядеть выше, чем другие, и если это так, ее следует вернуть на место, прежде чем зафиксировать. Удар лепестком может стереть часть обода направляющей, оставив зазубренный край. Это не обязательно вызывает проблемы, если толкатель плавно перемещается в направляющей, а край направляющей можно использовать для одного из способов блокировки, описанных ниже. Если направляющая сломана, то на ее место придется установить другую. Бывшие в употреблении направляющие легче устанавливать, чем новые. Это связано с тем, что новые большеразмерны снаружи и меньше внутри. Это требует специальной обработки головки, а затем направляющей толкателя после ее установки для обеспечения надлежащего зазора. Не все механические мастерские способны выполнять эту работу должным образом, поэтому хорошая бывшая в употреблении направляющая обычно является гораздо менее дорогим выбором. У Jaguar есть специальный комплект для блокировки направляющих толкателей (центральное изображение выше). Пластины устанавливаются над кромками направляющих и не упираются в алюминий головки под направляющими. Болтовые отверстия для крепления пластин к головке выравниваются и отмечаются через отверстия в пластинах. Отверстия просверливаются до необходимого размера и используются саморезы. Мы в Coventry West сверлим и нарезаем резьбовые отверстия над направляющей в местах, где алюминий является существенным и где не препятствует смазке. Затем мы устанавливаем винты с головкой под ключ, чтобы закрепить направляющую.
Бывшие в употреблении направляющие легче устанавливать, чем новые. Это связано с тем, что новые большеразмерны снаружи и меньше внутри. Это требует специальной обработки головки, а затем направляющей толкателя после ее установки для обеспечения надлежащего зазора. Не все механические мастерские способны выполнять эту работу должным образом, поэтому хорошая бывшая в употреблении направляющая обычно является гораздо менее дорогим выбором. У Jaguar есть специальный комплект для блокировки направляющих толкателей (центральное изображение выше). Пластины устанавливаются над кромками направляющих и не упираются в алюминий головки под направляющими. Болтовые отверстия для крепления пластин к головке выравниваются и отмечаются через отверстия в пластинах. Отверстия просверливаются до необходимого размера и используются саморезы. Мы в Coventry West сверлим и нарезаем резьбовые отверстия над направляющей в местах, где алюминий является существенным и где не препятствует смазке. Затем мы устанавливаем винты с головкой под ключ, чтобы закрепить направляющую. (Изображение выше, второе справа). Когда направляющая гремит, она фактически «выплывает» из корпуса головки, поэтому головки винта достаточно, чтобы удерживать направляющую. Мы продолжаем использовать наш метод, поскольку мы разработали его за много лет до того, как Jaguar выпустил решение проблемы. Естественно, мы считаем, что наш метод лучше, но оба метода работают одинаково хорошо. В целях профилактического обслуживания рекомендуется заблокировать направляющие толкателя вниз. Если вы решите отрегулировать клапаны или крышки кулачков сняты для очистки или полировки, самое время заблокировать направляющие толкателей.
(Изображение выше, второе справа). Когда направляющая гремит, она фактически «выплывает» из корпуса головки, поэтому головки винта достаточно, чтобы удерживать направляющую. Мы продолжаем использовать наш метод, поскольку мы разработали его за много лет до того, как Jaguar выпустил решение проблемы. Естественно, мы считаем, что наш метод лучше, но оба метода работают одинаково хорошо. В целях профилактического обслуживания рекомендуется заблокировать направляющие толкателя вниз. Если вы решите отрегулировать клапаны или крышки кулачков сняты для очистки или полировки, самое время заблокировать направляющие толкателей.
Трещины из-за перегрева: Прежде чем приступить к работе с головкой, в первую очередь необходимо проверить проблемную зону – трещины. Сразу оговоримся, что голова ХК трескается редко и обычно это происходит от сильного перегрева. Трещины трудно увидеть невооруженным глазом, поэтому мы герметизируем водные каналы головы и герметизируем водяную рубашку воздухом, пока голова погружена в воду. Если на головке есть трещина, это проявляется в виде мелких пузырьков, выходящих из пораженного участка. Длинная трещина между свечными отверстиямиТрещина между свечным отверстием и седлом клапанаБольшая трещина от камеры сгорания до водяного канала Трещины появляются в типичных местах. Одной из часто видимых областей является тонкая линия, отходящая от расширительной свечи (обычно называемая замораживающими свечами) между цилиндрами 3 и 4 и входящая в отверстие для свечи зажигания. (См. рисунок вверху слева) У ранних головок здесь была резьбовая заглушка вместо расширительного типа. Эти ранние головки кажутся менее склонными к растрескиванию. Трещины также обнаруживаются между седлом клапана и примыкающим к нему отверстием для свечи зажигания. (См. рисунок второй слева вверху). Почти любую трещину можно отремонтировать, но стоимость ремонта необходимо сравнить со стоимостью головки, чтобы оправдать работу. Ранние головки обычно пронумерованы и сопоставлены с автомобилем, а более поздние — нет.
Если на головке есть трещина, это проявляется в виде мелких пузырьков, выходящих из пораженного участка. Длинная трещина между свечными отверстиямиТрещина между свечным отверстием и седлом клапанаБольшая трещина от камеры сгорания до водяного канала Трещины появляются в типичных местах. Одной из часто видимых областей является тонкая линия, отходящая от расширительной свечи (обычно называемая замораживающими свечами) между цилиндрами 3 и 4 и входящая в отверстие для свечи зажигания. (См. рисунок вверху слева) У ранних головок здесь была резьбовая заглушка вместо расширительного типа. Эти ранние головки кажутся менее склонными к растрескиванию. Трещины также обнаруживаются между седлом клапана и примыкающим к нему отверстием для свечи зажигания. (См. рисунок второй слева вверху). Почти любую трещину можно отремонтировать, но стоимость ремонта необходимо сравнить со стоимостью головки, чтобы оправдать работу. Ранние головки обычно пронумерованы и сопоставлены с автомобилем, а более поздние — нет.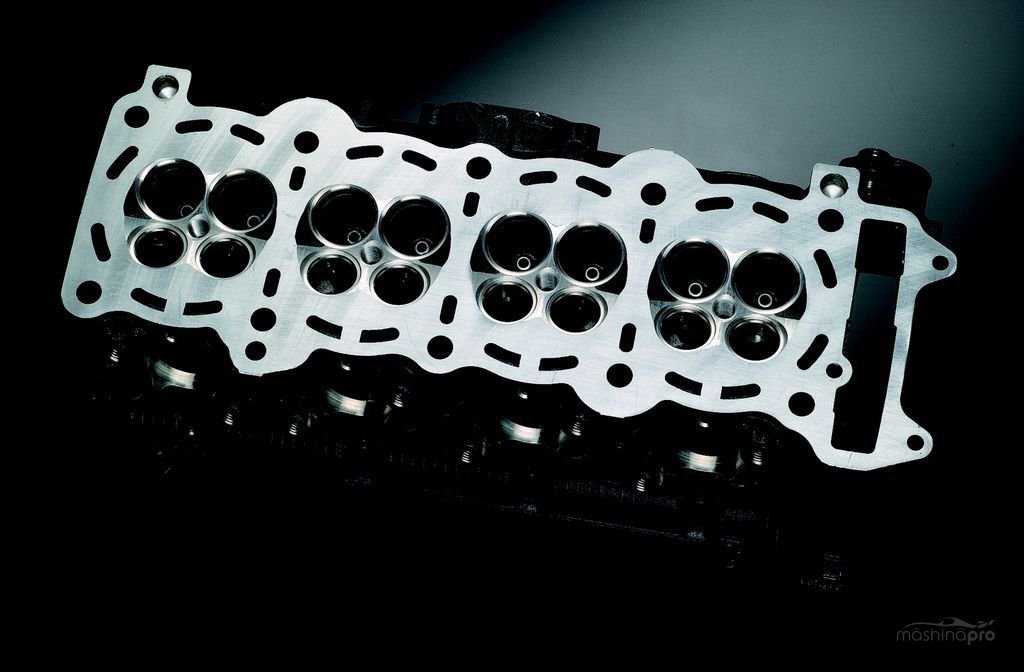 Возможно, стоит отремонтировать старую головку, чтобы сохранить оригинальность. Кроме того, хорошо заметные трещины, например, на макушке, труднее всего исправить, если внешний вид имеет значение.
Возможно, стоит отремонтировать старую головку, чтобы сохранить оригинальность. Кроме того, хорошо заметные трещины, например, на макушке, труднее всего исправить, если внешний вид имеет значение.
Проблемы с коррозией: Коррозия — это проблема старых головок, и ее необходимо решать до восстановления головки. Он встречается везде, где есть вода, включая паровые отверстия и каналы для воды между головкой и блоком, каналы от головки и впускного коллектора, и в редких случаях на головке может образоваться пористое пятно. Мы видели пористость во впускных каналах. Это можно обнаружить только при испытании давлением, как описано выше. Вваривание алюминия в пораженный участок является единственным долгосрочным надлежащим ремонтом от коррозии. Почти все головки XK требуют приваривания уплотнительной поверхности к блоку, особенно поздние головки с маленькими паровыми отверстиями. Заваривание коррозии сводит к минимуму количество материала, которое необходимо удалить во время шлифовки для получения плоской поверхности. Коррозия алюминиевой головки напрямую связана с уровнем технического обслуживания двигателя в течение всего срока его службы. Большинство людей не понимают, что у антифриза есть нечто большее, чем функции антифриза и антикипения. Он также обладает антикоррозионными свойствами, особенно необходимыми для алюминия. Поэтому правильное обслуживание двигателя подразумевает регулярную промывку системы охлаждения и заливку свежего антифриза. Новый антифриз с более длительным сроком службы поможет свести к минимуму коррозию в течение более длительного периода времени. Однако имейте в виду, что Lifetime Antifreeze на самом деле означает «на весь срок службы антифриза», а не «на весь срок службы». Его все равно придется менять регулярно.
Коррозия алюминиевой головки напрямую связана с уровнем технического обслуживания двигателя в течение всего срока его службы. Большинство людей не понимают, что у антифриза есть нечто большее, чем функции антифриза и антикипения. Он также обладает антикоррозионными свойствами, особенно необходимыми для алюминия. Поэтому правильное обслуживание двигателя подразумевает регулярную промывку системы охлаждения и заливку свежего антифриза. Новый антифриз с более длительным сроком службы поможет свести к минимуму коррозию в течение более длительного периода времени. Однако имейте в виду, что Lifetime Antifreeze на самом деле означает «на весь срок службы антифриза», а не «на весь срок службы». Его все равно придется менять регулярно.
Проблемы с внешней поверхностью: Эти головы существуют уже давно, и над ними работали многие люди. Излишне говорить, что им нужно много внимания, чтобы снова стать презентабельными.
Общая подготовка головки: Очистка: все головки очищаются паром и дробеструйной очисткой. Большие отверстия под шпильки головки цилиндров подвергаются воздействию охлаждающей жидкости двигателя и обычно покрыты коррозией. Эти скучают. Все отверстия под шпильки пробиты и продуты сжатым воздухом. Сломанные шпильки: все сломанные шпильки должны быть удалены, а повреждения отверстий отремонтированы. (См. рисунок внизу справа) Поврежденная резьба: Все поврежденные отверстия под шпильки просверлены увеличенного размера и установлены стальные резьбы, обычно называемые спиральными катушками. Повреждение отверстий для свечей зажигания: они тоже должны быть просверлены слишком большого размера и заменены стальной вставкой. Ремонта свечных отверстий можно избежать, нанеся на резьбу противозадирный состав при замене свечей. Следы инструмента и другие нарушения: Головки могут быть трудно удалены. Это знает любой, кто пытался его удалить, будь то любитель, работающий дома, или профессионал. Они прибегают к любым методам, какими бы деструктивными они ни были, чтобы снести голову. Следы от молотка и монтировки должны быть сглажены и заполнены шпаклевкой, такой как JBWeld, перед покраской головки.
Большие отверстия под шпильки головки цилиндров подвергаются воздействию охлаждающей жидкости двигателя и обычно покрыты коррозией. Эти скучают. Все отверстия под шпильки пробиты и продуты сжатым воздухом. Сломанные шпильки: все сломанные шпильки должны быть удалены, а повреждения отверстий отремонтированы. (См. рисунок внизу справа) Поврежденная резьба: Все поврежденные отверстия под шпильки просверлены увеличенного размера и установлены стальные резьбы, обычно называемые спиральными катушками. Повреждение отверстий для свечей зажигания: они тоже должны быть просверлены слишком большого размера и заменены стальной вставкой. Ремонта свечных отверстий можно избежать, нанеся на резьбу противозадирный состав при замене свечей. Следы инструмента и другие нарушения: Головки могут быть трудно удалены. Это знает любой, кто пытался его удалить, будь то любитель, работающий дома, или профессионал. Они прибегают к любым методам, какими бы деструктивными они ни были, чтобы снести голову. Следы от молотка и монтировки должны быть сглажены и заполнены шпаклевкой, такой как JBWeld, перед покраской головки. (См. рисунок второй слева ниже) Скребки довольно часто портят поверхность крышки кулачка. Мне не нравится идея шлифовать эту поверхность ручными инструментами, потому что ручные инструменты оставляют поверхность закругленной. Я предпочитаю заполнять отметки, а затем слегка красить поверхность. Краска предназначена только для внешнего вида, и домашнему механику не нужно будет наносить краску здесь, но заполнение царапин даст лучшую герметизирующую поверхность для прокладки крышки кулачка. Не беспокойтесь о краске на поверхности прокладки, мы обнаружили, что она не оказывает негативного влияния на способность прокладки к герметизации. Еще одна область, требующая внимания, — это выемка поверхности шайбы под колпачковые гайки, удерживающие головку блока цилиндров. Это выдавливание может быть вызвано только тем, что кто-то в прошлом затягивал головку без установленных плоских шайб. Удивительно, что любой механик сделал бы это, но мы видим это все время. (См. рисунок ниже) Сильное выдавливание металла из-за того, что шайба не снята.
(См. рисунок второй слева ниже) Скребки довольно часто портят поверхность крышки кулачка. Мне не нравится идея шлифовать эту поверхность ручными инструментами, потому что ручные инструменты оставляют поверхность закругленной. Я предпочитаю заполнять отметки, а затем слегка красить поверхность. Краска предназначена только для внешнего вида, и домашнему механику не нужно будет наносить краску здесь, но заполнение царапин даст лучшую герметизирующую поверхность для прокладки крышки кулачка. Не беспокойтесь о краске на поверхности прокладки, мы обнаружили, что она не оказывает негативного влияния на способность прокладки к герметизации. Еще одна область, требующая внимания, — это выемка поверхности шайбы под колпачковые гайки, удерживающие головку блока цилиндров. Это выдавливание может быть вызвано только тем, что кто-то в прошлом затягивал головку без установленных плоских шайб. Удивительно, что любой механик сделал бы это, но мы видим это все время. (См. рисунок ниже) Сильное выдавливание металла из-за того, что шайба не снята.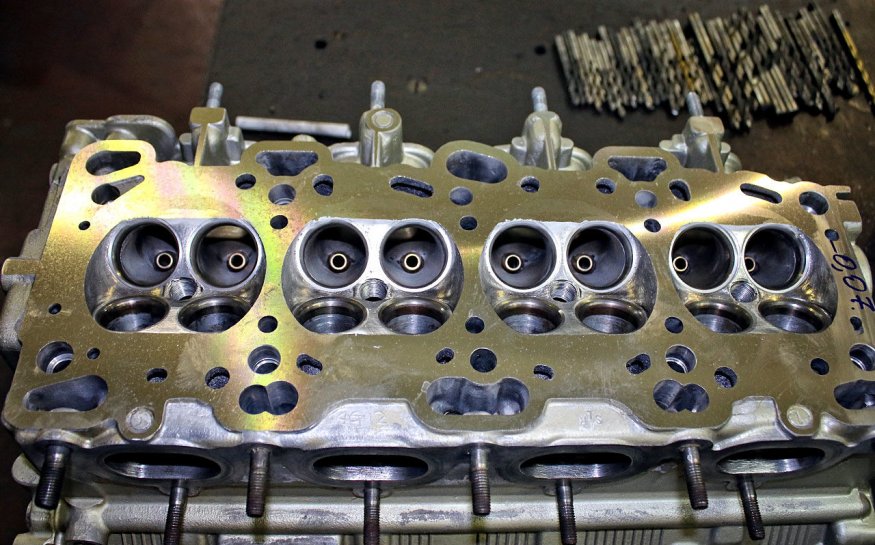 Если шайба не снимается, возьмите молоток побольше! Сломанная шпилька. Застрял из-за коррозии. Обратите внимание, что если вы выполняете работу самостоятельно, в двигателе XK используются шпильки головки блока цилиндров разной длины в зависимости от положения и типа подъемных кронштейнов (при условии, что он поставляется с подъемными кронштейнами). Если у вас есть кронштейны подъемника двигателя, вы заметите, что на них используется более тонкая шайба. Положения кронштейнов подъемника также различаются в зависимости от модели Jaguar. При разборке двигателя обязательно обратите внимание на расположение кронштейна и шайбы.
Если шайба не снимается, возьмите молоток побольше! Сломанная шпилька. Застрял из-за коррозии. Обратите внимание, что если вы выполняете работу самостоятельно, в двигателе XK используются шпильки головки блока цилиндров разной длины в зависимости от положения и типа подъемных кронштейнов (при условии, что он поставляется с подъемными кронштейнами). Если у вас есть кронштейны подъемника двигателя, вы заметите, что на них используется более тонкая шайба. Положения кронштейнов подъемника также различаются в зависимости от модели Jaguar. При разборке двигателя обязательно обратите внимание на расположение кронштейна и шайбы.
Процесс сборки головки блока цилиндров: После очистки и подготовки головка отправляется в механический цех для наплавки, замены направляющих клапанов и шлифовки седла клапана. Деформация головки и ее последствия. Общеизвестно, что если головка перегревается, она, вероятно, деформирована и поэтому должна быть обработана заново. Однако не всем известно, что деформация головки влияет не только на поверхность уплотнения; это может повлиять и на регулировку клапана. Когда деформируется голова, деформируется вся голова. Когда головка наплавляется в механическом цехе, она выпрямляет только ту поверхность, которая сопрягается с блоком. Остальная часть головы все еще может быть немного деформирована в области кулачка. После того, как головка установлена на блоке, звездочки кулачков находятся на месте, а цепь натянута, кулачок может опуститься слишком далеко, и клапаны первого цилиндра могут стать слишком тугими. Мы компенсируем это, регулируя клапаны на стенде и используя новые кулачковые подшипники на ближайших к передней части двигателя шейках. Мы рекомендуем проверять регулировку клапанов после установки обоих кулачков. Убедитесь, что ваш цилиндр номер один (тот, что спереди) находится в ВМТ на такте сжатия (ротор распределителя указывает на положение «пять часов»), когда вы устанавливаете кулачки, и не позволяйте кулачкам «защелкиваться» вперед. позволяя клапанам ударяться о поршень № 6 или № 1 во время установки!
Когда деформируется голова, деформируется вся голова. Когда головка наплавляется в механическом цехе, она выпрямляет только ту поверхность, которая сопрягается с блоком. Остальная часть головы все еще может быть немного деформирована в области кулачка. После того, как головка установлена на блоке, звездочки кулачков находятся на месте, а цепь натянута, кулачок может опуститься слишком далеко, и клапаны первого цилиндра могут стать слишком тугими. Мы компенсируем это, регулируя клапаны на стенде и используя новые кулачковые подшипники на ближайших к передней части двигателя шейках. Мы рекомендуем проверять регулировку клапанов после установки обоих кулачков. Убедитесь, что ваш цилиндр номер один (тот, что спереди) находится в ВМТ на такте сжатия (ротор распределителя указывает на положение «пять часов»), когда вы устанавливаете кулачки, и не позволяйте кулачкам «защелкиваться» вперед. позволяя клапанам ударяться о поршень № 6 или № 1 во время установки!
Модернизация: Существуют модификации, которые можно выполнить для головок, которые обеспечивают более высокую производительность, а также повышают надежность и долговечность. Паровые отверстия: более поздние головки седанов XJ поставлялись с паровыми отверстиями между камерами сгорания, которые сопрягались с отверстиями в блоке. Ранние двигатели объемом 4,2 л вообще не имели отверстий. Если на более поздний блок установить раннюю головку, двигатель может перегреться. Это связано с тем, что тепло вокруг стенок цилиндра создает паровые карманы, которым некуда деваться, и вытесняет охлаждающую жидкость из системы. Это приведет к дальнейшему снижению охлаждающей способности, что приведет к дальнейшему перегреву. Сверлим паровые отверстия в ранних головках. Это также позволяет без риска установить более раннюю головку вместо более поздней. Более поздняя головка может быть установлена на более старый блок без каких-либо побочных эффектов, поскольку отверстия будут избыточными. Увеличение клапанов: у карбюраторных головок впускные клапаны меньше, чем у головок с впрыском топлива. Большинство механических мастерских могут модернизировать их для установки более крупных клапанов, что обеспечивает значительное увеличение производительности.
Паровые отверстия: более поздние головки седанов XJ поставлялись с паровыми отверстиями между камерами сгорания, которые сопрягались с отверстиями в блоке. Ранние двигатели объемом 4,2 л вообще не имели отверстий. Если на более поздний блок установить раннюю головку, двигатель может перегреться. Это связано с тем, что тепло вокруг стенок цилиндра создает паровые карманы, которым некуда деваться, и вытесняет охлаждающую жидкость из системы. Это приведет к дальнейшему снижению охлаждающей способности, что приведет к дальнейшему перегреву. Сверлим паровые отверстия в ранних головках. Это также позволяет без риска установить более раннюю головку вместо более поздней. Более поздняя головка может быть установлена на более старый блок без каких-либо побочных эффектов, поскольку отверстия будут избыточными. Увеличение клапанов: у карбюраторных головок впускные клапаны меньше, чем у головок с впрыском топлива. Большинство механических мастерских могут модернизировать их для установки более крупных клапанов, что обеспечивает значительное увеличение производительности.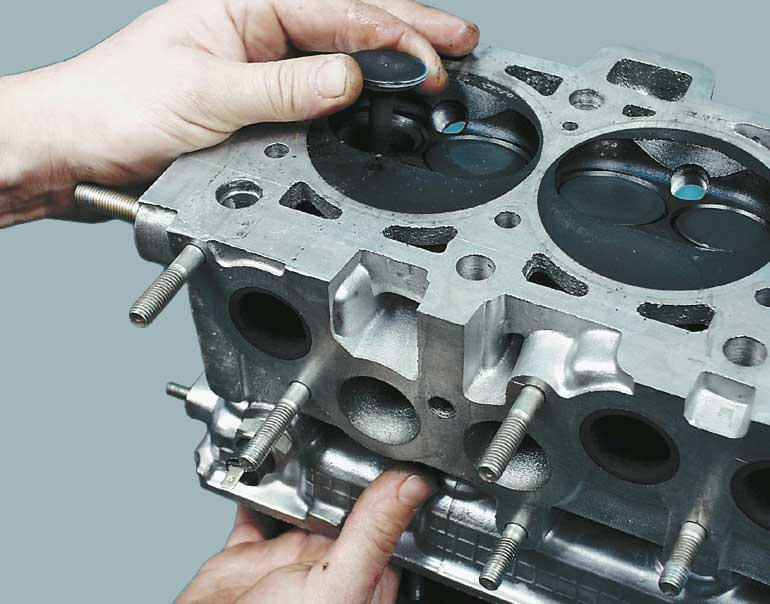 Замена направляющей клапана: Заменяем направляющие на до 1968 головок с новыми бронзовыми кольцами. Более поздние направляющие имеют канавку, которая удерживает уплотнение направляющей клапана на месте. У них также есть стопорное кольцо для размещения направляющей в головке. Более ранние направляющие удерживались на месте только за счет посадки с натягом, и уплотнения не использовались. Выбор распределительного вала: Примерно в 1968 году Jaguar изменил профили распределительного вала и спецификацию регулировки. Эти распределительные валы производят намного меньше стука клапанов и не ухудшают производительность. Их можно вставлять в более ранние головки, требующие лишь регулировки клапана с другой спецификацией. Эти кулачки не имеют масляного отверстия в нижней части каждого кулачка, как в более ранних кулачках. Кажется, это ничего не повреждает, так как выемка толкателя заполнена маслом, вытекающим из кулачковых подшипников, и этого более чем достаточно для смазки толкателей. Многоугольные седла клапана: этот тип притирки клапана обычно называют притиркой клапана с тремя углами или притиркой клапана с рабочими характеристиками.
Замена направляющей клапана: Заменяем направляющие на до 1968 головок с новыми бронзовыми кольцами. Более поздние направляющие имеют канавку, которая удерживает уплотнение направляющей клапана на месте. У них также есть стопорное кольцо для размещения направляющей в головке. Более ранние направляющие удерживались на месте только за счет посадки с натягом, и уплотнения не использовались. Выбор распределительного вала: Примерно в 1968 году Jaguar изменил профили распределительного вала и спецификацию регулировки. Эти распределительные валы производят намного меньше стука клапанов и не ухудшают производительность. Их можно вставлять в более ранние головки, требующие лишь регулировки клапана с другой спецификацией. Эти кулачки не имеют масляного отверстия в нижней части каждого кулачка, как в более ранних кулачках. Кажется, это ничего не повреждает, так как выемка толкателя заполнена маслом, вытекающим из кулачковых подшипников, и этого более чем достаточно для смазки толкателей. Многоугольные седла клапана: этот тип притирки клапана обычно называют притиркой клапана с тремя углами или притиркой клапана с рабочими характеристиками.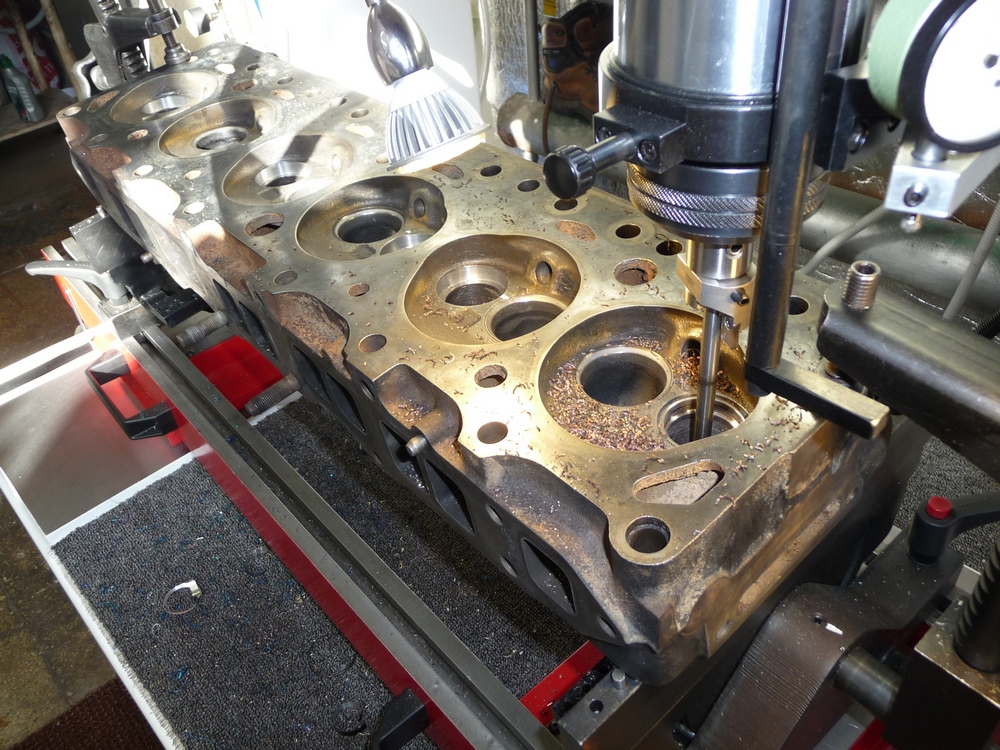 Этот тип шлифовки включает в себя разрезание сиденья как минимум под тремя разными углами. Клапан срезан под углом 45 градусов, и седло главного контакта также имеет угол 45 градусов. Два других угла находятся на сиденье и обычно равны 30 и 60. Некоторые могут иметь даже больше углов. Это позволяет воздуху легче проходить через сиденье и, таким образом, впускает и выпускает больше воздуха. Это, в свою очередь, помогает двигателю производить больше мощности. Дополнительным преимуществом является то, что этот тип работы обычно длится дольше, чем одиночная угловая шлифовка. Контактная поверхность седла однородна по всему периметру, поэтому клапан охлаждается равномерно. Если бы одна сторона имела более широкую контактную поверхность, клапан охлаждался бы больше на этой стороне и имел бы тенденцию к деформации, вызывая потерю компрессии.
Этот тип шлифовки включает в себя разрезание сиденья как минимум под тремя разными углами. Клапан срезан под углом 45 градусов, и седло главного контакта также имеет угол 45 градусов. Два других угла находятся на сиденье и обычно равны 30 и 60. Некоторые могут иметь даже больше углов. Это позволяет воздуху легче проходить через сиденье и, таким образом, впускает и выпускает больше воздуха. Это, в свою очередь, помогает двигателю производить больше мощности. Дополнительным преимуществом является то, что этот тип работы обычно длится дольше, чем одиночная угловая шлифовка. Контактная поверхность седла однородна по всему периметру, поэтому клапан охлаждается равномерно. Если бы одна сторона имела более широкую контактную поверхность, клапан охлаждался бы больше на этой стороне и имел бы тенденцию к деформации, вызывая потерю компрессии.
Какова средняя стоимость замены головки блока цилиндров?
Главная » Исследования » Какова средняя стоимость замены головки блока цилиндров?
Средняя стоимость замены головки блока цилиндров составляет 2 176–3 705 долл.
 США в зависимости от того, обращаетесь ли вы к механику или занимаетесь ремонтом самостоятельно.
США в зависимости от того, обращаетесь ли вы к механику или занимаетесь ремонтом самостоятельно.Этот ценовой диапазон основан на средних показателях по стране для всех автомобилей и не учитывает налоги, сборы или конкретную марку и модель вашего автомобиля. Также может потребоваться сопутствующий ремонт или техническое обслуживание, например, неисправный цилиндр или неисправная прокладка впускного коллектора. Для более точной оценки, основанной на вашей марке, модели и местоположении, используйте Оценщик справедливой цены RepairPal.
Стоимость у механика: 3366-3705 долларов
- Детали: 2176-2204 долларов
- Труд: 1190–1501 долл. США
Обычно замена головки блока цилиндров занимает от пяти до шести часов. Это очень сложная работа, которая включает в себя разборку значительной части вашего двигателя. Несмотря на высокую цену, однозначно стоит доверить это дело профессионалам.
Стоимость самостоятельной сборки: 2176–2204 долл.
 США
США- Уровень сложности: продвинутый
- Необходимые детали:
- Набор ключей
- Набор головок
- Набор трещоток
- Отвертки
- Моторное масло
- Охлаждающая жидкость
- Головка блока цилиндров
Замена головки блока цилиндров своими руками может обойтись дешевле, чем доставка автомобиля к механику, если у вас есть необходимые детали, а также обширные знания и опыт в области ремонта автомобилей. Однако замена головки блока цилиндров является чрезвычайно сложной и трудоемкой задачей, так как требует демонтажа значительной части двигателя.
Что такое головка блока цилиндров?
Головка блока цилиндров является верхней частью двигателя и образует верхнюю часть цилиндров. Он содержит впускной и выпускной клапаны, а также свечи зажигания. В некоторых автомобилях головка блока цилиндров также удерживает один или несколько распределительных валов. В любом случае, головка содержит очень сложную ходовую часть, которая приводится в действие цепями, ремнями или толкателями, прикрепленными к нижней половине двигателя. Отказ любого из этих компонентов может привести к тому, что ваш двигатель будет работать плохо или вообще не будет работать.
Отказ любого из этих компонентов может привести к тому, что ваш двигатель будет работать плохо или вообще не будет работать.
Если у вас рядный четырех- или шестицилиндровый двигатель, у него одна головка, а у двигателей V6 и V8 две головки.
Что включает в себя замена головки блока цилиндров?
Весь процесс замены ГБЦ занимает пять-шесть часов. Замена головки блока цилиндров включает в себя слив охлаждающей жидкости и масла, снятие впускного и выпускного коллекторов двигателя, снятие цепи или ремня ГРМ (если на двигателе их несколько) и снятие головки блока цилиндров.
Это чрезвычайно сложная работа, требующая от механика снятия половины двигателя. Головка или головки блока цилиндров находятся в верхней части двигателя. Если у вас есть автомобиль с двумя головками цилиндров, механику может потребоваться заменить их обе одновременно, в зависимости от того, в чем проблема.
Что произойдет, если вы не замените головку блока цилиндров?
Отсутствие замены сломанной головки блока цилиндров может привести к дальнейшему повреждению двигателя, если он все еще работает.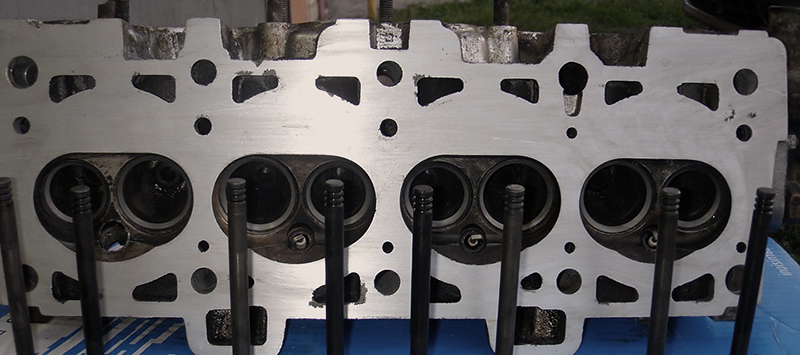 Это может привести к еще более дорогому ремонту, в том числе к необходимости замены двигателя. Если у вас сломана головка блока цилиндров, ваша машина может вообще не управляться.
Это может привести к еще более дорогому ремонту, в том числе к необходимости замены двигателя. Если у вас сломана головка блока цилиндров, ваша машина может вообще не управляться.
Наиболее частой причиной растрескивания головки блока цилиндров является перегрев двигателя, который может быть вызван воздухом в системе охлаждения, неисправностью водяного насоса или неисправным термостатом. В этой ситуации ваша система охлаждения также будет нуждаться в ремонте во время услуги по замене головки блока цилиндров.
Другой распространенной причиной выхода из строя ГБЦ является обрыв ремня или цепи ГРМ, особенно в двигателях с помехами. В интерференционном двигателе клапаны выступают в пространство, занимаемое поршнем в верхней части его диапазона движения. Обычно это не проблема, поскольку в этот момент движения поршня клапаны закрыты. Однако при обрыве ремня ГРМ или цепи клапаны могут застрять в открытом положении и «мешать» поршню. Это причудливый способ сказать, что они врежутся друг в друга, что вызовет серьезные внутренние повреждения двигателя.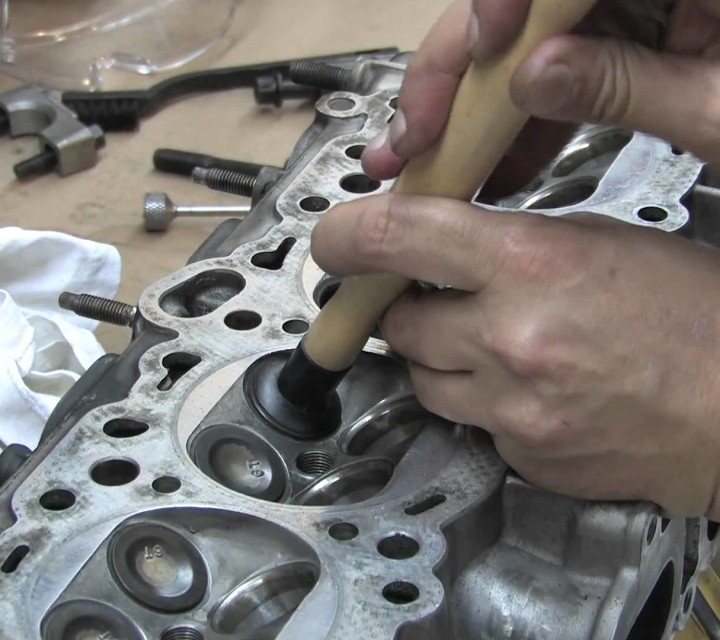 Вот почему важно регулярно заменять ремень ГРМ или цепь в соответствии с графиком технического обслуживания, рекомендованным производителем. (В двигателях без помех поршни и клапаны никогда не занимают одно и то же место, поэтому, даже если ремень ГРМ или цепь оборвется, двигатель больше не пострадает.)
Вот почему важно регулярно заменять ремень ГРМ или цепь в соответствии с графиком технического обслуживания, рекомендованным производителем. (В двигателях без помех поршни и клапаны никогда не занимают одно и то же место, поэтому, даже если ремень ГРМ или цепь оборвется, двигатель больше не пострадает.)
Как часто следует заменять головку блока цилиндров?
Головки цилиндров рассчитаны на весь срок службы автомобиля. Однако, если в вашем автомобиле неисправна головка блока цилиндров, ее следует заменить как можно скорее. Существуют задачи по техническому обслуживанию, которые вы можете выполнять, чтобы поддерживать головку блока цилиндров в хорошем состоянии, включая регулярную замену масла и устранение любых проблем с системой охлаждения, как только они возникают.
[Рекламный баннер: никогда не пропускайте важное обслуживание с датчиком FIXD и бесплатным приложением. FIXD отслеживает регулярное техническое обслуживание и изнашиваемые предметы для вас — бесплатно!]
Общие симптомы, необходимые для замены головки блока цилиндров
Эти симптомы означают, что пришло время выполнить эту услугу:
- Индикатор Check Engine
- Крупные утечки масла или охлаждающей жидкости
- Дым из выхлопной трубы
- Перегрев двигателя
Сопутствующие услуги по техническому обслуживанию
Следующие услуги обычно выполняются вместе с заменой головки блока цилиндров:
- Замена цилиндра
- Замена прокладки впускного коллектора
- Замена прокладки ГБЦ
- Замена водяного насоса
- Замена термостата
Никогда больше не пропускайте важное техобслуживание с FIXD
Получите FIXD Sensor и бесплатное приложение уже сегодня, чтобы составить индивидуальный график техобслуживания, основанный на вашей марке, модели и пробеге.